Manba berish uchun aralash gaz. Manba uchun gaz aralashmasi
Argo va karbonat angidridga asoslangan gaz aralashmalari.
Yuqori sifat uchun elektromagnit payvandlash himoyalangan gazlar muhitida "Cryogenservice" kompaniyasi keng ko'lamdagi qatorni taqdim etadi payvandlash aralashmalari Argon asosida, shuningdek, har qanday hajmdagi payvandlash aralashmalari bilan tsilindrlarni to'ldirish!
FOYDALI MA'LUMOTLAR:
Bir vaqtning o'zida payvandlash xarajatlarini kamaytirish va sifatini oshirish mumkinmi?
Ha! Ha, yana ha!
Resurs gaz aralashmalari yordamida himoya qilish sharoitida payvandlash texnologiyasi ish sifatini va payvandlash ishlarining samaradorligini sezilarli darajada yaxshilaydi. Argo asosidagi gaz aralashmalaridan foydalanish payvandlash jarayonlarini takomillashtirishda yangi bosqichga aylandi!
Arzon asosda gazli payvandlash vositalarini karbonat angidriddan foydalanish afzalliklari:
Bir vaqtning o'zida o'lchov qilingan metall miqdorini oshirish, shuningdek, chiqish uchun elektrod metallini yo'qotishni kamaytirish.
Mintaqadagi splatterning yopishqoqligi (püskürtme) miqdorini kamaytirish payvand choki va natijada, ularni olib tashlash uchun mehnat zichligi 95% gacha kamayadi. Resurs metallining zichligi va sintetikligini oshiring. Resursli birikmaning kuchini oshiring. Payvandlash jarayoni biroz beqaror oziqlanish bilan ham barqarordir. payvandlash paychalarining, shuningdek uning yuzasida texnologik yog 'va zang izlari mavjudligi. Resurs payvandchining ish joyidagi gigienik ish sharoitlari payvandlash bug'lari va dumanlarning miqdorini sezilarli darajada kamaytirish orqali yaxshilanadi.
Eng yaxshi sifat:
Metanning mikroyapılarını arttırarak, oksidi kiritishni miqdorini tushiradi va don ezadi. Dikişin penetratsiya chuqurligini oshiradi, uning zichligini oshiradi, natijada payvandlangan strukturalarning kuchini oshiradi.
Yuqori charchoq kuchi, mahsulotlarning eng yaxshi ko'rinishi - payvandlash jarayonida payvandlash aralashmasidan foydalanganda katta dalillar.
Oliy ishlash:
Payvand choki an'anaviyga nisbatan (CO2 ning himoya muhitida) ikki barobar ko'payadi. Bu eritilgan metallning pastki sirtqi zanjiriga bog'liq, natijada elektrod metalining zichlashi va parchalanishi 70% -80% gacha kamayadi. Ko'p hollarda chirigan va sirtli cürufning ahamiyatsiz miqdori payvandlangan elementlarni tozalash ishlarini o'z ichiga olmaydi.
Saqlash:
Quvvatni iste'mol qilish va payvandlash paychalarining 10-15% qisqartiradi. Tozalash bilan bog'liq ishlarni va bo'yash yoki galvanizatsiyadan oldin payvandlash ishlarini ancha kamaytirish imkonini beradi. Manba naychalari, shisha niqoblar va kiyimlarning xizmat qilish muddatini oshiradi, natijada ularni almashtirish xarajatlari kamayadi.
Eng yaxshi ish sharoitlari:
Tutun, payvandlash aerosollari va zararli gazlar miqdori sezilarli darajada oz miqdorda payvandlovchi sog'lig'ini saqlab qoladi va uni uzoq vaqt davomida katta e'tibor bilan ishlashga imkon beradi. Payvandlovchi kasallanish xavfi - o'pkaning silikozi kamayadi.
Ishlab chiqaruvchilarga yuqori sifatli ish va ishlab chiqarish samaradorligini ta'minlash, ishchilarning mehnat sharoitlarini yaxshilash va ta'minlash uchun zamonaviy texnologiyalar va yangi mahsulotlardan foydalanish vaqti keldi.
"Kriogenservis" kompaniyasi gazli armaturalar, silindrlarni to'ldirish va ixtisoslashtirilgan transportni tez yetkazib berishni ta'minlaydi.
Resurs aralashmasining tarkibini tanlash uchun qiyosiy jadval
| Gaz aralashmasining nomi va nomi | Tarkibi va etkazib berish usuli | Payvandlashda qo'llash sohasi |
|---|---|---|
| TU 2114-001-87144354-2012 Ar / 2CO2 gazini aralashtirish | 98% Ar + 2% CO2Ar - eng yuqori sinf argon gaz (99.993%), CO2 - karbonat angidrid eng yuqori gazli gaz (99,8%) Provayderi: 150 kgf / sm2 bosim ostida po'latdan tsilindrli; BMKB monobloklarida - 200 kgf / sm2 bosim ostida. Silindirlar qora rangga bo'yalgan va oq rangli "Ar - CO2 aralashmasi" bor |
yarim avtomatik manba: zanglamaydigan po'latdan; - odatdagi yupqa devorli mahsulotlar (qalinligi 1 mm dan kam) qurilish po'latlari; - galvanizli qismlar va mis-temir konstruktsiyalarining yarim avtomatik qurilmasiga payvandlash. |
| TU 2114-001-87144354-2012 Ar / 10CO2 gazini aralashtirish | 90% Ar + 10% CO2Ar - eng yuqori sinf argon gaz (99.993%), CO2 - karbonat angidrid eng yuqori gazli gaz (99.8%) ta'minlanadi: 150 kgf / sm2 bosim ostida po'latdan tsilindrli; BMKB monobloklarida - 200 kgf / sm2 bosim ostida. | - quyi qotishma va quyqa loyqalanadigan po'latdan yasalgan po'latdan yasalgan po'latdan yasalgan yarim avtomatik manba; - yuqori tezlikli payvandlashning barcha turlari; - yurak urish payvandlash; - atomizatsiya rejimida ham, oqim rejimida ham ishlash mumkin. |
| Gaz aralashmasi TU 2114-001-87144354-2012 Ar / 18CO2 |
82% Ar + 18% CO2Ar - eng yuqori sifatli argon gaz (99.993%), CO2 - karbonat angidrid eng yuqori darajasi (99.8%). BMKB monobloklarida - 200 kgf / sm2 bosim ostida. Shilinglar qora rangga bo'yalgan va oq rangli "Ar-CO2 aralashmasi" |
Har xil materiallar va bo'g'imlarning turlariga mos keladigan uglerodli strukturaviy po'latlarni yarim avtomatik ravishda payvandlash uchun eng ko'p tomonlama gaz aralashmasi. |
| TU 2114-001-87144354-2012 Ar / 20CO2 gazini aralashtirish NAKS № ATSM-12-01610 sertifikati |
80% Ar + 20% CO2Ar - eng yuqori sinf argon gaz (99.993%), CO2 - karbonat angidrid eng yuqori gaz (99,8%). BMKB monobloklarida - 200 kgf / sm2 bosim ostida. Shilinglar qora rangda bo'yalgan va oq rangda "Ar-CO2 aralashmasi" yozuvi mavjud. |
- an'anaviy struktura po'latlarini yarim avtomatik payvandlash va qoplash; - zanglamaydigan po'latdan yarim oqimli payvand choklarni payvandlash; - minimal pog'onali vertikal tikuvlarni bajarish qobiliyati |
| Gaz aralashmasi TU 2114-001-87144354-2012 Ar / 25CO2 |
75% Ar + 25% CO2Ar - eng yuqori sinf argon gaz (99.993%), CO2 - karbonat angidrid eng yuqori gaz (99,8%). BMKB monobloklarida - 200 kgf / sm2 bosim ostida. Shilinglar qora rangda bo'yalgan va oq rangda "Ar-CO2 aralashmasi" yozuvi mavjud. | - avtomatika va robotlarda avtomatlashtirilgan quvurlarni payvandlash - minimal chuqurlik bilan maksimal penetratsiyani ta'minlaydi; - barcha ish joylarida ishlash; |
yuqori
"Kriogenservis" kompaniyasi texnik gazlar bilan: azot, argon, asetilen, gaz aralashmalari, A sinfining geliy va B darajali geliy, texnik kislorod, propan va karbonat angidrid bilan korxonalarni (turli xil profillardan) ta'minlaydi. Materiallarga qo'shimcha ravishda texnik gazlarkompaniya savdo sohasida ixtisoslashgan gaz shishalariGOST 949-73 va GOST 15860-84 (propan uchun) bo'yicha ishlab chiqarilgan. Kompaniyaning qo'shimcha xizmatlari orasida gaz ballonlarini ta'mirlash, ijaraga olish, sotib olish va qayta sinov (sertifikatlash) xizmati ko'rsatilishi mumkin.
- Gaz aralashmalari manbalari
- Tanlash mezonlari
- Joriy manba va funksiya
- Joriy sozlash va raqamli displey
Payvandlash uchun turli xil asbob-uskunalar ishlatiladi, ammo bugungi kunda quyoshli avtomatik manba ishga tushirildi, bu esa o'z navbatida kerakli ishlashi, ish sifati va qulayligi bilan ajralib turadi.
Payvandlovchi yarim avtomatik qurilma elektroddan foydalangan holda payvandlash jarayoniga mo'ljallangan elektrotexnik qurilma.
Sotib olishdan oldin, yarim avtomatik payvandlash mashinasini qanday tanlashni tanlashingiz kerak. Qaysi gaz muhitida ish olib borilishini hal qilish uchun ko'pgina parametrlarni hisobga olish kerak.
Gaz aralashmalari manbalari
Bir payvandlash mashinasini tanlashda, ishni bajarish kerak bo'lgan gazli muhitni hisobga olish kerak. Misol uchun, MIG manba usuli uchun inert gaz (argon) ishlatilishi kerak va faol gaz (uglerod) MAG uchun mos keladi.
Payvandlash mashinalari uchun ishlatiladigan barcha gazlar 2 ta katta guruhga bo'linadi:

- Metall bilan faol reaksiyaga kirishgan gaz aralashmalari. Bunga karbonat angidrid, azot, kislorod kiradi.
- Inert gazlar, masalan, geliy, argon.
Eng oddiy variant - karbonat angidriddan foydalanish va bu eng arzon bo'ladi. Ammo bu holda, tikaning sifati yomonlashadi, uni butunlay yomon deb bo'lmaydi, ammo ishdan keyin qo'shimcha tozalash zarur, aks holda tikuv zang bo'ladi. Yarim avtomatik, ikki gaz aralashmasidan foydalanish tavsiya etiladi - bu 20% karbon dioksid va 80% argondan tashkil topgan kompozitsion. Rangli argon rangli metallar uchun ishlatiladi, va tungsten elektrodidan foydalanilganda 90% argon va 10% vodorod aralashmasi qabul qilinadi.
Himoya vositasi sifatida toza nitrogen bronza qismlarini, guruchlarni payvandlashda ishlatiladi. Gazsiz ishlaydigan modellar mavjud, ammo keyin oqimdan foydalanish kerak. Ishni qanday sharoitda amalga oshirish kerakligini, gaz muhitiga talablar bormi, darhol aniqlash kerak.
Mundarija jadvaliga qaytish
Tanlash mezonlari
Yarim avtomatik turga har xil parametrlarga e'tibor berish kerak. Tanlash mezonlari quyidagilardan iborat:

Elektr tarmog'ining voltaj qiymati - payvandlash mashinasini tanlashda muhim ko'rsatkich.
- elektr ta'minoti vositasining yuk hajmi;
- payvandlanadigan materialni tanlash zanglamaydigan po'lat, past karbonli po'lat, alyuminiy, rangli metallar bo'lishi mumkin;
- qayta ishlangan metallning qalinligi;
- payvandlashning sifat talablari;
- sifati payvand choki kosmosdagi uzunligi, kengligi, pozitsiyasini hisobga olgan holda;
- uskunaning ishlash intensivligi.
Tanlash payvandlash mashinasi, elektr tarmog'ining kuchlanishiga e'tibor qaratish lozim. Qaysi mashina ish uchun ishlatilishi mumkinligini aniq aniqlash juda muhimdir. Misol uchun, bitta fazali tarmoqlar uchun faqatgina 220 V dan 16 A gacha bo'lgan yuk bilan ishlaydigan qurilmalar mos keladi. Agar qurilma 150 Vdan past bo'lgan kuchlanishda ishlashga mo'ljallangan bo'lsa, u holda yarim avtomatik qurilma foydalanish qiyin; odatdagi ishlamaydi.
Mundarija jadvaliga qaytish
Resurs oqimi qanday bo'lishi kerak
Har qanday birlikni tanlashda joriyni hisobga olish muhim ahamiyatga ega. Ushbu indikator, uskunaning haddan tashqari qizib ketmasligi uchun qaysi qadriyatlarni belgilaydi, metallning qanchalik qalin bo'lishi mumkin. Yarim avtomatik payvandlash apparati tanlansa, ba'zi ko'rsatkichlarni hisobga olish kerak. Misol uchun, payvandlangan metall 5 mm gacha bo'lgan qalinligi bo'lsa, unda 150-200 A gacha bo'lgan oqimlarni olish mumkin. 0,8-1 mm diametrli tel uchun ruxsat etiladi. Biroq, payvandlashning katta qismlari bilan nominal oqimning qiymati 250 A gacha ko'tariladi, ish uchun sim 1,2-1,6 mm diametrda ishlatiladi. Batafsil ma'lumot uchun, karbonat angidrid foydalanish sharoitida payvandlash apparati tanlovi quyidagi qiymatlarga asoslanadi:

- 0,8-1 mm metall qalinligi bilan 0,7-0,8 mm diametrli sim zarur bo'ladi. Resurs oqimi 50-80 A gacha bo'lishi kerak.
- 1,5-2 mm metall qalinlikda 0,8-1,2 mm diametrli sim zarur bo'ladi. Resurs oqimi 90-200 A ga teng bo'lishi kerak.
- Metall qalinligi 3 mm bo'lganida, diametri 1,2-1,4 mm, payvandlash oqimi 200-380 A bo'ladi.
- 4 mm kalinlikta metall diametri 1,2-1,6 mm, payvandlash oqimi esa 200-350 A bo'ladi.
- Metallning qalinligi 8 mm bo'lsa, 1,2-2,5 mm simli diametrdan foydalanish kerak. Resurs oqimi 300-450 A bo'lishi kerak.
Ba'zi ekspertlar 50 A zaxirasini ta'minlashni tavsiya qiladilar. Agar zarurat bo'lsa, bu asbobni metallga nisbatan katta qalinlikda ishlatish imkonini beradi. Yarim avtomatik payvandlash mashinasini tanlash uchun yukning davomiyligini hisobga olish kerak. Buning uchun asboblar ish paytida qizib ketmasligi kerak. Bunday qiymatlar har doim ishlab chiqaruvchi tomonidan belgilanadi, lekin odatda yuk miqdori 60% ni tashkil qiladi. Bu sifatli ish uchun etarli.
Yarim avtomatik vosita metall va plomba materiallarini eritish uchun elektr kamondan foydalanadi. Lekin standartlardan farqli o'laroq elektr boshq manbaiqoplangan elektrodlar yordamida yuzaga keladigan, bu erda himoya qoplamasi bo'lmagan sim ishlatiladi. Himoya manbai uchun gaz aralashmalari bilan ta'minlanadi. Payvand chog'ida erigan metall hammom yonuvchan gaz yoki aralashmani himoya qiladi va havodan kislorod va vodorod penetratsiyasidan ishonchli qalqonni hosil qiladi. Bundan tashqari, yarim avtomatik payvandlash uchun gaz aralashmasi oksidi va boshqa salbiy omillarni yo'q qilishga yordam beradi. Natijada, odatdagi payvandlashdan ko'ra ko'proq ishonchli natijaga erishiladi, ammo bu ko'p mehnat talab qiladi.
Tortib olsa
Resurs gaz aralashmalari metall birikma bilan ishlaydigan deyarli barcha joylarda ishlatilishi mumkin. Ular katta mas'uliyat bilan payvandlash uchun mo'ljallangan. Gazni ishlatib, tikuvni sarf qilish qiymati uncha ko'p emas, shuning uchun ulanishning ishonchliligini oshirish kafolati zarur bo'lgan hollarda ushbu usul ishlatiladi. Qurilish joylarida, xususan ularni ko'tarib chiqqan qismlardagi metall konstruktsiyalar har doim gaz aralashmasi yordamida bog'lanadi.
Xususiy sohada yoki sanoat korxonalaridagi quvurlar yarim avtomatik qurilmalar bilan bog'langan bo'lib, bu erda siz zichlikka ega bo'lishingiz kerak. Bu mikroto'lqinlar, ko'zalarni, bo'shliqlarni va kuch-quvvatni pasaytiradigan boshqa nuqsonlarni yo'q qiladi. Har qanday metall birikma uchun uning tarkibiga qarab, uning himoya gazlari va ularning birikmasi tanlanadi.
Ta'mirlash joylari va uy-joy maydoni ham ushbu moddalardan foydalanishni ta'minlaydi, chunki ular orasida nisbatan arzon va ishonchli variantlar mavjud. Foydalanishning kengligi aralashmalardagi tarkibiy qismlarning turli xil turlari va ularni turli xil hollarda ishlatish qobiliyati bilan ta'minlanadi.
Foyda
Yarim avtomatik payvandlash uchun har bir gaz aralashmasi noyobdir, lekin umuman olganda ularning barchasi bir qator afzalliklarga ega va bu haqiqat shunday keng foydalanishga loyiq payvandlash sohasi. Asosiy afzalliklarga quyidagilar kiradi:
- Yuqori sifatli tikuvlarni beradi;
- Payvandlash ish faoliyatini oshiradi;
- Ish samaradorligini oshirish;
- Resurs havuzundan erigan metall chayqalishlar miqdorini kamaytiradi;
- Barqaror yomg'ir yonishini ta'minlaydi;
- Datchiklar bir vaqtning o'zida zichroq va plastikroq bo'ladi;
- Metallni eritish tezligini oshiradi;
- Tutun darajasini pasaytiradi.
Kamchiliklari
- Resurs gaz aralashmalari yonuvchan va silindrlarni noto'g'ri saqlash portlash yuzaga keltirishi mumkin;
- Ba'zi aralashmalar inson sog'lig'iga zararli bo'lib, nafas olish yoki kasbiy kasalliklarning kelib chiqishiga olib keladi;
- Bir yoki bir nechta turni olish yoki uni o'zingiz qilishingiz har doim ham mumkin emas.
Gaz aralashmalari turlari
Amaldagi aralashmaning bir necha asosiy turlari mavjud zamonaviy payvandlash. Gazlar aralashmasi argon va karbon dioksid mas'ul ish uchun eng keng tarqalgan va mashhur turlaridan biri hisoblanadi. Ko'pgina hollarda u kamroq doping darajasi bilan po'latni birlashtirishda ishlatiladi. Uglerod dioksidi jeti almashinuvini osonlashtiradi. Bunday aralashmaning ishlatilishi tikuvlarni plastik qilib, ulardagi teshiklarning paydo bo'lish ehtimolligini pasaytiradi.
Kislorodli argon ham birikmaning yanada zichroq tuzilishiga ega, chunki bu erda ko'zga ko'rinmaydigan bo'shliqlar mavjud emas. Aralashdagi gazlar orasidagi farq turli xil bo'lishi mumkin, ammo ko'pincha argon darajasi 95% ga etadi.

Vodorod bilan argon zanglamaydigan, nikel va ularning qotishmalarini o'z ichiga olgan yuqori qotishma po'lat uchun ishlatiladi. Bu birikma amaliyotda faqatgina emas, balki shakllantirishda ham qo'llaniladi.
Geliy bilan argon rangli metallar va ularning qotishmalari bilan ishlash uchun mo'ljallangan. Ushbu aralashmaning asosiy metallari alyuminiy, mis, nikel va turli nikel-xromli qotishmalardir.
Faol gazlar bilan ishlaydigan argon ko'plab temir buyumlari bilan ishlaydigan universal aralashma hisoblanadi. Ular past, o'rta va yuqori doping darajalariga ega bo'lishi mumkin. Uning xususiyatlariga ko'ra, bu kombinat sanoat uchun nisbatan arzonroqdir.
Yarimasomatik gaz aralashmalarini payvandlash printsipi
Argo va karbonat angidridning payvandlash aralashmalari, shuningdek, boshqa turdagi foydalanish o'ziga xos xususiyatlariga ega. Qo'llash printsipi maksimal himoya darajasini ta'minlashga asoslanadi, lekin payvandlash paytida metallga zarar bermaslik uchun. Avvalambor, yoqish moslamasi yonib ketadi, u bilan birga gaz püskürtüsü kavşağa beriladi. Texnologiyani talab qilganda saytni oldindan isitish uchun foydalanish mumkin.
Keyin ariq eritmaydigan elektrod bilan ateşlenir. Avtomatik payvandli yarim avtomatik qurilmalar ko'pincha foydalaning volfram elektrodlari. Bir vaqtning o'zida yoyni ateşlemesiyle bilan birga, besleme yonish gaz aralashmasi oqimi bilan himoyalangan. Yuqori sifatli payvandlash uchun gaz ta'minotining miqdorini va simning tezligini to'g'ri hisoblash kerak. Buning uchun ulanishning har turi uchun yakka tartibda tanlangan usullar mavjud.
Aralashning yonishi harorati metallni eritmasligi kerak, shuning uchun vannadan qo'shilgan material bilan brulorga qisqa masofani bosib uni ajratib qo'yish kerak emas. Dikişin tugagandan so'ng, bosqichma-bosqich sovutish kerak bo'lsa, uni ishlaydigan burndan bir xil yonilg'i bilan isitish mumkin. Mehnat paytida shaxsiy himoya vositalarini qo'llash talab etiladi.
Xulosa
Ko'p komponentli gaz kompozitsiyalari bu sohada keng tarqalgan, chunki ular bir nechta elementlarni birlashtirib, noyob xususiyatlarga ega bo'lishga yordam beradi. Standart variantlardan tashqari siz o'zingiz xohlagan kombinatsiyani qilishga harakat qilishingiz mumkin. O'zingizning payvandlash uchun gaz aralashmasini tayyorlashning bir necha yo'li mavjud. Qanday bo'lmasin, birinchi navbatda, gaz va yarim avtomatik apparatlar bilan ishlaydigan xavfsizlik qoidalarini qo'yish kerak, chunki elektr toki urishi xavfi mavjud.
Yarim avtomatik payvandlash ishlatiladigan himoya gazlarni diqqat bilan ko'rib chiqishni talab qiladi. Inert gazlar (argon, geliy), faol gazlar (karbonat angidrid, azot, vodorod, va hokazo) va inert va faol gazlar aralashmalari termoyadroviy payvandlash vaqtida himoya gazlar sifatida qo'llaniladi. Himoya gazini tanlashni payvandlanadigan metallning kimyoviy tarkibi, payvand chokining xususiyatlariga qo'yiladigan talablar, iqtisodiy jarayonlar va boshqa omillar aniqlanadi.
Aralash inert gazlar faol gazlar bilan, arqonning barqarorligini oshirish, payvand chuqurligini oshirish, payvand shaklini o'zgartirish, eritilgan metallni metallurgik qayta ishlash va payvandlash ishini oshirish uchun foydalanish tavsiya etiladi. Gazlar aralashmasida payvandlashda elektrod metallni tikishda oshiradi.
1-5% kislorodli argon aralashmasi Kam karbonli va qotishma po'latdan sarflanadigan elektrod manbaiga mo'ljallangan. Argo kislorodi qo'shilishi muhim oqimni kamaytiradi, ko'zalarni ko'rishga to'sqinlik qiladi, tikuv shaklini yaxshilaydi.
10-25% karbon dioksid bilan argon aralashmasi sarflanadigan elektrodni payvandlashda ishlatiladi. Uglerodli çeliklerin payvandlash paytida karbonat angidrid qo'shilishi, ko'zoynaklarning shakllanishiga to'sqinlik qilmoqda, choklarning mavjudligi sharoitida payvand choklarini muhofaza qilishning qarshilik barqarorligini va ishonchliligini biroz oshiradi va yupqa qatlamni payvandlashda payvand shakllanishini yaxshilaydi.
Karbon dioksidli (20% gacha) argon va 5% dan ko'p bo'lmagan kislorod aralashmasi uglerod va qotishma po'latlarni sarflanadigan elektrod manbaida ishlatiladi. Faol gazlar qo'shimchalari arqonning barqarorligini, tikuvlarning shakllanishini va ko'zning oldini olishni yaxshilaydi.
Karbonat angidrid kislorod bilan aralashmasi (20% gacha) sarflanadigan elektrodli payvandlashda ishlatiladi karbonli po'latdir. Ushbu aralashmaning yuqori oksidlanish qobiliyati bor, chuqur penetratsiyani va yaxshi shaklni ta'minlaydi, tikani porozlikdan himoya qiladi.
Arzon argonli yarim avtomatik payvandlash zanglamaydigan po'latlarda tez-tez ishlatilmaydi. Aktiv himoya gazi bo'lmasa (kislorod yoki CO2), kamon barqaror emas. Argonning issiqlik o'tkazuvchanligi va ionlashtiruvchi energiyasi kam va issiqlikning qisqarishi etarli emas. Natijada, eritma juda sekinlashadi va metall o'tkazish va oqim xususiyatlari past bo'ladi. Bu tartibsizlik to'siqlar va etarlicha kirmaslikka olib keladi. Ushbu ta'sirlarni bartaraf etish uchun payvandlash uchun himoya gazlar kislorod yoki karbonat angidrid kabi faol moddalarni o'z ichiga olishi kerak. Bu yoyni stabillashtiradi, oqim xususiyatlarini yaxshilaydi va uning qismini isitishni oshiradi.
Xrom-nikel qotishmalarini payvandlashda himoya gazlar uchun argon-kislorod aralashmasi 1% dan 3% gacha kislorodga ega. Ular arqonning barqarorligini va ishlash vaqtida kamroq tarqalishini ta'minlaydi. Shu bilan birga, CO2 o'z ichiga olgan gazlar bilan solishtirganda, bu yuqori darajada oksidlanish, issiqlikning etarli emasligi va ko'zning paydo bo'lishiga olib keladi. Issiqlikka kislorod miqdorini oshirish orqali erishish mumkin, bu esa payvandning oksidlanishini proportsional ravishda oshiradi. Bu shilingni kuchaytiradi, shuning uchun payvandlashdan oldin uni bolg'acha yoki parlatma bilan tozalash kerak.
Shu munosabat bilan, xrom-nikelli po'latlarni yarim avtomatik ravishda payvandlashda eng ko'p ishlatiladigan argonli gaz aralashmalari CO2 tarkibida taxminan 2,5% tashkil qiladi. CO2 molekulalarining devorda ajralib chiqishi va o'zgarishi natijasida yuqori isitishga oksidlanishning bir vaqtning o'zida pasayishi va ko'zlar sonining kamayishi bilan erishiladi. Ar + O2 aralashmasidan farqli o'laroq, tikuv kengroq bo'ladi va material yuqori isitish tufayli yanada ishonchli eriydi.
Qo'shimcha geliy tarkibiga ega himoya qiluvchi vositalar oqim xususiyatlarini yaxshilash va payvandlash tezligini oshirish uchun ishlatilishi mumkin. Geliy tarkibida odatda 20% dan 50% oralig'ida bo'ladi. Argo bilan taqqoslaganda, geliyning ionlashtiruvchi energiyasi va issiqlik o'tkazuvchanligi ancha yuqori bo'lib, bu qismni ko'proq isitish imkonini beradi. Natijada, eritma kuchli va qizib ketadi. Geliyum, siz asosiy materialni isitish imkonini beradi. Yuzaga keladigan sirtlarning kesishmasida, tikuvning engil chuqurlashi bilan uning sirt qoplamasi kengayadi. Geliy bilan gaz aralashmalari xrom-nikel qotishmalarining juda yopishqoq molibden qotishmalarini payvandlash sifatini oshiradi. Ushbu po'latlar, ayniqsa yuqori kuchlanishli payvandlash paytida, yuzada uglerodni hosil qiladi, bu katta qiyinchilik bilan olib tashlanadi. Geliy o'z ichiga olgan himoya gazdan foydalanganda, quyosh miqdori sezilarli darajada kamayadi.
Karbonat angidridda yarim avtomatik qurilmaga ega zanglamaydigan po'lat manba nashrimiz.
- Joriy manba ();
- payvandlash paychalarining;
- himoya gaz.
Manba paychalarining payvandlangan metalliga bir xil bo'lishi kerak. Bizning holatda, yarim avtomatik uchun zanglamaydigan po'latni tanlang.
Yarim avtomatik uchun zanglamaydigan po'lat simli payvandlash
Bozorda rus va xorijiy ishlab chiqaruvchilarning simlari mavjud bo'lib, ular chang va qattiq bo'laklarga bo'linadi. Diametri 0,13 dan 6,0 mm gacha. Uyda 0,6 va 0,8 mm diametrlari ishlatiladi va ishlab chiqarishda 1,0 mm dan ortiq.
- Qattiq tolali himoya gaz va suv osti muhitda ulanish uchun ishlatiladi. Bu usul payvand chokining ichiga kirib ketishini bartaraf qiladi, shu bilan payvand sifatini oshiradi.
- Zanglamas po'latdan yasalgan paychalar (o'z-o'zidan himoyalanmagan) oqma va gaz bilan to'yingan yupqa devorli trubadir. Komponentlarning aralashmasi sizlarni himoya qiluvchi gazlarsiz (karbonat angidrid va argon) manba qilish imkonini beradi.
Yarim avtomatik zanglamaydigan po'latdan payvandlash uchun payvandlash, issiqlik bilan ishlov berish yoki sovuq chizilgan. Va u oksidlangan (T) va nurga (oq, vagon) bo'linadi.
Korroziyaga chidamli simga 2 ta aniqlik beriladi:
- yuqori aniqlik (P);
- oddiy adolatli.
Yuqori aniqlikdagi tel tikuv sifatini yaxshilash uchun ishlatiladi.
Zanglamaydigan po'latlarning kimyoviy tarkibi turli darajalarga bo'linadi va tel ham turli belgilarga ega. Jadval (quyida) zanglamaydigan simlarning tovar belgilari, diametri va vazni:
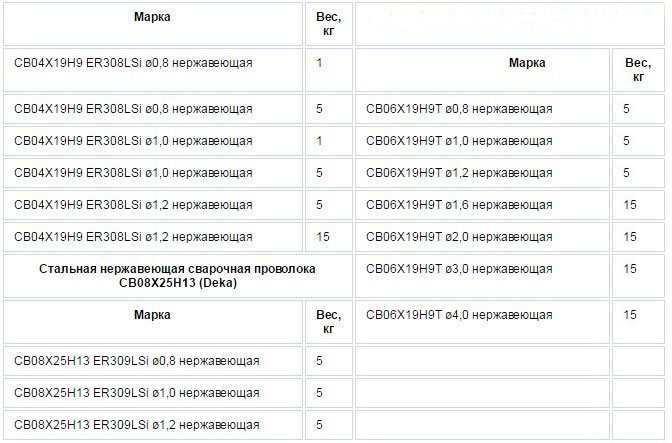
Yarim avtomatik uchun zanglamaydigan simning narxi
Narx ishlab chiqaruvchiga va xaridorning yashash joyiga qarab o'zgaradi.
O'rtacha:
- Ar 308 LSI 0,8 mm 1kg - 825 rubl;
- Ar 308 LSI 0,8 mm 5kg - 4237 rub.
Video:
Gazni tanlash
Yarim tabiiy gazsiz pishiring - siz kukunli simlarni ishlatishdan tashqari, qilolmaysiz. Zanglamaydigan po'latdan yarim avtomatik ishlaydigan payvandlash jarayoni karbonat angidrid yoki karbonat angidrid aralashmasi muhitida amalga oshirilishi mumkin.

Karbon dioksid - bu zanglamaydigan po'latlarni birlashtirish uchun arzon va arzon gaz. Uni toza ishlatganda, payvandlovchi ortiqcha metall chayqalishi va garnarel manba tikuvi bilan duch keladi.
Argon va karbon dioksid aralashmasidan foydalanish 98/2 foizga (Ar-98%, CO2-2%) qulayroqdir. Aralashmaning tajribali payvandlash kompozitsiyasi zanglamas po'latdan yasalgan brendga va ularning tanloviga qarab o'zgaradi.
Karbon dioksid va argon ulushi ikki alohida tsilindr yordamida sozlanishi mumkin. Ikkita tishli qutidan olingan chiqindilar mahalliy ishlab chiqaruvchi avtomobillarni tozalash vositasidan olingan tee yordamida ulanishi kerak. Videoda ushbu dizaynning tafsilotlari:
Siz qoldirgan barcha narsa himoya gazi va simga qurilmaga ulangan. E'tibor qiling: Supero'tkazuvchi uchli sim bilan bir xil diametrga ega bo'lishi kerak.
Qurilmani yoqish jarayonida margin bilan maslahatlar sotib oling va qurilma undan keyin pishiradi.
Video: yarim avtomatik ishga tushirish (yangi boshlanuvchilar uchun).
Karbon dioksidda zanglamas po'latdan qanday payvand qilinadi?
4 mm va undan ortiq qalinligi bo'lgan metallni birlashtirganda, mahsulotning ish joyini tozalash uchun qirralarning (metall termoyadroviy uchun oluklar). In, zanglamaydigan po'latlarning markalashi va sirt tayyorlash haqida so'z boradi.
Paxmoqdan keyin paxta terimiga qo'shilgan qismlarni qo'shib, mahsulot o'rtasida (kamida 1,5 mm) bo'sh joy qoldiring.
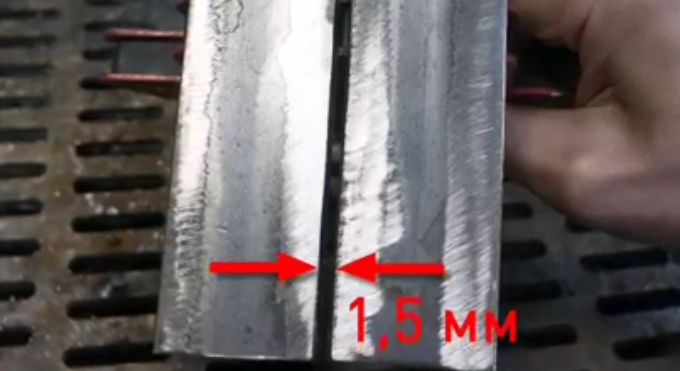
Bu bo'shliq ishlov berishning butun uzunligi bo'ylab bo'lishi kerak, bu esa metallning butun qalinligi ustidan qaynatishiga imkon beradi. Qurilmangizning dizayniga va metallning qalinligiga qarab massani ulang va sozlamalaringizni yarim avtomatik ravishda o'rnating.
Old panelning oddiy yarim avtomatikligi 2 xil sozlamalarga ega:
- payvandlash paytingizda;
- tel besleme tezligi.
Murakkab modellar indüktans sozlamalari tugmachalari bilan jihozlangan. Bundan tashqari, diametrdan olingan siqish tezligi bir kalit bilan sozlanishi.
Induktivani belgilash chastotasining qattiqligini, silindrning penetratsion chuqurligini va shaklini o'zgartiradi:
- Kichkina endüktans bilan: kamon sovuq - chuqur penetrasyona ega nozik bir silindir olamiz;
- Katta indüktans bilan: kamon issiq - sayoz penetrasyonu bo'lgan keng rollarda.
20-60 daraja burchagi bo'lgan burni ushlab turish (ko'krak porosining manba hovuziga masofa 10-20 mm), zanglamaydigan po'latdan qisqichbaqalar bilan bog'lab turadi. Tormozni chiqarib oling, bosib chiqarib qo'ying, sekin va metallning kesilgan chetlarini to'ldiring. Siz burchakka (o'zingizga) va oldinga burilishni (o'zingizdan) tayyorlashingiz mumkin.
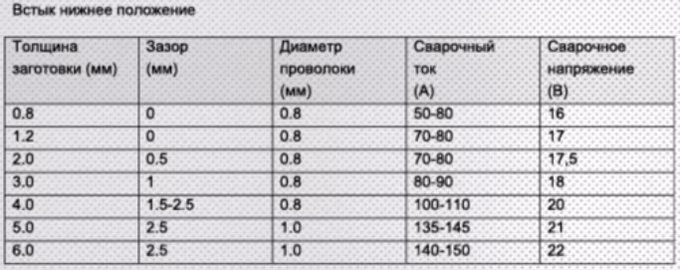
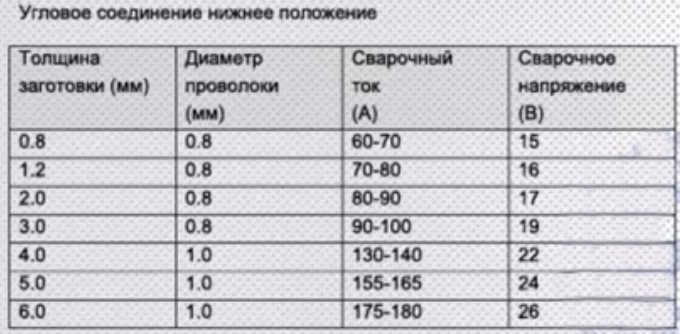
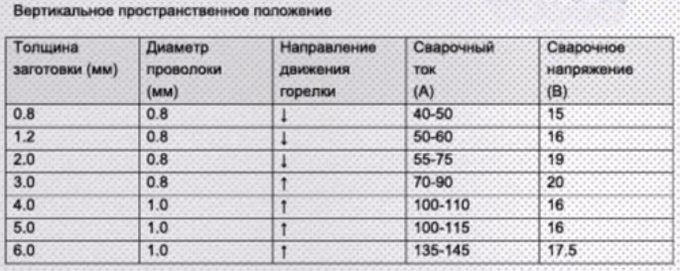
Quyidagi jadvallar (quyida) yarim avtomatik sozlamalari haqida sizga yordam beradi:
Payvand choklarini payvandlashda paxta tozalash kerak emas, faqat sirtni tozalash, uning qismlarini bir-biriga joylashtirish va ulanishni amalga oshirish.
Payvandlash jarayonida, yangi tikuv paychalarining uchida payvandlashni to'xtatmasdan oldin.




