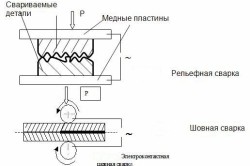
Pishiriladigan mis elektrodli payvandlash. Tartibni parametrlarini tanlash. Payvandlash uchun ehtiyot qismlar va payvandlash paychalarining tayyorlash.
Misni payvand qilish mumkinligiga qaramasdan qo'lda payvandlashMetall yoki uglerod elektrodlari yordamida so'nggi paytlarda eng ko'p ishlatiladigan arzon argon bilan misni juda samarali mis.
Universal argonli payvandlash sizning buyuk va kichik qismini muammosiz tayyorlash imkonini beradi.
Ma'lumki, yuqori issiqlik va elektr o'tkazuvchanligi, shuningdek, agressiv muhit va korroziyaga qarshi yuqori qarshilik tufayli, mis energetika va kimyo muhandisliklarida ishlatiladi.
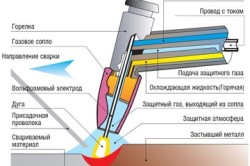
Jarayonli rasm
Va mis juda yaxshi dirijyor bo'lgani uchun, u bilan ishlash juda aniq jihozlar talab qiladi.
Argo bilan payvandlash bevosita kutuplulukla amalga oshiriladi to'g'ridan-to'g'ri oqim sarflanmagan volfram elektrodidan foydalaning. Argon-arkadagi payvandlash harorati 300-400 darajaga yetishi kerak.
Pishirishni boshlashdan avval kamon grafit yoki uglerod plastinasida qizdirilishi kerak. Dazmolni pishirishni boshlagan mahsulotni darhol boshlash tavsiya etilmaydi - bu elektrodni ifloslantiradi.
Argo bilan misni payvandlash vertikal, ship yoki pastki holatlarda amalga oshirilishi esda tuting.
Mis bilan ishlaydigan xususiyatlar
Mis qismlarini payvandlash maxsus elektrodlar yordamida bajarilishi mumkin bo'lsa-da, bu maqsadlar uchun sarflanmagan volfram elektrodlarini qo'llash hali ham yaxshi.
Bunday elektrodlar "payvandlash" yaxshi, tikuvlar an'anaviy elektrotlar bilan payvandlashdan farqli o'laroq ular bardoshli, silliq va toza.
Vaqti-vaqti bilan payvandlash Agar gaz aralashmasi ishlatilsa: argon va azot, xavfsizlikni payvand qilish uchun faqat maxsus o'qitilgan payvandlash apparati kerak.
Tungsten bo'lmagan sarflanadigan elektrodlar bir necha turdagi: EVL va EVI. EVL laptanirovannye elektrodlar va EVI - iteratsiyalangan elektrodlar.
Argo yordamida mis qismlarini payvand qilish uchun aniqlangan volfram elektrodlari aniqlanadi. Argo bilan kaynatilgan mis qismlarining qalinligi 5 mm dan oshsa, unda majburiy qirralarning qo'llanilishi kerak.
Chegarani tayyorlashsiz metallning butun qalinligi isitilmaydi, chunki misning yuqori issiqlik o'tkazuvchanligi bor.
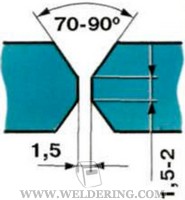
Siz 5-12 mm qalinlikdagi metallga bir tomonlama kesish ishlatilganligini bilishingiz kerak va agar metallning qalinligi undan yuqori bo'lsa, ishlov berish qismining ikkala qirrasini kesib oling.
Resursning sifati misda mavjud bo'lgan iflosliklarga bog'liq - misni tozalovchi, shuncha yaxshi payvand. Volfram elektrodlariga qo'shimcha ravishda, to'lg'azgich simi ham ishlatiladi.
To'ldiruvchi sim, kisloroddan payvandlanadigan qismlarni ajratadi, bu esa payvandlash maydoniga tushadi.
To'ldiruvchi simning materiallari, albatta, qaynatilishi kerak bo'lgan metal tarkibiga mos kelishi kerak.
Qo'shimchalar sifatida siz ko'p miqdordagi marganetsni o'z ichiga oladigan mis simni qabul qilishingiz mumkin. Bir tomondan marganets payvandlash zonasiga kiruvchi kislorodni ishonchli bog'laydi, biroq boshqa tomondan marganetsning aralashmalari payvandning kuchini pasaytiradi.
Shuning uchun, qo'shimchalar sifatida, nodir tuproq materiallarini o'z ichiga olgan simni ishlatish eng yaxshisidir.
Bunday materiallar kislorodning qatlamidan butunlay chiqariladi, lekin marganetsning aralashmasi sifatida tikuv tarkibida qolmaydi.
Afsuski, noyob tuproqli to'lg'azgich simi juda qimmat, shuning uchun kamdan kam odamlar arzon mis simni afzal qilib, undan foydalanishni tanlashadi.
Mis bilan ishlashda argondan foydalanishning afzalliklari
Yuqorida ta'kidlab o'tilganidek, misni arg'im bilan payvandlash eng toza hisoblanadi. Bunday turdagi xilma-xillik bilan deyarli hech qanday oksid oksidi chiqarilmaydi.
Argo bilan payvandlash paytida, issiq uchqunlar zaminga tushmaydi va bu qatlamlarga va devorlarga zarar etkazishi mumkin.
Shunday qilib, argon payvandlash hatto turar-joylarda ham buzilmasdan yoki harom narsadan qo'rqmasdan amalga oshirilishi mumkin.
Yana bir inkor qilinadigan afzallik - bu sifat. Argo bilan misni payvandlashda tikuv toza va sog'lomdir, shlakli va pastki qismsiz.
Argon bilan, kamida 0,5 mm mis mahsulotlarini mayda tolalar bilan maydalash mumkin.
Bundan tashqari, argon payvandlash an'anaviy payvandlash uchun mos bo'lmagan murakkab metalllar bilan ishlashga imkon beradi, shuningdek, uning qismini eski qismini qayta tiklash, uning ustiga metallni qo'yish.
Agar siz bu sohada aniq bilimga ega bo'lsangiz, barcha ishlarni o'zingiz bajarishingiz mumkin, lekin bundan oldin - misni payvandlash videoini argon bilan kuzatib borish va tegishli uskunani sotib olish tavsiya etiladi.
Uy foydalanish uchun maxsus ko'p funktsional uskunalar uchun ideal.
Misol uchun, ishlab chiqarishda katta miqdorda payvandlash rejalashtirilgan bo'lsa, unda bu holda turli funktsional imkoniyatlarga ega bo'lgan bir nechta uskunani sotib olish kerak bo'ladi.
- Asetilenli mis qismlarini ulash
Misni payvandlash po'lat eritmasidan jiddiy farq qiladi va bu rangli metalning fizikaviy va mexanik xususiyatlaridan ta'sirlangan o'ziga xos jarayondir. Birinchidan, mis po'latdan 6 marta ko'proq issiqlik o'tkazuvchanligiga ega. Ikkinchidan, metall juda eritilgan shaklda atmosferadagi gazlar bilan juda faol ta'sir o'tkazadi. Bu hosil bo'lganda, to'siqlar sifatini sezilarli darajada kamaytiradigan oksid Cu 2 O va suv bug'lari. Uchinchidan, mis akışkanlığı xosdir. To'rtinchidan, aralashmalar sifatida tarkibida mavjud bo'lishi mumkin bo'lgan arsenik, qo'rg'oshin, bizmut, surma ham bog'lanish jarayonini murakkablashtiradi.
Misning odatdagi metallarga nisbatan payvandlash texnologiyasiga bo'lgan talablari yuqori.
Shu munosabat bilan, mis va uning qotishmalarining payvandlash texnologiyasiga ehtiyotkorlik bilan rioya qilishni talab qiladi.
Arkni payvandlash
Yuqori sifatli tikuvlarni olish uchun elektr payvandlash ko'pincha ish va uyda ishlatiladi. Ishlar uglerod, yong'inga chidamli volfram va molibden, mis yoki bronza elektrodlari yordamida amalga oshiriladi. Mis oksidi hosil bo'lishiga qarshi himoya qilish uchun yuqori harorat ta'sirida maxsus atmosfera hosil qiluvchi maxsus oqim yoki qoplama qo'llaniladi.
Argo yoki boshqa himoya gazi: azot yoki argon aralashmasi (1/2 dan 3/4 qismgacha) gelli bilan misda ko'proq ishlatiladi.
Ishning umumiy xususiyatlari:
![]()
Mis mahsulotlarini payvandlash po'latdan ko'ra ko'proq oqim talab qiladi.
- po'lat bilan ishlaydigan vaqtdan ko'ra kuchliroq oqim qo'llang;
- qirralarni metall parıltepaga olib tashlash yoki ularni azot kislotasi bilan to'ldirish, keyin suv bilan yuvish;
- qismlar bo'shliqni hosil qilmaslik uchun mahkam bog'lang;
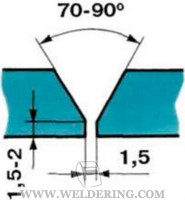
- qirralarning 90 ° da ochilishi;
- qalinligi 1 dan 3 mm gacha bo'lgan qatlamlarning chekkalari flaneslar bilan to'ldiriladi, plomba simlari ishlatilmaydi;
- 6 mm dan katta qalinligida payvandlashdan oldin qismlar 300-400 ° C gacha qizdiriladi;
- ishdan keyin seam va o'tish zonalari zarb qilingan va metal 200-300 ° C gacha qizdirilganda, 6 mm gacha sovuq, qalinroq bo'ladi, metall qizib ketganligi sababli uni qizdirish mumkin emas;
- undan keyin parchalar parchalanadi, 550-600 ° C ga qadar isitiladi va sovuq suvda tez sovutiladi.
Mundarija jadvaliga qaytish
Uglerod elektrotlaridan foydalanish
Ish tartibi:
To'g'ridan-to'g'ri polaritning to'g'ridan-to'g'ri oqimi, kuchlanish 40-55 V, pishayotganda esa 10-15 mm bo'lishi kerak. Payvandlash fosfor aralashmalari mavjud bo'lgan sof (elektrolitik) mis yoki bronza telidan foydalanib, iloji boricha tezroq amalga oshiriladi. Elektrodning burchagi 70-80 °, bar - 30 ° bo'lishi kerak. Qatlamni manba hovuziga tushirmaslik kerak, u elektrodlar va uning qismlari o'rtasida saqlanishi kerak, shunday qilib eritilgan mis erga tushadi.
Himoya oqimlarining tarkibi
Mundarija jadvaliga qaytish
Metall elektrodlardan foydalanish

Payvandlash uchun elektrodlar mis yoki bronzadan ishlatiladi.
Mis va uning qotishmalarini payvandlash uchun mis va bronzdan tayyorlangan elektrotlar, deoksidlovchi bilan qoplangan.
Dikişin teskari tomonida yaxshi hosil bo'lgan, mis qoplamasi orqali payvandlash amalga oshiriladi. Ushbu usul bilan barglarning qalinligi 4 mm dan oshmasligi kerak. Bundan tashqari, astar va tafsilotlar orasidagi masofa yarim millimetrdan ortiq bo'lmaganligini diqqat bilan kuzatib borishingiz kerak.
Elektrod qoplamasi ishlab chiqarilgan qoplamali truba ichida bir xil deoksidlovchini datchik ostida quyish yo'li bilan qismlarni pishirish osonroq.
Ish tartibi
Pishirganda, elektr toki pishirishda xuddi shu oqim ishlatiladi. No 4 Flux oksidlovchi moddalarni o'z ichiga olmaydi.
Ilg'or usul - gazni payvandlash uchun BM-1 gazsimon oqimni ishlatishdir. Shu bilan birga isitish va pishirish tezligini kamaytirmaslik uchun burni uchi raqam bo'yicha olinadi.
Mis va uning qotishmalarini tayyorlash texnologiyasi: bronza, guruch - maxsus ishlab chiqilgan KGF-2-66 apparati yordamida soddalashtirilgan bo'lib, u asetilen bilan chang oqimining emishini ta'minlaydi va to'g'ridan-to'g'ri yondirgich oloviga oziqlantiradi.
Birlashtirilgandan so'ng, elektr arqonlarini payvandlashda bo'lgani kabi, agar zarurat paydo bo'lsa, dumaloq zarb qilingan va yasalgan.
Agar payvandlash texnologiyasi to'liq bajarilgan bo`lsa, natija maxsulotning butun ishlash muddatida ishonchli ishlatilishini ta'minlaydigan eng yuqori sifatli tikuv hisoblanadi.
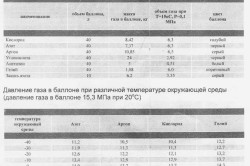
Mis eritish nuqtasi 1883 ° S
Tovar |
Weldability |
Payvandlashning texnologik xususiyatlari |
Katot mis |
BrkMts 3-1 MNZHKT-5-1-0,2-0,2 Brits 4-3, BrH 0,7 qo'shimchalar Qalinligi 8-10 mm dan katta, oldindan 200-300 ° S ga qadar qizdirilishi kerak |
|
M00k, M0k, M1k |
||
Mis deoxidlangan |
||
M1r, M2r, M3r |
||
Qayta mis |
||
Kalay quyish bronza |
Asosan metall bilan bir xil tovar qo'shimchalari Qalinligi 10-15 mm dan ortiq, oldindan qizdirish uchun 500-600 ° S bo'lishi kerak. |
|
Br03Ts12S5 Br05TS5S5, Br08TS4 Br010F1, Br010Ts2 |
Qoniqarli |
|
Br03Ts7S5N1 |
||
To'ldirilmagan bronza |
||
BrA9Mts2L |
Qoniqarli |
|
Yarim bronza |
||
Br0f7-0,2, BrH1 BrKMtsZ-1, BrB2 |
||
BrAMts9-2 BrAZH9-4, BrSr1 |
Qoniqarli |
|
BrA5, BrA7 |
||
Guruch ishlangan |
Qo'shimchalar BrOTs4-3 BrKMts 3-1, LK62-0,5 LK80-3, LMts 59-0,2 Qalinligi 12 mm dan ortiq, oldindan 300-350 ° S ga qadar qizdirish kerak |
|
L96, LA77-2, LC80-2 |
||
LMtsS58-2, LS3 L062-1 |
Qoniqarli |
|
LS59, LS60-1 |
||
Resurs qiyinlishuvi
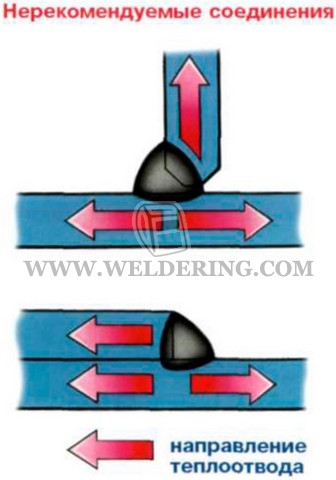
Yuqori issiqlik o'tkazuvchanligi mis (temirdan 6 baravar yuqori) foydalanishni talab qiladi payvand choki ortiqcha issiqlik chiqishi va payvandlash zonasidagi nosimmetrik isib olish bilan Tavsiya etilgan payvandlash bo'g'inlari qo'zg'atuvchi bo'g'inlar va ular singari issiqlik qabul qiluvchining tabiati.
Misning yuqori oqimliligi (Charchaganidan 2-2,5 barobar ko'p) vertikal va payvandlashni qiyinlashtiradi shipning bo'g'inlari. Faqat manba havzasining minimal kattaligi va suyuq holatda metallning qisqa muddat bilan bo'lishi mumkin. Qoplangan bo'g'inlarni quyi joyga kafolatlangan penetratsiya bilan payvand qilishda, yoqishning oldini olish uchun grafit, asbest quruq asfalt, oqsil yostiqlari va shunga o'xshash astarlardan foydalanish kerak.
Faol qobiliyat erigan paytida gazlarni (kislorod va vodorodni) absorbe qilish, bu payvandlik va issiq yoriqlar paydo bo'lishiga olib keladi, manba metalining va payvandlash materiallarining zararli moddalar bilan ifloslanishidan ishonchli himoyalanishni talab qiladi.
Misning oksidlanish tendentsiyasi tufayli Olovga chidamli oksidlarning hosil bo'lishi bilan to'ldiruvchi materialni deoksidlangan jellar bilan qo'llash kerak, ularning asosiylari fosfor, kremniy va marganets hisoblanadi.
Keng chiziqli kengayish darajasi mis (po'latdan 1,5 barobar yuqori) muhim deformatsiyaning va stressning paydo bo'lishiga, issiq yoriqlar hosil bo'lishiga olib keladi. Ular preheating tuzilmalari yordamida olib tashlanishi mumkin: misdan 250-300 ° S gacha, bronza dan 500-600 ° C gacha
Resurslarni tayyorlash
Mis yoki uning qotishmalari silliqlash apparati, trubka kesgichlari, torna va frezalash mashinalari, shuningdek plazma dog'i kesilgan o'lchamli ish qismlariga bo'linadi. Mexanik usullar bilan tayyorlangan payvandlashning qirralari. Payvand qilinadigan qismlar va plomba simlari oksidlar va axloqsizlik bilan metall niqoblangan va yog'sizlantiriladi. Kenarlarda nozik zımpara, metall cho'tka va boshqalar. Katta donli abraziv vositalardan foydalanish tavsiya etilmaydi. Kislota eritmasida qirralar va simlarni kesish mumkin:
1 litr azotli suv uchun 75 sm 3;
1 litr oltingugurtli suv uchun 100 sm 3;
1 litr tuz suviga 1 sm 3
keyin suvda va gidroksidi bilan yuviladi va issiq havoda quritiladi. 10-15 mm devor qalinligi bo'lgan inshootlar gaz olovi, tarqalgan yoy va boshqa usullar bilan oldindan isitiladi. Payvandlash uchun buyumlar bo'g'imlarini montaj qilish qurolga yoki tiqish yordamida amalga oshiriladi. Birlashtirilgan bo'shliqlar orasidagi bo'shliq butun davomida bir xil bo'ladi. Tsexlarda payvandlash jarayonida eritilishi mumkin bo'lgan minimal tasavvurlar bo'lishi kerak. Tikuvchi sirtni tozalab, issiq yuzaki yoriqlar yo'qligiga ishonch hosil qiling.
Agar payvandlash quydagi holatda amalga oshirilsa, grafit yoki misdan tayyorlangan maxsus asboblar yordamida issiqlik qabul qilgichni yaxshilash uchun

Ochiq havoda payvandlashda, qo'shma qismlar olinadigan ekranlar bilan jihozlangan.
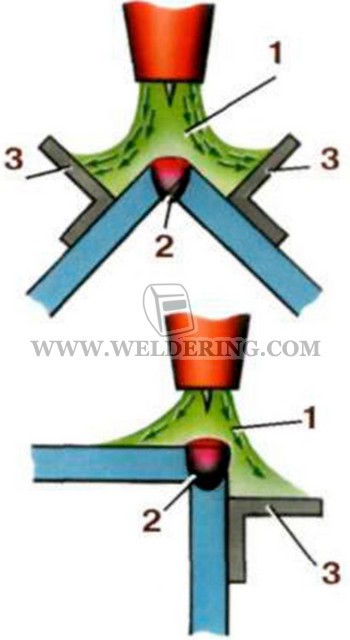
1 - gaz oqimi; 2 - tikuv; 3 - displey.
Tartibni parametrlarini tanlash
Payvandlash bevosita kutupluluktan doimiy ravishda o'tkaziladi. Resurs oqimi (A) taxminan formuladan aniqlanadi:
Isb = 100 × S,
bu erda S - metallning qalinligi, mm
Himoya gazlari argon, geliy, azot va ularning aralashmalari bo'lishi mumkin. Argo va geliydagi kamon uzunligi 3 mm dan oshmasligi kerak. Azotda 12 mm ga ko'tariladi. Shuning uchun, arqonning kuchlanishi va kuchlanishi 3-4 koeffitsient bilan ortadi, ammo argonda payvandlash bilan solishtiriladi. Geliyda argentinalik quvvati argonda payvandlash bilan solishtirganda ikki barobar kuchga ega.
Himoya gaz oqim tezligi:
- argo - 8-10 l / min
- geliy -10-20 l / min
- azot - 15-20 l / min
Payvandlash tezligi istalgan geometriya bilan tikuv shakllanish shartlaridan tanlanadi. 4-6 mm qalinli konstruktsiyalar argonda oldindan qizdirmasdan va 6-8 mm gacha - geliy va azotda payvandlanadi. Qalinligi yuqori bo'lgan metallni payvandlash uchun 200 dan 300 ° S gacha bo'lgan old isitish talab qilinadi.
Payvandlash texnikasi
Argo Vedugda payvandlash "oldinga burchak" 5-7 mm elektrodning chiqishi bilan. Foydalanadigan plomba simi sifatida:
- deoksidlangan mis
- mis-nikel qotishmasi MNZHKT-5-1-0,2-0,2
- bronza BrKMts 3-1, Br OTs 4-3
- samarali oksidlanish moddalari bo'lgan maxsus qotishmalar.
Resurs metallining issiq to'qnashuvlarga nisbatan qarshiligini oshirish uchun payvandlash simlari ishlatiladi:
- BrAZhNMn 8.5-4-5-1.5
- BrMts AJN 12-8-3-3
- M Mts 40
Eritilgan metallning W-elektrodining oxiriga kelishini oldini olish uchun, plomba simi kamon koloniga kiritilmaydi, lekin manba hovuzining chetiga va ozgina tomonga

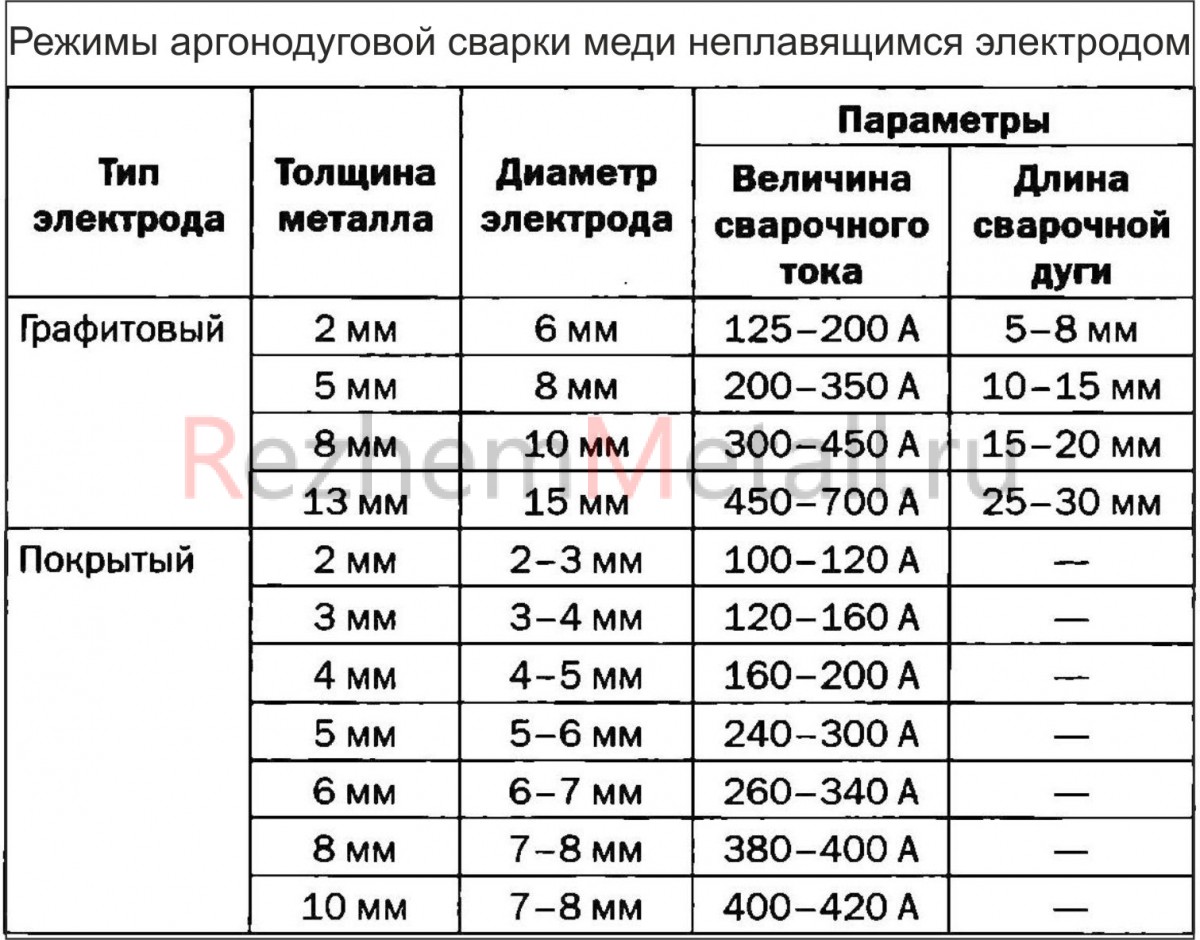
ARGONDA QADOQLASHNING MAKARAKATI Ko'rsatkichlar
Kesish qirralarning turi |
Metall qalinligi, mm |
Resurs oqimi, A. |
Elektrod diametri, mm |
Diametrli qo'shimchalar, mm |
Argo oqimi, l / min |
Resurs tikuvsiz o'tishlar soni |
 |
||||||
 |
1-chi o'tish 200-350 2-bosqichni 200-350 raqamiga o'tkazing 3-raqamli 200-400 raqamni o'tkazing Resurs tikuv 250-350 |
|||||
1-raqam 250-350 gacha 2-bosqich 250-400 raqamni kiriting 3-raqam 300-450 raqamni oladi 4-bosqich 300-450 Resurs tikuv 250-350 |
||||||
 |
1-va 2-chi bosqichlar 250-400 gacha Uchinchi va to'rtinchi raqamlar 250-450 gacha 5- va 6-chi bosqichlar 300-550 gacha Resurs tikuv 250-350 |
|||||
1-va 2-chi bosqichlar 250-400 gacha Uchinchi va to'rtinchi raqamlar 300-450 5- va 6-chi bosqichlar 300-550 gacha 7- va 8-chi bosqichlar 350-600ni tashkil etadi Resurs tikuv 250-350 |
Azotli payvandlashmis bilan bog'liq inert gaz, uglerod yoki grafit tayog'i orqali amalga oshiriladi. Vt-elektrodlarni ishlatish maqsadga muvofiq emas, chunki ularning azotda iste'moli juda katta. Uglerodli elektrodli azotli payvandlash 22-30 V gacha chastotada bevosita kutuplota to'g'ridan-to'g'ri oqimi orqali amalga oshiriladi. 150-500 A oqimda elektrodning diametri 6-8 mm bo'lishi kerak. Azot iste'moli - 3-10 l / min
Uyda, ko'pincha isitish tizimlari va sanitariya-tesisat o'rnatilganda, misni payvandlash kerak. Mis suv quvurlari uchun yaxshi materialdir, chunki u tekis yuzaga ega, korroziyaga olib kelmaydi, yaxshi suv oqimini ta'minlaydi, tarkibida zararli moddalar yo'q, cho'kindi jinslar bilan o'ralmaydi va bakteritsid xususiyatlarga ega bo'lmaydi. Mis quvurlari juda uzoq vaqt, kamida 50 yil davom etishi mumkin.
Rangli metalllarni payvandlash
Payvandlash - bu qismli yoki umumiy isitish yoki plastik deformatsiyalari bilan interatomik bog'lanish manbalaridan bo'lgan elementlarni aniqlash orqali doimiy bo'g'inlarni hosil qilish jarayoni. Payvandlash uchun turli xil energiya manbalarini qo'llash odatiy holdir: lazer nurlanishi, gaz olovi, elektr arqoni, elektron nur, ultratovush va ishqalanish.

Rangli metalllarni payvandlash payvandlash jarayonining tarkibiy qismlaridan ancha farq qiladi, chunki rangli metallar odatda yuqori issiqlik o'tkazuvchanligiga ega va erigan holatda atmosfera havosidagi gazlar bilan reaksiyaga kirishadi. Bunday salbiy oqibatlarning oldini olish uchun payvandlash materiallarini diqqat bilan tanlash kerak, payvandlash uchun qismlarni tayyorlash va payvandlash ko'rsatmalarini qat'iy rioya qilish kerak.
Texnologiyani rivojlantirish nafaqat sanoat va ishlab chiqarish korxonalarida, balki kosmosda, suv ostida va uyda ochiq havoda payvandlash imkonini beradi. Shu bilan birga, misni payvandlash usulini o'z ichiga olgan rangli metallarni payvandlash jarayoni juda aniq va asosan materialning fizikaviy va mexanik xususiyatlariga bog'liq.
Mis xususiyatlari
Mis turli mashinalar, kemalar, kimyoviy uskunalar, Supero'tkazuvchilar qismlar va turli qismlarga quvurlarni ishlab chiqarish uchun ishlatiladi. Ushbu material yuqori elektr va issiqlik o'tkazuvchanligi, shuningdek korroziyaga chidamliligi bilan ajralib turadi. Mis bilan payvandlash texnologiyasi juda murakkab jarayon.
Jarayonning qiyinchiliklari mis eritilgan oksid va gazlarning emirilishi, muhim issiqlik o'tkazuvchanligi, isitilganda misning yuqori chiziqli kengayishi, bu po'latdan bir yarim barobar yuqori bo'lganligi, shuningdek, oqim darajasi oshishi bilan eruvchan holatda oksidlanish tendentsiyasi bilan bog'liq.

Mis naychalanganligi bizmut, oltingugurt, qo'rg'oshin va kislorodning mavjudligi natijasida yomonlashadi. Qo'rg'oshin va bizmut bu rangli metall qizil tirnalganlik va qat'iyatlilikni beradi, bakr oksidi shaklida kislorod issiqlik ta'sir qiladigan hududda chuqurlik va mo'rt interlaterlarning paydo bo'lishiga olib keladi.
Uyda mis bilan ishlov berish jarayonida atmosferadan so'rilib ketadigan kislorod ta'sir ko'rsatadi. Biroq, shunga qaramay, mis mahsulotlari turli sohalarda keng qo'llaniladi, shuning uchun ushbu metallni bir necha usulda payvandlash usullari yaratildi.
Mis gazni payvandlash
Texnologik jarayonga mos keladigan sharoitda, mis asetilen bilan to'ldirilgan gaz tsilindrlari tomonidan mukammal tarzda payvandlanadi. Agar siz barcha qoidalar bo'yicha payvandlashni amalga oshirib, keyinchalik birlashtirmoqchi bo'lsangiz, yuqori sifatli payvandlang. Shu bilan birga, payvand chog'i kvadrat millimetr uchun 17-22 kgf gacha, mis maksimal quvvati millimetr kvadrat uchun 22-23 kgf bo'ladi.
Misning issiqlik o'tkazuvchanligi juda yuqori (temirdan besh barobar ko'proq) bo'lgani uchun uni yuqori quvvat bilan payvandlash kerak: 150 l / soat, agar material 10 millimetr qalin va 200 millimetr qalinligi 10 millimetrdan katta bo'lsa. Qalin qismlarni payvandlashda ikkita mash'al bilan payvandlash kerak. Ulardan biri, 150-200 l / soat quvvatga ega, isitish uchun ishlatiladi. Ish qismlarini payvandlash uchun soatiga 100 litr hajmdagi ikkinchi burner kerak.
Metallning quyi va pastki qismidan issiqlik chiqarishni kamaytirish uchun asbestli qatlamlarni yotqizish tavsiya etiladi. Misning bu usuli yordamida kamayib borayotgan olovni ishlatish odatiy holdir, uning asosiy qismi metallning qirralariga deyarli o'ng burchakka qaratilgan. Suvli oksidi shakllanishini kamaytirish va issiq yoriqlar hosil bo'lishining oldini olish uchun uzluksiz, tezkor tarzda payvandlash kerak. Ayni paytda regenerativ olovning saqlanishini qat'iy nazorat qilish.

To'g'ridan-to'g'ri misdan payvandlash payvandlashdan oldin to'g'ridan-to'g'ri choklar bo'lmaydi. Mahsulotni payvandlash maxsus yig'ish-payvandlash qurilmasida amalga oshirilishi kerak. Payvandlashda payvandlash xususiyatiga ega bo'lgan elektr mis yoki metaldan qilingan simdan foydalaning: 0,2% dan ortiq bo'lmagan fosfor va 0,15-0,3% gacha silikon. To'ldiruvchi simning maksimal ruxsat etilgan diametri 8 millimetrga teng.
Payvandlash paytida issiqlik taglik metallning chekkalari oldida eriydi. Bir vaqtning o'zida plomba materiallari eriy boshlaydi, u eritiladi. Qalinligi 3 millimetrdan oshiq chuqurlikdagi burchak qirralari o'tkir burchak ostida 45 daraja harakat qiladi. Payvandlashdan oldin qirralarning yangi metallning porlashiga, yoki suvda yuvish bilan nitrat kislota eritmasi bilan o'ralgan bo'lishi kerak.
To'g'ri foydalanish uchun gaz shishalari, siz misni payvandlash haqidagi videoni ko'rishingiz kerak. Resurs metallining donalarini maydalash va zichlikni oshirish payvandlash payvandlashdan so'ng, 5 millimetrgacha qalinligi bo'lgan material sovuqqa botiriladi va qalinligi 5 millimetrdan ortiq bo'lgan mis 200-300 daraja issiqlikda bo'ladi.
Quvur tikuvni 500-550 daraja issiqlikda suv bilan tez sovutish bilan to'ldirgandan so'ng tavlantiriladi. Yoriqlar paydo bo'lishining oldini olish uchun harorat 500 darajani tashkil etishi mumkin emas, chunki bunday temperaturada mis mo'rt bo'ladi.
Misning argonli manbai
Fuzion arqon manbai misni yaratish uchun keng qo'llaniladi payvandlangan tuzilmalar. Yuqori sifatli payvand olish uchun uni ishlatish tavsiya etiladi himoya gazlar, bu eng yuqori sinf argon yoki argon va geliy (50-75% argon) aralashmasi. Ishda va uyda misni arqon bilan payvandlash ko'pincha ishlab chiqariladi volfram elektrodlari.
Qo'shimchalar sifatida siz darvondagi qalin chiziq yoki telni ishlatishingiz kerak. Arqon tungstenli non-sarflanadigan elektrodli misni yaxshi payvandlash mustahkamligi mavjud. Misni qo'lda qo'zg'alish manbai kichik qalinligi (4 millimetrgacha) agregatlarini ulashda va qiyin erisha oladigan joylarda ishlatiladi.

Tungsten elektrod bilan payvandlash doimiy oqimda amalga oshiriladi. Elektrod qat'iy ravishda qo'shilish tekisligida yo'naltirilishi kerak. Qalinligi 4-5 millimetrdan yuqori bo'lgan metallni payvandlashda siz uni ortiqcha 300-400 gradusgacha oldindan qizdirishingiz kerak. Payvandlashdan oldin, taglik metallning va elektrod simlarining yangi qirralarini toza metall bilan tozalash tavsiya etiladi.
5-6 millimetrgacha bo'lgan qalinligi bo'lgan mis qirralarni kesmasdan pishirilishi mumkin. 2 dan 3 millimetr qalinlikdagi ishchi buyumlarni payvandlanganda, taglik metallni isitish shart emas. Biroq, misning qalinligi 4 millimetrdan yuqori bo'lgan elektrni payvandlash texnologiyasi 300-400 darajali isitishni nazarda tutadi. Rangli metallni, misni va alyuminiylarni payvandlash texnologiyasi erigan elektrodlarni ishlatishga imkon beradi.
Misni mis
Mis, po'latdan farqli o'laroq, ko'p hollarda payvandlashdan ko'ra lehimga ko'proq mos keladi. Ayniqsa nozik devorga kelsak mis quvurlarah, turli tizimlar uchun ishlatiladigan - isitish, sanitariya-tesisat, gaz va sovutish. Buning sababi, misni payvandlashning bir qator xususiyatlariga bog'liq.
Muayyan harakatlar bilan, hatto tajribali usta ham misni lehimleyebilecekse-da, yaxshilab tayyorgarlik holda uni kaynatmazlar. Metall tizimni lehimlash o'zgarmaydi, payvandlash jarayonida talab qilinadigan qimmatbaho asboblarga ehtiyoj bo'lmaydi.
Texnologiyani qattiq rioya qilish va mos materiallardan foydalanish bilan, lehimli qo'shimchalar ular uchun mo'ljallangan mexanik va termal stresslarga bardoshli bo'lib, ular bardoshli va issiqlikka bardoshli.
Misni yalang'ochlashda, bo'rtma turdagi bo'g'inlar turlarini qo'llash odatiy holdir, bu esa strukturaning yuqori kuchliligini ta'minlashga imkon beradi, hatto yumshoq chiziqlar ishlatilgan bo'lsa, nisbatan kam quvvatga ega. Lehim qo'shimchasining qoniqarli darajada kuchlanishini ta'minlash uchun kamida 5 millimetrga teng bo'lgan qoplamni ta'minlashingiz kerak. Amalda, yuqori qiymatlar odatda yaxshi xavfsizlik marjini ta'minlash uchun ishlatiladi.
Lehim turlari
Mis va metallarning aloylari yuqori haroratli va past haroratli lehim bilan lehimli bo'lishi mumkin. Mis va uning lehimlarini payvandlash uchun ko'plab jihozlar, shuningdek, qattiq va yumshoq laklar ishlab chiqaruvchi qurilmalar mavjud bo'lib, ular qismlarga va quvurlar sifatli lehim bilan ta'minlanadi. Past va yuqori haroratli ratsionlar uchun afzal qilingan narsa - bitta ishlab chiqaruvchidan lehim va oqi ishlatishdir.
Past haroratli begonalar
Past haroratli begona narsalardan foydalanish misning kuchiga juda kam ta'sir ko'rsatadigan, ammo zaif mexanik xususiyatlarga ega bo'lgan tikuvlarni ta'minlovchi haroratda lehimlash imkonini beradi. Yuqori temperaturali lehim uchun lehim tikuvlarning yanada mustahkamligini ta'minlaydi va tizimning yuqori ish haroratini ta'minlaydi. Biroq, bu bilan birga mis tavlanishi ham amalga oshiriladi va metallni yoqish oson bo'lgani uchun ko'proq mahorat talab qilinadi.
Past haroratli lehim isitish va suv ta'minoti bo'yicha eng mashhur hisoblanadi. Quvur quvurlari elementlarining katta kontakt qismini hisobga olgan holda, past haroratli begona moddalar bo'g'imlarning etarli kuchini ta'minlay oladi.

Quyidagi quyuq temperaturali qo'rg'oshinsiz mis solinganligi yuqori sifatli: kalay-mis qotishmalari, surma, vismut, kumush, selen kabi kafolatlarga ega. Ularda sherning ulushi (97% gacha) qalin, qolgan qismi esa boshqa elementlarga tushadi. Ushbu metalning past haroratli lehimi uchun, qo'rg'oshin qalinligi ham mos keladi, lekin agar siz gaz quvurini ichimlik suviga solib qo'yishingiz kerak bo'lsa, ularni qo'rg'oshinning zararli sifati tufayli qoldiring.
Kumush tarkibida mavjud bo'lgan eng yaxshi texnologik xususiyatlar, masalan, S-Sn97Ag3, 97% kalay va faqat 3% kumush o'z ichiga oladi. Mis tarkibidagi begona moddalar biroz yomonroq, ammo hozirgi vaqtda S-Sn97Cu3 ning qoniqarli fazilatlari mavjud bo'lib, unda 97% kalelik mavjud.
Kalay (95,5%), mis (0,7%) va kumush (3,8%) o'z ichiga olgan amaldagi va uch komponentli laklar. Universal va keng tarqalgan ishlatiladigan lehim kalay-mis. Ammo, bu modda bitta katta kamchilikka ega - yuqori narx. Leharlarning bunday tarkibiy qismlari sifatli va mustahkam suv quvvati, suv ta'minoti va isitish tizimlarining mustahkamligi va ishonchliligi uchun javobgardir.
Yuqori haroratli laklar
Yuqori haroratli begona narsalarga faqat maxsus ehtiyoj mavjud bo'lgan hollarda murojaat qilish tavsiya etiladi. Misol uchun, yuqori bosim bilan ajratib turadigan bug'ni ishlatadigan isitish tizimida yuqori (ortiqcha 110 darajadan yuqori) haroratda lehimli quvurni ishlash zarur bo'lsa.
Gaz quvurining mis quvurlaridan lehimlanishi uchun faqat yuqori haroratli lehim ishlatiladi, chunki u eng yuqori quvvat va ishonchlilik darajasini ta'minlaydi, lekin gazni quyish uchun past haroratli lehim ishlatilmaydi.

Mis mahsulotlarini bir-birlari bilan lehimlashda mis-fosforli begonalarning oqishi kerak emas. Ushbu lehimning yana bir afzalligi: mis lehimli qismlari termal kengayish parametrlari deyarli o'xshash. Katta tarqatish - 92% misdan, taxminan 6% fosfordan va 2% kumushdan iborat bo'lgan o'z-o'zini oqlaydigan lehim uchun. Barcha lehim qotishmalari qattiq rodlar shaklida mavjud.
Fosforning ayrim metallar bilan kimyoviy reaktsiyalari natijasida yuzaga kelgan bu tarkibiy qismlarning nozikligi tufayli mis-fosforli qotishmalar 10% dan ortiq nikel tarkibida bo'lgan rangli metallni lehimlash uchun ishlatilishi mumkin emas. Bundan tashqari, ushbu begona narsalarni alyuminiy bronzadan lehim uchun tavsiya etilmaydi. Temir va po'latdan yasalgan joylarda ularni ishlatish tavsiya etilmaydi.
Resurs oqimi
Payvandlashda va lekelenmede eritilgan metallni oksidlanishdan himoya qiluvchi, hosil bo'lgan oksidi idishlarga aylantiradigan mis va oqsillarni payvandlash uchun maxsus qurilmalardan foydalanish tavsiya etiladi. Ular havzali havuzga kiritiladi. Bunga qo'shimcha ravishda, oqimlar manba qilingan birliklar va plomba chiziqlari qirralarning uchlarini va taglik metallning teskarisini ham o'z ichiga oladi.
Past haroratli lehim uchun sink xlorini o'z ichiga olgan kompozitsiyalar asosan oqsil sifatida ishlatiladi. Ammo oqim sotib olayotganda uning tarkibiga alohida e'tibor qaratish lozim. Muxlarni kaltsiylangan boraks, silika kislotasi, natriy fosfat va ko'mirdan iborat.
Misni lehimlash uchun juda ko'p foydali oqimlar mavjud, faqat siz istalgan tarkibni sotib olishingiz kerak. Masalan, rosin, texnik neft jeli yoki sink xloridan iborat bo'lgan F-SW 21 oqimi yoki rosin vazelin pastasi. Qovur qismiga murojaat qilish uchun eng qulay shakl hisoblanadi.
Keling, misni payvandlash bu materialning xususiyatlarini hisobga olgan holda boshqa metallarni payvandlash jarayonidan farq qiladi. Ba'zi hollarda misni lehimlashga ko'proq o'rinli bo'ladi. Metallni deoksidatsiyalash va misni eritmasida hosil bo'ladigan oksidlarni olib tashlash uchun laklar va oqsillarni ishlatish tavsiya etiladi.
Uyda ko'pincha sanitariya va issiqlik tizimlarini o'rnatish jarayoniga ehtiyoj bor. Ko'p hollarda suv quvurlari misdan tayyorlanadi. Materiallar tekis bazasiga ega, korroziyaga olib kelmaydi, yaxshi suv oqimi bilan ta'minlaydi va zararli moddalar yo'q.
Payvandlash - bu turli elementlar orasidagi doimiy aloqalarni shakllantirish jarayoni. Bunga manbalarni payvand qilish yoki ularni deformatsiya qilish orqali erishish mumkin. Payvandlash uchun turli xil energiya manbalari qo'llaniladi:
- gaz olovi;
- elektr arqoni;
- ultratovush;
- lazerli nurlanish va boshqalar.
Misni payvandlash jarayoni po'lat payvandlashdan sezilarli farq qiladi, chunki rangli metallar yuqori darajada issiqlik o'tkazuvchanligiga ega va erigan holatda ular gaz bilan reaksiyaga kirishadi. Salbiy oqibatlarni bartaraf qilish uchun siz payvandlash uchun to'g'ri materiallarni tanlashingiz, birlashtirilishi kerak bo'lgan elementlarni tayyorlashingiz va payvandlash ko'rsatmalariga amal qilishingiz kerak.
Bugungi kunda payvandlash faqat korxonalarda emas, balki uyda ham amalga oshirilishi mumkin. Misni payvandlash jarayoni juda ko'p sonli nuanslarga ega ekanligini bilishingiz kerak. Ko'p jihatdan, payvandlash materialning fizik-kimyoviy xususiyatlariga bog'liq bo'ladi.
Misni payvandlashning qiyinchiliklari materialning eritilgan holatida oksidlanish tendentsiyasi, yuqori issiqlik o'tkazuvchanligi, isitish jarayonida metallning yuqori darajada kengayishi va yuqori tovar aylanishi bilan bog'liq.
Metallning payvandlash mumkinligi oltingugurt, qo'rg'oshin va boshqa elementlarning mavjudligida yomonlashishi mumkin. Qo'rg'oshin metallning qattiqligi bilan ajralib turadi.
Misni payvandlash jarayonida kislorod atmosferadan so'riladi, shuning uchun uni hisobga olish kerak.
Bugungi kunga kelib, bu rangli metallni bir necha turdagi payvandlash usullari mavjud.
Yuqori sifatli misni payvandlash uchun mustaqil ravishda zarur bo'lgan elementlar:
- Asetilen shiling.
- Bruserlar.
- Asbestli plitalar.
- Tel.
- Suv
- Profillashtirilgan spacer.
- Liderlar.
- Oqim.
Misni payvand qilish uchun elektrotlar haqida nima bilishingiz kerak?
Sifatli va silliq bo'lishi uchun payvand choki, maxsus birikma bilan qoplangan elektroddan foydalaning. Qoplama metall oksidi bilan ko'rsatilgan shlak ishlab chiqarish uchun ishlatiladi. Tarkibi payvandlash paychalarining havo bilan aloqa qilishiga to'sqinlik qiladi. Qoplama elementlarning yonishi sababli payvandlash jarayonida yuzaga keladigan yo'qotishni to'ldiradi va tikuvga yangi elementlarni kiritadi. Qoplama tufayli elektr arqonning barqarorligi oshadi. Bunday qoplama tomonidan ishlab chiqariladigan qopqoq qoplami eritilgan misning sovishini susaytiradi, natijada dog'dan ko'proq gaz chiqariladi.
Metalllarni birlashtirish jarayonida ishlatiladigan elektrodlar 2 turga bo'linadi:
- Mis, alyuminiy, po'lat yoki quyma temir simlardan yasalgan eritish.
- Elektr ko'miridan, sintetik grafitdan va boshqa elementlardan tayyorlanmagan sarflanadigan mahsulotlar.
Mos elektrodlarni topish uchun ularning ranglariga e'tibor berishingiz kerak:
- Qizil elektrodlar ishlatiladi elektr boshq manbai mis.
- Moviy elektrodlar issiqqa chidamli elementlarni qayta ishlash uchun ishlatiladi.
- Sariq elektrodlar korroziyaga chidamli va issiqlikka bardoshli po'latdan tayyorlangan buyumlar uchun ishlatiladi.
- Rangli metallarni qayta ishlash uchun kul rangli elektrodlar mavjud.
Mis gazini payvandlash usuli
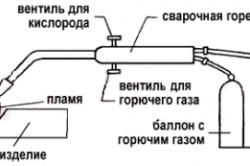
Agar siz texnologiyaga mos tushsangiz, misni asetilen tsilindr bilan oson payvand qilish mumkin. Resurs birikmasi mukammal sifati tikani yasash yo'li bilan erishish imkoniga ega.
Misning yuqori darajada issiqlik o'tkazuvchanligi bor, chunki uni payvandlash uchun yuqori haroratli olov 150 l / soat bo'lishi kerak, agar material 10 mm qalinroq bo'lsa va 200 l / soat bo'lsa, u 10 mm dan katta qalinroq material mavjud bo'lsa. Agar qalin misni payvand qiladigan bo'lsangiz, ikkita mash'alni ishlatishingiz kerak bo'ladi. Ulardan biri isitish uchun, ikkinchisi payvandlash qismlari.
Issiqlikni yo'qotish uchun elementning pastki va yuqori qismlaridan asbestli qatlamlar kerak bo'ladi. Bu holatda, yadroning mis qirralariga deyarli burchakka yo'naltirilganligi kamayib boruvchi olovdan foydalanish tavsiya etiladi. Metall oksidning hosil bo'lishini kamaytirish va yuqori haroratli yoriqlar paydo bo'lishining oldini olish uchun metalllarni uzluksiz, maksimal tezlik bilan ulash lozim. Bu jarayonda regenerativ olovning saqlanishini qat'iy nazorat qilish kerak.
Elementlarni ulashdan avval tishlash elementlarini qo'llash kerak emas. Misni payvandlash maxsus yig'ish va payvandlash jarayonida amalga oshiriladi. Qatlam sifatida siz bardoshli metalldan tayyorlangan paychadan yoki deoksidlovchi moddalardan foydalanishingiz mumkin. Amaldagi paychalarining diametri 8 mm dan oshmasligi kerak.
Payvandlash jarayoni davomida issiqlik metallning qirralariga payvandlanadigan paytingizda payvand bo'lishi kerak. Plomba materialini qirralarga payvand qilish kerak. Qalinligi 3 mm dan katta bo'lgan burchaklardagi burchak qirralari 45 ° burchak ostida amalga oshiriladi. Chegaralarni ulashdan oldin, yangi metallga tozalab turish kerak.Bundan tashqari, qiriqlarni nitrat kislota aralashmasi bilan maydalab, keyin suv bilan yuvib tashlang.
Qoplangan misning donalarini maydalash va payvandlashdan keyin payvandning zichligini oshirish uchun past haroratda 5 mm qalinlikdagi materiallar taqib olinishi kerak. Agar qalinligi 5 mm dan ortiq bo'lgan mis ishlatilsa, 200-300 ° S haroratda hosil qilish kerak.
Dikmalar 530-550 ° S haroratda tikilganidan so'ng, tikuv chuqurlashtiriladi va tezda suv bilan sovutiladi. Yoriqlar paydo bo'lishining oldini olish uchun 500 ° C dan yuqori haroratda harakat qilish kerak emas, chunki bu holda metall mo'rt bo'ladi.
Argon ark metall aloqasi
Fuzion arqonni payvandlash ko'pincha payvandlangan mis konstruktsiyalarini ishlab chiqarish uchun ishlatiladi. Yuqori sifatli payvandni olish uchun argon bo'lgan himoya gazlarni ishlatish kerak bo'ladi. Mis boshq usuli ko'pincha volfram elektrodlari bilan amalga oshiriladi.
Bir hissa sifatida, kichik kenglik yoki simni profilli bo'shliqni ishlatishingiz kerak bo'ladi. Misni payvandlashning bu usuli yaxshi chidamlilik bilan ajralib turadi. Mexanik boshq manbai U kichik qalinlikdagi qismlarga va kirish qiyin bo'lgan joylarga qo'shilish jarayonida qo'llaniladi.
Tungsten elektrodli misni doimiy oqim bilan bajarish. Elektrod qat'iy tekislash tekisligida bo'lishi kerak. Agar mis qalinligi 5 mm dan katta bo'lsa, uni oldindan 300-400 ° S haroratda isitish lozim. Metall qirralarning birlashtirilishi va elektrod simlarini birinchi navbatda yangi metalning holatiga mos ravishda tozalash tavsiya etiladi.
5 mm qalinlikdagi materiallar qirilib ketmasdan payvandlanishi mumkin.
Agar siz qalinligi 2-3 mm bo'lgan qismlarni bog'lab turadigan bo'lsangiz, metallni isitishga zarurat yo'q. Qalinligi 4 mm dan yuqori bo'lgan shu kabi metallni payvandlash texnologiyasi metallning isitilishi 300-400 ° S ga teng. Bunday holda, erigan elektrodlardan foydalanish mumkin.
Qanday yaxshi lehim mis?
Rangli metalllarni payvandlashdan ko'ra, lehimlarga osonroq bo'lishini bilish kerak. Bu ayniqsa, isitish tizimlari, sanitariya-tesisat, gaz va boshqalar uchun ishlatiladigan yupqa devorli mis quvurlar uchun ham amal qiladi.
Hatto to'g'ri ish tajribasiga ega bo'lmagan kishi ham metalni chirishga qodir, ammo metallning o'zi ishlaydi. Mis lehimning tuzilishi o'zgarmaydi. Bunday holda siz qimmatbaho uskunalardan foydalanishingiz shart emas.
Lehim qo'shimchalar, agar ular texnologiyaga rioya qilsalar va yaxshi sifatli materiallardan foydalansalar, bardoshli bo'ladi, ular yuklarni ushlab turish imkoniyatiga ega bo'ladi.
Bunday materiallarni lehimlash jarayonida, agar siz kamroq kuch ishlatadigan yumshoq begonalar ishlatilgan bo'lsa ham, ish qismlarining yuqori kuchliligiga erishish imkonini beradigan bo'g'inlarning bir-biriga o'xshash usullarini qo'llashingiz kerak bo'ladi. Lehim qo'shilishining maqbul darajasini ta'minlash uchun kamida 5 mm qoplama qilish kerak bo'ladi. Ko'p hollarda yuqori darajalar katta xavfsizlik marjini ta'minlash uchun ishlatiladi.
Mavjud lehim turlari
Mis qotishmalari yuqori va past haroratni lehim bilan bog'lash qobiliyatiga ega. Bugungi kunda siz bunday metalni va uning lehimini payvandlash uchun etarli miqdorda uskunalar, shuningdek, lehim elementlarning mukammal sifatini ta'minlay oladigan turli xil qattiq va yumshoq lentalarni topishingiz mumkin. Kam va yuqori haroratlarda lehim uchun, xuddi shu ishlab chiqaruvchining lehim va oqimidan foydalanish afzallik beriladi.
Past haroratli begonalar

Past haroratlarda ishlaydigan elementlardan foydalanish elementlarni metallning mustahkamligiga ta'sir qilmaydigan haroratda ulash imkonini beradi, lekin eng yaxshi mexanik xususiyatlarga ega bo'lmagan tikuvlarni ta'minlaydi. Yuqori temperaturada lehim uchun lehim, bo'g'inlarning yaxshi chidamliligini ta'minlaydi va tizimni yuqori haroratlarda boshqarishga imkon beradi. Biroq, bu holda metalning tavlanishi mumkin, buning natijasida faqat malakali mutaxassis tomonidan bajarilishi mumkin.
Past haroratli lehim isitish tizimini o'rnatish paytida ko'pincha ishlatiladi. Siz past haroratli choyshabchilarning quvur quvurlari elementlarining katta kontakt joyiga ega bo'lishiga qaramasdan, mukammal mustahkamlovchi moddalar bilan ta'minlay olishlarini bilishingiz kerak.
Bugungi kunga qadar, mis eritmasining eng yaxshi sifatini kafolatlaydigan past haroratli begona moddalar mavjud: mis, antimon, kumush va boshqa elementlarning kalay qotishmalari. Past haroratlarda lehim uchun siz qo'rg'oshin va kalay lehtarlardan foydalanishingiz mumkin, lekin agar siz gaz quvurini ichimlik suviga ulashingiz kerak bo'lsa, ular qo'rg'oshinning zararli xususiyatlaridan kelib chiqishi mumkin emas.
Yuqori haroratli laklar
Ushbu turdagi lentalarni quvurni yuqori haroratda loyqa qilish kerak bo'lganda foydalanish mumkin.
Quvurni metall quvurlardan loyga olish kerak bo'lsa, faqat yuqori haroratda lehim ishlatish kerak, chunki bu holda siz mukammal quvvatga ega bo'lasiz. Gaz ta'minotidagi past haroratlarda lehim ishlatilmasligini bilish kerak.
Mis va fosforli lehimler, lehimleme jarayonida oqimlardan majburiy foydalanishni talab qilmaydi. Shu kabi metall va lehimlarning kengayish xususiyatlari deyarli bir xil, bu qo'shimcha afzallik. Lentalar rod shaklida ishlab chiqariladi.
Ushbu ulanish juda nozik, chunki bunday halqalar hech qanday nikel tarkibida 10% dan ortiq lehim materiallari uchun ishlatilishi mumkin emas. Bunday begonalarni qo'llash uchun alyuminiy bronzani ulash uchun ruxsat berilmaydi.
Mis blanklarini ulash uchun oqimlar
Ushbu elementlarni birlashtirish jarayonida eritilgan misni oksidlanishdan himoya qila oladigan, eritib yuboradigan va cüruflarga tushgan oksidlarni aylantira oladigan metall elementlari va oqsillarni payvandlash uchun maxsus asboblardan foydalanish eng yaxshisidir. Ular payvandlash vannasida bo'lishlari kerak. Oqimlarning birlashtirilishi kerak bo'lgan qismlarning qirralarini va choklarni, shuningdek payvandlash ishining orqa qismini qoplash mumkin.
Bugungi kunga kelib, metallni quyi haroratda kombinatsiyalash uchun oqsillar sifatida eng ko'p ishlatiladigan sink xloridi bo'lgan aralashmalar mavjud. Oqim sotib olish jarayonida uning tarkibiga e'tibor berish muhimdir. Oksidlanish kerosin boraks va boshqa elementlardan iborat bo'lishi mumkin.
Bugungi kunga kelib siz shu kabi metallni lehimlash uchun juda ko'p oqsillarni topishingiz mumkin. Bunday turdagi ishlarga mos keladigan har qanday kompozitsiyani tanlashingiz kerak.
Sizning fikringiz uchun tashakkur.




