Jadvalni qayta ishlovchi manba. QO'ShIMChA QO'LLANILIShI DASTURI texnologiyasi 2-qism.
>>RDS texnologiyasi 2-qism rejimini tanlash
Portativ texnologiya boshq manbai R.2 Manzoda boshq manbai rejimini tanlash
Maqola " Manzoda boshq manba rejimi tanlash"" maqolaning davomi "" .. Resurs usullari payvandlash jarayoni va shartlariga ta'sir ko'rsatadigan ko'rsatkichlar to'plami bo'lib, to'g'ri tanlangan usullar yaxshilanib, siz materiallarning narxini, energiyani kamaytirishga va mehnat zichligini kamaytirishga imkon beradi.
Payvandlash rejimining asosiy va ilg'or parametrlari
Ushbu rejimning asosiy parametrlari - elektrod diametri, kuch manba oqimishuningdek turdagi va kutuplulu, ark kuchlanish va payvandlash tezligi.
Qo'shimcha parametrlar elektrodning emissiya miqdori, uning ustidagi himoya qoplamasining tarkibi va qalinligi, elektrodning joylashuvi va kengaygan joy payvand choki (Masalan, payvandlash qanday amalga oshiriladi: vertikal tikuvlarni payvandlash, gorizontal tikuvlarni payvandlash, shipni tiklash va boshqalar).
Qo'lli manbaini payvandlash uchun elektrod diametrini tanlash
Elektrod diametrini tanlashda asosiy mezonlar manbai bo'lgan qirralarning qalinligi hisoblanadi. Bundan tashqari, diametrni tanlashda, payvand choki turi va payvandlanadigan qirralarning shakli hisobga olinadi. Elektrodning payvandlanadigan qismlarining qalinlikliligiga qarab diametri quyidagi jadvalda keltirilgan:
Burchak va T-oynalar holatida elektrodlarning diametri payvand chokining o'lchamlari asosida tanlanadi. 3-5 mm uzunlikdagi oyoqlarni bajarishda 3-4 mm diametrli elektrodlarni tanlang. Qopqog'i oyoq 6-8 mm oralig'ida bo'lsa, elektrodning diametri 4-5 mm.
Shu bilan birga, diametri 6 mm dan ortiq bo'lgan elektrodlarning katta massalari tufayli cheklanganligini yodda tutish kerak. Bundan tashqari, qo'llanilganda, dorivor ildizni qaynatish qiyin.
Ko'p qatlamli tikuvlarni amalga oshirishda eng yaxshi variant, kichik diametrli elektrod (4 mm dan oshmasligi) bilan, birinchi qavatni yivning chuqurligidagi tikuv ildizining yaxshi ochilishi uchun amalga oshiriladi. Bu, shuningdek, payvandlash manbalari va filitel payvandlari uchun ham amal qiladi.
Qo'l bilan payvandlash manbai uchun payvand choklarini tanlash
Resurs oqimi turi va polarligi
Resurs oqimining kuchayishi penetratsion chuqurlikning (penetrasyon) o'sishiga yordam beradi. Resurs oqimining turi va uning polarligi manba shakli va o'lchamlariga ham ta'sir qiladi. Agar u teskari polaritning to'g'ridan-to'g'ri oqimi orqali ishlab chiqarilsa, katot va anodada turli xil issiqlik miqdori kamayganligi sababli, penetratsion chuqurlik to'g'ridan-to'g'ri polaritning bevosita oqim manbai bilan solishtirilganda 40-50% ko'proq. Muqobil oqim bilan payvandlash metallning teskari polarizatsiya bilan payvandlash bilan taqqoslaganda metallning penetratsiyasini 15-20% ga qisqartiradi.
Oqim kuchini payvandlash
Resurs oqimining kuchi asosan elektrodning diametri bilan aniqlanadi. Ammo uning qiymati, shuningdek, elektrodning qoplamasi, qoplamning tarkibi va payvand chokining mekansal pozitsiyasidan ta'sirlanishi mumkin. Resurs oqimining kuchini oshirish hosildorlikni oshiradi payvandlashya'ni, yuqorida ko'rsatilgan metall miqdori.
Biroq, elektrodning diametrini haddan ziyod kengaytirish bilan, u juda qizib ketgan va bu payvandlash sifatining pasayishiga va metallning parchalanishiga olib keladi. Agar hozirgi kuch elektrot uchun etarli bo'lmasa, elektr kamon beqaror, tez-tez parchalanib ketadi, bu esa penetratsiyaning etishmasligidan kelib chiqadi.
Manba oqimining qiymati qurilish po'latlari, quyidagi formulalar bo'yicha hisoblab chiqiladi:
diametri 3 mm dan kam bo'lgan elektrodlar uchun: I = 30d;
diametri 4-6 mm bo'lgan elektrodlar uchun: I = (20 + 6d);
diametri 6 mm dan ortiq bo'lgan elektrodlar uchun: I = (40 ... 50) d;
Men manba oqimining kuchi bo'lgan joyda A; D elektrod diametri, mm.
Qo'l bilan payvandlash manbai juda katta farq qilishi mumkin: 50 dan 350Agacha. Uni hisoblashda formulalar payvandlanadigan qalinligi va payvand chokining mekansal joylashuviga qarab tuzatiladi.
1,3d dan 1,6dgacha payvandlanadigan qismlarning qalinligi bilan formulalar tomonidan topilgan manba oqimining kuchi 10-15% gacha kamayadi. Agar payvandlangan metallning qalinligi 3d dan ortiq bo'lsa, unda oqim quvvati 10-15% gacha oshiriladi. Vertikal tikuvlarni payvandlash uchun, shuningdek payvandlash uchun shipning bo'g'inlari, hisoblash oqimi 10-15% ga kamayadi.
Manzapod manbai uchun kuchlanish va tezlik
Payvandlash stressi penetratsiya miqdoriga katta ta'sir qilmaydi, lekin payvandning kengligi stsenariyani tanlashga bog'liq. Voltning oshishi bilan payvandning kengligi oshadi. O'sish oqimning polaritesiga qaramasdan sodir bo'ladi. Oqimning chidamliligiga qaramasdan, qo'lni boshq manbai paytida kuchlanish tor limitlarda o'zgaradi: 16 dan 30 V gacha.
Resurs tezligi, stressdan farqli o'laroq, penetratsion chuqurlik va payvand chokining kengligida kuchli ta'sir ko'rsatadi. Ortiqcha payvandlash tezligiva penetratsion chuqurlik va qo'shma kengligi kamayadi.
Shuningdek, "Manzili boshq manba texnologiyasi" nomli "" nomli maqolaga ham qarang. Unda payvandlarning to'g'ri ishlashi haqida gapiramiz.
Payvandlash rejimi payvandlash jarayonining yo'nalishini belgilovchi omillarning kombinatsiyasi sifatida tushuniladi. Bu omillar modlarning elementlari deb ataladi. Arkni payvandlash rejimining asosiy elementlari quyidagilar: oqim, elektrod diametri, arqoncha kuchlanishi va payvandlash tezligini oqimining, turi va polarligi. Bilan qo'lda payvandlash elektrodning oxirini lateral almashtirish miqdori ularga qo'shiladi. Elektrodning ortiqcha (uzunligi), qoplamaning xossalari, metallning boshlang'ich harorati, elektrodning yassi va asosiy metall - boshqa omillar - payvandlash rejimining qo'shimcha elementlari.
Payvandlash rejimining elementlarini datchikning o'lchamlari va shakliga ta'siri.
Dikişin o'lchamlari va penetratsion shakli tikuv turiga (rulo tikuv, burchak, payvandlash payvandi, kesish va tozalashsiz payvandlash, payvandlash va payvandlash bilan payvandlash) bog'liq emas, lekin asosan payvandlash rejimida aniqlanadi. Dik shaklining asosiy ko'rsatkichi penetratsion shakl nisbati bo'lib, tikuv kengligi penetratsion chuqurlikdagi nisbatni ifodalaydi. Dvigatelni payvandlash va sirt qoplab turganda, u 0.8 dan 20 gacha keng farq qilishi mumkin. Dikişin kengligini kamaytirish va penetratsion chuqurlikning kengayishini kamaytirish shakli kirib boradi va bu qiymatlarni teskari o'zgartirish - uni oshiradi.
Yadda va h va n atrofida. Hozirgi kuchayishni oshirish va kamaytirish penetratsion chuqurlikni pasaytiradi. Metallning 0,7-0,8 dan kattaroq penetrali chuqurligi bilan, manba hovuzining pastki qismidan issiqlik chiqarish shartlari sezilarli darajada o'zgaradi va metallning kirishi mumkin. Metallning zichligi (metalning og'irligi) qanchalik katta bo'lsa, shu oqimga kirib boradi. To'siq oqimi qiymatining kengligi deyarli ta'sir ko'rsatmaydi.
Oqimning turi va polarligi. To'g'ridan-to'g'ri polaritning bevosita oqimi bilan payvandlashda chuqurlik 40-50% ga qisqaradi va alternativ oqim bilan payvandlashda teskari polaritning bevosita oqimi bilan payvandlashdan 15-20% kam bo'ladi. To'g'ridan-to'g'ri polaritning bevosita oqimi bilan payvandlash paytida tikuvning kengligi teskari polaritning to'g'ridan-to'g'ri oqimi va muqobil oqim bilan payvandlashdan past bo'ladi. Dengiz kengligining o'zgarishi yuqori chiziqli kuchlanishlarda (30 Vdan yuqori) sezilarli bo'ladi.
Elektrod diametri. Bir xil oqimdagi diametrni pasaytirish elektroddagi oqim zichligini oshiradi va yoyning harakatlanishini pasaytiradi, bu esa penetratsion chuqurlikni oshiradi va dog'ning kengligini pasaytiradi. Shunga muvofiq, elektrod diametri pasayganda, penetratsion chuqurlik oshadi; kengayishi elektrod diametri ortib, arqonning harakatchanligini oshiradi. Kerakli penetrasyon chuqurligiga elektrodning diametrini pasayishi sababli kamroq oqim bilan erishish mumkin, ammo bu kichik diametrli elektrodning isishi ortishi bilan bog'liq qiyinchiliklarga olib keladi.
Chuqurlikning chuqurligi penetratsion chuqurlikda deyarli ta'sir qilmaydi, lekin tikuvning kengligiga ta'sir qiladi. Borayotgan kuchlanish bilan tikuv kengligi kuchayadi, kuchlanish kamayadi, u ayniqsa plyonkalarni payvandlash paytida tikuv kengligini tartibga solish uchun mexaniklashtirilgan payvandlash usullarida keng qo'llaniladi.
Manuel payvandlashda kuchlanish biroz o'zgarib turadi (18 dan 22 V gacha), u tikuv kengligida amaliy ta'sir ko'rsatmaydi.
Resurs tezligi 1-1,5 m / s gacha bo'lgan manba payvandlashning past tezlikda, penetratsiya chuqurligi minimaldir, chunki bu holda manba pallasining eritilgan metallini burun kolonkasi tagidan quyish juda zich. Suyuq metallning yoysimon qatlami tagida shakllangan taglik metallning kirib kelishiga to'sqinlik qiladi. Payvand chokining maksimal issiqlik kiritishiga mos keladigan ma'lum bir qiymatga payvandlash tezligini oshirish penetratsion chuqurlikni oshiradi. Payvandlash rejimlarida qo'llaniladigan amaliy chegaralar uchun payvandlash tezligi penetratsion chuqurlikka juda oz ta'sir qiladi.
Resursning kengligi payvandlash tezligiga bog'liq: tezlikni ko'payishi kamayadi va tezlikni pasayishi payvand paychalarining kengligini oshiradi. Bu nisbat barcha payvandlash tezligida saqlanadi va amaliyotda payvand chokini kengaytirish uchun keng qo'llaniladi.
Elektrodning oqsoqollar harakatlanishi penetratsion chuqurlik va tikuvning kengligini kuchli ta'sir qiladi, shuning uchun u tikuv shaklini boshqarish uchun qo'lda payvandlashda keng qo'llaniladi. Elektrodning oxirini ko'ndalang joylashuvining kengligi tikani kengligini oshiradi va penetratsion chuqurlikni pasaytiradi, aksincha. Buning sababi, metallning yomg'irdagi issiqlik kontsentratsiyasining mos keladigan o'zgarishi.
Elektrodning uzunligi (ketishi). Elektrod uzunligini (yoki uning ketishi) ko'payishi bilan u ko'proq isitiladi va uning erishi tezligi oshadi va bu oqim va chuqurlikning pasayishiga olib keladi. Agar tel diametri 3 mm dan oshsa, ± 6-8 mm gacha bo'lgan o'zgarish tikuv shakllanishiga ta'sir qilmaydi. Agar 1-2,5 mm diametrli simi ishlatilsa, bu chiqishda bu tebranishlar payvand tuzilishini yomonlashishi mumkin.
Yopish yoki oqi jismoniy xususiyatlari. Yorug'lik oqimi va past eritadigan elektrod foydalanilganda, dvigatel harakatlari kuchayadi, tikuv kengligi oshadi va penetratsion chuqurlik kamayadi. Elektrodning oxirida qatlam qalinligi yoki refraktsion qoplamasi ortib borishi bilan, chokning harakatlanishini cheklab, dog'ning kengligi va penetratsion chuqurlikda o'sishiga olib keladi.
Metallning boshlang'ich harorati - 60 dan + 80 ° C gacha bo'lgan masofa tikaning shakliga ta'sir qilmaydi. Asosiy metallni 100-400 ° S ga qadar qizdirish, tikuv kengligi va penetratsion chuqurlikning o'sishiga olib keladi, uning kengligi penetrasyondan tezroq ko'tariladi. Metallni payvandlanadigan metallning oldingi isishi ko'p qatlamli payvandlash va qoplamada yuqori qatlamlarning kengligi oshib borishini ko'rsatadi.
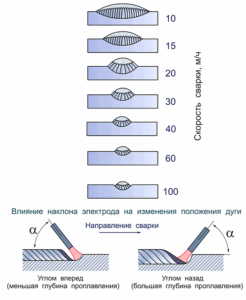
Elektrodning burchagi. Burchak oldinga va orqaga burchakka burchagi (payvandlash yo'nalishiga nisbatan) bilan qo'rg'oshin vertikal elektrodini payvandlang. Orqa burchakka payvandlashda metallni hammomdan yanada chayqaladi va penetratsion chuqurlik oshadi va tikuvning kengligi pasayadi. Oldinga burchak bilan payvandlashda metall ustun ustidagi ustunning bosimi pasayadi, bu esa kiruvchi chuqurlikni pasaytiradi
vertikal elektrod bilan payvandlash bilan solishtirganda tikuvning kengligini oshiradi.
Mahsulotning burchagi. Yuqoridan pastgacha (pastga) payvandlashda, suyuq metal qatlamining yoy qobig'ining tagida joylashgan qalinligi oshadi va penetratsion chuqurlik pasayadi; Dumaloq yurish va tikuv kengligi ortadi. Yuqori (yuqoriga) payvandlashda, suyuq metal qatlamining chuqurlikdagi qalinligi pasayadi, penetriylik chuqurligi oshadi va dumaloq kengligi kamayadi, chunki kamin kamroq sayrga tushadi. Qo'l bilan payvandlash paytida oddiy tikuv shakllanishi uchun burilish burchagi 8-10 ° bo'lishi kerak. Keyinchalik katta burchakka va payvandlashda payvand choki ostidagi suyuq metalning qochishi paydo bo'ladi va yuqoriga payvandlashda datchik qirralari bo'ylab penetratsiyaning etishmovchiligi va chayqalishlar paydo bo'lmaydi. Dumaloq tikuvlarni (quvurlar, tomirlar) amalga oshirishda tushirish payvandlash ishlatiladi. Bu kuyishlar paydo bo'lish xavfini kamaytiradi, tikuv shakllanishini yaxshilaydi va suyuq metall vannalar oqimining oldini oladi.
Resurs rejimini tanlang. Payvandlash usuli (elektrodning turi va markasi, uning rodining diametri, turi, polarligi, kuchlanish, oqim miqdori) payvandlangan metallning turiga, qalinligiga va payvand chokning konstruktsiyasiga qarab tanlanadi. Yuqori sifatli payvand choklarni ta'minlaydigan payvandlash shartlarini aniqlab, elektrod diametrini (paychalarining) va payvandlash oqimining qiymatini tanlang.
Tel elektrodning diametri payvandlanadigan metallning qalinligidan kelib chiqqan holda tanlanadi. Qoplangan bo'g'imlarni olish uchun:
Katta elektrod diametri bilan payvandlash samaradorligi oshadi, lekin metallning payvandlanishi mumkin, vertikal va shipli joylarda tikuvlarni amalga oshirish qiyin va to'ng'izning ildizini to'liq etishmagan bo'lishi mumkin. Shu sababli, ko'p qatlamli tikuvning birinchi qatlami doimo 4-5 mm diametrli elektrod tomonidan U-shaklli preparat bilan tikuvlardan tashqari barcha tikuvlarni bitta (maksimal ruxsat etilgan) diametrli elektrodlar bilan payvand qilish mumkin bo'lgan holda payvandlanadi.
Vertikal va shipli bo'g'inlar diametri 5 mm dan oshmaydigan elektrodlar bilan payvandlanadi; Yuqori sifatli payvandchi bu diametrli 6 mm diametrli elektrodlar bilan tikilgan bo'lishi mumkin. Tik manbaalar va kichik kesma silindrli sirtalar diametri 5 mm dan oshmaydigan elektrodlar bilan amalga oshiriladi.
Resurs oqimi elektrod diametri va elektrod qoplamasining markasi bo'yicha tanlanadi. Yorliqda. Turli sinflarning elektrodlari uchun tavsiya etilgan oqim qiymatlari berilgan.
Agar oqim kam bo'lsa, manba havuzunda etarli issiqlik bo'lmaydi va bazaga va payvandlash metallini (to'liq bo'lmagan payvandlash) bog'lab bo'lmaydi, bu esa payvandlash qo'shimchasining kuchini sezilarli darajada pasaytiradi. Oqim juda katta bo'lsa, payvandlash boshlanishidan bir muncha vaqt o'tgach, butun elektrod juda issiq bo'ladi, uning metall tezroq eriydi va to'rga oqadi. Bu esa, tikuvda payvandlash metallining ortiqcha hosilini hosil qiladi va suyuqlik elektrod metallining yopishtirilmaydigan asosiy metallga tegishi holatlarida to'liq bo'lmagan penetratsiyani hosil qilish xavfi bilan bog'liq.
Pastki holatdagi kam uglerodli po'latni dastlabki payvandlash uchun oqim miqdorini tanlashda, Acad formulasini ishlatish mumkin. K.Krrenova
bu erda I - st - manba oqimi va;
d elektrodning metall rodining diametri, mm.
Metallning qalinligi 1,5 d dan kam bo'lsa, oqim 10-15% gacha kamayadi va qalinligi 3 d dan ortiq bo'lsa, oqim formulalar bilan taqqoslaganda 10-15% ga ko'payadi. Vertikal tekislikda payvandlashda, oqim 10-15% ga qisqaradi va payvandlash payvand choklari bir xil kalinlikta metall pastki holatida payvandlash uchun tanlangan oqimga nisbatan 15-20 foizga kamayadi.
Qoplama va T-qo'shimchalarini payvand qilish uchun siz yuqori oqimdan foydalanishingiz mumkin, chunki bu holda penetrasiya xavfi kamroq.
Ma'muriyat Maqolaning umumiy bahosi: Posted on: 2011.06.01
Payvandlash usullarini tanlash
Elektr manbaini payvandlashda manba oqimining kuchi, elektr arqonning kuchlanishi, payvandlanadigan qismlarning tezligi, oqim turi va polarligi, payvandning masofaviy joylashishi, elektrodlarning diametri va turi kabi muhim parametrlarni boshqarish kerak.
Payvand chokining sifatli va kerakli kattalikka aylanishini ta'minlash uchun ushbu qiymatlarni ishdan oldin bajarish va optimal payvandlash rejimini o'rnatish kerak.
Elektrod diametriga qarab manba oqimining kuchini qanday tanlash mumkin
Resurs oqimining kuchi eng muhim parametr qo'lda boshq manbaiga ish holatini tanlashda. Manba paytida ish unumdorligi, ularning sifati to'g'ridan-to'g'ri ushbu parametrga bog'liq bo'ladi - payvandlash oqimining kuchi.
Agar payvandlash apparati sotib oladigan bo'lsangiz, uni ishlab chiqaruvchining qo'l kitobiga biriktirib qo'ying, u holda kelajakda foydalanuvchi sifatida odatda payvand chokining quvvatini tanlash bo'yicha tavsiyalar beriladi. Agar bunday buyruq bo'lmasa, payvandlash quvvati elektrodning diametriga qarab tanlanishi mumkin, bu ko'pchilik ishlab chiqaruvchilar uchun bevosita elektrotlar to'plamining paketiga joylashtiriladi.
Elektrod diametri bevosita payvandlanadigan qismlarning devor qalinligiga bog'liq. Elektrod diametri oshgani sayin, payvandlash oqimining zichligi pasayadi va payvand chizig'i o'z-o'zidan ravshanlashib, o'zgarib turadi va uzunligi o'zgarib turadi, bu payvandlash payti kuchayishi va payvand choki kamayib borishi sababli payvandlashda yomonlashuvga olib keladi.
Resurs oqimining kuchi, payvandlangan strukturaning tikilishining kengaygan joyiga bog'liqligini yodda tuting. Agar siz payvandlanadigan qismlarning vertikal yoki ship holida pishirayotgan bo'lsangiz, elektrodlarni diametri kamida 4 mm bo'lishini va gorizontal holatda payvandlash paytida foydalanadigan tavsiya etilgan parametrlarning 10-20% ga kamaytirishini payvandlash oqimining kuchini kamaytiring.
Resurs usulida qaror qabul qildingiz va payvandlash oqimining kuchini oldingiz, payvand chizig'i uzunligini hisoblashingiz kerak. Payvand chizig'ining uzunligi elektrodning ish oxiri va payvand chokining yuzasi orasidagi masofa. Resurs tikuvining sifati ko'p jihatdan payvand chokining barqaror uzunligiga bog'liq. Qattiq bir payvandlash tajribangiz bo'lsa, siz payvand chokining optimal o'lchamini saqlab turishingiz mumkin, bu ishchi elektrodning diametri bilan teng, ya'ni qisqa burun deb ataladi.
Biroq ko'pincha payvandlar elektrodni (minimal hajm) payvandlash uchun ishlatiladigan registrlar va elektrod diametrini birdan ikki millimetrga qadar oshiradigan maksimal o'lcham orasidagi payvandlash chizig'ining ishchi diapazonida ishlaydi.

Resurs tezligini qanday tanlash mumkin
Payvand chokini tanlashda payvandlangan mahsulotning qalinligi va qalinligi e'tibor bering payvand choki, manba hovuzida suyuq elektrod metall bilan to'ldirish vaqti va alyuminiy metall qirralarning sirtidan yuqoriga ko'tarilishi uchun vaqt kerak, shuning uchun quyqalar, pastki qismlarga bo'lmagani va asta-sekin oksidlangan mahsulotning asosiy metalliga o'tishiga to'g'ri keladi.
Payvand chog'ida payvand choki elektrodning diametri 1,5 barobar ekanligi uchun payvandlash tezligini tanlang. Elektrod manba qilingan strukturaning chetidan asta-sekin harakat qilganda, eritilgan metallning ortiqcha miqdori hosil bo'ladi, payvand choki, uning payvandlangan bo'g'imlarga ta'sirini oldini oladi, bu esa penetrasyonning etishmasligi, ya'ni sifati past payvandlash.
Agar elektrod tezda harakat qilsa, to'liq ishlaydigan isitish manbai ish sohasidagi etarli bo'lmagan katta miqdorda issiqlik tufayli ham yuzaga kelishi mumkin, bu esa ularni sovutish paytida datchiklarning deformatsiyasi va yorilishiga olib kelishi mumkin.
Shuning uchun, payvandlash havzasining hajmiga qarab, payvandlash tezligi deyarli aniqlanadi: manbali vannani o'lchamlari o'n dan o'n besh millimetrga, o'n dan otuz millimetrga qadar va chuqurlikdagi olti milimetrgacha bo'lgan manba vannasini sozlang. Metallning chuqurligi doimiy qiymatga ega bo'lganidan kelib chiqadigan bo'lsak, siz eritilgan metall bilan payvandlash havzasining yagona to'ldirilishini kuzatishingiz kerak.
Keyingi maqolada, qo'lda boshq manbai yordamida oqimning turini va polaritesini bilib olasiz.
Qo'l elektr arqon manbai paytida zarur oqim kuchini to'g'ri aniqlash uchun ko'pgina omillar hisobga olinishi lozim. Resurs rejimi asl ma'lumotni tahlil qilish bilan aniqlanadi. Ma'lumotlar qanchalik ko'p bo'lsa, bajarilgan ish sifati qanchalik baland.
Biz kerakli payvandlash rejimini tanlash uchun payvandlangan materialning tarkibini, uning geometrik o'lchamlarini, konfiguratsiyani va rejalashtirilgan manba turini aniqlash kerak. Faqatgina ushbu savollarga berilgan javoblarni bilish orqali biz elektrod va manbalar oqimining xususiyatlarini to'g'ri tanlashimiz mumkin.
Ko'p omillar mavjud va ularning har biri payvandlash jarayonini o'zlariga ta'sir qiladi - ularning asosiy parametrlarini ko'rib chiqamiz:
- elektrod kattaligi;
- joriy qiymat;
- kamon uzunligi;
- penetrasyon darajasi;
- turdagi va kutupluluk;
- tikuvlar soni.
Ushbu ro'yxatni tahlil qilsak, payvandlash rejimining asosiy mezonlari payvandlash chizig'ining shartlari va tabiati bilan bog'liqligini ko'rib turibmiz. Shuning uchun ishni boshlashdan avval ushbu parametrlarning qadriyatlarini tanlash kerak, shuning uchun kerakli konfiguratsiyani va shuning uchun payvandlash maydonining mukammal sifatini ta'minlash kerak.
Uch tolali oqim qo'llanilganda payvandlash ishlarini qo'llash orqali mehnat unumdorligining yaxshi o'sishi ta'minlanadi.
Uch fazli payvandlash samaradorligini oshirish 2-2,5 barobar oshiriladi. Uch oqimning bir yoyi orqali o'tishi fazda 120 darajaga siljidi, kamonning sifati va barqarorligi bir fazali oqimdan ko'ra ancha yuqori bo'ladi. Ushbu turdagi payvandlash elektrodlarni bir fazali o'zgaruvchan tokda ishlaydigan ftorli-kaltsiy qoplamalar bilan foydalanishga imkon beradi.
VA VA ELEKTRON
Asosiy xususiyatlardan biri elektr boshq manbai manba oqimi deb hisoblanadi. Ko'p hollarda uning kuchi payvandlash xususiyatini va umuman payvandlash samaradorligini aniqlaydi. Hozirgi qiymat qanchalik baland bo'lsa, chuqurroq va chuqurroq erishi yaxshi bo'ladi. Payvandlash paytida oqimning kuchi elektrod kattaligiga va payvandlangan qismlarni kosmosda o'zaro joylashtirish turiga bevosita bog'liq. Eng yuqori oqim qiymatlari gorizontal qismlarni joylashtirish uchun ishlatiladi. Vertikal penetratsiyalarda amper 15 foizga kamayadi, shift bilan esa 20 foizga kamayadi.
Ko'pincha, bir to'plamga biriktirilgan oqim kuchi haqidagi ma'lumotlar payvandlash elektrodlari. Bunga qo'shimcha ravishda, uni hisob-kitob yoki jadval yordamida topish mumkin. 
Elektrodning diametri payvandlangan metall qalinligi, payvandlash usuli va tikuvning geometrik o'lchamlari asosida tanlanadi.
Har bir alohida holat uchun ma'lum bir amper tanlanadi:
- Elektrod 1 mm. 1 mm qalinlikdagi payvandlash materiallari, oqim quvvati 10-30 A gacha belgilangan.
- Elektrod 1,5-2 mm. material 2 mm kalinlikta, 30-50 A elektrodga oziqlangan.
- Elektrod 3 mm. material 4 mm kalinlikta, 60-120 A elektrodga oziqlangan.
- Elektrod 4 mm. material 11 mm qalinligida payvandlanadi, 140-2000 A elektrodga beriladi.
- Elektrod 5 mm. material 15 mm qalinlikdagi elektrodga 150-270 A ga etkaziladi.
- Elektrod 6 mm. 16 mm qalinlikdagi payvandlash materiallari 210-340 A elektrodida ishlangan.
Bunday keng tarqalgan amperlar ishlatilgan metallar va payvandlash paytida ish qismlarining joylashuvi tufayli mavjud. Payvandlash boshlanishida, o'rtacha oqim qiymatini belgilash tavsiya etiladi.
ARC LENGTH
Biz oqimning kuchini aniqladik, hozirgi vaqtning qaysi uzunligi berilgan parametrlarda bo'lishi kerakligini tushunish vaqti keldi. Payvand chizig'ining doimiy bir xil uzunligi payvandlash xususiyatiga ijobiy ta'sir ko'rsatadi. Eng yaxshi tanlov qisqa burmali (arqonning uzunligi ishlatilgan elektrodning diametridan kattaroq emas) ishlatilishi mumkin. Resursor sifatida juda katta tajribaga ega bo'lsada, bu talabni bajarish juda qiyin bo'ladi. Yassi uzunligi elektrod o'lchash va amperaga bog'liq. Yaxshi payvandlashni ta'minlash uchun elektrod diametri va kamon uzunligi o'rtasidagi munosabatlarga rioya qilish kerak: 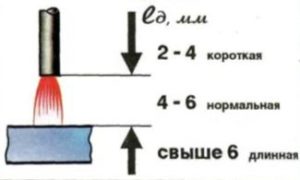
- 1,5-2 mm gacha - kamon 2,5 mm bo'ladi.
- 3 mm gacha - kamon 3,5 mm bo'ladi.
- 3-4 mm gacha - kamon 4 mm bo'ladi.
- 4 mm gacha - kamon 4,5 mm bo'ladi.
- 4-5 mm gacha - kamon 5 mm bo'ladi.
- 5 mm gacha - kamon 5,5 mm bo'ladi.
- 6-8 mm gacha bo'lgan o'lchamda - 6,5 mm.
QADOQLASH SEAMLARI HIZI
Eng yaxshi tezlikni qoplaydigan payvandning aniqlanishi to'g'ridan-to'g'ri bog'liqdir va payvandlangan qismlarning geometrik o'lchamlari va payvand chokining quvvatiga bog'liq. To'g'ri tezlikni tanlashda tikuv elektrodning 1,5-2 barobar kattaligi bo'ladi. Bilan
Payvand chokining tikuv shaklidagi ta'siri
kam elektr uzatish tezligi manba qilingan hammomdagi metallning ortiqcha bo'lishiga olib keladi va u nuqsonli tikuvni ajratib turadi. O'rnatilgan posting tezligida, metall bo'lmaydi
kerakli darajaga qadar isitiladi, bu shubhasiz penetratsiya etishmasligiga olib keladi va tikuv nozik bo'ladi.
Eng yaxshi tezlik chegarasini aniqlash uchun eksperimental ravishda olingan vannaning xususiyatlarini kuzatish tavsiya etiladi: kengligi - 9-15 mm, chuqurlik - 6 mm, uzunligi - 10-30 mm. Elektrodning harakat tezligining oshishi bilan tikuv kengligi kichrayadi va penetratsion chuqurlik aslida bir xil bo'ladi. Eng yaxshi sifatli tikuvlar 30-40 m / s tezlikda erishiladi.
POLARITY
Bizga kerak bo'lgan oqim tanlovi polarizatsiya bilan ham bog'liqdir. Inverter elektr harakatining yo'nalishini o'zgartirishi mumkin. Bu qanday amalga oshiriladi va kutupluluğun o'zgarishining afzalligi nima?

Hozirgi polaritni payvandlash turlari
Payvand chog'ida elektron oqimi salbiy terminali pozitsiyasiga to'g'ri keladi. Elektronlar keladigan terminal (ijobiy) kuchli isitishga ega. Ushbu ma'lumot turli metallar va igna qalinligi bilan payvandlash sifatini yaxshilash uchun ishlatiladi. Katta miqdordagi massa va zichlikka ega bo'lgan o'lchamli qismlarni payvandlaganda, ularning ijobiy terminali ularning sirtiga biriktiriladi, bunday ulanishlar "tekis"
polarlik. Ko'pincha bu tip payvandlashda ishlatiladi. Yaltiroq devor yoki alyuminiy elementlarni yo'qotishga moyil bo'lgan yuqori darajada alyuminiy qotishmalar bilan ishlaganda ular salbiy terminalga ( teskari polarlik). Foydalanishda ushbu ulanish yuqori harorat elektrodga tushadi va payvandlanadigan yuzalar kamroq issiqlikka ega. Bundan yuqori amperda ham qisman ta'sir ko'rsatishi mumkin.
Yuqorida ko'rsatilgan ko'rsatkichlarning to'g'ri tanlanishi (oqim kuchlanishi, polarit, diametri va elektrod turi) payvandlarning eng yaxshi ishlashini kafolatlaydi. Kundalik, kundalik manba uchun eng mos keladi. manba invertori diametri 3-4 mm bo'lgan, taxminan 100 A gacha bo'lgan ta'sir ko'rsatadigan oqim va to'g'ridan-to'g'ri kutupluluğu Bu rektifier kichik hajmdagi energiyani iste'mol qiladi, kichik vaznga ega va umumiy o'lchovlarga ega va ulardan foydalanish juda qulay. Ish vaqtida har qanday payvandlash mashinasining kamchiliklari borligini inobatga olish kerak, shuning uchun sozlashni belgilangan rejimlardan boshlab o'z xohishiga ko'ra amalga oshirish kerak. Hozirgi kuchning tanlanishi juda ko'p sonli omillarning kombinatsiyasiga qarab sodir bo'ladi. Tartibni noto'g'ri aniqlash oqimning etishmasligi bo'lsa metalning qaynatilmasligiga sabab bo'lishi mumkin va u to'lgan bo'lsa, material yonadi. Katta o'lchovli elektrodlardan foydalanilganda, payvandlash oqimining zichligi pasayib ketadi, bu esa pasayishning payvand choki paydo bo'lishiga, uning tebranishiga va uzunligi o'zgarishiga olib keladi. Bularning barchasi payvand kengligi va chuqurroq chuqurlikning oshishiga olib keladi.
Quvvat manbalari
Hozirgi vaqtda elektr energiyasi alternativ va to'g'ridan to'g'ri oqim bilan payvandlash orqali qo'llanilishi mumkin. Faqat payvandlash rejimini va elektrod qalinligini tanlashni emas, balki to'g'ri kuch manbaini tanlash muhimdir. Keling, payvandlashning eng keng tarqalgan manbalariga nazar tashlaylik va ular qanday farq borligini bilib olaylik:
Resurs transformatorlari
Chiziq kuchlanishini kamaytirish orqali manba oqimi yarating. Bu ularning ishonchliligi va arzonligi bilan bog'liq. Transformatorlar yordamida alternativ oqim bilan payvandlash kam karbonli po'lat bilan ishlash uchun eng mos keladi. Katta nuqson - katta og'irlik va an'anaviy elektr tarmoqlariga salbiy ta'sir ko'rsatuvchi ulkan energiya iste'moli. Voltajni 160-180 V gacha qisqartirganda, ushbu quvvat manbalari ishlamaydi.
Resurslarni to'g'rilash qurilmalari
Diod yoki tiristor bloklari yordamida uni qayta tiklash orqali tarmoq voltajini o'zgartiradi. Ushbu quvvat manbalari juda sodda va ishonchli. Turli elektrodlarning har qanday po'lat va qotishmalarini payvandlashda foydalaniladi. Ushbu payvandlashda foydalanilganda, metall chayqalishlarning paydo bo'lishi hech bo'lmaganda sodir bo'ladi 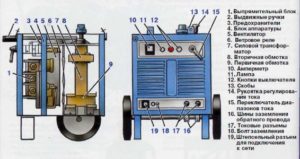 shuning uchun eng yaxshi yoy yonishi va uning barqarorligi bilan transformator payvandlash u yaxshiroq chiqadi. Elektr energiyasi qiymati transformatordan yuqori, chunki ba'zi energiya diodli qurilmada yo'qoladi. Ushbu qurilma bilan 180 voltgacha kuchlanishning tushishi mumkin bo'lgan joylarda ishlash mumkin emas.
shuning uchun eng yaxshi yoy yonishi va uning barqarorligi bilan transformator payvandlash u yaxshiroq chiqadi. Elektr energiyasi qiymati transformatordan yuqori, chunki ba'zi energiya diodli qurilmada yo'qoladi. Ushbu qurilma bilan 180 voltgacha kuchlanishning tushishi mumkin bo'lgan joylarda ishlash mumkin emas.
Resurs inverteri
Ularning printsipi o'zgaruvchan tokning qurilmani doimiy ravishda uzatishda konvertatsiyasiga, keyin esa tranzistor kalitlarga aylantirilishiga asoslanadi, bu sobit 50 kHz dan yuqori chastotali alternativ oqimga aylanadi va keyinchalik yuqori chastotali transformatorga keyinchalik tuzatiladi. Ma'lumotlar  Quvvat resurslari turli xil payvandlash usullariga mos keladigan mukammal chiqish zarba xususiyatlariga ega. Rektifierda kam quvvat iste'moli va yuqori samaradorligi (85% dan ortiq) mavjud, buning natijasida tarmoqdagi yuk ko'p marta kamayadi. Ushbu qurilma, arqonning oson shakllanishi, elektrodlarni yopishmaslik, "issiq boshlash" va boshqalar kabi turli funktsiyalar bilan ta'minlangan. İnverter har qanday po'lat sinfi uchun har qanday elektrotlar bilan ishlashi mumkin.
Quvvat resurslari turli xil payvandlash usullariga mos keladigan mukammal chiqish zarba xususiyatlariga ega. Rektifierda kam quvvat iste'moli va yuqori samaradorligi (85% dan ortiq) mavjud, buning natijasida tarmoqdagi yuk ko'p marta kamayadi. Ushbu qurilma, arqonning oson shakllanishi, elektrodlarni yopishmaslik, "issiq boshlash" va boshqalar kabi turli funktsiyalar bilan ta'minlangan. İnverter har qanday po'lat sinfi uchun har qanday elektrotlar bilan ishlashi mumkin.
Manzoda boshq manba usullari payvandlash apparati tomonidan payvandlash jarayonining shartlarini belgilaydigan parametrlar majmui. Bu parametrlarni payvandlash jarayonida to'g'ri tanlab olish va saqlab turish yuqori sifatli payvandlash qo'shimchasining kalitidir.
Ushbu parametrlar asosiy va qo'shimcha qismlarga bo'linadi.
Boshq manba rejimi asosiy parametrlari:
- elektrod diametri
- magnit, xarakterli va kutupluluk (to'g'ridan-to'g'ri yoki teskari)
- boshq arqoni
- payvandlash tezligi
- o'tishlar soni
Qo'shimcha parametrlar: elektrod emissiyasi miqdori, elektrod qatlamining tarkibi va qalinligi, elektrodning pozitsiyasi, payvandlash vaqtida mahsulotning o'rni, tayyorlangan qirralarning shakli va ularni ajratish sifati.
Elektrod diametrini tanlash va payvandlash oqimini tanlash.
Qo'l bilan ishlaydigan payvandlash bilan ishlaganda, eng muhim parametr manba oqimining kuchi. Resurs oqimi odatda payvandlash va payvandlash ishlarining sifatini aniqlaydi.
Qoida tariqasida payvandlash kuchini tanlash bo'yicha tavsiyalar payvandlash apparati bilan ta'minlangan foydalanuvchi qo'llanmasida keltirilgan. Bunday buyruq bo'lmasa, payvand chokining kuchlanishi elektrodning diametriga qarab tanlanishi mumkin. Elektrodlarni ishlab chiqaruvchilarning ko'pchiligi payvandlash oqimining qiymatiga elektrodli paketlarda ma'lumot beradi.
Elektrodning diametri payvandlanayotgan metallning qalinligiga qarab tanlanadi. Shuni ham unutmangki, elektrod diametri oshirilganda, payvand paychalarining kengligi oshadi va penetrasyon chuqurligi pasayadi, ya'ni payvandlash sifati pasayib ketadi. Bundan tashqari, payvandlash paytingizning darajasi kosmosdagi payvand joyiga bog'liqdir. Shiftdagi yoki vertikal holatda payvandlash paytingizda, kamida 4 mm bo'lgan elektrod diametri tavsiya etiladi va gorizontal holatda ishlaganda payvand chokining kuchlanishining standart oqim qiymatlariga nisbatan 10-20% gacha kamayishi tavsiya etiladi.
Oqimning turi va polarligi.
Oqim va uning polaritik turi payvandlanadigan metallning turiga va uning qalinligiga qarab belgilanadi. Teskari polaritning bevosita oqimi bilan payvandlashda elektrodda ko'proq issiqlik hosil bo'ladi. Shunga asoslanib, teskari polarizatsiya yonib ketishning oldini olish va ortiqcha qizib ketishning oldini olish uchun alyuminlash manbalari bilan payvandlash uchun ingichka qismlarni payvandlashda ishlatiladi. Karbonli pechlarni payvandlashda, jarayonning samaradorligini hisobga olgan holda alternativ oqim ishlatiladi.
Eng zamonaviy payvandlash mashinalario'zgaruvchan tokni to'g'rilab, chiqishda hosil bo'lgan doimiy manba oqimi hosil bo'ladi. Foydalanishda to'g'ridan-to'g'ri oqim Elektrod va uning qismlarini ulash uchun ikkita variant mavjud:
|
To'g'ridan to'g'ri oqim |
|
|
To'g'ridan-to'g'ri kutupluluk |
Teskari qutb |
| Ushbu qism "+" klipiga va elektrodni "-" klipga ulangan. | Batafsil "-" ga va elektrodga "+" |
|
|
Arqon kuchlanishi.
Resurs oqimining kuchi aniqlangandan keyin, chiziqning uzunligini hisoblash kerak. Elektrodning oxiri va payvandlanadigan mahsulot yuzasi orasidagi masofa payvand chizig'ining uzunligini aniqlaydi. Payvand chokining uzunligini barqaror ushlab turish payvandlashda juda muhimdir, bu esa payvand chokining sifatiga katta ta'sir ko'rsatadi. Uzunligi elektrodning diametridan oshmasligi kerak bo'lgan qisqa kamondan foydalanish eng yaxshisidir, ammo manbaani keng tajribaga ega bo'lishiga qaramasdan, bu juda qiyin. Shuning uchun, kamonning optimal uzunligi qisqa burchakning minimal qiymati va maksimal qiymat (elektrodning diametri 1-2 mm dan oshib ketishi) o'rtasida bo'lgan o'lchamdir,
Resurs tezligi
Manba tezligini tanlash payvandlanadigan mahsulotning qalinligi va payvand choki qalinligidan kelib chiqadi. Resurs hovuzining elektroddan suyuq metall bilan to'ldirilganligi va qirralarning yuzasi ustidagi ko'tarilishi uchun payvandlash tezligini tanlash kerak, buning natijasida mahsulotning asosiy metalliga silliq o'tish va siqish yo'q. Taraqqiyot tezligini saqlab qolish kerak, shuning uchun payvandning kengligi elektrodning diametri 1,5-2 barobaridan oshib ketishi kerak.
Agar siz elektrodni juda sekin harakat qilsangiz, manba yoyi oldida yoyilgan va uni payvandlanadigan qirralarning ta'siriga to'sqinlik qiladigan qo'shtirnoq bo'ylab etarlicha katta miqdorda suyuq metal hosil bo'ladi, ya'ni natijada penetratsiyaning etishmovchiligi va kam hosil bo'lgan tikuv bo'ladi.
Elektrodning asossiz ravishda tez harakatlanishi ish joyidagi issiqlikning kamligi tufayli to'liq bo'lmagan isitishga olib kelishi mumkin. Bu esa, sovutishdan so'ng, yorilishlarga qadar to'siqlarning deformatsiyasi bilan bog'liq.
Resurs chastotasini tanlashning eng oson yo'li taxminan o'rtacha o'lchamdagi manba hovuzining o'lchamiga yo'naltirilgan. Ko'p holatlarda payvandlash havzasi quyidagi o'lchamlarga ega: kengligi 8-15 mm, chuqurligi 6 mm, uzunligi 10-30 mm. Manba havuzining eritilgan metall bilan teng ravishda to'ldirilganligini ta'minlash muhim ahamiyatga ega Penetratsion chuqurlik deyarli o'zgarmaydi.




