Yo'lda misning argonli manbai. Mis quvurlarini payvandlash. Mis qotishmalarining payvandlash xususiyatlari.
Misning o'ziga xos xususiyatlari ko'p: ular orasida eng yuqori elektr va issiqlik o'tkazuvchanligi, süneklik, korroziyaga qarshilik. Metallning yuqori estetikasi, texnikaviy fazilatlarga qo'shiladi, bu esa o'zining dekorativ materiali sifatida yuqori talabga yordam beradi.
Bularning barchasi misni beradi keng qo'llanilishi turli sohalarda. Misni lehimlash va payvandlash ishlari erta yoki kechki payt metall bilan ishlaydigan har qanday xo'jayinga duch keladigan operatsiyalardir. Texnik jihatdan toza, misdan tashqari, uning qotishmalari ham keng tarqalgan: bronza va guruch.
Misning payvandlanishi va ba'zi xususiyatlar
Misning payvandlanuvchanligi uning kimyoviy tozaligiga bog'liq: uning tarkibidagi kamroq zararli moddalar - oltingugurt, fosfor, qo'rg'oshin va boshqalar - u qayishqoqligi qanchalik yaxshi. Resursga salbiy ta'sir ko'rsatadigan omillar quyidagilardan iborat:- Misning oksidlanish tendentsiyasi. Odatdagidek oksidlanish bilan oksijen bilan bog'lanish issiqlik bilan ishlov berish sohasida mo'rt zonalar va yoriqlar hosil bo'lishiga olib keladi.
- Chiziqli kengayish koeffitsienti (po'latdan 1,5 barobar ko'p) qotish jarayonida katta siqilishga olib keladi, bu esa issiq yoriqlar paydo bo'lishiga olib keladi.
- Havodan (asosan kislorod va vodorod) eritilgan holatdagi gazlarni o'zlashtiradigan metallarning tendentsiyasi ham sifatga salbiy ta'sir qiladi. payvand choki. Vodorod, xususan, metallning kristallanish jarayonida bakterial oksidi kislorodi bilan birikadi va suv bug'ini hosil qiladi, bu esa ko'zlar va yoriqlar hosil bo'lishiga olib keladi.
- G'alla etishtiriladigan joy issiqlik ta'sir qiladigan hududda mo'rt strukturalarning paydo bo'lishiga olib keladi.
- Issiqlik koeffitsienti (po'latdan 7 marta ko'p) issiqlik manbai eritma zonasida yuqori energiya va energiya konsentratsiyasi talab qiladi. Issiqlikning tez o'chirilishi tufayli tikuvning shakllanishi yomonlashadi va undagi nuqsonlarning paydo bo'lish moyilligi pastga tushadi, sarkma va hokazo.
- Misning yuqori oqimliligi (po'latdan 2-2,5 barobar ko'p) qirralarning to'la kirishiga va orqa tomonda yaxshi payvandlanishga ega bo'lgan bir tomonlama payvandlash paytingizga ruxsat bermaydi. Qopqoq qo'shimchalar uchun, qarama-qarshi tomondan metall qoplamali payvandlash kerak bo'lishi mumkin. Misning yuqori akışkanlığı, vertikal va ayniqsa, yuqori lavozimda kaynaklanmasını qiyinlashtiradi.
- 200 ° C dan yuqori haroratlarda misning quvvati süneklikte bir vaqtning o'zida pasayadi (po'lat kabi boshqa metallardan farqli o'laroq, yuqori harorat plastisite artışı bilan bog'liq). 250-550 ° S haroratda, misning süneklik darajasi minimal darajaga yetganda, yoriqlar paydo bo'lishi mumkin. Shu nuqtai nazardan qarshilikka yo'l qo'ymaslik kerak. Ikkala yo'lda tikuvlarni bajarish tavsiya etilmaydi, chunki dastlabki o'tish allaqachon qattiq bog'lanishni yaratadi. Mittlar slaydni bog'lash bilan almashtirilishi kerak.
Po'latni payvandlashda sink bug'lanishi mumkin (uning tiklanish nuqtasi 907 ° S, ya'ni misning erish nuqtasidan past), bu esa ko'zalarni tayyorlashga olib keladi. Kislorod bilan birlashtirilgan sinklar jufti sink oksidi hosil qiladi, bu juftliklar kabi zaharli va zich oq bulut shaklida chiqariladi. Bug'lanish va sinkning tükenmesi tufayli, manba alaşımındaki konsantrasyonu pasayadi. Metall isitish va yuqori payvandlash tezligi sink bug'lanishini pasaytiradi. Umuman, qo'lda boshq manbai Guruch kamdan-kam ishlatiladi va gazlarni doimiy emdirishni talab qiladi.
Deoksidlangan mis (M-1p, M-2p, M-3r), kislorod miqdori 0,01% dan oshmagan eng yaxshi pishiladi.
Payvandlashning qiyinchiliklarini bartaraf etish uchun misni payvandlash texnologiyasi manba havuzining gaz yoki oqi bilan himoyasini ta'minlaydi, oksidlovchi elektrodlar va plomba kabeli tarkibiga kiritiladi: silikon, alyuminiy, marganets va boshqalar.
Misni payvandlash usullari
Ishlab chiqarishda payvandlangan tuzilmalar Mis, turli xil payvandlash turlari qo'llaniladi - qoplangan elektrodlar bilan himoya gazsiz, sarflanmagan va erigan (elektr) elektrotlar bilan himoyalangan gazlar, oqim ostida va hokazo. Ikki tip eng keng tarqalgan: metallli qoplangan elektrodlar bilan qo'lda payvandlash manbai va volfram elektrodlari bilan payvandlash. himoya gazlar. Boshqa rangli metallarga o'xshab, misni payvandlashdan oldin yaxshilab tozalash talab etiladi. Avvalo, zararli moddalarni, ayniqsa, qo'rg'oshin va oltingugurt etkazib beradigan kirlarni, asetonni yoki boshqa hal qiluvchi moddalar yordamida olib tashlashingiz kerak. Yog 'va sovutish moddalari, yog'lar, yog'lar va bo'yoqlar bo'lishi mumkin.Keyin butunlay olib tashlandi oksidli kino - metall cho'tka yoki zanglamas po'latdan yasalgan mash, yoki ba'zi bir abraziv vosita - parchalanish uchun qismini qayta ishlash.


Bo'limni tozalash manba sifatiga bevosita ta'sir ko'rsatadigan juda muhim bosqichdir. Agar u bo'lmasa, kuchli va chiroyli tikuv olish mumkin emas.
5 mm devor qalinligi bilan payvandlash qismi qismini oldindan isitish bilan 300-700 ° S oralig'ida amalga oshiriladi. Ayniqsa, katta qismlar uchun issiqlik muhim ahamiyatga ega.
Metall qoplangan elektrodlar bilan misni payvandlash (MMA rejimi)
Qalinligi 2 mm dan yuqori bo'lgan mis qoplangan elektrodlar yordamida qaynatiladi. 4-5 mm gacha bo'lgan metall qirralarni kesmasdan payvandlanishi mumkin, bu esa katta qalinlikda 60-70 ° burchak burchagi bilan V shaklidagi yoki X shaklidagi kesimlarni bajarish kerak. Resurs to'g'ridan-to'g'ri teskari polaritik oqim orqali amalga oshiriladi. Elektrod diametrining taxminiy qiymati va manba oqimi misning qalinligidan kelib chiqib, quyidagi jadvalda ko'rsatilgan.| Mis qalinligi, mm | Elektrod diametri, mm | Mis manba oqimi, A |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
Suvni payvandlash jarayonida dastlab o'rnatilgan oqimni qisqartirish zarur bo'lishi mumkin - bu qismning isishi va uning oqibatida yonish xavfi.
Elektrotlar Komsomolets-100, ANTS / OZM-2, ANTS / OZM-3, ANTS / OZM-4, OZB-2M (bronzalar uchun) va boshqalar misni payvandlash uchun ishlatiladi Elektrodlarni ishlatishdan oldin yoqish tavsiya etiladi.
Misni payvandlash uchun qoplangan elektrodlar arqon bilan payvandlashni ta'minlovchi manba sifatini ta'minlay olmaydi. Kuch-quvvat payvand chokiulardan foydalanish juda ko'p omillarga bog'liq: elektrod markasining to'g'ri tanlanishi, kerakli texnologiyaga (tozaligining takomillashuvi, oldindan qizdirilishi, optimal oqim rejimi) muvofiqligi va, albatta, payvandning malakasi.

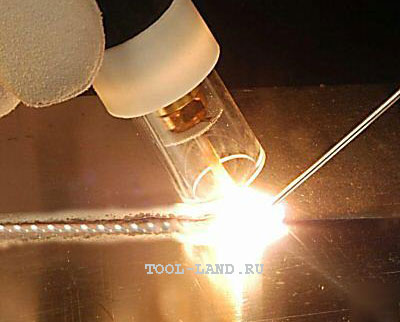
Argonda volfram elektrod bilan misni payvandlash (DC / AC TIG rejimi)
Natija nuqtai nazaridan, bu usul eng yaxshisidir. TIG rejimida tayyorlangan tikuvlar chidamlilik va aniqlik bilan ajralib turadi. Payvandlash ishlari olib boriladi volfram elektrodlari o'zgaruvchida yoki to'g'ridan-to'g'ri oqim to'g'ri kutupluluğu. Resurs oqimining kattaligi manba qilingan metallning qalinligi va elektrodning diametriga qarab tanlanadi.Argon, geliy, azot yoki ularning aralashmasi himoya gazlar sifatida ishlatiladi. Ushbu gazlar bir-biridan ozgina pastroq bo'lgan texnologik xususiyatlari bilan ajralib turadi. Azot, ayniqsa, argon bilan taqqoslaganda kamroq payvandlashni talab qiladi, lekin uni ishlatish bilan tuzilgan paychalar teshik paydo bo'lishining ma'lum bir tendentsiyasiga ega. Bundan tashqari, azot iste'moli argon iste'moli miqdorini oshiradi. Shuning uchun, ikkinchisi, uning universalligini hisobga olgan holda, boshqa gazlarga qaraganda tez-tez ishlatiladi.
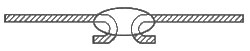
To'ldiruvchi material sifatida mis (M1, M2, M3) yoki bronza (Br KMts3-1, va boshqalar). Amalda elektr kabellari va simlardan tayyorlangan mis simlar ko'pincha ishlatiladi. Qo'shimchalarning erish nuqtasi taglik metallning erish nuqtasidan past bo'lishi kerak. Dikkani yaxshiroq himoya qilish uchun, panjarani brushed oldida va orqasida emas, (ikkinchi rasmga qarang). 4 mm gacha qalinligi bo'lgan mis qopqoqlari plomba materialisiz tiqin bilan payvandlanadi.

Ark yonishi paytida volfram elektrodining ifloslanishini oldini olish uchun, uni ko'mir yoki grafit plastinkasida tashvishga solib, uni mahsulotga uzatish mumkin.
Dikişin pastki va vertikal holatida payvandlash mumkin.
![]()
Ko'ndalang harakatlarsiz demirlangan alyuminiydan farqli ravishda, misni payvandlash mash'alni tiklash va uning devor bilan bog'lanishini ta'minlash uchun mash'alni manipulyatsiya qilishni talab qiladi. Metallni dumaloq yoki zigzag mash'alasi bilan «itarib qo'yish» kerak.

Kraterni pivo bilan ishlashni, masalan, brakni asta-sekin olib tashlash orqali boshqasini kengaytirish kerak payvandlash mashinasi "krater manbai" maxsus funktsiyasi yo'q.
Yarim avtomatik misli payvandlash (MIG rejimi)
Bundan tashqari, misni himoya qilish uchun argon, azot yoki geliydan foydalanib to'g'ridan-to'g'ri teskari polaritik oqim bilan yarim avtomatik MIG rejimi bilan payvandlanishi mumkin. Bu holda, uning asosiy qismida payvandlash texnologiyasi po'lat payvandlashdan farq qilmaydi.Ushbu sayt mazmunidan foydalanayotganda ushbu saytga faol havolalarni kiritishingiz kerak, bu foydalanuvchilar va qidiruv robotlari tomonidan ko'rinadi.
Mis-argonni payvandlash mis qotishmalari uchun eng samarali kompleks hisoblanadi.
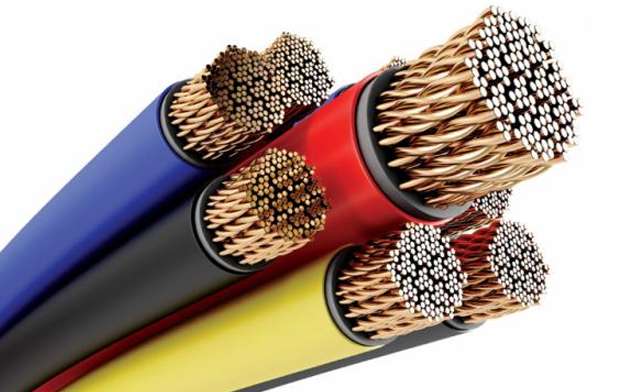
Har bir metal ishlab chiqaruvchi mis mahsulotlarini lehim va payvandlash bilan shug'ullanishi kerak. Bugungi kunda misni Argo bilan qanday payvand qilish haqida o'ylaymiz!
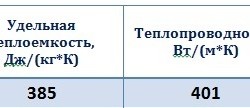
Mis va uning qotishmasi (bronza va nikel) elektr va issiqlik o'tkazuvchanligi tufayli, korroziyaga qarshi kurash ko'plab sohalarda qo'llaniladi. Materialning erish nuqtasi 1083 ° S dir. Sof misning issiqlik o'tkazuvchanligi alyuminiydan 2 barobar ko'pdir, shuning uchun argon bilan payvandlashda metallni yaxshi isitish kerak.
Ammo mis qotishmasining issiqlik o'tkazuvchanligi allaqachon kichrayadi, shuning uchun isitishning ortishi kerak emas.
Mis va eritmalar bir nechta sinfga bo'linadi. Yuqori sifatli payvand chokni olish uchun deoxidlangan yoki kislorodsiz misni ishlatish yaxshiroq, ular ichida ozgina kislorod mavjud.
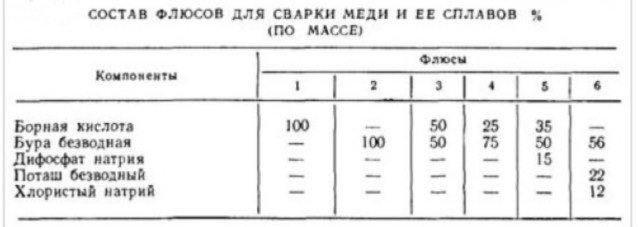
Aralashtirilgan misni payvandlash uchun asosiy manba kompozitsiyalari jadvalda keltirilgan.
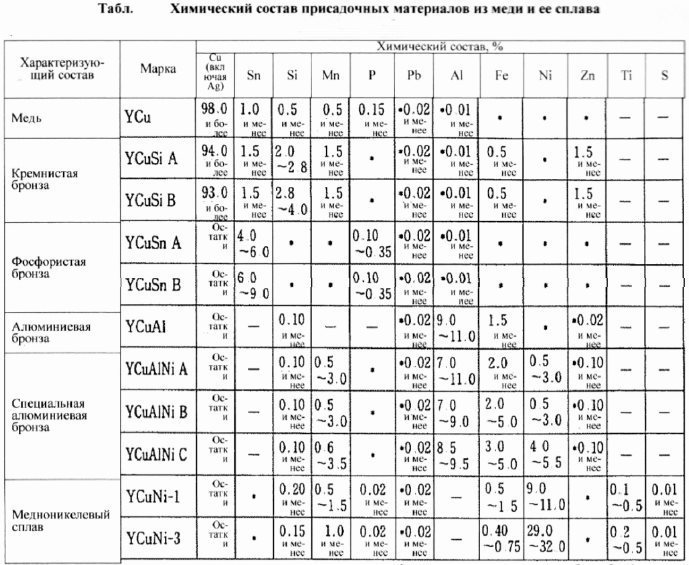
Amalda, shu kabi metallar odatda kompozitsionda ishlatiladi (bu uyda ishlaydigan do'konda mavjud bo'lishi mumkin).
Bundan tashqari, metallning yaxshi erishi va erishi uchun, oqim qatlamining ingichka qoplamasi ishlatiladi.
Materiallarni tayyorlash (tozalash)
Argo bilan misni payvandlash materialni tozalamasdan bajarilishi mumkin emas. Har qanday abraziv vosita olinadi va payvandlangan joy porlash uchun kesiladi. Keyinchalik material har qanday hal qiluvchi bilan yog 'bosiladi.

Moddiy tayyorgarlik muhim dastur hisoblanadi.
Mis mahsulotlarini tozalash uchun mas'uliyatli yondashuvni qiling - bu ulanishning sifatiga ta'sir qiladi.
Qatlamlarni bartaraf qilish uchun (eritma, shlak qoplamasi) materialni 350-600 ° S haroratgacha oldindan isitadi. Haroratning o'zgarishi taglik metall, plomba va olovga bog'liq. Tajriba bilan aniqlanadi.
Video: payvandlash uchun gazli mis radiatorda yorilish qanday tayyorlanadi.
Argon manbai (TIG rejimi)
Ushbu texnologiya payvandlarning ishonchliligi bo'yicha eng yaxshisidir, tikuvlar toza va bardoshlidir. Argo bilan misni payvandlash DC tungsten elektrod bilan amalga oshiriladi. Va bu erda, alyuminiy bronza alyuminiyda, muqobil oqim bilan bog'lanish yaxshiroqdir.
Qurilmaning joriy sozlamalari mahsulot qalinligi va elektrodning diametriga qarab tanlanadi. Yordam uchun jadval:
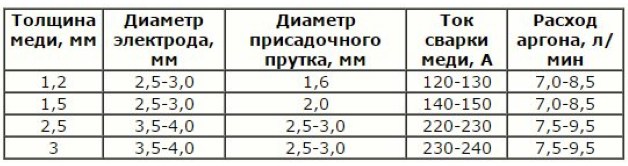
Argo bilan bir qatorda, azot, geliy va ularning aralashmalarini himoya gazlar tarkibida ham qo'llashingiz mumkin. Barcha ro'yxatdagi gazlar o'zlari yaxshi va foydasiz. Ammo argon yana payvandlash talabiga ega.
Filler majmuasi materialning tarkibi bo'yicha tanlangan. Odatda, uyda ish olib boradigan ustaxonada qo'llaniladi mis simlar elektr kabellaridan yoki transformatordan chiqarilgan. Oldinroq, mis yadrosi zig'ir matosidan lakdan tozalangan va hal qiluvchi bilan yog 'olingan.
Eshitilgan plomba simi payvandlash uchun tayyorlangan mahsulotga nisbatan ancha past erish nuqtasiga ega bo'lganda yaxshi.
Tajribali qayishgichlardan ayrim maslahatlar:
- doimo qo'shimchani brakon oldida saqlang;
- qalin mis uchun argonni payvandlash to'lg'azish kabeli holda amalga oshirilishi mumkin;
- mexanikani yaxshi joylashtirishni ta'minlash uchun burner zigzaga tavsiya etiladi;
- kuyishdan qochish uchun ingichka materialni ishlatganda, qisqa uzilishlar bilan uzilishlar kerak;
- agar kraterni payvandlash funksiyasi bo'lmagan qurilma, brusher asta-sekin olib tashlanishi kerak (boshqasini kengaytirish);
- argo bilan payvandlash vertikal va gorizontal holatida amalga oshiriladi.
Video: isitish va mis birikmasidir.
Mis quvurlarini payvandlash
Argo mis quvurlari ulangandan so'ng, oqim past bo'ladi. Payvandlash jarayoni asta-sekin, alohida tikuv bo'laklari kamida 1/3 ga teng. To'ldiruvchi simni mash'al yon harakatlari bilan itaradi. Ushbu tamoyil oddiy.
Argo bilan misni payvandlash. Tavsiya etilgan maqola oxiridagi video batafsil ko'rsatmalar bilan ishlash argon boshq manbai. Bunday payvandlash yuqori sifatli va ishonchli tikuv shakllanishini ta'minlaydi. Manba qilingan materialda mavjud bo'lgan turli xil aralashmalar miqdori, ya'ni mis, strukturani bir-biriga ulashning bevosita usulini belgilaydi. Misol uchun, sof mis bilan payvandlash uchun, to'lg'azish kabeli va volfram elektrodlari ishlatiladi. Argonning himoyalangan muhiti yoyni oqimini kamaytirishga imkon beradi va bu nozik tuzilmalar uchun juda muhimdir.
Argo bilan qanday mis misol uchun - asosiy qoidalar.
Mag'rur argon manbai payvandlangan mis konstruktsiyalarini ishlab chiqarish uchun keng qo'llaniladi. Yuqori sifatli payvandni olish uchun yuqori darajadagi argonning eng yaxshi xossalarini yoki geliy va argon aralashmasini (oxirgi 50-75 foizdan kam) tashkil etadigan himoya gazlarni ishlatish tavsiya etiladi. Uyda mis tez-tez tungsten elektrod yordamida payvandlanadi. Bir hissa moddasining rolida yaxshi shakllangan, tor kichraytiruvchi yoki telli, qoshiq qo'shimchasi juda yaxshi. Argon misni payvandlanmagan volframli elektrod bilan payvandlashning mukammal chastotasi barqarorligi bilan ajralib turadi. Ushbu turdagi payvandlash nozik elementlarni ulashda (to'rt millimetrgacha) yoki qiyin erisha oladigan joylarda ishlatiladi.
Olti mm gacha bo'lgan mis qismlari qirralarni kesmasdan payvandlanishi mumkin. Agar mis ignasi qalinligi ikki-uch millimetr bo'lsa, unda asosiy metall isitilishi kerak emas. Qalinligi to'rt millimetrdan oshadigan misning argonni payvandlash usuli 400 ° S ga qadar qizdirilishi kerak. Rangli metallarni payvandlash texnologiyasi (mis) shuningdek, sarflanadigan elektrodlardan foydalanishga imkon beradi.
Uyda misni payvandlash - payvandlash printsipi.
Odatda uyda suv quvurlari yoki isitish tizimlarini o'rnatish paytida mis qismlarini payvand qilish kerak. Mis suv quvurlari uchun mukammal materialdir, chunki material tekis, silliq yuzaga ega, u korroziyaga moyil emas, etarli suv oqimini ta'minlaydi, zararli moddalarni o'z ichiga olmaydi, turli cho'kindi moddalar bilan to'ldirilmaydi, shuningdek, ajoyib bakteritsid xususiyatlariga ega. Mis quvurlari ellik yildan ortiq davom etishi mumkin. Biroq, texnologiya misni payvandlash juda qiyin jarayon.
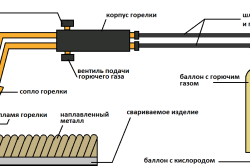
Uyda gazlash usuli mis.
Agar siz hamma narsaga rioya qilsangiz, unda mis mukammal tarzda payvandlanadi gaz shishalari, asetilen bilan to'ldirilgan. To'g'ri payvandlashni amalga oshirganingizdan so'ng, tikuvni yasashda yuqori sifatli qo'shimchalar olinadi. Resursning yakuniy quvvati millimetr kvadrat boshiga 17-22 kgf ni tashkil etadi. Misning juda yuqori issiqlik o'tkazuvchanligi (temirning issiqlik o'tkazuvchanligi besh marotaba) bo'lgani sababli, u yuqori manbali alevni uni payvandlash uchun ishlatish kerak. Juda qalin qitish ikkita bruska yordamida qaynatiladi.
Pastki va yuqori issiqlikni yo'qotishni kamaytirish uchun, asbestli qatlam bilan payvandlanadigan materialni qo'yish kerak. Uydagi misni payvandlashda, uning yadrolari aslida to'g'ri burchakdagi metall qirralarning tomon yo'naltirilganligi tufayli, kamayib boruvchi olovdan foydalanish tavsiya etiladi. Mis oksidining shakllanishini kamaytirish va issiq yoriqlar hosil bo'lishining oldini olish uchun uzluksiz, tezkor tarzda payvandlashni payvand qilish kerak. Ish davomida olovning saqlanishini kuzatishni unutmang.
Payvand chog'ida payvandlash jarayonida issiqlikni taqsimlash kerak, shuning uchun tel birinchi mis qirralarini eritadi. Ushbu plomba materiallari eritma qirralariga yo'naltiriladi. Qatlamlarda uch millimetrdan oshiq choyshablarning ustki burchagi 45 daraja bo'lishi kerak. Payvandlashdan oldin qirralarning yorqin porlashiga olib tashlang yoki ular azot eritmasi bilan bo'yashadi va suv bilan yuviladi.
"Aurora 180" - yarim avtomatik invertor. Ushbu asbobdan foydalanib alyuminiyli misni payvandlash.
"Aurora 180" qurilmasi boshq uchun mo'ljallangan, mexaniklashtirilgan payvandlash faol yoki inert himoya gaz muhitida elektr, erigan elektrod (yoki sim) yordamida. Ushbu plomba simida avtomatik ravishda oziqlanadi. Yarimasomatik qurilma eng zamonaviy inverter texnologiyasidan foydalangan holda ishlab chiqarilgan. Ushbu payvandlash mashinasi ishonchli, barqaror va juda samarali ish bilan tavsiflanadi, payvandlash vaqtida kam shovqin darajasini hosil qiladi. "Aurora 180" dasturini payvandlash uchun qo'llash mumkin:
- zanglamaydigan va karbonli çelikler,
- har qanday temir qotishmalari
- alyuminiy va mis
- Misni payvandlashning xususiyatlari
- Mis mahsulotlarini gaz bilan payvandlash
- Misning argonli manbai
- Mis mahsulotlarini qo'lda payvandlash
Mis va uning qotishmalari (guruch, bronza va boshqalar) turli sohalarda (xususan, elektrotexnika va quvurlar ishlab chiqarishda) qurilish materiallari sifatida keng qo'llaniladi.

Mis issiqlik va oqimning yaxshi o'tkazuvchanligi sababli sanoatda keng qo'llaniladi.
Mis elektr va issiqlikni yaxshilaydi, korroziyaga mukammal qarshi turadi, yuqori plastika va estetikaga ega. Ko'pincha metallar bilan ishlaydigan har bir kishi misni qanday qaynatish kerakligini bilishi kerak.
Misni payvandlashning xususiyatlari
Mis mahsulotlari bilan ishlash jarayoni asosan turli aralashmalar (qo'rg'oshin, oltingugurt va boshqalar) tarkibida mavjudligiga bog'liq. Bu kabi aralashmalarning miqdori qancha kichik bo'lsa, shuncha yaxshi bo'ladi. Mis bilan ishlashda uning quyidagi xususiyatlarini hisobga olish kerak:
- Oksidlanishning oshishi. Ushbu metallni kislorodli issiqqa yaqin manba zonasida issiqlik bilan qayta ishlash jarayonida yoriqlar va mo'rt zonalar paydo bo'ladi.
- Gazning eruvchan holatidagi gazlarni emirilishi sifatsiz payvand shakllanishiga olib keladi. Masalan, metallning kristallanish jarayonida kislorod bilan birlashtirilgan vodorod suv bug'ini hosil qiladi, natijada issiqlik ishlov berish zonasida yoriqlar va ko'zgular paydo bo'lib, payvandning ishonchliligini pasaytiradi.
- Yuqori issiqlik o'tkazuvchanligi. Misning bu xususiyati payvandlashni yuqori quvvatli isitish manbalaridan foydalangan holda va payvandlash hududida yuqori darajadagi issiqlik energiyasi bilan amalga oshirish kerakligiga olib keladi. Tez issiqlik yo'qotilishi tufayli manbalarni shakllantirish sifati pasayadi va sarkma, chuqurlik va hokazo shakllanish ehtimoli oshadi.
- Lineer kengayishning katta koeffitsienti qattiqlashishda metallning sezilarli siqilishiga olib keladi, buning natijasida issiq yoriqlar paydo bo'lishi mumkin.
- 190 ° C atrofida harorat oshib borishi bilan misning mustahkamligi va sünekliği kamayadi. Boshqa metalllarda, harorat oshib borishi bilan, kuchlanishning pasayishi bir vaqtning o'zida süneklikte o'sish bilan birga sodir bo'ladi. 240 dan 540 ° C gacha bo'lgan temperaturada misning sintetikligi eng past darajaga etadi, natijada uning yuzasida yoriqlar paydo bo'lishi mumkin.
- Yuqori oqimlilik og'irlik bo'yicha yuqori sifatli bir tomonlama payvandlashni amalga oshirishga imkon bermaydi. Buning uchun siz qo'shimcha ravishda orqa tomondan qistirmalarni ishlatishingiz kerak.
Mundarija jadvaliga qaytish
Chiqindilarni misning payvandlikka ta'siri
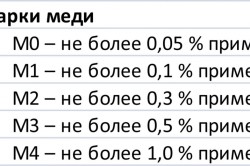
Misda ifloslantiruvchi moddalar uning payvandlanishi va ishlashiga turli ta'sir ko'rsatadi. Ba'zi moddalar payvandlash jarayonini osonlashtiradi va payvandning sifatini oshiradi, ba'zilari esa kamayadi. Turli xil mis mahsulotlarini ishlab chiqarish uchun M1, M2, M3 mis po'lat sanoati eng mashhur bo'lib, ma'lum miqdorda oltingugurt, qo'rg'oshin, kislorod va boshqalar mavjud.
U 2 payvandlash jarayonida eng katta salbiy ta'sir ko'rsatadi: qanchalik katta bo'lsa, yuqori sifatli payvandlikka erishish qanchalik qiyin bo'ladi. M2 va M3 mis qoplamalarida 0,2 dan ko'p bo'lmagan O 2 konsentratsiyasiga ruxsat beriladi.
Oddiy haroratda kichik qo'rg'oshin konsentratsiyasi metall xususiyatlariga salbiy ta'sir ko'rsatmaydi. Borayotgan haroratda qo'rg'oshin miqdori bir xil miqdordagi qizil tirnalishga olib keladi.
Bizmut (Bi) qattiq metalda amalda erimaydi. U mis po'stlog'ini mo'rt qobiq bilan qoplaydi, natijada payvandlash tikuvi issiq va sovuq sharoitda mo'rt bo'ladi. Shuning uchun bizmut tarkibining miqdori 0,003% dan oshmasligi kerak.
Kisloroddan keyin eng zararli nopoklik oltingugurtdir, chunki u sulfid hosil qiladi, u don tarkibiga kiradi, misning ish ko'rsatkichlarini sezilarli darajada pasaytiradi va uni qayta ko'rib chiqadi. Yuqori oltingugurt konsentratsiyalangan misni qayta ishlash jarayonida u kimyoviy reaksiyaga kiradi, bu esa oltingugurt gazining paydo bo'lishiga olib keladi, bu sovutish paytida porloq poroziyani hosil qiladi.
Fosfor eng yaxshi oksijensiz moddalardan biri hisoblanadi. Uning mis tarkibidagi tarkibi tikuvning kuch-quvvat xususiyatlarini kamaytirmaydi, balki ularni yaxshilaydi. Bundan tashqari, uning tarkibi 0,1% dan oshmasligi kerak, chunki aks holda mis mo'rt bo'ladi. Bu plomba materialini tanlashda e'tiborga olish kerak. Fosfor shuningdek misning gazlarni o'zlashtiradigan qobiliyatini pasaytiradi va uning oqimini oshiradi va bu payvandlanadigan ish tezligini oshirishi mumkin.
Mundarija jadvaliga qaytish
Misni turli yo'llar bilan payvandlash mumkin, ulardan eng ommalashgan:
- gazni payvandlash;
- avtomatik oqim;
- argo yoyi;
- qo'lda payvandlash.
Nima bo'lishidan qat'iy nazar, usul tanlansa, ishni boshlashdan oldin payvandlanadigan sirtlarni to'g'ri tayyorlang. Mis, bronza, guruch va boshqa qotishmalarni payvandlashdan oldin qirralarning va to'ldirgich simini axloqsizlik va oksidlanishdan metall parıltıya qadar tozalash kerak, keyin esa yog'sizlantirish kerak. Chegaralar metall yoki qog'oz zambil uchun cho'tkalar bilan bo'yalgan. Bunday holda, qo'pol zımpara foydalanish tavsiya etilmaydi.
Yon va paychalarining chiqarilishi kislota eritmasida bajarilishi mumkin:
- oltingugurt - 1 litr suv uchun 100 sm 3;
- azot - 1 litr suv uchun 75 sm 3;
- tuz - 1 sm 3 dan 1 litr suv.
Kuyish jarayonidan so'ng bo'shliqlar suv va gidroksidi bilan yuviladi va keyinchalik ular issiq havoda quritiladi. Agar ishlov beriladigan qismning qalinligi 1 sm dan katta bo'lsa, unda avval gaz olovi, boshqasi yoki boshqa usul bilan isitilishi kerak. Payvandlash uchun burmalar bir-biriga bog'langan. Birlashtirilgan elementlar orasidagi bo'shliq butun bo'lim davomida bir xil bo'lishi kerak.
Mundarija jadvaliga qaytish
Mis mahsulotlarini gaz bilan payvandlash
Misni payvandlash yordamida gazni payvandlash ishni bajarish texnologiyasiga rioya qilishda yaxshi operatsion xususiyatlarga ega sifatli tikuvni olish mumkin. Bunday holda, qo'shilishning maksimal quvvati taxminan 22 kgf / mm2 ni tashkil etadi.
Misning yuqori issiqlik o'tkazuvchanligiga ega bo'lganligi sababli, uni payvandlash uchun quyidagi gaz oqimini ishlatish kerak:
- 150 l / soat qalinligi 10 mm dan oshmasligi kerak;
- Qalinligi 10 mm dan katta bo'lgan 200 l / s.
Mis oksidining shakllanishini kamaytirish va mahsulotni issiq yoriqlar paydo bo'lishidan himoya qilish uchun payvandlash imkon qadar tez va uzilishlarsiz amalga oshirilishi kerak. Qatlam sifatida silikon tarkibli (misol uchun 0,3%) va fosforli (0,2% dan ko'p bo'lmagan) elektr mis yoki misdan qilingan tel ishlatiladi. Telning diametri payvand choklarning taxminan 0,6 mm qalinligi bo'lishi kerak. Shu bilan birga, maksimal ruxsat etilgan diametri 8 mm.
Payvandlash ishlari olib borilganda, plomba materiallari ishlov berish qismidan bir oz oldin erishi uchun issiqlikni tarqatish kerak.
Muxlarni metalni deoksidatsiyalash va ularni manba hovuziga kiritilgan cürufdan tozalash uchun ishlatiladi. Ular ikkala tomonga payvandlanadigan simlarning uchlarini va plitalarning chetlarini ham ishlaydi. Resurs metallining donalarini maydalash va uni ishlagandan keyin payvand chokini kuchaytirish uchun u soxta. Agar ishlov beriladigan qismning qalinligi 5 mm dan oshmasa, zarb sur'ati sovuq holatda va qalinligi 5 mm dan oshganda - 250 ° C gacha bo'lgan haroratda amalga oshiriladi. Dübelten so'ng, tikuvlar 520-540 ° S haroratda suv bilan tez soviydi.
Mundarija jadvaliga qaytish
Avtomatik suv osti boshq manbai
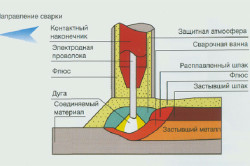
Ushbu payvandlash usuli an'anaviy bir payvandlash mashinasi tomonidan teskari polarizatsiya to'g'ridan-to'g'ri oqimi orqali amalga oshiriladi. Agar seramika oqimi ishlatilsa, siz muqobil oqim ustida ishlashingiz mumkin. Misni 1 sm dan oshmaydigan payvandlash uchun oddiy oqimlar ishlatilishi mumkin. Qalinligi 1 sm dan oshsa, quruq granülasyon oqimi ishlatilishi kerak.
Ko'pgina hollarda, barcha ishlar mis o'tkazgich orqali o'tkaziladi. Agar tikuv yuqori termofizik ko'rsatkichlarga ega bo'lmasa, uning kuchini oshirish uchun bronza va mis bronz elektrodlar bilan birlashtiriladi. Eritilgan metallning tarqalmasligi va ishning orqa tarafida tikuv hosil bo'lishi uchun oqi yostiqlar va grafit qoplamalar ishlatiladi.
Guruchni payvandlash past kuchlanish sharoitida amalga oshiriladi, chunki sink bug'lanishi ehtimolligi kam kuch bilan kamayadi. Bronz manbaini to'g'ridan-to'g'ri teskari polaritik oqim orqali amalga oshiriladi. Oqsilning balandligi katta granülasyon akışıyla cheklangan yoki ishlatiladi (3 mm'ye qadar).
Misni payvandlashda bu metalning o'ziga xos xususiyatlarga ega ekanligini tushunish kerak. Jumladan: mukammal süneklik, yuqori issiqlik o'tkazuvchanligi va elektr o'tkazuvchanligi, eng yuqori korroziyaga qarshilik. Bundan tashqari, ajoyib estetik xususiyatlar. Shuning uchun mis bugungi kunda turli sohalarda qo'llaniladi. Va har bir kishi u bilan tez-tez uchrashishi kerakligi tufayli, bu metalni payvandlash jarayonida odamlarning katta doirasi qiziqish uyg'otadi. Shuning uchun, misni uyda payvand qilish mumkinmi, degan savol ko'pchilik uchun qiziqish uyg'otadi.
Shuni ta'kidlash kerakki, misni tozalovchi narsa yaxshi bo'ladi. Bundan tashqari, quyidagi omillar ham jarayonning sifatiga ta'sir qiladi.
- Ko'pgina rangli metallar kabi, kislorod bilan aloqada bo'lganida, mis oksidlanishni boshlaydi. Oksit - bu mis qoplamalarining payvand qilinishiga halaqit beradigan nozik bir issiqlikka bardoshli kino. Shuning uchun preparat bosqichida oksid plyonkasi turli usullar bilan chiqariladi.
- Mis juda keng koeffitsientga ega. Po'latdan bir yarim barobar katta. Shuning uchun, sovutganda kuchli siqilish mavjud. Bu qisqarish paytida yoriqlar paydo bo'ladigan tikuv sifatiga salbiy ta'sir ko'rsatadigan omil.
- Issiqlik holatida, mis vodorod va kislorodni o'zlashtiradi. Sovutgandan keyin metallning ichidagi birinchi bo'lib, teshiklarni hosil qiladi. Sirtdagi ikkinchi oksid.
- O'tkir isitish va sovutish bilan metallning tuzilishi o'zgaradi. Yaxshi taneli, u qo'pol donaga aylanadi. Va bu payvandlash zonasidagi qat'iyatlilikning ko'payishi.
- Misning issiqlik o'tkazuvchanlik koeffitsienti po'latdan 7 marta yuqori. Ya'ni, qizdirilganda, metall tez eriydi, harorat kamayib ketganda, u tezda mustahkamlanadi. Bir bosqichdan ikkinchisiga keskin o'tish o'tish ichidagi kamchiliklarning shakllanishiga olib keladi.
- Mis oqimi. Bu raqam po'latdan 2,5 barobar ko'pdir. Yuqori issiqlik bilan va ba'zan qalin ishchi qismlarini payvandlash uchun bu talab qilinadi, bir tomonda to'liq eritma deyarli mumkin emas. Shuning uchun mis va uning qotishmalarini payvandlash ikki tomonlama texnologiya asosida amalga oshiriladi. Bir tomondan payvand chokni butunlay payvandlangach, orqa tomonda payvandlash jarayoni amalga oshiriladi. Aytgancha, u to'g'ri va ship holatda payvandlashni qiyinlashtiradigan misning oqimidir.
- Misni qaynatishdan oldin materialning mustahkamligi va süneklik darajasi ortib borayotgan harorat bilan kamayib borishini tushunish kerak. +20C ga qadar bu raqamlar odatdagidek, lekin ularning qiymatlari oshishi bilan keskin pasayadi. Masalan, 500-550 V plastinkada qizdirilganda deyarli nolga tushadi. Shuning uchun ichkarida yuzaga kelishi ehtimoli payvand choki yoriqlar. Yuqori oqim qiymati bilan siz payvandlangan bo'shliqlar orasidagi bo'shliqni ikki qatlamli to'ldirishni amalga oshirmasligingiz kerak. Biz hamma narsani bitta yo'lda bajarishga harakat qilishimiz kerak.
Yuqorida ta'kidlab o'tilganidek, safsiron misni nopokliksiz yoki oksidlanishsiz oksidatsiyalashning eng oddiy usuli - 0,01%. Va bunday mis juda kam bo'lgani uchun uning qotishmalari asosan sanoatda qo'llaniladi, shu bilan payvandlash moddalari bo'lgan, oksidlovchi moddalarni o'z ichiga oluvchi himoya gazlari yoki oqsillarda payvandlashni tavsiya etamiz. Masalan: silikon, marganets, alyuminiy va boshqa hissa moddalar. Aytgancha, elektrodlar (eritilgan) bilan misni payvandlash ham amalga oshirilishi mumkin. Faqatgina yuqorida sanab o'tilgan deoksidizatorlar rodga kiritilgan.
Mis qotishmalarini qo'lda manba qilish
Umuman olganda, misni elektr arkadirish manbai tez-tez ishlatiladi, ayniqsa uyda. Arizaning muvofiqligi jarayonning tezligiga bog'liq. Bu holda yarim avtomatik yoki avtomatik mashinalar bilan misni payvandlash mumkin.
Misni payvandlash texnologiyasi quyidagicha.
- Birlashtirilgan ish qismlarining qirralari har qanday hal qiluvchi ishlatiladigan ifloslanishdan tozalanadi.
- Keyin oksidi plyonkasi temir cho'tka, qumtepka yoki boshqa abraziv vositalar bilan qirib tashlanadi.
- Keyingi elektrod tomonidan payvandlash jarayoni.
Biroq, mis qismlarining qalinligi keng chegaralarda o'zgarishi mumkin, chunki payvandlash rejimi o'zi farq qiladi. Masalan, 6-12 mm qalinlikdagi ishchi buyumlarga qo'shilish uchun qirralarni kesib olish kerak, shunda V shaklidagi bo'shliq paydo bo'ladi. Qirralarning orasidagi burchak 60-70 ° oralig'ida bo'lishi kerak. Ikki tomonlama payvand ishlatilganda, burchakni 50 darajaga qisqartirish mumkin. Parchalar orasidagi bo'shliq ish qismlarini almashtirish orqali hosil bo'ladi, shu sababli ularning orasidagi payvandning 2,5% gacha oralig'i hosil bo'ladi.
Qismlar bir-biridan ajralmasa, ularni echish kerak. Qoplama 30 mm dan 300 mm gacha to'ldirilmaydi. Shu bilan birga 2-4 mm gacha bo'lishi kerak. Invertor bilan misni payvandlash paytida, tirgichga ulangan holda uni har qanday urma qurollari bilan urish kerak. Misning ikki marta kirishi uning strukturasidagi o'zgarishga va manba ichidagi nuqsonlarning paydo bo'lishiga olib keladi.
Agar payvandlangan metall 12 mm dan katta qalinlikda bo'lsa, X-shaklli truba va shuning uchun ikki tomonlama payvandlashni qo'llash yaxshiroqdir. Agar biron sababga ko'ra bu kesishni ishlatish mumkin bo'lmasa, unda siz V shaklida foydalanishingiz mumkin. To'g'ri, elektrodlar va vaqtni talab qiladigan bo'shliqni to'ldirish kerak.
- Butt birikmalari astarlarni pishirish uchun yaxshiroqdir, bu esa payvand chokining haroratini pasaytiradi va metallning bo'shliqdan oqib tushishiga yo'l qo'ymaydi. Bu erda siz po'latdan, mis, grafit va boshqalarni joylashtirishingiz mumkin. Astar kengligi 40-50 mm.
- Mis elektrod bilan payvandlashdan oldin qirralarning 300-400S gacha qizdirilishi kerak.
- Mis qotishmalarini payvandlashda ishlatiladigan elektrodlarning tayog'i qotishma qo'shimchalari (silikon, marganets va boshqalar) bilan mis yoki bronzadan tayyorlanadi.
Manuel TIG manbai
Mis-argonni payvandlash mis mischalarini qo'shish uchun yana bir variant. Buning uchun MNZHKT brendining mis, bronza yoki mis-nikel qotishmasi to'g'ridan-to'g'ri polaritning bevosita oqimi, volfram bo'lmagan sarflanadigan elektrod va to'ldiruvchi materialdan foydalaniladi.
Ishlamasdan oldin qo'shma qismlar 800 ° S ga qadar isitiladi. Chapdan o'ng burchakda payvandlash, burni oldidagi plomba ustuni. Kamar qisqa.
Uglerod va grafit elektrodlari bilan payvandlash
Mis qotishmalarining bu turi payvandlashda juda kam qo'llaniladi. Karbonat elektrodlari 15 mm gacha bo'lgan qalinligi bilan ishlaydigan buyumlarni birlashtirganda ishlatiladi, grafitlar ma'lum bir qiymatdan katta. Resurs rejimi:
- Oqim doimiy.
- Polarlik to'g'ri.
- Plomba ustuni manba hovuziga tushmaydi. 5-6 mm oralig'ida.
- Jarayon himoya oqimida amalga oshiriladi. Bu suyuq shisha oldindan namlangan plomba rodiga qo'llaniladi.
- Bo'shatish - 0,5 mm.
- Asbest yoki grafit astar ishlatiladi.
- 5 mm qalinligi bo'lgan mis old isitishsiz qaynatiladi.
- Payvandlash bir pasdan o'tkazilishi kerak.
Mis va alyuminiy payvandlash
Ushbu ikki metalni ikki usul bilan payvandlash mumkin: qarshilik manbai va qal'a aloqasi. Birinchi holatda alyuminiy materialining misdan ko'ra kamroq erish nuqtasini hisobga olish kerak. Shuning uchun, biriktirilganda, eritmani tuzatish uchun uzunroq uzunligi bo'lgan alyuminiy igna olishi kerak.
Resurs paytida payvand chokini azot yordamida zarb qilish tavsiya etiladi. Havo bu erga bormaydi, zudlik bilan oksidi plyonka hosil qiladi. Agar mis va alyuminiy naychalar payvandlanadigan bo'lsa, ular bir chiziqda chizilgan bo'lishi kerak.
Qulflash aloqasi alyuminiy plastinka ustiga tekis bir mis bo'lganda o'rnatiladi. Bu mis po'latni perimetr bilan payvandlash yo'li bilan amalga oshiriladi. Dikişin kengligi mis qoplamasining qalinligi bilan teng bo'lishi kerak. Jarayon qo'shma tikuvni tashkil etadigan grafit qo'shimchalari yordamida amalga oshiriladi.
Mis-Chelik manba
Po'latli misni qaynatish oson emas, lekin mumkin. Shu maqsadda bir xil usullar ikki po'lat ignabargli payvandlashda ishlatiladi. E'tibor qilishingiz kerak bo'lgan yagona narsa - metallning turli erish nuqtasi. Shuning uchun, qirralarning hosil bo'lishida, temir chetning uzunligini (3,5 barobar) va nozik qilish kerak, shunday qilib payvandlash jarayonida nozik metall tez eriy boshladi.
Agar payvandlash uglerod elektrodlari bilan bajarilsa, jarayon to'g'ridan-to'g'ri polaritik to'g'ridan to'g'ri oqim bilan amalga oshiriladi. Kamon uzunligi 14-20 mm, kuchlanish 40-55 volts, oqim kuchi esa 300-550 amperni tashkil qiladi. Payvandlash jarayoni, mis eritmalarini payvandlash bilan bir xil tarkibga ega bo'lgan himoya oqimida amalga oshiriladi. Oqimning o'zi bo'shliqlar orasidagi bo'shliqqa to'ldiriladi.
Ba'zan mis konstruksiyasini po'lat qismga payvand qilish kerak bo'lgan holatlar mavjud. Buning uchun siz murojaat qilishingiz kerak teskari polarlikJarayonning o'zi qirralarni oldindan isitishsiz oqim ostida amalga oshiriladi. Po'lat payvand choklari mis qismlariga yomon misollar keltirib chiqaradi, shuning uchun mis po'latni mis po'latiga mis po'latga solib qo'ying, u mis po'latga payvandlanadi.
Bugungi kunda sanoatda va uyda ishlab chiqariladigan ustaxonalarda ishlatiladigan mis qotishmalari va ignkalarini payvandlash usullari. Saytning ushbu sahifasida chop etilgan videoni tomosha qiling.




