Aloqa manbaining printsipi. Aloqa manbai. Qarshilik manbai turlari. Payvandlash ishlarini bajarish bilan bog'lang.
Payvandlash jarayoni har qanday qurilish yoki ta'mirlash uchun zaruriy tartib hisoblanadi. Axir uning yordami bilan turli metall qismlarni mahkamlashingiz, ramkalar, to'siqlar, to'siqlar yaratishingiz mumkin.
Biroq, payvandlash mashinasini mohirlik bilan ishlatish uchun tajriba kerak. Bu, ayniqsa, to'g'ri qarshilik manbaiBundan tashqari, ushbu jarayon yuqori aniqlik va qurilmaning yaxshi egalik darajasini talab qiladi. Ushbu qismlarni va uning turli shakllarini pastda o'qiladigan ushbu usul haqida batafsil ma'lumot.
Shuning uchun interfeysdagi kontakt qarshiligi kamayadi, bu esa issiqlik hosil qilishni va payvand chokining o'lchamini kamaytiradi. Metall sirtlarda oksidlar, suv bug'lari, yog'lar, axloqsizlik va boshqa ifloslantiruvchi moddalar mavjud. Harorat ko'tarilsa, dastlabki ikki tsikldagi ba'zi sirt ifloslantiruvchi moddalar yondiriladi va metalllar ham yuqori haroratda yumshatiladi. Shunday qilib, kontakt qarshilik odatda harorat oshib boradi.
Kontakt qarshiligi faqat dastlabki ikki davrda eng muhim ta'sirga ega bo'lishiga qaramasdan, issiqlikning dastlabki avlodi va tarqalishi tufayli issiqlik taqsimotiga hal qiluvchi ta'sir ko'rsatadi. Materialning deyarli barcha xususiyatlari haroratga qarab o'zgaradi, bu esa qarshilik manbai jarayonining dinamikasiga olib keladi. Materialning qarshiligi issiqlik hosil bo'lishiga ta'sir qiladi. Issiqlik o'tkazuvchanligi va issiqlik quvvati issiqlik o'tkazishga ta'sir qiladi. Past darajada qarshiligi va yuqori issiqlik o'tkazuvchanligi bo'lgan kumush va mis kabi metallar, yuqori issiqlik o'tkazuvchanligi bo'lsa ham juda kam issiqlik hosil qiladi va tezda uzatiladi.
Kontaktni payvandlash usulining xususiyatlari
Qarshilikni payvandlash - bu metall elementlardan birlashtirilish jarayoni bo'lib, u ular orqali elektr oqimlarining payvandlash mashinasidan o'tishiga bog'liq.
Aloqa usulining juda muhim qismi metall elementlarning ulangan hududida joylashgan qarshilik zonasi. Shuning uchun bunday turga elektr payvandlash qarshilik deyiladi. Metall qismlarning kombinatsiyasi ikkita jismoniy jarayondan kelib chiqadi: elektr oqimi va metallga ishlov beradigan bosim yordamida isitish.
Ular rezina bilan payvandlashda payvand qilish qiyin. Boshqa tomondan, elektrodlar uchun yaxshi materiallar bo'lishi mumkin. Turli metalllar payvandlanadigan bo'lsa, metallda ko'proq qarshilik kuchayib boradi. Ushbu loyihalashtirishda e'tiborga olish kerak payvandlash qismlari projektorni payvandlash va payvandlashda elektrod shakllarini tanlash. Materialning qattiqligi aloqa qarshiligiga ham ta'sir qiladi. Keyinchalik qattiq metalllar qo'zg'atuvchi sirtning yanada murakkab deformatsiyasiga bog'liq bo'lgan bir xil payvandlash kuchiga ega bo'lgan yuqori aloqa qarshiligiga olib keladi, bu esa haqiqiy aloqa maydonida pasayishiga olib keladi.
Bu turdagi boshqalar bilan taqqoslaganda ko'plab afzalliklarga ko'ra keng foydalaniladi. Oliy elektr quvvati sizni mukammal tezlik va ishlash bilan ishlashga imkon beradi. Bir qo'shni ishlab chiqarish 1 sekundga etadi! Ushbu uslub bilan ishlash yuqori sifatga ega.
Elektrod materiallari payvandlash jarayonida, ayniqsa, engil va rangli metallarni ulash uchun issiqlik balansiga ta'sir qilish uchun ishlatilgan. Ko'p sirt qoplamalar korozyondan himoya qilish uchun yoki undan keyingi sirtni tozalash uchun substrat sifatida ishlatiladi. Ushbu sirt qoplamalar ko'pincha payvandlash jarayonini murakkablashtiradi. Jarayon parametrlarining maxsus sozlamalari alohida sirt qoplamalar turiga muvofiq amalga oshirilishi kerak. Murakkab materiallar birikmalarini payvandlash uchun ba'zi sirt qoplamalar kiritilgan.
Aniq afzallik shundan iboratki, qarshilik payvandlash jarayoni har qanday sarf materiallarini ishlatishni talab qilmaydi: na gaz, na oqim, na to'ldiruvchi sim. Eng muhimi, bu usul atrof-muhitga bexavotir va shuning uchun ishchi yoki atrof-muhitga ta'sir qilmaydi. Ta'sir usulida amalga oshirilgan ishlar, jarayonning soddaligi tufayli yangi boshlovchi tomonidan amalga oshirilishi mumkin.
Ushbu sirt qoplamalar strategik ravishda issiqlik balansini interfeysga keltirish uchun tanlangan payvand choki. Ko'plab sirt qoplamalar payvandlash vaqtida ekstrudatsiyalanadi, ularning ba'zilari payvandlash joyida metall lehim sifatida saqlanadi.
Elektrodlar va ish qismlarining geometriyasi va o'lchamlari juda muhimdir, chunki ular oqim zichligi taqsimotiga va shuning uchun qarshilik manbaining natijalariga ta'sir ko'rsatadilar. Elektrodlarni spotli payvandlashda geometriyasi joriy zichlikni va uning natijasi bo'lgan payvand chokining o'lchamini nazorat qiladi. Turli metall buyumlarning qalinligi turli xil payvandlash oqimlari va boshqa parametr parametrlarini talab qiladi. Ish qismlarini lokal proektorli geometriyasini loyihalashtirish payvandlashda muhim ahamiyatga ega, bu materialning xususiyatlari bilan birga, xususan, turli metallar qo'shilganda e'tiborga olinishi kerak.
Point View Connection
Aloqa bilan payvandlash metall qismlarga qo'shilish jarayonining o'zgaruvchanligi bilan tavsiflanadi.
Bu turning ko'p navlari mavjud.
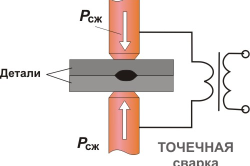
Ayniqsa juda zo'r va nozik ishlarni bajarish uchun payvandlash manbai odatda ishlatiladi. Metallni elektrodlarning kattaligiga bog'liq bo'lgan kichik nuqtalarda ulashdan iborat payvandlash mashinasi. Oqimlarni etkazib beradigan va isitish materiallarini siqib chiqaradigan elektrodlar. Aloqa nuqtalarining kattaligi kichik (4-12 mm) bo'lganligiga qaramasdan, metall qismlar bir-biriga mahkam yopishtirilgan, shuning uchun ulanishni buzish haqida tashvishlanmaslik kerak.
Asos sifatida payvand choki yonida yaxshi issiqlik muvozanatini ta'minlash uchun pastki qarshiligi bo'lgan materialga kabartma yoki proektsiyani qo'yish kerak. Resurs mashinasining elektr va mexanik xususiyatlari kauchuk payvandlash jarayoniga sezilarli ta'sir ko'rsatadi. Ko'pchilik payvandlash paytingizda mikroskopda payvandlashda juda muhim bo'lishi mumkin, chunki umumiy payvandlash vaqti ko'pincha juda qisqa. Manzoda payvandlashda magnit yo'qotishlar biri hisoblanadi muhim omillarjarayonni boshqarishda e'tiborga olish kerak.
Aloqa nuqtalarining diametri elektrodlarning kuchiga va oqimga, metallga tatbiq etilgan bosimga, elektrodlarning isitish qismlarining o'lchamlariga va shuningdek birlashtirilishi kerak bo'lgan qismlarning joylashgan joyiga bog'liq. Joylashuv jarayonida pulslar qo'llaniladi. to'g'ridan-to'g'ri oqim.
Kabzali payvandlash usuli
Agar elektrodning keyingi kuzatuvi juda sekin bo'lsa, proektorni payvandlashda joy o'zgarishi osongina ro'y beradi. Quyidagi rasmda dinamik egri chiziqlarni o'z ichiga olgan proektsion payvandlash jarayonida o'lchangan parametr ko'rsatkichlari ko'rsatilgan manba oqimi, payvandlash kuchlari va elektrodlarning almashinishi, bu erda keskin harakat ish qismidagi proektsiyaning qulashi bilan mos keladi.
Elektrod degradatsiyasi va uchirish boyligi
Rezistorli payvandlash jarayoni payvandlash uchun yig'iladigan issiqlikni hosil qilish uchun bosim ostida elektrodlar o'rtasida payvandlanadigan materiallardan o'tadigan yuqori oqim bilan tavsiflanadi. Bu yuqori konsentrik issiqlik manbalarni ko'payishi bilan elektrodlarning uchlari bilan muammolarni keltirib chiqaradi.
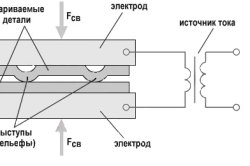
Metall qismlarni birlashtiruvchi aloqa usuli quyidagi tarzda amalga oshiriladi. Jarayonning mohiyati shundaki, uning qismlari yuzasida oldindan tayyorlangan protruzlar bir-biriga bog'langan. Ushbu plitalar maxsus jihozlar yordamida muhrlanadi. Ular turli shakllarda bo'lishi mumkin: yumaloqdan tortib to uzoqroqgacha. Shunday qilib, uning oldingi yuzasi yengil, shuning uchun ular ustida ishlash jarayoni nomidir.
Elektrod degradatsiyasi mexanizmlari
Chidamli payvandlash jarayonida yuqori oqim va bosimning og'ir sharoitlari yuqori degradatsiyaga uchraydigan xavfli elektrodlarning uchlarini ko'rsatib turadi. O'ngdagi fotosurat galvanizli po'lat plitalarni spotli payvandlash uchun yangi va ishlatilgan elektrodlarni solishtirishni ko'rsatadi. Elektrodlarning uchida payvand sonining ko'payishi bilan ikki muhim o'zgarish yuz beradi.
Arkni payvandlash metallni birlashtirishning bir necha usullaridan biridir. Yuqori harorat qo'llanilganda, ikki qism orasidagi birikma metalni eritib, ularni to'g'ridan-to'g'ri yoki ko'proq eriydigan eritma plomba bilan aralashtirishga olib keladi. Sovutish va qattiqlashtirilgandan so'ng metallurgik birikma hosil bo'ladi. Bog'ning metallarning aralashmasi bo'lgani uchun, oxirgi qatlam metall qismlari bilan bir xil kuchga ega bo'lishi mumkin. Bu mexanik va jixozdagi kavşaktan füzyon bo'lmagan jarayonlar bilan sezilarli darajada zid jismoniy xususiyatlar Asosiy materiallar qo'shilishda takrorlanmaydi.
Relyef usuli va nuqta usuli o'rtasidagi asosiy farq shundaki, birinchi turdagi ta'sir doirasi va tikuvning o'lchami ikkinchi usulda bo'lgani kabi elektrod emas, tayyorlangan protrusionlarning o'lchamlari bilan belgilanadi. Ushbu turdagi kontaktli aloqa qismlari elektr energiyasining ortib borayotgan kuchini talab qiladi, bu esa ahvolga tushib qolishi mumkin.
Suture pishirish: xarakterli
Qarshilikka chidamli boshqa usul - tikuv. Bu turdagi qismlar uzluksiz yoki uzluksiz tikuv yordamida o'zaro bog'langanligi bilan ajralib turadi. Intervalgacha punktlarni payvandlashning tez-tez uchraydigan joylari mavjud. Payvandlash jarayoni, disk elektrodlari sababli sodir bo'ladi, ular bir vaqtning o'zida yetarlicha katta maydonni oqim bilan ta'minlaydi. Intervalgacha tikuv usuli doimo tez-tez ishlatiladi.
Arkni payvandlashda metallni eritish uchun zarur bo'lgan kuchli issiqlik elektr arqon bilan hosil bo'ladi. Hozirgi ish bilan elektrod yonma-yon, ya'ni qo'lda yoki mexanik ravishda qo'shilish bo'yicha boshqariladi. Elektrod bu uchi va ish bilan oqim o'tkazishning oddiy maqsadi uchun tayanchdir. Yoki maxsus tayyorlangan tayoq yoki tel bo'lishi mumkin, bu nafaqat oqimni olib o'tishga, balki eritmani bog'lashga ham to'ldiradi. Eng ko'p payvandlash ikkinchi turdagi elektrod yordamida temir mahsulotlari ishlab chiqarishda.
![]()
Aslida, uzluksiz tikuv xodimning malakasini oshirishni talab qiladi, shuningdek asbob-uskunalarni va payvandlash moslamasini ortiqcha yuklamasdan bosqichma-bosqich ishlab chiqilishi mumkin bo'lgan intervalgacha ishlaydigan asboblarga nisbatan ancha katta ta'sir ko'rsatadi.
To'g'ridan-to`g`ri qaynatishning qadam to`g`ridan-to`g`ri usuli ham mavjud, unda oqim faqat harakatlanuvchi qismlardan keyin elektrod rolini oziqlantiradi. Roliklar doimiy ravishda tafsilotlaridadir. Bu usul amalda qo'llanilmaydi, chunki u yetarli darajada samarali emas va murakkab uskunalar talab qiladi.
Asosiy payvand chizig'i boshq manbai rasmda ko'rsatilgan. Elektrning uchida joylashgan kuch bilan ishlaydigan devor qismga tegib ketgan va shu sababli yaqin aloqada bo'lganda devor ajralib chiqishda hosil bo'ladi. Bu issiqlik, asos metall va elektrodda eriydi, ba'zida "krater" deb ataladigan bir eritilgan metall hosil qiladi. Katerpot elektrod atrofida harakatlanayotganda qattiqlashadi. Natija birlashishdir.
Himoyalangan yassi Biroq, metalllarni ulash elektrodni qo'shma bo'ylab harakatlanishdan ko'proq narsani talab qiladi. Yuqori haroratdagi metallar, qoida tariqasida, kislorod va azot kabi havoda mavjud elementlar bilan kimyoviy reaksiyaga kirishadi. Erigan havuzdaki metall havo, oksitler va nitrürlerle aloqa qilganida, ular manbalaridan suyuqlikning kuchini va qattiqligini yo'q qiladi. Shuning uchun, ko'plab boshq manbai jarayonlari gazni, bug 'yoki shlakli himoya paneli bilan kamon va kalayni qoplash uchun ba'zi usullarni ta'minlaydi.
Butt ko'rinishi va uning xususiyatlari
Qoplash usuli - elektr tokining ta'sirida qismlarni ulashning yana bir usuli. Bu ko'rinish boshqalardan ajralib turadi, chunki qismlar maxsus tayyorlangan uchlari birlashtirilgan joylarda birlashtirilib, ular qismlarga yuzasida joylashgan. Metall qismlarning dastlabki payvandlashning bir necha usuli bor: qarshilik, uzluksiz va intervalgacha qayta tiklash.
Bu himoyalangan yassi deb ataladi. Ushbu himoya eritilgan metallning konusini havo bilan to'sib yoki minimallashtiradi. Ekranlash, shuningdek, payvandlashni yaxshilaydi. Misol tariqsimon oqim bo'lib, u aslida manbaga deoksidantlarni qo'shadi.
2-rasmda ekranlama ko'rsatiladi. payvand choki va qoplangan elektrodli erigan eritmalar. To'ldiruvchi metall rodni qoplaydigan ekstrudat himoya gaz aloqa nuqtasida va cüruf yangi lehimni havodan himoya qiladi. Arkning o'zi juda murakkab bir hodisa. Arkning fizikaviy xususiyatlarini chuqur tushunish dastgox uchun juda ahamiyatli emas, lekin uning umumiy tavsiflari haqida kam ma'lumot foydali bo'lishi mumkin.
Birinchi holatda, uning qismlari oldindan birlashtirilgan va siqilgan bo'lib, undan keyin ularga bir oqim beriladi va ular metallni sünek holga keltiradi. Oxirgi ikki usul bilan, uning qismlari isitiladi va keyin ulanadi. Faqat uzluksiz erishish bilan metall butun qaynoq jarayonida qizdiriladi va intervalgacha bo'ladi - uning qismlari keyinchalik isitiladi, so'ngra uskunalar resurslarini tejash uchun suyultiriladi.
Ark xususiyatlari. Yod, ikki elektrod o'rtasida ionlashtirilgan gaz kolonidan oqadigan elektr toki. Ijobiy zaryadlangan katod va musbat zaryadlangan anote hosil qiluvchi zich issiqlikni hosil qiladi. Salbiy va ijobiy ionlar plazma ustunida tezlashtirilgan tezlik bilan bir-birining ustiga chiqishadi.
Payvand chog'ida elektrod va tayanch metallni eritish uchun zarur bo'lgan issiqlikni ta'minlabgina qolmasdan, ba'zi sharoitlarda eritilgan metallni elektrodning uchidan ishlaydigan transport vositasi bilan ta'minlashi kerak. Bir nechta metall uzatish mexanizmlari mavjud. Ikkala misol o'z ichiga oladi.
Shuni ta'kidlash kerakki, metall qismlarini tayyorlashning birlashgan usuli ham mavjud: tikuv-paypoq, reliev-nuqta. Ular payvandlash jarayonini muayyan vaziyatga moslashtirish uchun mavjud.
Elektr toki ta'sirida metallarning turli birikma birikmalari haqida bilishingiz kerak bo'lgan yagona narsa! Qarshilik manbai turini to'g'ri tanlash muvaffaqiyatli ishlashning kalitidir.
Ark tozaligi - elektrodning uchida eritilgan metalldan eritilgan eritma eritib yuborilgan elektr zarralari bilan tomchi chiqariladi. Elektrodning uchi yoyning issiqligida eriydi va eritilgan tomchilar tomirlar ustunidan harakatlanish uchun bo'linadi va tashiladi. Elektrod erigan, manba qismini tashkil etadigan har qanday yassi payvandlash tizimi quyidagicha tavsiflanadi boshq metall. Uglerod volframida bo'shliq va ishning ustidagi bosim ostida erimaydigan tomchilar mavjud emas.
Qoplama metall elektrodda alohida tarkibda yoki tarkibida eritiladi payvandlash paychalarining. Yassi tomonidan ishlab chiqariladigan issiqlikning ko'pi elektrodli manbalar havuziga o'tkaziladi. Bu ko'proq issiqlik samaradorligi va issiqlikni kamaytiradigan hududlarni beradi.
Bosimdan foydalanib, payvandlashning asosiy turlaridan biri termomekanik sinfga tegishli bo'lgan kontaktni payvandlashdir. Unda isitish jarayoni elektr oqimlarining ulanishning aloqa qismlari orqali uzatilishi natijasida chiqariladigan issiqlik bilan amalga oshiriladi. Kontaktning o'ziga xos xususiyati, shuningdek, bosim ostida barcha payvandlash manbai, materialning ishlangan qismlari orasidagi aloqa zonasida plastik deformatsiyalari hisoblanadi.
Bu bo'shliq orqali elektr o'tkazish uchun ionlashtirilgan yo'l bo'lishi kerak, chunki payvandlash oqimi "sovuq" elektrod bilan yoqilganda, kamon boshlamaydi. Buning sababi, dastlabki elektr zo'riqishida elektrodni ishdan chiqarilishiga olib kelishi yoki uni tegizish uchun etarlicha yuqori bo'lishi va kontakt zonasi isitilganda uni olib tashlash kerak.
Arkni payvandlash to'g'ridan-to'g'ri oqim yoki muqobil oqimli musbat yoki salbiy elektrod yordamida amalga oshirilishi mumkin. Oqim va kutupluluğun tanlovi jarayonga, elektrod turiga, arc atmosferasiga va payvandlash metalliga bog'liq. Spotni payvandlash. Bu eng mashhur kauchuk payvandlash jarayonidir. Odatda metall plitalar yoki plitalarni payvand qilish uchun ishlatiladi. Payvandlash bir yoki bir nechta nuqtalar bilan cheklanadi, bu erda ikkala qism o'zaro bir-biriga o'xshash. Odatda, elektrod maslahatlar ishlatiladi.
Qarshilik manbaining printsipi
Kontaktli payvandlash jarayonida kontaktli metalllarning kristalli to'rlarida interatomik birikmalarning majburiy shakllanishi bir payvand shakllanishiga yordam beradi. Aloqa nuqtalarida yuqori zichlikka ega oqim ta'sirida bo'shliqlar metalllari termoplastik shaklga yoki erishga o'tish bilan isitiladi. Issiq mahsulotlarning doimiy siqilishidan qo'shimcha aloqa joylari hosil bo'ladi. Jarayon davomida ular so'nggi kelishuv, ya'ni payvandlashgacha davom etadilar.
Qarshilikni payvandlashning asosiy sxemasi operatsiyalarni uch bosqichda amalga oshirishni nazarda tutadi. Bu materiallar payvandlanadigan qismlarning fizik aloqasi boshlanishi, materiallarning kristalli to'rlarida kimyoviy bog'lanishlarning shakllanishi va aloqaga erishilgunga qadar qirralarning chekkasida davom etayotgan reaktsiyalarning davomiyligini o'z ichiga oladi. Qarshilikni payvandlash mashinasining birinchi bosqichi birlashtirilishi kerak bo'lgan sirtlarning konvergentsiyasiga yordam beradi. Shu bilan birga, ularning fizik shovqinlari ta'minlanmaydi, shuningdek, sirt pürüzlülüğü ham kino yüzeylerinden chiqariladi.
Shu bilan birga, materiallarning interatomik o'zaro ta'siri boshlanadi. Ikkinchi bosqichda elektron qobiqlarni biriktirganda kimyoviy reaktsiyalar hosil bo'ladi, bu esa payvandlash qo'shimchasini shakllantirishga yordam beradi. Payvandlashning uchinchi bosqichida atomlarning o'zaro difüzyonun penetrasyonu ehtiyot qismlar bilan aloqa qilish chegaralarida sodir bo'ladi. U payvandlash zonasida yuzaga keladigan reaktsiyalar bilan birgalikda shakllanadigan payvand metallari va qo'shni uchastkalarda deformatsiya ta'siriga ega.
Qiymati bugungi kunda har bir kishi uchun mavjud bo'lgan, payvandlash bilan bog'langan payvandlash mashinasi maxsus mashinalar yordamida ishlab chiqariladi. Ushbu uskunaning mexanik komponenti - bog'langan mahsulotlarni siqish uchun kerakli bosimni yaratishga yordam beruvchi mexanizmlar bo'lgan birliklar. Ushbu uskunaning elektr qismi payvandlash transformatori, qarshilik manbaini (regulyator), payvandlash oqimi to'xtatuvchidan va Supero'tkazuvchilar elementlardan iborat.

Mashinalar paypoq, tikuv yoki pinpoint amalga oshiradigan tikuv turlariga qarab bo'linadi. Qarshilik payvandlash mashinalarining konstruktsiyalari bir-biriga o'xshash. Dori-daraxt qo'shimchalarini tayyorlash uchun asboblar qo'shimcha ravishda elektrodlarni aylanuvchi haydovchi bilan jihozlangan. Dastlabki payvandlashda ishlatiladigan uskunalar ma'lum bir tezlikda ishlaydigan qismlarga yaqinlashishi uchun juda qulay: past - termoyadroviy uchun, ko'proq cho'kindi uchun.
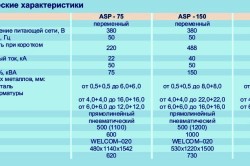
Ushbu qurilmalarni o'zgarmaydigan transformator oqimlari bilan to'ldiring. Ushbu turdagi transformatorlarning kontaktni payvandlash uchun dastlabki o'rashlari 220-380 Vt elektr tarmog'iga ulangan. Operatsion navbatining sonini rostlash bilan kuch darajasini o'zgartirish uchun zarur bo'ladigan bo'limlardan iborat. 1-12 V kuchlanishli bir yoki ikkita burilish transformatorning ikkinchi sarilishini hosil qiladi. Ushbu mashinalarning kiritilishi asosiy transformatorlarning o'rash joyidan olingan.
Maxsus to'xtatuvchilarni ishlatish natijasida ish vaqtida doimiy ravishda yoqish va o'chirish zarurati. Ular elektron, elektromagnit qurilmalar yoki an'anaviy mexanik kontaktorlar shaklida ishlab chiqariladi. Ikkinchisi tez-tez kam quvvatli spot yoki qisqichbardosh chidamli payvandlash dastgohlarida qo'llaniladi va avtomatik ishlamaydi. Elektromagnit turi kontaktorlar nafaqat joylarda, balki asosiy energiya uskunalari bilan tikuvli payvandlashda ham samarali bo'ladi. Va uzilishlarni to'xtatib qo'yish (uzib qo'yish) va simmetriya harakati bilan bog'liqlikni sinxronlashtirishni ta'minlaydigan elektron to'xtatuvchilardan turli xil qarshilikli nuqta payvandlash mashinalarida avtomatik printsipi harakatlar.

Qarshilikni payvandlash mashinalarining elektrodlari orasidagi qismlarni siqib olishda maxsus bosim asboblari talab qilinadi. Ularda mahsulotni siqish elektromekanik, bahor, gidravlik, pnevmatik vositalar bilan ta'minlanadi. Kamroq ishlatiladigan qo'lda mexanik vosita bo'lib, uni qo'llashning maqsadga muvofiqligi quyi kuchga ega bo'lgan koptok, spot chidamli payvandlash mashinalari uchun isbotlangan.
Spot-payvandlash mashinalari kichik qalinligida ishlov beradigan qismlarni qayta ishlash uchun samarali. Butt qo'shimchalari - avtomat payvandlashda keskin kesimli bo'shliqlarni qayta tiklash usuli bilan faol foydalaniladi. Ulardan farqli o'laroq, tikuv qo'shimchalari uchun asboblar maxsus kaygan chiziq bilan jihozlangan va chidamli payvandlash uchun rulonli elektrodlar uchun qo'zg'aysan mexanizmi mavjud.
m 1-12 V transformatorning ikkilamchi sargisini tashkil etadi. Ushbu mashinalarning kiritilishi asosiy transformatorlarning o'rash joyidan olingan.

Yaxshi ishlashi tufayli amalga oshirish qulayligi tufayli barcha turdagi kontakt apparatlari sanoat ishlab chiqarishida, ayniqsa, avtomobilsozlik sanoatida keng qo'llaniladi. Ushbu payvandlash usuli shamollatish jarayonining asosi hisoblanadi. Har ikki statsionar o'rnatish, maxsus stendlar va chidamli payvand choklarini to'xtatib turadigan shkaflar samarali. Mashinani tanlash metallning xususiyatlariga bog'liq, payvandlangan bo'g'inlar, qayta ishlangan materiallarning profillari turlarini, ular uchun hech qanday cheklovlar mavjud emas, ular armatura, trubka, zanjir yoki rel'ul bilan bog'lanish bo'lsin.
Kontaktni payvandlash materiya eritmasida ham, u holda ham mumkin. Ikkinchi tartibga ko'ra, ulanish materialning deformatsiyasiga manba qilingan sirtlarning fizik shovqinlari bilan erishiladi, natijada ularning umumiy tuzilishi hosil bo'ladi. Boshqa holatda, eritmalar keyinchalik kristallashuvchi metallning plastik deformatsiyasi bilan aralashtiriladi. Chidamli spotli payvandlash qurilmasi buni cheklangan maydonda bajarishga imkon beradi va eritma usuli bilan peshvatsiz payvandlash qisman eritmaning ekstruziyasini talab qiladi.
Resurs metallining xususiyatlari va payvandlangan bo'g'inlarning xususiyatlari issiqlik, plastik deformatsiya va sovutish darajasiga sezilarli ta'sir ko'rsatadi. Tezlashayotgan tezlik bilan qo'shilishning mustahkamligi va mustahkamligi yuqori bo'ladi. Agar oxirgi ko'rsatkich qoniqarli bo'lsa va birinchi yetarli bo'lmasa, mahsulot kerakli ishlash xususiyatlariga erishish uchun issiqlik bilan ishlovga tortiladi. Birlashtirilgan maydonni mahalliy issiqlik bilan ishlov berish to'g'ridan-to'g'ri qarshilik manba mashinasida amalga oshirilishi mumkin.




