Harta tehnologică a execuției conexiunilor sudate conține. Probleme cu spate și articulații - Calea directă spre handicap! Cum să vă salvați și să uitați de durere, spune medicul de științe medicale, profesor Bubnovsky Serghei Mikhailovici
Rutarea Sudarea documentului Determinarea tehnologiei și a procesului de sudare pentru materiale specifice. Descrie importantă specificatii tehnice și secvența de muncă necesară atunci când creați o cusătură de sudură. Cusătura de sudură este cea mai mare locul slab În proiectare, prin urmare, cartea tehnologică este dezvoltată în conformitate cu galerele existente și este controlată de servicii de inspectare specială.
Crearea unei hărți începe cu studiul materialului și selectarea metodei de sudare. O analiză a condițiilor în care designul rezultat va funcționa. Pe baza literaturii de referință și a calculelor, a regimurilor de sudare, a numărului de treceri, a geometriei cusăturii de sudură și a parametrilor rămași determină.
Harta procesului tehnologic de sudare constă din astfel de date:
- informații și caracteristici ale pieselor sudate;
- informații privind prepararea conexiunii înainte de sudare (forma marginilor, unghiului și dimensiunii fațetelor);
- date privind cantitatea, locația și dimensiunea benzilor;
- informații despre modul în care partea este fixă \u200b\u200bși modul de evitare a deformării sau a elementului de schimbare în timpul sudării;
- temperatura ambiantă la care sunt permise datele de sudură sau de încălzire (dacă este necesar) înainte de sudură;
- date de echipament care pot fi utilizate și consumabile utilizate (electrozi, sârmă de sudare, gaz de protecție);
- informații privind modurile de sudare (ce trebuie expuse curent și tensiune, viteza de sudură este indicată pentru automata, consumul de gaz calculat și rata de alimentare a sârmei de sudură);
- informații privind metodele de verificare și control al cusăturii de sudare obținute.
La elaborarea unei hărți, partea principală este studiul materialelor care vor fi sudate, caracteristicile și proprietățile acestora. Dacă materialul de origine necunoscută și proprietățile sunt necunoscute, atunci probele sunt luate și sunt date laboratorului pentru analizarea și identificarea compoziției. Pe baza datelor obținute, sunt selectate consumabile, iar condițiile și metoda de sudare sunt determinate, cele mai potrivite pentru aceste părți. In realitate otel de constructie Este fabricat în strictă conformitate cu standardele și șabloanele, astfel încât hărțile tehnologice pentru cele mai frecvente metale și materiale au fost create mult timp.
Cardul tehnologic constă dintr-o listă de lucrări, desene și explicații consecutive pentru acestea. Pentru a evita defalcările, accidentele și pierderile, este necesar să se profite de dezvoltarea procesului, deoarece acesta este un întreg complex de muncă. Eroare la una dintre etape poate duce la sudură Chiar sa prăbușit dacă toate celelalte operațiuni au fost îndeplinite.
Constructii metalice de sudare a cartelei tehnologice
Acesta conține o descriere a domeniului de aplicare al acestei tehnologii. Se indică aici ce tipuri de această tehnologie, la ce distanță și la ce unghi trebuie să fie atașat la părțile conectabile pentru a asigura fiabilitatea și durabilitatea structurii. Aceasta indică în ce condiții, și la ce temperatură sudare (în aer liber sau în interior) ar trebui implementată.
Următorul punct este cel mai extins și cel mai important în procesul tehnic. Acesta conține informații despre tehnologia de sudură și parametrii săi tehnici constând din astfel de sub-clauze:
- lucrările pregătitoare și regulile pentru comportamentul acestora;
- introduceți informații munca de sudare;
- o descriere a secvenței fiecărei etape de lucru (instalarea benzilor, secvența de aplicare a cusăturilor);
- scheme și desene care indică locul în care se aplică benzile ca cusături, explicându-le;
- condițiile în care se fac regulile de securitate;
- numărul de artiști și timpul estimat pentru fiecare operație și toate lucrările în ansamblu;
- calcularea consumabilelor necesare.
Ultimele puncte vă permit să calculați costurile tehnice, calendarul lucrării și beneficiile acestora. Astfel, este posibil să se schimbe procesul cu mult înainte de începerea lucrării de sudură și corectarea acestora. Procesul de proces tehnic se încheie cu calcularea resurselor și a fondurilor, precum și numărul de persoane și timpul necesar procesului de sudare.
Harta tehnologică a sudării țevilor
Acesta reprezintă un document care constă din astfel de elemente principale:
- domeniul de aplicare al procesului tehnic;
- dispoziții generale și recomandări;
- tehnologie și organizarea muncii;
- cerințe de calitate;
- și protecția muncii;
- o listă de documentație și literatură de reglementare și tehnică utilizată;
- carduri tehnologice pentru sudare.
Inițial, este indicat la care obiecte este aplicabilă această carte. Apoi B. dispoziții generale Descrie:
- tehnica de lucru;
- condiții în ceea ce privește calitatea și regulile de acceptare a muncii;
- evenimente privind siguranța și protecția muncii.
- tipuri de muncă efectuate pe o hartă tehnologică reală (sudarea conductelor, asamblarea, pregătirea marginilor).
O parte importantă este instrucțiunile pentru toate operațiunile și secvența comportamentului acestora. Menționat despre modul de producere a controlului vizual preliminar. Fitingurile de țevi, de închidere și distribuție sunt verificate pentru deteriorări, cavitățile sunt curățate și pregătite la ansamblu. Un punct important este să indice ce să facă dacă prezența (daunele) este detectată depășind normele admise. Defectele de suprafață sunt eliminate cu măcinarea, în timp ce grosimea peretelui rezidual nu trebuie să fie mai mică decât un minim minim admisibil. Capetele conductelor cu jachete și temerile sunt tăiate. Când îmbinarea țevilor sudate, cusăturile longitudinale sau spirale din fabrică sunt depuse obligatorii cu 75 mm față de celălalt.
Siguranța include instrucțiuni care trebuie efectuate înainte de sudură. Cerințele sunt, de asemenea, indicate modul de dotare a platformei pe care se va efectua instalarea tehnică a structurilor metalice utilizând sudarea și care este utilizată inventarul de incendiu. Sudarea trebuie efectuată în conformitate cu cardurile de operare și tehnologice, care fac parte din această hartă tehnologică bazată pe diametrul țevilor înfășurate.
Cerințele pentru calitatea muncii conțin metode de transfer pentru verificarea sudurilor și a abaterilor admise. Cu rezultate de control nesatisfăcătoare, sunt indicate procedura și metoda de corectare a defectelor.
Hărțile operaționale și tehnologice conțin toate specificații Necesar pentru sudare:
- sudarea obiectelor;
- caracteristicile țevilor;
- materiale de sudare;
- formați marginile de tăiere și sudura;
- preîncălzire (dacă este necesar);
- moduri de sudare;
- cerințe suplimentare și recomandări;
- lista și secvența operațiunilor de asamblare și sudare.
Cardurile tehnologice Tuburile de sudare și alte structuri metalice sunt pe deplin identice cu aspectDar diferă în conținut și umplere.
Sudare - un proces complex, al cărui execuție trebuie făcut într-o secvență strictă de anumite acțiuni care sunt asociate cu prepararea metalului, executarea articulației sudate și a controlului ulterior. Cusătură sudată, dacă nu plătiți pentru atenție, este un loc vulnerabil în orice design sudat. Motivul pentru acest lucru poate fi dezavantajat în dezvoltarea tehnologiei de sudare sau în general absența, controlul insuficient, o alegere nereușită echipament de sudură și materiale. Ca urmare, o mare cantitate de căsătorie și pierderi suportate de organizare pentru ao elimina. Puteți preveni despăgubirea corectă a instrucțiunilor pentru munca de sudare și controlul executării acestuia.
Deci, ce este o hartă tehnologică pentru sudură? Procesul tehnologic de sudare sau așa cum se numește și o hartă tehnologică de sudare este un document care este rezultatul dezvoltării tehnologiei de sudare a unui anumit compus, în care sunt prescrise cei mai importanți parametri tehnologici pentru crearea unei îmbinări sudate, de fapt Aceasta este o instrucțiune pentru sudarea compușilor. Harta tehnologică a sudării a fost aprobată și introdusă într-o acțiune activă din 1 ianuarie 1984, cu mai mult de 30 de ani în urmă. La dezvoltarea tehnologiei de sudare metalică, fiecare compus sudat trebuie să fie fabricat în conformitate cu cardul tehnologic de sudură dezvoltat pentru acesta.
Cardul tehnologic de sudare trebuie să conțină următoarele date:
1. Informații despre metalul principal.
2. Informații despre calitatea și pregătirea conexiunii de sudare: Date de tăiere (dimensiunea decalajului, amploarea plictisitorului, unghiul de înclinare etc.), despre cantitatea și aranjamentul benzilor, datele de pe marginile de pre-curățare , dimensiunile cusăturii.
3. Date privind fixarea produsului sudat și a posibilității de încălzire. Precum și secvența de trecere în sudură.
4. Informații despre echipamentul de sudură securizat și materialele de sudură. Selectarea materialelor și a echipamentelor de sudură se bazează pe diferite informații obținute din literatură, inclusiv sudare profesională (reviste, articole), pe propria lor experiență, precum și rechemările organizațiilor.
5. Informații despre modul de sudură în funcție de metoda de sudură pot include: curent de sudare, tensiunea arcului, viteza de sudare, polaritatea în timpul sudării, consumului gaza de protecție, Rata de alimentare cu sârmă etc. Distrugerea modurilor recomandate de sudare poate duce la fragilarea metalelor de sudură și a zonei din apropiere.
6. Informații despre forma îmbinării sudate, a metodelor și a volumelor de control al calității îmbinării sudate.
Dezvoltarea unei cartele de proces de sudare începe cu analiza materialului sudat și a selecției metodei de sudare. După aceea, o analiză a condițiilor în care se va lucra designul sudat și este determinată de ce documente de reglementare Producția și funcționarea acestui design sunt normalizate. În plus, conform literaturii de reglementare și a datelor calculate, modul de sudură este determinat, calculat suma necesară Pasaje, geometrie sudate și alți parametri.
Fiecare carte de sudare tehnologică primește numărul său de identificare, care este utilizat în continuare pentru a indica documentația tehnică și specificațiile proiectului. Dezvoltatorul în sine este adus printr-o hartă a procesului tehnologic de sudare, își pune semnătura în partea de jos a formei.
În timpul construirii unui obiect în producție, trebuie să fie un kit 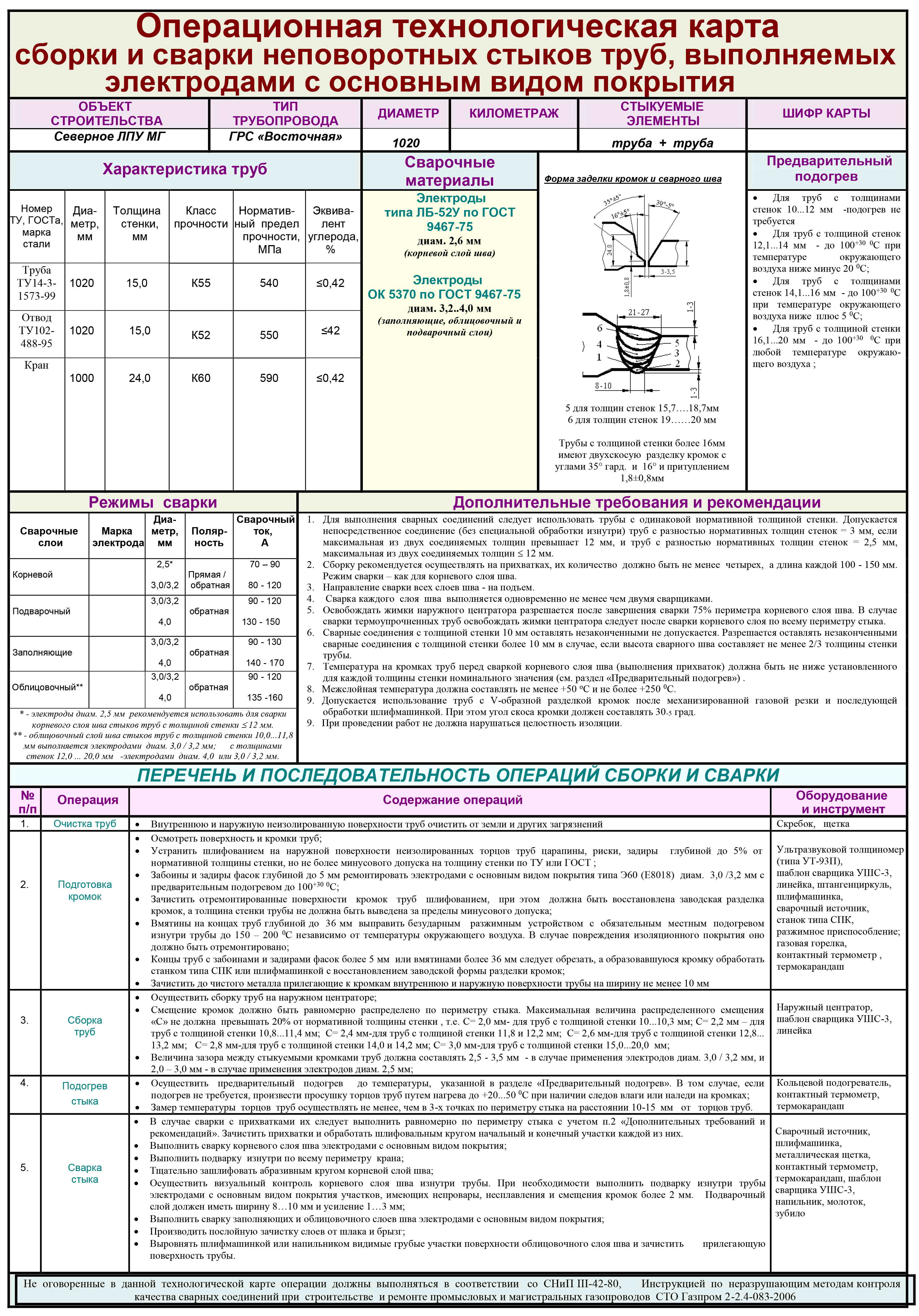 Carduri tehnologice ale tuturor tipurilor utilizate conexiuni sudate. Setul complet al procesului tehnologic de sudare este stocat în departamentul de sudor principal. Welder Când înlocuiți o schimbare primește hărți tehnologice pentru conexiunile sudate pe care le efectuează în timpul funcționării. Inspectarea și controlul marginilor preparate și a unei conexiuni finite sudate sunt efectuate de serviciul de control tehnic în conformitate cu secțiunea de control al calității și de testare a conexiunilor sudate. Astfel, nici o confuzie nu apare între servicii, deoarece totul este necesar indicat în harta tehnologică a articulației sudate.
Carduri tehnologice ale tuturor tipurilor utilizate conexiuni sudate. Setul complet al procesului tehnologic de sudare este stocat în departamentul de sudor principal. Welder Când înlocuiți o schimbare primește hărți tehnologice pentru conexiunile sudate pe care le efectuează în timpul funcționării. Inspectarea și controlul marginilor preparate și a unei conexiuni finite sudate sunt efectuate de serviciul de control tehnic în conformitate cu secțiunea de control al calității și de testare a conexiunilor sudate. Astfel, nici o confuzie nu apare între servicii, deoarece totul este necesar indicat în harta tehnologică a articulației sudate.
La fiecare întreprindere, cu organizația producția de sudare Procesul de sudare obligatorii sunt făcute, altfel este dificil să reziste parametrilor care sunt făcuți la calitatea lucrării efectuate. Unele întreprinderi nu își pot permite conținutul de compoziție de inginerie scumpă a producției de sudare. Minimizează costurile dvs. de inginerie și lucrătorii tehnici și pe baza unui acord și a specificațiilor tehnice, în cel mai scurt timp posibil va dezvolta un set de carduri tehnologice de sudare, precum și echipamente și materiale.
Pentru a obține un rezultat calitativ al lucrărilor efectuate în producția de sudare, sudorul ar trebui să fie ghidat de un document în care toate etapele de sudare pe construirea construcției sunt descrise corect. Nerespectarea recomandărilor prezentate în harta tehnologică poate duce la distrugerea conexiunii sudate în timpul funcționării, ceea ce poate implica consecințe ireversibile.
Mi n exterminarea comunicării Uniunii SSR
Specialități și membru Anno Contrucția O- Tehnologia
B Yuro Construction Oh acele HNi Ki SV IZ
Aproba
Sm. GRC-urile inițiale ICA
A. I. Polun Ikov
"27" Mar t A 1 989
Rutarea
La instalarea structurilor metalice PBX Metoda
Sudarea arcului
Moscova - 1989.
1 zonă de utilizare
1.1. Cardul tehnologic a fost dezvoltat de încuietori metalice metalice ale PBX prin metoda sudării arcului, aplicată de echipamentul de sudură și dispozitivul de fixare. Cartea tehnologică poate fi utilizată ca un manual pentru operațiile tehnologice corecte atunci când sudată noduri și detalii ale acceselor personale personale în aviaje, cruce, shakht și mărire electrică. 12. Compoziția lucrării, în colaborarea PBX, metoda de sudare în harta tehnologică, include: - sudarea canelurilor este deschisă cu privire la tipul de pe secțiunile directe în articulație și sudându-le în paranteze sau coagii de perete; - sudarea ferestrelor de tip deschis la un unghi de 90 °, grooves Privan Ka la Nastya M Sindrilies când trece prin perete, sudând capetele pe verticală pe Kracht Eyakh în pereți; - sudarea tipului de caneluri deschise când sunt coborâți în rândul cadrului și când trece prin suprapunerea podelei; - Introducere și sudare PC-uri de cultură Eynov în W Ahte; - Instalarea structurilor metalice prin sudare în Shah T și Coiz CE; - fixat cu metoda de sudare a canelurilor principale la rândurile canelurilor și a magilor jgheabului de traul în spargerea la 2,5 m; - Fixarea OMS Cine Wind Work Solitation Brithoves pentru chipurile și cadrele de cadre încrucișate și productive SNESS DAMES în Crucea Abonatului CEO. 1. 3. Lucrările de pe articulațiile componentelor și ale părților structurilor metalice pot fi emise în mesagerii unui W Oz al A, W Akhty, la CSA, redresor și bateriile Orno. Atunci când efectuați swap-uri de lucru, mai ales în iarna N Eri OD, ar trebui să fie inclusă și despre epuizarea exact și când lucrările de sudură sunt îndeplinite în loc și mine, se recomandă utilizarea mustață de ventilație portabilă. Într-o cazare și cazare, Umun Umun of the Work On-Eyed cu gătit în înălțime de rău este sfârșitul dolarului de deccic pentru a fi legea bateriei bateriei cu sistemul de operare satisfăcut. Când efectuați lucrări de sudare în pomposul X cu echipament stabilit, echipamentul trebuie protejat de picăturile de picături și scară metalică. paisprezece. Atunci când se leagă o carte tehnologică la un anumit obiect și condiții de construcție, este specificat volumul de muncă, calculul activității muncii, indicatorii tehnici și condominoși și mijloacele de mecanizare, luând în considerare utilizarea maximă a Parcului de numerar Mohan de la MOS și Dispozitive .2. Organizarea și tehnologia pentru desfășurarea lucrărilor
2.1. Munca pregatitoare
2. 1.1. Pregătiți spațiile tehnice în care instalarea construcțiilor metalice structurale va fi utilizată utilizând gătitul, în conformitate cu GOST 1 2.3.003.75, statul T 1 2.2.007.75 și echipați-le cu un inventar de programator. 2. 1.2. Livrați structurile necesare și Datatale pe mouterele de muncă și le plasează în conformitate cu secvența tehnologică a implementării muncii MON. 2. 1.3. Verificați termenii lucrării și, dacă este necesar, echipați zona de lucru în conformitate cu "Regulile de echipament al Echipamentelor și incendiilor Sunshine" (Snip III-4-80, Snip II -01-0 2-8 5) . 2. 1.4. Asigurați-vă că lucrările proteinei sunt măcinarea. 2. 1.5. Pregătiți documentația, uneltele și p Rispo Soba, am nevoie de sudare. 2. 1 .6. Asigurați-vă că echipamentul de sudură este gestionat.2.2. Informații generale despre conexiunile de sudură
2.2. unu . Articulația sudată este numită ELAP a unei construcții sudate, constând din două sau mai multe părți ale structurilor și a sudurii, care leagă aceste părți (vezi GOST 5264-80. "Suts cu conexiuni de boot"). 2.2.2. La instalarea structurilor metalice, următoarele sunt următoarele tipuri de compuși: Butt, Falc Eato Chna E, Brazers, unghiular. 2.2. 3. Conexiunile butonului sunt cele mai multe îmbinări sudate de piersici, în care capetele sau marginile pieselor conectate la acesta sunt asumate cu mine, astfel încât între ele a existat o distanță de 1 - 2 mm. Detaliile privind grosimea de până la 6 mm se șlefuiesc cu o căptușeală unilaterală și mai mult de 6 mm - di de o cusătură hoody. 2.2. 4. Compușii OSL EstrosNo sunt efectuați prin calea unui element al conexiunii N și alta. Majestatea de pe suprapunere nu ar trebui să fie o dublă grosime a grosimii marginilor X din Delia. Detalii când sudarea cu accidente sunt pe ambele părți. 2.2 .5. Compușii TAURUS - compuși în care capătul unei singurele E Lemet se învecinează cu suprafața unui alt element al designului sudat la un anumit unghi. Pentru a obține o cusătură solidă, decalajul dintre elementele de gătit trebuie să fie de 2 ÷ 3 mm. 2.2.6. Conexiunea unghiulară se efectuează la localizarea elementelor sudate sub unghi direct sau arbitrar, iar sudarea se efectuează de-a lungul marginilor elementelor cu unul sau ambii Toron. 2.2.7. Toate compușii sudați de mai sus sunt efectuați cu o cusătură, care este un metal metalular întărit, cu elemente neintegrate ale designului sudat. Suduri Sunt împărțită în conformitate cu următoarele semne: sub furnizarea de relativ depinde (vezi figura 1), în funcție de poziția din spațiu (vezi figura 2), pe forma exterioară (vezi figura 3).Smochin. 1. Poziția cu cusături variate în raport cu efortul curent și cu mine:
a) flanking, b) frontal, c) oblic
![]()
P este. 2. Poziția cu cusăturile fierte în spațiu:
a) inferior, b) orizontal, c) vertical, d) plafon
Smochin. 3. Formele externe de cusături sudate:
a) convex, b) normal, c) concav
2.2.8. Diametrul electrodului pentru gătit este montat în atârnă de grosimea de grosimea marginilor de gătit, vedere din Varna de la conexiunea și dimensiunile cusăturii A. Pentru conexiunile la cap, recomandarea practică a DAC asupra alegerii diametrului nivelului prelegerii a fost luată dependent de grosimea Croofului Mok: 2.2.9. Atunci când se efectuează compuși unghiulară și de marcă a principalului, cantitatea din categoria cusăturii este impusă în considerare: cu un cuțit de cusătură 3 ÷ 5 mm, sudarea este produsă de o piele E cu un diametru de 3 ÷ 4 mm, și cu un nuctode 6 ÷ 8 mm, sunt utilizate electrozi de diametru timp de 3 ÷ 5 mm. 2.2 .1. În conformitate cu diametrul selectat, mustața trebuie să fie instalată dintr-un curent de gătit, care trebuie specificat pe eticheta din fabrică lipită de ambalaj cu electrozi. 2.2. unsprezece. Cantitatea de la curentul de gătit pentru ED-LEX 4 ÷ 6 mm poate fi determinată prin formula:
Y \u003d (40 ÷ 60) · d e,
Unde Y este valoarea din curentul de gătit și; D E - di Amb Electrod, mm. 2.2. 1 2. Mărimea curentului de sudare pentru electrozi cu un diametru de 4 mm și mai mult de 6 mm poate fi determinată prin formula:
Y \u003d (20 + 6d e) · d e.
PR și acest lucru ar trebui modificat, ținând cont de grosimea metalului și poziția sudurii. Marginile și grosimea marginilor de la 1, 3 d U 1,6 d Е. Detectarea calculată a curentului de sudură este redusă cu 1 0 ÷ 1 5% și cu grosimea marginilor mai mult de 3 de - chiv Ayut este de 1 0 ÷ cincisprezece%. Sudarea verticală I. cusăturile de tavan Efectuați curentul, la 1 0 ÷ 1 5% mai puțin decontare. 2.2. 1 3. Electrode metalice pentru sudarea arcului De la acesta se face în conformitate cu GOST 9466-75. "Electrode acoperite metalice pentru sudarea și supratensiunea manuală a arcului. Clasificare, dimensiuni și cerințe tehnice generale I ". Dimensiuni instalate GOST:
tabelul 1
|
Diametrul electrodului, mm |
Lungimea electrodului, mm |
||
|
carbon și sârmă aliat |
de la firul de înaltă aliat |
||
2.3. Secvență și metode de lucru
2.3. unu . Fac un ansamblu de post arcuit SV (vezi Ri p. 4) pentru ce:
Smochin. 4. Cu X EMA cu compus cu Poste de gătit pentru manual cu gătit
A) stabilește transformator de sudură electronică într-un OM special echipat, în conformitate cu "Regulile anxietății în condiții de siguranță ale HN IKI", locul. Selectați marca transformatorului de sudură în tabel. 2.
masa 2
|
Transformator de marcă |
Curentul de sudare și |
Tensiune, B. |
Putere nominală, sq · a |
Dimensiuni generale, mm |
Mass, kg. |
lucrarea nominală |
||
|
nominal |
limite de reglementare |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD -0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T dm- 31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T dm- 50 35 2 |
555 × 585 × 888 |
|||||||
| T dm- 50 2U2 |
720 × 845 × 780 |
|||||||
Ri S. cinci. Cleme pentru dezintegrarea firelor rozetice la produsul suddabil:
a) șurub exterior, b)
E) Conectați al doilea terminal al transformatorului de sudură la suportul electric (vezi RIQ 6) cu firele RGD sau RGDO (GOST 6731 -77E);
Smochin. 6. Tipuri de e-mail RO Dodorg la Belie
E) Sunteți o BIRAHE cu măsurarea firelor pentru lucrările de gătit cu lungimea lor nu mai mare de 3 0 m pe standarde recomandate:
|
Cea mai mare valoare a curentului de sudură și |
||||
| Zona de conducere, mm 2: | ||||
| Singur | ||||
| Dublu n wow. |
U l \u003d 1, 73jρl / s,
Unde u l este nul, în; J - Curentul de sudură și; ρ este rezistivitatea firelor, ohm · m; L este lungimea firelor, m; S este zona transversală a firelor, mm2. Dacă valoarea U L depășește cu mai mult de 5%, este necesar să se mărească suprafața secțiunii transversale a firului; h) Înregistrările pentru a proteja ochii și pielea feței cu lucrări de sudură de fișiere cu scuturi, mas kami sau căști (GOST 1 361-69) (vezi Ri p. 7).
Ri S. 7. CRE DS Protecția TV de la expunerea de la un arc de gătit și stropi metalice
2.3.2. Continuă să mănânce să repliționeze Eni în conformitate cu proiectarea și declanșarea VN, documentația tuturor locuințelor montate pe perete, Kronech al celor din mesagerii automobilelor, a minelor, a minelor și a instalațiilor electronice. 2.3.3. Se amestecă parantezele jgheaburilor de tip deschis atașate pereților la pereți, mutați-le unul la celălalt, astfel încât spațiul să rămână între ele, P Avny 1 ÷ 2 mm, sudură secțiunile individuale ale jgheaburilor de jgheaburi cu RONIM elvețian ( Vezi p. 8) și sudați pista obținută a capetelor la șocuri de la două laturi (cu MP 9) cu lățimea capetelor de 400 ÷ 6 00 mm sau pe o singură mână într-o manieră de verificare - cu o manieră de verificare Lățimea non-canelurilor 1 50 ÷ 300 mm.
P și s. 8. Sudarea canelurilor cu un tyk
Pentru a afla cu cărbune agios, principalele jgheaburi ale PR sunt evitate din două laturi, așa cum este indicat în fig. nouă.
Smochin. 9. Trebuie cu un jgheab la suport sau pe cărbune împreună cu talia
2.3.4. Mutați magicianul și lovitura de înveselească a încăperii în cazul plasării camerei, este topită de Magi și Fix (vezi clauza 2.3.3), astfel încât decalajul dintre jgheaburi să fie de 1 ÷ 2 mm și produce caneluri de sudură de magie cu un unghi la un unghi de 90 ° (cu m. p. 10 și fig.11). În același timp, fiecare bandă laterală și jgheabul îmi interzice de la Soarele Eh cu Toron.
Smochin. 11. Fixarea unui jgheab de trunchi la o joncțiune de 90 °
2.3.5. Vom reproduce un trunchi de trunchi despre b într-un pasaj cu melodii la n cu carne automată (cu m. P. 12). Sudarea se face cu unul cu un toron al jgheabului unul cu un declanșator într-o ordine eșalonată.
P este. 12. Pasajul Magis Magis peste perete
2.3.6. Laugem jgheaburile verticale de trunchi la parantezele H AM, este deșurubat pe pereții camerei (vezi figura 13). Sudarea este condusă la fiecare suport cu trei cu Toron.
Smochin. 1 3. Slut les în eroul gâtului
2.3 .7. Montați cursele bustenilor principale din rândul cadrului (vezi p. 14), cu sudarea canelurilor la coroanele cadrelor rândului cadrului, produceți de la trei laturi ale fiecărei benzi de robie laterale.
Ri S. 14. Coborârea canelurilor din rândul cadrului
2.3.8. Batjocoriți hărțile canelurilor de trasare în mijlocul trecerii lor prin suprapunerea podelei (vezi p. 15). La producerea de muncă, armata jgheaburilor de trunchi la gaura încadrată este făcută pe ambele părți ale benzilor laterale ale jgheabului.
Smochin. 15. Trecerea jgheaburilor de trunchi prin suprapunere
2.3.9. Instalați structurile metalice din camera de mine. Bazele brațelor de flacon sunt sudate la cărbunele de fundație. În partea superioară a parantezelor și fiți gătite la benzi de oțel E 3 0 × 4. Anexarea atașării Ynov Kronex în mine este prezentată în fig. şaisprezece.
Smochin. 1 6. Un exemplu de instalare a parantezelor într-o mină
Fixarea rândurilor de paranteze cu fantă între ei și pe pereții camerei se face folosind un pătrate de 40 × 50 × 4 trunchi, care sunt sudate la provocările superioare ale parantezelor de alpinism și de cărbunele montate pe perete. Jgheaburile private din sediul și minele sunt sudate la cărbunele principale, cu subrulentele extreme ale sudurii de jgheab de la ambele părți (vezi p. 9), iar la restul cărbunelui - pe de o parte într-o ordine de verificare (a se vedea Ri s. 17 și orezul. Optsprezece).
Smochin. 1 7. Racing poziția și locul de sudură al boviei bosip în Sh Ahte (aproximativ
Smochin. 1 8. Locația și locul sudării canelurilor în ACT W (Prez Merne)
2.3. 1 0. Cornel principali Fixarea rândurilor de paranteze din mine sunt îmbinate prin sudarea în articulație (cu m. Ri s. 19a) sau nnales t (cu m. Ri s. 19b).
Smochin. 19. Exemple de stropire trunchi x pătrat
2.3 .11. Există instalații în chutele de laddy pe pereții minei. Un exemplu de suită și locuri de sudare a jgheaburilor. Având în fig. 20 și FIG. 21.
Smochin. Douăzeci de ani. Locația și locul sudării jgheaburilor din mine (aproximativ)
Ri S. 21. Locația și locurile de sudare a jgheaburilor din mine (aproximativ)
2.3 .1 2. Instalarea tallokonilor tijei în K ro SS E este produsă în mod similar cu instalarea observațiilor metalice în Shah. Rangurile statisticilor din cruce sunt montate între ele și la camerele montate pe perete ale camerei, cu ajutorul pătratelor de trunchi de 40 × 50 × 4, care sunt sudate în cadrul cărbunelui de perete. Montarea canelurilor obișnuite în metoda de sudare încrucișată este făcută similară cu montajul din mine. Un exemplu de instalare a canelurilor peste carcasa celulelor CA este prezentată pe RI S. 22.
P este. 22. Executați-i pe ANVOK și ghiduri pe zahăruri la Ross
2.3. 1 3. Fixarea canelurilor magice la sistemul de operare obișnuită este gresie prin sudare folosind un accident, care este sudat la benzi laterale ale jgheaburilor obișnuite și trunchiului de pe ambele părți (vezi Ri p. 23).
Smochin. 23. Pentru a răspunde la jgheabul de trunchi la obișnuit
2.3. 1 4. Fixarea canelurilor de trunchi la canelurile principale într-o intervină la 2,5 m de către metoda cu gătit și jgheabul de trunchi pentru iubirea Teli este îmbunătățită cu tije tanny, sudate la ambele benzi laterale ale jgheabului (vezi p. 24).
Smochin. 24. Fixarea fartului la 2,5 m
3. 3.1 5. Fixarea canelurilor de creștere a sirelor întregului fire este făcută la fel, dar fixarea canelurilor principale în interval este de până la 2,5 m, de asemenea prin sudare, folosită numai utilizarea tijei de tijă din oțel. Un exemplu de fixare a triburilor lui Lo Bov în fig. 25.
Smochin. 25. Exemplu de fixare a unui fir de crom pentru fire cromate
2.3. 1 6. Fixarea cadrului cu mufele de testare în crucea abonatului se face prin gătire. La măsurarea cadrului, metoda de sudare este prezentată în fig. 26.
Ri S. 26. Rame fixate cu cuiburi de tortură IP în abon nts ko m cruce
2. 3.1 7. După instalarea structurilor metalice, este posibilă curățarea îmbinărilor sudate de la Okalin, verificând calitatea executării acestora și pictura de smalț gri. 2.3. 1 8. În procesul de testare a calității îmbinărilor sudate, fără inspecția cu o mărire de 10 ori, pot fi detectate defecte. Tipurile de defecte care au apărut în procesul de sudare sunt prezentate în fig. 27.
Smochin. 27. Vizualizarea defectelor în timpul sudării
2 .3.1 9. Devents cu Varnya sunt conectate la pitch-ul Arco cu ochii ulteriori de la scară și acoperirea cu una cu Lezem Marea EM Ali.
2.4. Măsuri de securitate la efectuarea sudării
2.4. unu . Carcasa surselor de alimentare a arcului (transformatoarelor), de la echipamentul auxiliar de gătit și produsele sudate care se îndreaptă spre vehicul înainte de începerea lucrului. 2.4.2. Se efectuează prin cupru de cupru, un conete la un șurub special cu inscripția "Zle Blah" pe corpul sursei de recesiune, sunt un arc, și al doilea capăt - la sol cu \u200b\u200banvelopa ei. 2.4 .3. Pentru a conecta un transformator de sudură la rețea, se folosesc cutiile de perete cu choppers, prepastre și cleme. Nu este obișnuit să l la LHNA CE10 m. 2.4.4. Dacă trebuie să măriți cablajul de alimentare, conexiunea este utilizată cu o masă izolatoare solidă. 2.4.5. Firele de alimentare sunt suspendate la o altitudine de 2,5 - 3,5 m, iar obloanele firelor sunt constând în conducta Tallichki. 2.4.6. Sudarea pro în S) ar trebui să fie utilizată cu o izolație bună și să aibă o secțiune transversală corespunzătoare curentului de sudură. 2.4.7. Filtrele Sveti introduse în răspunsul de observare a cărnii, măștilor sau cântării sunt selectate în conformitate cu GOST 9497-60, în funcție de curentul de sudură. Trei tipuri de tipuri de aburi sunt prevăzute cu veto: E-1 (pentru curenții 30 - 75 a), E-2 (pentru curenții 75-2a), E - 3 (pentru curenții 200 - 400 A), 3 - 4 ( Pentru curenții B OL 400 A). 2.4.8. Se pare că văd ochii lucrătorilor care ajută la efectuarea cu lucrări de gătit, filmele ușoare sunt utilizate în 1, 2 și C- 3. 2.4.9. Lucrările de sudare sunt realizate în codeguardul SPE din prelata sau SQ. În pantaloni. 2.4 .1 0. La sudarea tavanului, cusăturile orizontale și verticale, ambalajele de bară și verticală sunt purtate și strâns strâns pe mâneci pentru mâini. 2.4. unsprezece. Zăurile cusături sudate sunt în căutarea de la zgură numai după răcire și asigurați-vă că ochelari cu ochelari simpli. 2.4. 1 2. Comenzile de ventilație la LZNA furnizează WHO DUGHED cu electrozi manual de sudare cu arc cu strat de înaltă calitate de la 4000 la 6000 m 3 la 1 kg de consum de electrod. 2.4. 1 3. Următoarele concentrații de substanțe din aer sunt permise la locul de muncă (în mg / m 3): M argan și compușii săi - 0,3; Cromul și compușii săi - 0,1; Plumb și compușii săi - 0,001; hidrogen fluorură - 0,5; Oxidul și acidul - 5.0; Benzină, Ke Rosin - 300.0. Concentrația Netox și a prafului mai mare de 1 0 mg / m 3 nu este permisă dacă conținutul de cuarț din praf depășește 1 0%, concentrația de praf netoxic este permisă numai la 2 mg / m 3.2.5. Compoziția de calificare numerică a interpreților
Funcționează pe moda în metalokons de camioane de camioane, metoda de sudare este realizată prin legătura numărului total de 3 persoane din oile A, care include: Month Tazhn IR Comunicare 5 descărcare și Dai Ma Onewarna O conexiune este de 4 ori pe un rând , dintre care unul a terminat cursuri de metode. Lucrări de sudură.2.6. Calculul costurilor forței de muncă
Norma momentului de sudare este, de asemenea, compusă din timpul pregătitor - t N, despre dinamistul despre timpul - t o, timpul auxiliar - t b, timpul suplimentat - t d și z de timp anxceutiv - t z.Unde y \u003d 7,85 g / cm 3 - Specifică strânsă cu tali, f \u003d 0, 5 5 s m 2 - Secțiunea transversală ferăstrău pop, L \u003d 1 00 cm - lungimea cusăturii, D B \u003d 1 0 g / A · C - Cooph protoize de electrozi de electrozi, J \u003d 1 80 A este puterea modului de sudare, heap. \u003d 0,25 - Coeficientul, ținând seama de organizarea muncii, K - coeficientul ENT, ținând seama de organele muncii, la 1 00 cm, T O este momentul principal al arcului Arcului. Calculul Tr U trebuie administrat în tabel. 3.
Tabelul 3.
|
Justificare (Yenir, etc.) |
Numele de lucrări |
unitate de măsură |
Scopul muncii |
Rata de timp pe unitate de măsură, persoană-h |
Costurile forței de muncă pentru întregul volum, persoană-h |
Ratele pe unitate de măsură, RUB.-COP. |
Costul costurilor pentru întregul volum, frecați. - COP. |
| Instalare META LL Structuri Windows la Metoda de sudare |
2.7. Schema de control operațional de calitate
Schema de control al calității operaționale atunci când efectuați lucrări la instalarea construcțiilor de înaltă calitate prin metoda de sudare este dată în tabel. patru.Tabelul 4.
|
Numele operațiunilor care urmează să fie controlate |
Controlul calității operațiunilor |
servicii atașate |
||||
|
producător de muncă |
maestru |
|||||
| Munca pregatitoare | Corectitudinea organizării lucrătorului cu asta. Competența echipamentului de sudare și a axei H Adezhn. Prezența și corectitudinea structurilor și a părților necesare | Vizual | D Despre începerea lucrului cu ferestre metalice de gătit | |||
| Calitate sudată cu denimii e | Prostii de fisuri, pori, zgura x inclus Cheni, imperative in, sublicas, aflux, arsuri, crater, vanzari inegale a lățimii cusăturii, deplasările sudate x marginile | Vizual, cu o lupă cu 10 - multiple de Mel | În procesul de sudare | |||
3. Indicatori tehnici și economici
Intensitatea muncii de lucrări, persoană-DN. - Durata, Ziua. - Numărul de instalatori annici, oameni. - 3.4. Resurse materiale și tehnice
Nevoia de instrumente și dispozitive duce la masă. cinci.Tabelul 5.
|
Nume |
Tip, Mark, Gost, tu |
Număr, PC-uri. |
Scop |
|
| Conductor electric 300 A sau 500 a |
GOST 14651-78 E. |
Pentru a ține electrodul pentru sudură | ||
| Sârmă de sudură și PRGD L \u003d 3 m |
GOST 6371 - 77E |
Pentru sub conducere la el ejector ro doortor | ||
| Cuplare | Pentru conectarea firelor | |||
| Terminalul de la sol | M-am conectat la partea sudată | |||
| RTC RTC cu mâner electric L \u003d 200 mm |
GOST 17199 -7 1 |
Pentru diferite ore de lucru la repararea echipamentului de sudare | ||
| Clește combinate în animale L \u003d 200 m m |
GOST 17440 -72. |
|||
| Divorizarea numărului cheie 2 |
GOST 7275-75. |
Pentru a conecta firele | ||
| Ciocanul a 2. |
GOST 2310 - 70 |
Pentru striparea cusăturii | ||
| ST E CLO Ultimul (SV Etoto ILTR) Tip E - 2, E - 3, E - 4 |
GOST 9497 - 60 |
Pentru n ochi de rezervor de la de i arcul de sudare | ||
| Lumina de sticlă E dimensiune 52 × 1 04 × 3 | Pentru protecția filtrului de lumină | |||
| Perie metal la cardol e nte |
TU-494-01 -104-76 |
Pentru măturarea mării în suprafețe | ||
| Masca sudor SS. |
GOST 136 1-69. |
Pentru a proteja împotriva unui arc de gătit | ||
| Daltă |
GOST 72 11 -72 |
Pentru striparea cusăturii | ||
| Contorul mă îndoiesc aliat |
GOST 7253 - 54 |
pentru măsurarea pieselor și distante între ele | ||
| Sudarea transării pentru RM AR | ||||
| El e culturi |
GOST 9466-75. |
Ministerul Comunicațiilor din Uniunea SSR
Design specializat și tehnologic
Biroul de comunicare tehnologică a construcțiilor
Aproba
Adjunct. Șeful GRS.
A. I. Pralin
Rutarea
La instalarea structurilor metalice PBX Metoda
Sudarea arcului
Smochin. 1. Poziția sudurilor în raport cu efortul actual:
a) flanking, b) frontal, c) oblic
![]()
Smochin. 2. Poziția sudurilor în spațiu:
a) inferior, b) orizontal, c) vertical, d) plafon
Smochin. 3. Forme externe de suduri:
a) convex, b) normal, c) concav
2.2.8. Diametrul electrodului de sudare este montat în funcție de grosimea marginilor sudate, de tipul de îmbinare a articulațiilor sudate și de probă. Pentru compușii capului, sunt primite recomandări practice privind alegerea diametrului electrodului, în funcție de grosimea marginilor sudate:
2.2.9. La efectuarea compușilor unghiulari și tavari, dimensiunea categoriei de cusături este luată în considerare: cu un cuțit al cusăturii 3 ÷ 5 mm, sudarea este realizată printr-un electrod cu un diametru de 3 ÷ 4 mm și electrozii cu a Diametrul de 4 ÷ 5 mm este utilizat cu un cuțit 6 ÷ 8 mm.
2.2.10. În funcție de diametrul selectat al electrodului, magnitudinea curentului de sudură este indicată pentru a fi indicată pe eticheta din fabrică lipită de ambalaj cu electrozi.
2.2.11. Mărimea curentului de sudură pentru electrozii 4 ÷ 6 mm poate fi determinată prin formula:
Y \u003d (40 ÷ 60) · DE,
unde Y este valoarea curentului de sudură și;
DE este diametrul electrodului, mm.
2.2.12. Mărimea curentului de sudură pentru electrozii cu un diametru mai mic de 4 mm și mai mult de 6 mm poate fi determinată prin formula:
Y \u003d (20 + 6de) · DE.
Ar trebui modificată, luând în considerare grosimea metalului și poziția sudurii.
Cu grosimea marginilor de la 1,3d la 1,6 Е, valoarea calculată a curentului de sudură este redusă cu 10 ÷ 15%, iar cu grosimea marginilor cu mai multor 3de - creșterea cu 10 ÷ 15%. Sudarea cusăturilor verticale și de tavan sunt efectuate de un curent, 10 ÷ 15% mai puțin decât cel calculat.
2.2.13. Electrozii de metal pentru sudarea cu arc sunt fabricate în conformitate cu GOST 9466-75. "Electrode acoperite metalice pentru sudarea și supratensiunea manuală a arcului. Clasificare, dimensiuni și cerințe tehnice generale. "
Dimensiuni instalate GOST:
tabelul 1
|
Diametrul electrodului, mm |
Lungimea electrodului, mm |
||
|
carbon și sârmă aliat |
de la firul de înaltă aliat |
||
2.2.14. Abateri admise de-a lungul lungimii electrodului la o mână de până la ± 7 mm și cu mașină la ± 3 mm. Abateri admise în diametru în intervalul de la -0,12 la +24 mm, în funcție de valoarea diametrului și de gradul de precizie stabilit.
2.3. Secvență și metode de lucru
2.3.1. Faceți o ansamblu a unui post de sudură (vezi Fig.) Pentru ce:
Smochin. 4. Schema postului de sudare pentru sudarea manuală
a) Instalați transformatorul de sudură într-o special echipată, în conformitate cu reglementările privind siguranța și siguranța la incendiu ", locul. Selectați marca transformatorului de sudură în tabel. .
masa 2
|
Curentul de sudare și |
Tensiune, B. |
Putere nominală, sq · a |
Dimensiuni generale, mm |
Mass, kg. |
||||
|
lucrarea nominală |
muta inactivă |
|||||||
|
nominal |
limite de reglementare |
|||||||
Notă. Tabelul prezintă transformatoarele eliberate în serie pentru sudarea manuală a arcului. Transformatoarele sunt lăsate să înlocuiască cu alte persoane similare cu utilizarea;
b) Conectați transformatorul de sudură instalat la rețeaua de alimentare prin comutator sau pornirea magnetică utilizând firele PRG (GOST 20520-80), ACPT sau AKPRTN (GOST 13497-77E);
c) măcinat carcasa transformatorului de sudură utilizând firele menționate la punctul B;
d) conectați unul dintre bornele transformatorului de sudură la partea sudată cu clema (vezi fig.), ACPT sau AKPRTN (GOST 13497-77E);
Smochin. 5. Clame pentru atașarea firului de sudură la produsul suddabil:
a) șurub exterior, b)
e) Conectați cel de-al doilea terminal al transformatorului de sudură la suportul electric (vezi fig.) sau PBGO (GOST 6731-77E);
Smochin. 6. Tipuri de suporturi electrice
e) Alegeți o secțiune transversală a firelor pentru sudarea cu lungimea lor nu mai mare de 30 m pe standarde recomandate:
|
Cea mai mare valoare a curentului de sudură și |
||||
|
Zona de conducere, mm2: |
||||
|
singur |
||||
|
dual |
g) Cu lungimea firelor de sudare până la 100 - 150 m, determinați scăderea tensiunii cu formula:
Ul \u003d 1,73jρl / s,
unde ul este scăderea tensiunii;
J - Curentul de sudură și;
ρ este rezistivitatea firelor, ohm · m;
l este lungimea firelor, m;
s este zona transversală a firelor, mm2.
Dacă valoarea UL depășește cu mai mult de 5%, este necesar să se mărească suprafața secțiunii transversale a firului;
h) Utilizați pentru a proteja ochii și pielea persoanei atunci când efectuați sudare cu panouri, măști sau căști (GOST 1361-69) (vezi fig.).
Smochin. 7. Remedii pentru efectele arcului de sudură și stropi metalice
2.3.2. Faceți un suport în conformitate cu proiectarea și documentația instructivă a tuturor pătratelor, paranteze montate pe perete, în spațiile de atribuire, cruce, mine și centrale electrice.
Smochin. 9. Fixarea jgheabului la suport sau carbon de-a lungul peretelui
2.3.4. Treci jgheabul de trunchi prin gaura din peretele camerei, mutați-l în jgheabul de trunchi așezat și fixat (vezi p.) Astfel încât decalajul dintre jgheaburi să fie egal cu 1 ÷ 2 mm și să facă sudarea jgheaburilor de trunchi în Junction la un unghi de 90 ° (cm. Fig. și Fig.). În același timp, fiecare bandă laterală a jgheabului grosieră din toate părțile.
Smochin. 11. Fixarea unui jgheab de trunchi la o joncțiune de 90 °
2.3.5. Laugem jgheabul de trunchi în trecere prin perete la cărbune montat pe perete (vezi Fig.). Sudarea se face pe o parte a cusăturii unisilate de jgheab într-o ordine de verificare.
Smochin. 12. Trecerea plângerii principale prin perete
2.3.6. Laugem jgheaburile verticale de trunchi la paranteze fixate pe peretele camerei (vezi fig.). Sudarea se face la fiecare suport din trei laturi.
Smochin. 13. Montarea jgheabului principal vertical la perete
2.3.7. Montați declanșatoarele jgheaburilor de trunchi în rândul cadrului (vezi fig.), Cu sudarea canelurilor la parantezele rândului cadrului, produceți din trei laturi ale fiecărei benzi robice laterale.
Smochin. 14. Coborârea canelurilor din rândul cadrului
2.3.8. Montați cursele jgheaburilor de trunchi în locurile trecerii lor prin suprapunerea podelei (vezi Fig.). În fabricarea de lucrări, jgheaburile de trunchi de sudură la cadrul gaurei de trecere, fac partea din capul jgheabului pe ambele părți.
Smochin. 15. Dispozitivul ridicat al jgheaburilor de trunchi prin suprapunere
2.3.9. Instalați structurile metalice din camera de mine. Bazele brațelor de flacon sunt sudate la cărbunele de fundație. În partea de sus a brațelor sudate la banda de oțel de 30 × 4. Un exemplu de instalare a parantezelor din mine este prezentat în fig. .
Smochin. 16. Un exemplu de instalare a parantezelor într-o mină
Fixarea rândurilor de brațe de flacon între ele și pe pereții camerei este făcută cu ajutorul de 40 × 50 × 4, care sunt sudate în partea superioară a parantezelor sloturilor și a cărbunelui montat pe perete. Jgheaburile private din sediul arborelui sunt sudate la cărbunele principale, iar la jgheaburile extreme sunt sudate din două laturi (vezi Fig.), Iar la restul cărbunelui - pe de o parte într-o ordine de șah (vezi fig . Și fig.).
Smochin. 17. Locația și locul sudării jgheaburilor din mine (aproximativ)
Smochin. 18. Locația și locul sudării jgheaburilor din mine (aproximativ)
2.3.10. Montarea principală a cărbunelui a rândurilor de paranteze din mine este splicată prin sudarea în articulație (vezi figura A) sau Vanbest (vezi figura B).
Smochin. 19. Exemple de splicing de pătrate de trunchi
2.3.11. Făcând jgheaburi de aer pe pereții camerei de mine. Un exemplu de locație și loc de sudare a jgheaburilor este prezentat în fig. și Fig. .
Smochin. 20. Locația și locul de sudură al jgheaburilor din mine (aproximativ)
Smochin. 21. Locația și locul sudării jgheaburilor din mine (aproximativ)
2.3.12. Instalarea structurilor metalice în cruce se face în mod similar cu instalarea structurilor metalice din mine. Rangurile statisticilor din cruce sunt montate între ele și la camerele montate pe perete ale camerei, cu ajutorul pătratelor de trunchi de 40 × 50 × 4, care sunt sudate în cadrul cărbunelui de perete. Montarea canelurilor obișnuite în metoda de sudare încrucișată este făcută similară cu montajul din mine. Un exemplu de instalare a canelurilor de deasupra celulelor transversale este prezentat în fig. .
Smochin. 22. Exemplu de instalare a canelurilor pe celule transversale
2.3.13. Fixarea jgheaburilor de trunchi la ordinare se realizează prin sudură folosind o tijă, care este sudată la benzi laterale ale jgheaburilor obișnuite și de trunchi pe ambele părți (vezi figura 23).
Smochin. 23. Fixarea jgheabului principal către obișnuit
2.3.14. Fixarea canelurilor trunchiului la canelurile principale din spargele este de până la 2,5 m este efectuată de metoda de sudare, iar jgheabul de trunchi pentru rezistență este amplificat de tije de oțel, sudate la ambele laterale ale jgheabului (vezi fig.) .
Smochin. 24. Fixarea jgheabului în intervalul la 2,5 m
3.3.15. Fixarea canelurilor pentru firele transversale se face în mod similar cu fixarea jgheaburilor de trunchi în intervalul la 2,5 m, numai prin sudură, numai fără a folosi tije de rigiditate din oțel. Un exemplu de fixare a canelurilor este prezentat în fig. .
Smochin. 25. Exemplu de fixare a unui fir de crom pentru fire cromate
2.3.16. Fixarea unui cadru cu cricuri de testare în crucea abonatului este realizată prin sudură. Un exemplu de fixare a cadrului prin metoda de sudare este prezentat în fig. .
Smochin. 26. Cadrul de fixare cu cuiburi de testare în crucea abonatului
2.3.17. După instalarea structurilor metalice se face, îmbinări sudate de la scară, verificând calitatea executării și vopsirii lor cu smalț gri.
2.3.18. În procesul de verificare a calității îmbinărilor sudate prin inspecție externă cu o mărire de 10 ori, pot fi detectate defecte. Tipurile de defecte care au apărut în procesul de sudare sunt prezentate în fig. .
Smochin. 27. Tipuri de defecte la sudură
2.3.19. Defectele de conexiuni sudate sunt corectate de o tabără cu curățare ulterioară de la scară și acoperire cu un strat de smalț gri.
2.4. Măsuri de securitate la efectuarea sudării
2.4.1. Carcasa surselor de alimentare a arcului (transformatoarelor), a accesoriilor de sudură și a produselor sudate sunt sol până la începutul muncii.
2.4.2. Se efectuează împământarea sârmă de cupru, un capăt al cărui capăt este conectat la un șurub special cu inscripția "Pământul" pe carcasa sursei de alimentare a arcului și al doilea capăt al anvelopei de împământare.
2.4.3. Pentru a conecta un transformator de sudare la rețea, se utilizează sertare de perete cu întrerupătoare, siguranțe și cleme. Lungimea firelor sursei de alimentare nu trebuie să depășească 10 m.
2.4.4. Dacă trebuie să extindeți firele de alimentare, se utilizează o cuplare cu o masă izolatoare solidă.
2.4.5. Firele de alimentare sunt suspendate la o altitudine de 2,5 - 3,5 m, iar tăieturile firelor sunt încheiate în țevi metalice.
2.4.6. Firele de sudare trebuie utilizate cu o izolație utilă și au o secțiune transversală corespunzătoare curentului de sudură.
2.4.7. Filtrele ușoare care sunt introduse în gaura de observare a scutului, mascăi sau cascălor, sunt selectate în conformitate cu GOST 9497-60, în funcție de curentul de sudură. Sunt prevăzute patru tipuri de filtre de iluminat din sticlă: E-1 (pentru curenții 30-75a), E-2 (pentru curenții 75 - 200a), E-3 (pentru curenții de 200 - 400 a), 3-4 ( Pentru mai mult de 400 de curenți, dar).
2.4.8. Pentru a proteja ochii lucrătorilor, ajută la efectuarea sudării, filtrele B-1, B-2 și B-3 sunt utilizate.
2.4.9. Lucrările de sudare sunt făcute în salopete din prelată sau o cârpă densă, în mănuși și căptușeală, în timp ce pantalonii nu trebuie umpluți în pantofi, buzunarele - trebuie închise cu supape, iar sacoul nu trebuie reumplut în pantaloni.
2.4.10. La sudarea tavanului, cusăturile orizontale și verticale, trunchiurile de prelată sunt purtate și leagă strâns pe mâneci în mâini.
2.4.11. Cusăturile sudate curățate de zgură numai după răcirea completă și asigurați-vă că ochelari cu ochelari simpli.
2.4.12. Dispozitivele de ventilație trebuie să furnizeze schimb de aer atunci când electrozii de sudare cu arc manual cu acoperire de înaltă calitate de la 4000 la 6000 m3 pe 1 kg de consum de electrod.
2.4.13. Următoarele concentrații de substanțe din aer sunt permise la locul de muncă (în mg / m3): mangan și compușii săi - 0,3; Cromul și compușii săi - 0,1; Plumb și compușii săi - 0,001; hidrogen fluorură - 0,5; Oxid de azot - 5,0; Benzină, kerosen - 300.0.
Concentrația de praf netoxic este mai mare de 10 mg / m3 nu este permisă, dacă conținutul de cuarț în praf depășește 10%, concentrația de praf netoxic este permisă numai la 2 mg / m3.
2.5. Compoziția de calificare numerică a interpreților
Lucrările la instalarea structurilor metalice PBX prin metoda de sudare este efectuată de legătura cu un număr total de 3 persoane, care include: linia de asamblare 5 a descărcării și două ansambluri de descărcare 4, dintre care una a fost finalizată cursuri cu privire la metodele de sudare.
2.6. Calculul costurilor forței de muncă
Rata de timp a sudării este compusă din cinci elemente: Timp pregătitor - TP, Timpul principal - la, timpul auxiliar, Timp suplimentar - TD și timpul final - TZ.
unde y \u003d 7,85 g / cm3 - densitatea specifică a oțelului,
F \u003d 0,55 cm2 - secțiunea transversală a cusăturii,
L \u003d 100 cm - cusătură lungime,
db \u003d 10 g / a · H - coeficientul de suprafață a electrozilor,
J \u003d 180 A - Puterea curentă în timpul sudării,
Lovitură. \u003d 0,25 - coeficient, ținând cont de organizarea muncii,
k - Coeficientul, ținând cont de organizarea de 100 cm cusături,
este momentul principal al arderii arcului.
Calcularea costurilor forței de muncă este prezentată în tabelul. .
Tabelul 3.
|
Numele de lucrări |
unitate de măsură |
Scopul muncii |
Rata de timp pe unitate de măsură, persoană-h |
Costurile forței de muncă pentru întregul volum, persoană-h |
Ratele pe unitate de măsură, RUB.-COP. |
Costul costurilor pentru întregul volum, RUB.-COP. |
|
|
Instalarea structurilor metalice PBX prin metoda de sudare |
Sustinează Interviu cu un expert
24.09.2016 , 10:32
Probleme cu spate și articulații - Calea directă spre handicap! Cum să vă salvați și să uitați de durere, îi spune medicului stiinte Medicale, Profesor Bubnovsky Serghei Mikhailovich
2015-10-25Din tabloul editorial: conform statisticilor, fiecare al 8-lea rus suferă de osteochondroza, diferite boli ale articulațiilor (artrită, artrită, radiculită). Nu ar părea mortală, dar ... mai întâi pacienții trebuie să nu trăiască, dar există. Și apoi, din cauza limitării mobilității, există boli asociate ca hernia, tulburări metabolice și lipsa de oportunitate de a merge. Cum să scapi de problemele cu sistemul musculo-scheletal și să devină o persoană sănătoasă, am cerut medicului de științe medicale, profesor de Bubnovsky Serghei Mikhailovici
Bună ziua, Sergey Mikhailovici. Spuneți-mi: Este adevărat că, deloc, la prima vedere, boli, ca radiculită și osteochondroză, pot provoca boli mai grave? Și este adevărat că fiecare al 8-lea rus este bolnav?
Bună după-amiază, Irina. Din osteochondroza și radiculita nu mor. Dar, există un punct important - dacă nu le tratează, literalmente timp de șase luni apare un buchet de boli concomitente. Aceasta este o creștere a greutății și a curburii spinării și a tulburărilor metabolice. Și care este cel mai rău - în cele mai recente etape ale articulațiilor pot apărea tompeții care duc la cancer.
De exemplu, fără tratamentul herniei se poate transforma într-o tumoare malignă. Da, poate fi operat, dar ... asta e spatele. Puteți rămâne dezactivat.
Despre statistici: Din păcate, mai mult de 50% din populația Rusiei suferă de osteochondroză și radiculită în agregat. Și că cea mai teribilă - această boală "mai mică". Dacă mai devreme, oamenii de la 40 de ani au fost tratați pentru tratament, atunci tinerii au început să vină.
Prin urmare, dacă spatele, gâtul sau articulațiile, nu ar trebui să fie bolnavi, nu scrie totul pentru oboseală. Cel mai probabil, una dintre aceste boli a ajuns la tine.
- Ce să faci într-o astfel de situație?
Voi răspunde - tratat. Doar există două probleme.
Primul: În majoritatea spitalelor nu există chirurg-reumatologi care puteau diagnostica și scrie un diagnostic în timp.
În al doilea rând: Chirurgii de reumatologie al orașului nu sunt adesea adâncite de esența problemei, deoarece aceste boli sunt considerate cronice și nu periculoase. Pur și simplu prescriu geluri care elimină senzațiile dureroase și recomandă efectuarea de încărcare. Aceasta este, ca rezultat, o persoană rămâne una cu problema și durerea sa.
Desigur, instituția noastră, personal și echipa mea încearcă să rezolve această situație. Dar, din păcate, nu putem da ordine clinicilor districtuale și reglementează situația.
Prin urmare, am decis să mergem într-un alt mod și am comis recent un adevărat progres proiect internațional. "Nici o durere". Suntem încrezători că va contribui la schimbarea situației din țară și va ajuta oamenii să trăiască o viață întreagă.
- Adică aveți deja o soluție la problema durerii în spate, gât și articulații?
Da este. În cadrul proiectului, am avut acces la primul preparat creat în cadrul acestui program -. Anterior, acest agent nu a fost furnizat Rusiei, deoarece nu a existat permisiunea și capacitatea necesară, iar toate părțile disponibile au fost răscumpărate în China și în Statele Unite. Am obținut să participăm la dezvoltarea și cercetarea cremei de artă și acum vine în Rusia!
- Ce anume este descoperirea, ce este acest medicament?
Arthropant - o cremă dovedită pentru combaterea durerii în articulații, artrită și artroză, aceasta repornește pur și simplu corpul și include regenerarea celulelor deteriorate. Adică elimină singuri cauza durerii și returnează coloana vertebrală, articulațiile din starea inițială, normală. Aceasta este, ca rezultat, pacientul nu doar scapă de simptome, ci devine o persoană complet sănătoasă.
La început, artropantul repornește sistemul de regenerare a corpului, trecând sindromul durerii.. Deja în două sau trei săptămâni, tratamentul va fi finalizat și, cel mai important, nu este permis re-apare durere, repetând prompt cursul.
- Crema "Arthropant" ajută numai de la osteochondroza, radiculita și artroza?
Nu numai. Cu aceasta, puteți vindeca orice boală asociată cu bolile articulațiilor sau a coloanei vertebrale - artrită și artrită, ishiias, reumatism, radiculită și osteochondroza, discurile de deplasare. De asemenea, poate fi utilizat în sporatori și Natopysh, pentru a elimina "Withers" (depozite de grăsime în zona celei de-a patra vertebre), vătămări, fracturi, dislocări și multe alte boli.
Acesta este un mijloc foarte interesant. Și asta este adevărat, se ridică de toate aceste boli și nu numai că elimină durerea?
Cremă "Arthropant" și elimină durerea (la etapele inițiale ale tratamentului) și elimină complet boala. Acum, acesta este singurul în acest fel, care, într-adevăr, ajută.
- Deci, se pare că artropantul poate fi cumpărat în Rusia? Și, apropo, unde este produs?
Da, acum arthropent poate fi cumpărat în Rusia. Acest lucru a devenit posibil datorită faptului că ne-am alăturat proiectului și ne ajutăm să dezvoltăm. Arthropentul se face pe reteta antică pentru Selkups care locuiește în nord-vestul Siberiei. Rețeta este transmisă din generație la generație și păstrează în cel mai strict secret.
În plus, Ministerul Sănătății a decis să participe la program și să compenseze costul livrării. Prin urmare, crema "ArtPort" este de 2 ori mai ieftină decât este implementată în alte țări.
- Unde pot cumpăra Arthropant?
Am vrut să începem o implementare la scară largă în lanțurile de farmacie ale țării, dar, din păcate, farmaciile nu doresc să vândă crema artropantă sub cost și doresc un procent mare.
Prin urmare, am refuzat o astfel de idee și am decis să păstrăm costul disponibil și să permită posibilitatea de a recupera cât mai mult posibil oamenii. Acum cumpărați crema poate fi pe site-ul oficial al proiectului.
Livrarea este făcută prin poștă, numerar la livrare, iar pentru utilizarea cremei nu are nevoie de un control de control specializat cât mai simplu posibil.
Sergey Mikhailovici, vă mulțumesc pentru interviu! Poate vrei să spui ceva cititorilor noștri înainte de a spune la revedere?
Da, desigur. Vreau să atrag atenția cititorilor că bolile din spate și articulațiilor sunt "mai tinere", și chiar o durere periodică slabă - motivul pentru a atrage atenția asupra problemei. În același timp, mântuirea sănătății sale depinde în mod direct de tine. Medicul nu te va convinge să fii tratat. Toate în mâinile tale.
De asemenea, trebuie amintit că bolile care decurg din durerile de spate și articulațiile nu aduc doar disconfort. Te privesc de viața normală și vă scurtați viața timp de 10-15 ani. Și cu crema "Arthropian" veți salva acești ani și puteți trăi în mod normal.
Mulțumesc, Sergey Mikhailovici! Și vă reamintim că în comentariile vă puteți pune întrebările dvs. sau lăsați opinia despre crema de artă.
P.S.: După interviu, l-am cerut lui Serghei Mikhailovici. Și pentru cititorii site-ului nostru acum există o oportunitate de a comanda o cremă "Arthropant" cu o reducere suplimentară! Și pentru totdeauna uită de bolile asociate cu articulațiile și coloana vertebrală
A anunțat Irina Mahagonova.
Fotografii din surse deschise