Műanyagok ultrahangos hegesztése. A fémek ultrahangos hegesztése. A vegyületek előállítása ultrahanggal
Az ultrahangos rezgéseket ma már széles körben használják különböző iparágakban és a fizikai jelenségek tanulmányozásában. Az ultrahangos technológia fejlődésének jelenlegi szakaszát a korábban kifejlesztett módszerek fejlesztése, valamint az ultrahangos tesztelés új alkalmazások számának bővítése jellemzi.
Az UZK ipari felhasználása két irányban fejlődik:
Félig meleg és hideg öntöttvas hegesztés során a kohászati és technológiai eszközöket a fém hegesztésére használják, hogy javítsák a hegesztett kötések minőségét. Igazítsa a fémrudat a grafitizáló elemekhez úgy, hogy a varrás megfelelő hűtési sebességgel legyen ellátva. szürkeöntvényszerkezet, - a hegesztési fém fúziója elemekkel, ami a ferrit-gyöngyház szerkezetének hegesztéssel történő megkötéséhez vezet. a karbidok felesleges széndioxidja, amely stabilabb, mint a cement és egyenletesebben elosztva a fémben; - az oxigéntartalmú összetevők felvétele a hegesztési anyagokba a szén legnagyobb oxidációjára. és alacsony szén-dioxid-tartalmú acélból kapunk fémeket; - hegesztési anyagok használata különböző színesfémek ötvözeteinek előállításához: réz-nikkel, réz-vas, vas-nikkel és mások. nagy nyújthatósággal és olvadásponttal az öntöttvas olvadáspontja közelében.
alacsony intenzitású hullámok használata (alacsony energiájú rezgések) (0,8¸12,0 MHz) ð hibajavítás, mérés, riasztás, gyártás automatizálás stb.
nagy energiájú rezgések használata (nagy intenzitású hullámok) az anyagok és különböző technológiai folyamatok aktív befolyásolására ð alkatrészek tisztítása, fémek és műanyagok hegesztése, mechanikai feldolgozás stb.
A legnagyobb alkalmazás a vékonyfalú alacsony szén-dioxid-elektródák hideghegesztése stabilizáló bevonattal. Az elektródák átmérője legfeljebb 4 mm, és alacsony áramok használhatók. DC források és fordított polaritás. A hegesztési mód fő hátránya az alapfém és a fém közötti hegesztési varrás meglehetősen merev és törékeny zóna képződik, amely csökkenti a hegesztett kötés szilárdságát és megnehezíti a mechanikus feldolgozását. Ez a hátrány csak akkor oldható meg, ha a vegyületet magas hőmérsékleten meghosszabbítjuk.
Az alacsony intenzitású és magas frekvenciájú (MHz) ultrahangot a technika több mint 60 éve használják.
Nagy intenzitású ultrahangos rezgések (több W / cm 2-nél) és f= 18¸44 kHz az anyagokra és a technológiai folyamatokra való aktív hatás körülbelül 40 éve.
Hegesztési technológiában az ultrahangot az alábbi irányokban használják:
A csatlakozás erősségének növelése érdekében acélcsapokat lehet használni hideghegesztés acélelektródák. A hegesztés helyére tekercselnek, 3-4 mm-rel a felszín felett. A csapfejek hegesztésének folyamatában először megolvad, majd a köztük lévő tér a betétes végek teljes felületén tölti ki, és végül a teljes rés fémmel van megtöltve.
Ahhoz, hogy hideg állapotban kellően magas hajlékonyságú varratokat kapjunk, az elektródákat nikkel alapú nikkel alapú ötvözetek előállítására használják. A réz és a nikkel nem képez szén-dioxidot, de jelenléte az ötvözetben csökkenti a vas vasban való oldhatóságát és elősegíti a grafitizálódást. Ezen túlmenően a fémvarrás rugalmassága segít a részleges csökkentésében hegesztési feszültségek és ezáltal csökkenti a repedések kockázatát a hőtörés területén. Öntöttvas hegesztésére réz-nikkel, réz-nikkel és nikkel-vas elektródákat használnak.
A hegesztett kötés mechanikai tulajdonságainak javítása kristályosodás közben a hegesztett medencében. A hegesztett kötés mechanikai tulajdonságainak javulása a hegesztett fém szerkezetének őrlése és a gázok eltávolítása miatt következik be.
Minőségben energiaforrás A pont- és a varratok (különösen a mikroelektronikában) megszerzéséhez az ultrahangos rezgések aktívan elpusztítják a természetes és mesterséges fóliákat, amelyek lehetővé teszik a fémek oxidált felületű hegesztését, bevonva egy lakk réteggel, stb.
A réz-vas-elektródák hegesztését úgy kell végrehajtani, hogy elkerülhető legyen a hegesztett alkatrészek magas túlmelegedése: alacsonyabb áramoknál, ahol stabil ívégés lehetséges, rövid hegesztések hegesztése a hegesztett rész lehűlésére. A réz-vas-elektródák alkalmasak egy nem hibás vagy kis szivárgás hegesztésére, amelyek felelősségteljes célból szivárgást okoznak az öntvényekben.
A gyakorlatban a réz-nikkel-elektródokat főként az öntöttvas feldolgozása során talált öntési hibák hegesztésére használják, ahol a kikeményedés elfogadhatatlan. Ezek közül az elektródák közül a legjellemzőbb az, hogy a nikkel és a réz nem oldja fel a szén-dioxidot, és nem képez magas keménységű struktúrákat melegítés és gyors hűtés után. A részleges olvadási zóna tisztázása gyakorlatilag hiányzik, mivel a nikkel és a réz grafitizálódik, amely a régióba való behatolás során pozitív hatást fejt ki.
Az ultrahang csökkenti vagy megszünteti a hegesztés során fellépő saját feszültségeit és deformációit. Ezek stabilizálhatják a hegesztési fém szerkezeti alkatrészeit, kiküszöbölve a spontán deformáció lehetőségét hegesztett konstrukció idővel.
A különböző fémekből és ötvözetekből származó hegesztett kötések (ultrahangos hibajelzés) minőségének értékelése.
Ugyanakkor a vasnak és a nikkelnek a szilárd állapotban korlátlan oldhatósága van, ami hozzájárul a varrat és az alapfém közötti jó fúzióhoz. Ezeknek az ötvözeteknek a hátránya a nagy érték és hátrány, valamint az a tény, hogy a magas lineáris tömörítés forró repedések kialakulásához vezet. Néha forró repedések hálózata keletkezik, ami jelentősen csökkenti a hegesztett kötés szilárdságát. E tekintetben nem ajánlott ezeknek az ötvözeteknek a használata a nagy terhelések alatt működő termékek hegesztéséhez.
A kis fúrólyukkal való hegesztés jó eredményt ad, mivel ez nem zavarja a következő feldolgozást. Az öntöttvas és a kiváló minőségű öntöttvas kezelt felületén lévő kisebb kisebb hibák hegesztéséhez, amely a termékek felületének megmunkálásából és öntöttvas, 40–60% nikkelt és 60-40% vasat tartalmazó nikkel-vas elektródok javításából származik. Az ilyen elektródákkal való hegesztés meglehetősen nagy szilárdságot és bizonyos hegesztési fém szilárdságot biztosít. A vas-nikkel-elektródok bizonyos előnyökkel rendelkeznek, például nagy szilárdsággal és kevésbé lineáris tömörítéssel.
Az ultrahang a legtöbb hőre lágyuló polimert (például polisztirolt) főz.
A fémek ultrahangos hegesztésével (UZS) az első kísérleteket 1936-37-ben végeztük Németországban, és az UZS berendezések és technológiák létrehozásával kapcsolatos munka az Egyesült Államokban kezdődött az 50-es évek elején.
A Szovjetunióban 1958-ban megjelentek a fémek UZS-jének első művei.
Réz és rézötvözetek. A réz és ötvözeteinek hegesztésénél figyelembe kell venni a hegesztéstechnológiát befolyásoló következő jellemzőket. A réz magas hővezető képességgel rendelkezik, ami a helyi fűtést magas hőmérsékletre bonyolítja. Ehhez koncentráltabb hegesztési forrásokra és lineáris energia növelésére, valamint elő- és társfűtés használatára van szükség.
Magas hőmérsékleten réz oxidálódik, ami rézszennyezést eredményez szilárd oxidokkal. A réz-oxid oldódik a megolvasztott fémben, és korlátozott oldhatósága van a szilárd állapotban. A hegesztési csúszda fémkohászati feldolgozásának korlátozott idejű képessége miatt deoxidánsokat, például foszfort, mangánt és szilíciumot kell használni. A deoxidizátorok azonban csökkenthetik a fém korrózióállóságát és vezetőképességét. A hegesztőhenger felületén lévő szilárd gázok oxidjának megsemmisítésére bórax-alapú áramokat használunk.
VNIISO Leningrád, Moszkvai Állami Műszaki Egyetem, Bauman Moszkva, NIITOP N.Novgorod és mások nevében az UZS területén végzett kutatási és fejlesztési munkával foglalkoznak.
A fémek ultrahangos hegesztése
Az ultrahang-hegesztés során a fémek állandó összekötése keletkezik, amikor közösen befolyásolják a nagyfrekvenciás mechanikai rezgések részleteit és viszonylag kis nyomóerőket, amelyeket normálisan az érintkező felületére alkalmazzák. f= 10-100 kHz, x = oszcillációs amplitúdó = 1 - 100 μm).
Néhány rézszennyeződés hozzájárulhat a forró por kialakulásához. Emiatt drasztikusan csökkenteni kell az adalék anyagában lévő anyagokat, vagy nehéz vegyületekhez kell kötniük a cézium és a cirkónium bevitelével a hegesztési medencébe, amely egyidejűleg módosító hatású.
A hegesztési alumíniumötvözet kopásálló alumínium-oxidot termel, amely szennyezi a hegesztési medencét, megakadályozza az alapfém ötvözését és károsítja a hegesztett kötés tulajdonságait. Erre a célra az alkáli elemek fluoridjaiból és kloridjából álló fluxusokat alkalmazunk.
A nagyfrekvenciás mechanikai rezgések elérése érdekében általában használják magnetostrikciós hatás. Az egyes ötvözetek átméretezése váltakozó mágneses mező hatására történik.
Az ultrahangos átalakítók jellemzően tiszta nikkel- vagy vaskobaltötvözeteket használnak. A magnetostrikciós anyagok átméretezése nagyon kicsi: nikkel esetében a magnetostrikciós nyúlás 40 × 10 -6. Ezért az energia amplitúdójának és koncentrációjának, a rezgéseknek, valamint a mechanikus rezgéseknek a hegesztési helyszínre történő továbbításának növelése érdekében használjon hullámvezetőkamelyeknek általában a szűkítő formája van. A hullámvezetők erejének együtthatója általában 5, a hullámvezető végén található amplitúdó üresjárat legyen 20-30 mikron. Az ultrahangos mikrohegesztés tapasztalatai azt mutatják, hogy az x = 1–3 μm oszcillációs amplitúdó nagysága már biztosítja a megbízható kapcsolat kialakulását.
A kapott cink-oxid nagyon mérgező, így a hegesztést jó szellőzéssel kell végezni. A cink párolgása a hegesztési fém porozitásához vezethet. Javasoljuk, hogy dolgozzon egyenáram közvetlen polaritással. A folyékony állapotban a réz nagy mennyiségű hidrogént elnyel, ami nem hagyja el a fémet.
A réz és ötvözeteinek megnövekedett finomsága különböző helyzetekben megnehezíti a hegesztést. Acél- vagy grafitbélést használnak a varrás gyökér kialakításához. Az alumínium és az alumíniumötvözetek hegesztésének jellemzői. Az alumínium és ötvözeteinek hegesztése a következő problémákkal küzd.
A hullámvezetők továbbítják a síkhullám oszcillációs energiáját egy magnetosztricív átalakítóból egy hegesztőcsúcsra (szerszám)
1. ábra. A hullámvezetők megjelenése
Az oszcilláló torzítás amplitúdó amplitúdója, amikor d1¹d2 Ky = d 1 2 / d 2 2, ahol d1 és d2 a hullámvezető bemeneti és kimeneti végeinek átmérője.
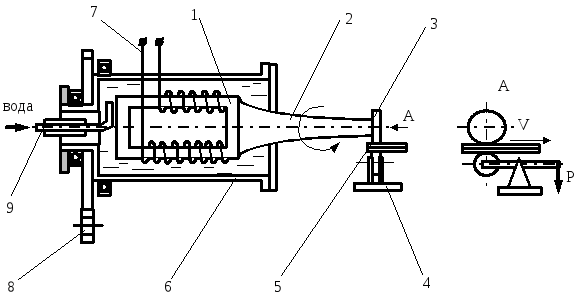
A gép fő csomópontja az UZS számára egy magnetostrikciós jeladó. A helyszíni hegesztés rendszere a következő formában van.
A hegesztés előtt az oxid réteg eltávolításához a felületet alaposan megtisztítják kémiailag vagy mechanikusan. A hegesztési folyamat során képződött oxidréteget folyadékok segítségével távolítják el, amelyek biztosítják annak oldódását vagy megsemmisítését. A fluxusok klór- és fluorid-alkáli elemekből állnak. Hegesztéskor a TIG-oxidot katódos permetezéssel távolítják el, amelynek hegesztése váltakozó árammal történik.
Magas hőmérsékleten az alumínium szilárdsága erőteljesen csökken, ami a hegesztési tartály tömegének hatására a fémek elhajlott részéből a szilárd fém elpusztulásához vezethet. A hegesztési medence méreteit nehéz ellenőrizni, mivel az alumíniumötvözet nem változtatja meg a színét melegítés közben.

1-magnetostrikciós átalakító; 2 hullámvezető; 3-kiemelkedés; 4-meghajtású tömörítés (tömörítési mechanizmus); 5-termék; 6 inga csapágy; 7. nyílás; 8 áramú vezeték; 9-burkolatú vízhűtés.
2. ábra. Helyszíni hegesztés telepítési rendszere
Az alumínium nagyfokú lineáris tágulási és alacsony rugalmassági együtthatóval rendelkezik, ami növeli a deformálódási hajlamot. Ezért a hegesztett alkatrészeket biztonságosan rögzíteni kell szerelvényekkel. A folyékony alumínium nagy mennyiségű hidrogént old fel, amit nehéz elpusztítani, ha a hegesztőcső gyorsan összeomlik. Ennek eredményeként porozitás lép fel, ami a hegesztési fém szilárdságának és hajlékonyságának csökkenéséhez vezet. Ez a fém kristályosodásának késleltetéséhez vezet, és a keletkező gázok könnyebben jelennek meg a hegesztési medence felületén.
1-magnetostrikciós átalakító; 2 hullámvezető; 3-hegesztőhenger; 4-szorító henger; 5-termék; 6-átalakító ház; 7-áramú tápellátás a magnetostrikciós átalakítóhoz; 8-forgó hajtás; 9-hűtővíz-ellátás.
3. ábra. Az ultrahangos hegesztés telepítési terve
A magnetostrikciós jelátalakító tekercselését nagyfrekvenciás áram táplálja az ultrahangos generátor. A mechanikus rezgéseket egy hullámvezető továbbítja és erősíti. A hullámvezető végén egy működő párkány van. Hegesztés közben nagyfrekvenciás rugalmas rezgéseket továbbítanak a hullámvezetőn keresztül a munkapadhoz a magas frekvenciájú vízszintes mechanikus mozgások formájában.
A legnagyobb pórusképződés az alumínium-magnézium ötvözetek. A hegesztési fém nagy kristályszerkezet és nagy kristályosodás következtében fellépő nagy feszültségek következtében hajlamos törni - 1, 7%.
Az alumíniumot és ötvözeteit az ívhegesztés minden módszerével jól hegesztik. A legtöbb esetben kézzel és mechanikusan hegesztve inert gázok. Titán és titánötvözetek hegesztése. A titán hegesztése során felmerülő nehézségek nagy kémiai reaktivitással járnak a gázokhoz melegítés közben. 550 ° C feletti hőmérsékletre melegítve a titán erőteljesen oldja a nitrogént, hogy szilárd és alacsony viszkozitású nitrideket képezzen. A titán felületi rétege oxigénnel és nitrogénnel telített, és a réteg részecskéinek elesése a varrásba a fém törékenységét és a hideg repedések kialakulását eredményezi.
A hegesztési folyamat időtartama függ a hegesztett fémtől és annak vastagságától, kis vastagságok esetén egy másodperces frakciókban számoljuk ki.
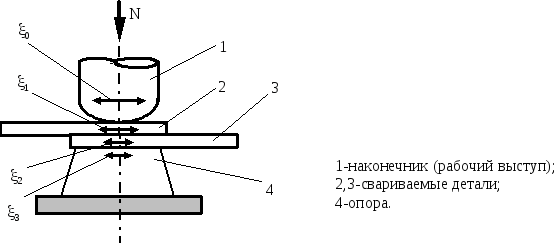
4. ábra. Az UZS fémek folyamatábrája
A csúcs oszcillációi olyan síkban vannak polarizálva, amely egybeesik a felső lemez felületével.
A hidrogén, még alacsony koncentrációban is, rontja a titán tulajdonságait, ami hozzájárul a hideg repedések kialakulásához. Általában ez folyadékok, speciális gázfúvókák és védőbetétek használatával érhető el a varrás hátoldalán. A fém védelem akkor tekinthető jónak, ha a felület hegesztés után fényes.
Különböző foltok jelenléte bizonyítja, hogy a fémtelítettség egy gázvarrattal van ellátva. A titán hegesztésének fő módszerei ívhegesztés védelemmel inert gáz, hegesztés folyadék alatt, elektromos hegesztés és elektróda hegesztés. Bármilyen nem megfelelőség a meghatározott követelményeknek megfelelően szabályozási dokumentumokatnevezzük hibának. A hegesztési folyamat során a hibákat a hegesztett termék előkészítésének és beépítésének hibái és a hegesztési hibák képezik. A hegesztés hibái külső és belső részekre oszlanak.
A csúcs ingadozásai (működő kiemelkedés, szerszám) x 1, x 2, x 3 és x 0\u003e x 1\u003e x 2\u003e x 3 amplitúdójú lemez rezgéseket és támaszokat okoznak, mint minden egyes „csúcs-rész” területen. részlet-részlet "," részletes támogatás "a rezgőenergia felszívódása.
A hegesztési folyamat azzal kezdődik, hogy az egyesítendő felületek az N erő hatására kölcsönhatásba lépnek, és deformálódnak.
Hibák az előkészítés és a telepítés során. az hegesztett kötések leggyakrabban a vonalak alakjában és méretében vannak hibák. A varrat formája és méretei általában a hegesztendő anyag vastagságától függenek. A pályázók előírásokkal rendelkeznek, és a rajzokon szerepelnek. Ezenkívül a varratok egyenetlen szélességgel rendelkezhetnek az öltés, az egyenetlen magasság, a dombok, a csatornák, a nyergek stb. ezek a hibák elsősorban az elektródok gyenge minősége vagy a hegesztő hibás vezetése miatt következnek be. Mindezek a hibák jelentősen csökkenthetik a csatlakozás szilárdságát, különösen az ütés vagy a rezgés terhelése alatt.
Az UZK bekapcsolása után a csatlakozandó felületek relatív oszcillációja következtében az érintkező szabálytalanságok eltolódnak és részlegesen deformálódnak, konvergencia fordul elő, felületi tisztítás történik, előfordulnak a beállítási területek stb.
Az ultrahangos rezgések kezdeti pillanatában a hegesztett felületeken száraz súrlódás következik be, ami az oxidfóliák és az adszorbeált gázokból és folyadékokból származó filmek megsemmisüléséhez vezet. A fiatalkori felületek kialakulása után a száraz súrlódás folyamata tiszta súrlódássá válik, amit a beállítási pontok képződése követ. A dörzsölő felületek oszcillációjának kis amplitúdója és az ezen rezgések visszafelé mozgó jellege hozzájárul a megragadáshoz.
Különböző hegesztési módokban hegesztett különböző fémek mintáinak metallográfiai vizsgálata (teljesítmény, időtartam) különböző nyomás), nem találtak hatással a magas hőmérsékletekre a fémre az öntött szerkezet hegesztési zónájában. Megállapítást nyert, hogy a hegesztési zónában a hőmérséklet nem nagyobb, mint a 0,6 olvadásponton.
A hegesztési zónában a hőmérséklet (t °) néhány adata az 1. táblázatban található.
1. táblázat
|
anyag |
Hegesztési mód | |||
|
A hegesztés időtartama |
P tömörítés, kgf (dan) | |||
|
alumínium | ||||
Ennek eredményeképpen az eredeti méreteinek enyhe műanyag deformációja (5–20%) van a hegesztési zónában.
Az ultrahangos fémhegeszthetőséget a következők határozzák meg:
fizikai-mechanikai tulajdonságaik t ° hegesztéssel;
a mechanikus oszcilláló rendszer tulajdonságai, a felületkezelés típusa hegesztés előtt stb.
A hegesztett illesztés megfelelő hegesztési móddal szilárdsággal egyenlő nemesfém.
Az ultrahang használata ma már az ipari szférát is lefedte. Klasszikus példa erre az ultrahangos hegesztés. Számos fizikai törvényen alapul, amelyeket érdemes megismerni a munka megkezdése előtt. Mik a folyamat jellemzői? Milyen berendezést használnak? Milyen előnyei vannak az ultrahangnak a hegesztés során? Erről az anyagból tanulhat.
Általános információk
Az ultrahangos hegesztés az állandó kapcsolatok létrehozásának módszere, amelyben a frekvencia egy generátor segítségével történő villamos rezgéseit a készülék mechanikus oszcillációjává változtatják. Az ultrahang elektromos oszcillációja átlagosan 30 kHz.
A művelet sajátosságai - a hőhatás irányában. Az UZS a klasszikus hegesztési módszerektől eltér, hogy csak az alkatrészek érintkezési területeit melegítik, és nem mindegyiket. Alkalmazható különböző anyagok feldolgozására, és számos polimer anyag esetében ez az egyetlen helyes csatlakozási módszer.
A hegesztési időt az anyagok jellemzői határozzák meg, és tizedről néhány másodpercre változik. Az ultrahang, a polikarbonát, a PVC, a polipropilén, a bőr és a szintetikus szálas szövetek ideálisan hegesztettek.
Folyamat-specifikák
A hegesztés feladata az anyagok megbízható csatlakoztatása. Melegítéskor a molekula részei egy gerjesztett állapotba kerülnek, és ezzel együtt a távolságok növekednek. Itt az alkotóelemek kötéseinek rekombinációja fordulhat elő. Hogyan lehet ezt a lehető legkisebb anyagi veszteséggel gyorsan és hatékonyan elvégezni? Itt nélkül ultrahangos hegesztés nehéz megtenni.
Az U / Z hullámirányú mozgás a részek várható metszéspontjába esik. Ennek hatására a korábban leírt folyamat - a molekulák gerjesztése. Elég, ha az üres lapokat összeillesztjük, hogy az egyesülésük folyamata elkerülhetetlen legyen.
Az ultrahangos hegesztés előnyei
A módszer előnyei:
- a csatlakoztatott alkatrészek kiváló szilárdsága;
- nincs szükség felületek előkészítésére (őrlés, szennyeződés tisztítása stb.), valamint a hegesztés kristályosítás után történő tisztítása;
- a belső feszültségek a munka minden szakaszában hiányoznak;
- kívülről a varrás nem megkülönböztethető;
- a folyamat az üzemeltető részvétele nélkül folytatható;
- a termelés hatékonyságának növelése a hegesztők munkaidejének megtakarításával;
- több művelet kombinálásának lehetősége (éles fém vagy kép rajzolása);
- az ultrahangos hegesztéshez nem szükséges további fogyóeszközök vagy csatlakozó elemek (ragasztó, szálak, oldószerek);
- az ultrahanghullám hatására a személy összetevői nem befolyásolják hátrányosan;
- védőkörnyezet (gáz) nem szükséges;
- energiahatékonyság
Mindkét jól ismert ultrahangos hegesztési módszer - a varratok és a sajtó egyaránt jó. Az elsőt 250 mm-nél rövidebb varratok készítésére használják, a második - pont- vagy kontúrkapcsolattal.
Röviden a telepítésekről
Az ultrahangos hegesztéshez szükséges berendezések a következő egységekből állnak:
- elektromos oszcillátor;
- akusztikus csomópont hullámvezetővel;
- sajtó mechanizmus;
- folyamatvezérlő berendezések.
A készülék önálló gyártása nem szükséges, és ennek számos oka van. Először is - a gép létrehozása számos matematikai és fizikai számítást igényel. A minimális eltérés a részek érintkezési pontján a rezonancia megjelenéséhez vezet, ami csökkenti a hegesztett kötés minőségét.
Az UZS fajtái
Az ultrahangos hegesztést számos kritérium szerint osztályozzák. Az első az energia átvitelének módja. Tehát rendelje el:
- kapcsolatba;
- átviteli hegesztés
Az elsőt általában puha műanyagok, filmek, szintetikus anyagok legfeljebb 5 mm vastagságú összekapcsolására használják. A leggyakoribb hegesztési módszer átfedésben van. A második a merev műanyagok (polisztirol, nylon, stb.) Feldolgozására alkalmazható. Csatlakozás - csikk.
Az UZS besorolásának egyéb kritériumai:
- a hullámvezető mozgatásának módja (nyomjuk meg - az elem egy rövid mozgása érdekében; folyamatos - a hegesztési terület hosszantartó hatása miatt);
- a bemeneti mechanikus energia adagolásának módja (az y / s impulzusnak, a merülésnek vagy a résnek való expozíció idejének rögzítésével).
- A hegesztőberendezés jellemzői
Ellentétben a kézi vagy félautomata munkával, ahol különböző típusú elektródákat vagy huzalokat használhat, valamint más folyamatparamétereket is megváltoztathat, az ultrahangos hegesztéshez szükséges berendezésekben mindent úgy terveztek, hogy kicsiny legyen. A folyamat a következőképpen folytatódik:
- a generátor villamos impulzust hoz létre;
- a rezgéseket nagyfrekvenciás hanghullámra alakítják át;
- a hullám a hullámvezetőn keresztül az alkatrészek csomópontjába kerül;
- itt rezonanciát teremt;
- az anyagok egymáshoz való elmozdulása azonnali kapcsolathoz vezet.
A csatlakoztatott anyagok fizikai jellemzőitől függően oszcillációs frekvenciát választunk ki. Ezután néhány telepítési példa.
Ultrahangos hegesztő berendezések
Hagyományosan minden eszköz három csoportra osztható:
- álló (szerszámgépek);
- asztali;
- kézben tartva.
Az első csoport egyik példája a SportTex EU 1300 ultrahangos hegesztőgép. A vizuálisan hasonlít egy szokásos varrógépre.
Műszaki adatok: 
- feszültség - 220 V;
- frekvencia - 50 Hz;
- teljesítmény - 1,5 kW;
- munkafelület - 50 mm;
- termelékenység - akár 10 m / perc;
- üzemi nyomás - legfeljebb 7 bar;
- üzemi frekvencia - 20 kHz-ig;
- méretek - 1200х1200х550 mm;
- súlya - 110 kg.
A telepítés költsége legalább 200 ezer rubel, így általában a termelésben használják.
Egy kompaktabb eszköz asztali típusú ultrahangos modul csövek csatlakoztatására (kis hosszúkás tartályok, például fogkrémek, krémek stb.). Az asztali berendezések sebessége 0,3 és 1,5 másodperc között változik, és a varrás szélességétől függ (legfeljebb 70 mm).
Egyéb lehetőségek:
- üzemi frekvencia - 35 kHz-ig;
- teljesítmény - 1,5 kW-ig;
- pneumatikus hajtás;
- méretek - 533х261х219 mm;
- súlya - 30 kg.
Az ilyen létesítmények költsége sokkal alacsonyabb, mint a helyhez kötött.
Az ultrahangos hegesztéshez a legkompaktabb eszközöket használják a műanyag szegecselésére, a kis alkatrészek tapadására, a tartószerkezetek rögzítésére. Példa erre a Handy Star kézi készülék. A munka teljesítménye, gyakorisága és sebessége hasonló az asztali eszközökhöz, azonban a méretek és a súly jelentősen alacsonyabbak, ami befolyásolja a költségeket. A háromdimenziós mérőeszköz 720 mm, a súlya pedig csak 4,5 kg. Az ilyen berendezéseket ultrahangos hegesztésre használják az autóiparban, a vászon termékek javítását és a szállítószalagok gyártását.
Fontos megjegyezni néhány pontot. Az első - a hegesztett alkatrészek hossza nem haladhatja meg a méter egynegyedét. Ennek oka a létesítmények tervezése. A második az, hogy a csatlakozandó részeknek száraznak kell lenniük. A harmadik - legalább egy résznek vékonyfalúnak kell lennie.




