Kézi ívhegesztés kezdőknek. Hogyan készítsünk ívhegesztést kezdőknek
- Az elektromos hegesztés alapjai és alapfogalmai
- Tippek a kezdő hegesztők számára
- Kézi ívhegesztés: technológiai folyamatok
Most sokan szeretnék megtanulni a hegesztés alapjait. Mindig hasznos lehet a mindennapi életben. A kezdők hegesztése nem igényel szakmai készségeket és speciális ismereteket. Ez a szint elég a garázsban vagy a gazdaságban való munkavégzéshez.
A hegesztés alapjait vizsgálva legalább 3 mm átmérőjű elektródokat kell használni.
Az elektromos hegesztés alapjai és alapfogalmai
Először is, a kézi hegesztés megszerzéséhez meg kell vásárolni egy hegesztőgépet és fel kell töltenie az elektródákat. A lehető legtöbbet kell megtenniük, mivel gyakran az első pozitív eredmény eléréséig romlik. A hegesztés alapjait szem előtt tartva jobb, ha 3 mm átmérőjű elektródokat használunk. A szakértők finomabbak a munkához vékony fém, és vastag túlterhelje az elektromos hálózatot.
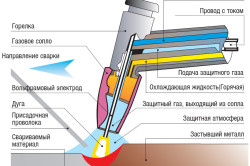
A fémfelületek univerzális és legegyszerűbb csatlakozási módja - a kézi ívhegesztés módszere.Ez egy elektromos áram átvitele egy forrásból egy ív kialakulásával az elektród és a feldolgozandó anyag között. Ezzel a hegesztési technológiával a bevonat égése az elektród felületén biztosítja a gáz felszabadulását, ami megakadályozza a kezelt terület érintkezését a levegő oxigénjével.
Minden hegesztési kézikönyvben megállapították, hogy az első dolog, amit megtanulunk, a megfelelő viselkedés hegesztési varrás. Ezért a bevezetés az alkalmazott berendezésekre vonatkozó információkat tartalmaz. Az energiaforrások közül a következő tervek találhatók:
- hegesztő transzformátorok;
- hegesztő egyenirányítók;
- hegesztő inverterek.

A hegesztés alapjait tanulók számára a harmadik lehetőség a legjobb választás. Fém-automata hegesztéssel lehet hegeszteni. Ez gyakran hegesztőhuzalt használ.
Miután megvásárolta a berendezést, először meg kell védenie magát a káros hatásoktól. A hegesztés biztonsága különleges maszkot igényel, amely védi az arc és a szem bőrét, beépített fényszűrővel, amelyet bizonyos kritériumoknak megfelelően választanak ki. Ezek közé tartozik az áramerősség, a környezeti világítás és a hegesztő nézetének jellemzői. A hegesztési sorrend a biztonsági szabályok pontos betartását jelenti.
A hegesztés használatához a munkaruhák közül válasszon egy vászon kötényt, vagy egy tűzálló impregnálással ellátott öltönyt, valamint a hasított nadrágot. A cipőnek tartósnak és stabilnak kell lennie.
Vissza a tartalomjegyzékhez
A hegesztés során az elektródát a fémfelület felett kell tartani. A kapott rést ívnek nevezik. A vezérlés különösen fontos a munkavégzés során, ezért először is elsajátítani kell. Az elektróda leereszkedik, mert elfogy, a varrás irányába mozog. Folyamatosan tartsa a fém és a szerszám széle közötti rést ugyanazon a szinten. A forralóelektródáknak óvatosnak kell lenniük, hogy ne roncsolják meg a fogyóeszközöket.
A munka jellemzői:
- Ha a rés mérete nem elegendő, nincs elegendő idő a feldolgozandó anyag felmelegítéséhez. A varrás konvex lesz, és élek nem hegesztve.
- Nagyobb rés esetén jelentős ívugrások figyelhetők meg. A behatolás minősége rossz lesz, és a beépített fém telepítésének kezelése nehéz.
- Az optimális rés állandó szinten tartásával könnyen szabályozhatja a fürdőszobát, jó varrást képezhet.

Az elektromos áramhegesztés technológiája a következő: a résen való áthaladás során az ív hegesztési medencét hoz létre, amely átadja az elektród felületén található olvadt fémet. Abban az esetben, ha az aktuális érték nem elegendő, az alapfém nem melegszik fel, és az elektróda gyorsabban megy át, mint a hegesztési medence. Nagyobb áramindex esetén az ív bizonyos mélységben behatol a fémbe, majd visszahúzza. Ha az értékek optimálisak, a fürdő elterjed, és vékony élekkel rendelkezik, így az elektróda segítségével bővíthető és mozgatható, és a munkafolyamatot vezérli.
Az aktuális beállítások gyakran a hegesztési technológiától és a további opcióktól függően változnak. Például a hőelvezetésen alapuló vastagfém tulajdonságok nagyobb áramértéket igényelnek. Kisebb vastagság esetén nem szükséges ilyen magas szint. Az aktuális indikátorok pontos beállítása a szakács elkészítéséhez csak attól függ, hogy a fürdő hogyan viselkedik. Ezért el kell kezdeni a gyártó ajánlásaival, majd kísérleteznie kell a jelenlegi erősség csökkenésével vagy növelésével.
A varrás befejezése, mielőtt eltávolítaná az elektródát, egy kicsit több fémfúzióra van szükség.
Ez segít elkerülni a varrás alsó rétegéből kifröccsenést, ami kráter kialakulásához vezet. Ehhez elegendő egy kört készíteni, majd ellenkező irányba ütni a varrás irányát.
Vissza a tartalomjegyzékhez
Kézi ívhegesztés: technológiai folyamatok
Mind az állandó, mind a váltakozó áram áramlása az áramforrásból az elektróda irányába és a fém irányába biztosítja az ív kialakulását. Ez a típus kézi hegesztés közvetlen anélkül, hogy az anód a termékhez csatlakozik. A negatív értékű pólus csatlakoztatásakor fordított polaritású hegesztés történik.

Hegesztés közben a kezeket és az arcot védeni kell.
Az ív hatására az elektróda rúdját képező fém a bevonattal együtt olvad, valamint a hegesztendő termék felülete. Ettől a ponttól kezdve az elektróda anyag a salakban lévő cseppecskék, amelyek a hegesztőkészülékbe áramlanak és összekeverednek a feldolgozott fémrel.
A fürdő mérete közvetlenül függ az alábbi kritériumoktól:
- a hegesztés módja;
- a hegesztett kötés kialakítása;
- a vágás formája és a csatlakozóélek mérete.
- pozíció az űrben;
- ívsebesség a termék felett.
A fürdő standard mérete 6 mm mély, 8-15 mm széles és 10-30 mm hosszú.
A két aktív terület közötti távolság (a hegesztő medencénél és az elektróda végén) az ívhossznak nevezhető. Az ív és a fürdő körüli bevonat megolvasztása során egy gázréteg keletkezik, amely az oxigént a munkaterületről elmozdítja, és nem teszi lehetővé az olvadt anyaggal való működését.
Az elektróda fémcseppjeit fedő salak, valamint a hegesztési medence nem teszi lehetővé a levegőnek a feldolgozás alatt álló anyagnak való kitettségét. Az ív fokozatos eltávolítása biztosítja a fém kristályosodását, ezért egy összekötő varrás képződik, amely egy szilárdított salakréteggel van borítva.
Az ilyen típusú hegesztés előnyei a következők:
- a munka korlátozott hozzáféréssel történhet;
- sokféle elektróda lehetővé teszi különböző típusú acélok hegesztését;
- viszonylag gyors változás az egyesített anyagokból;
- a folyamat bármilyen helyzetben történhet;
- a munkagép könnyű és szállítható.
A hátrányok közé tartozik a más típusú hegesztéshez viszonyított alacsony termelékenység, a káros körülmények és a magas minőségi követelményeknek megfelelő munkavállaló minősítésének szükségessége.
Nem szükséges mindent tudni a hegesztésről, az egyszerű mindennapi helyzetekben elegendő a munka szabályainak és alapvető követelményeinek betartása.
A hegesztési technológiát nem nehéz kezelni. A hegesztés mindennapi életben való használatának megtanulása érdekében néhány tanulság elegendő és gyakorlati gyakorlatokra van szükség. Mi szükséges a hegesztőgép munkához:
- hegesztőgép;
- hegesztő elektródák;
- védőmaszk;
- munkaruházat;
- vastag ujjatlan;
- cipő.
Elektródák hegesztéshez
Az elektromos hegesztés elmélete
Gyorsan megtanulhatja, hogyan kell végrehajtani hegesztési munkák, van egy ötleted az elektromos hegesztés elméletéről. A fémek hegesztése a hegesztett fém és az elektród közötti elektromos ív hőhatása miatt következik be. Az ív teljesítménye a rajta lévő áramtól függ, ami viszont a feszültségtől és az elektród és a rész közötti távolságtól függ.
A hegesztőgép legfontosabb jellemzője az áramerősség jellemzője. Ellenkező esetben külső jellemzőnek is nevezik. Ez mutatja az íváram függését a feszültségen.
Az alábbi ábra a jellemzők több típusát mutatja.
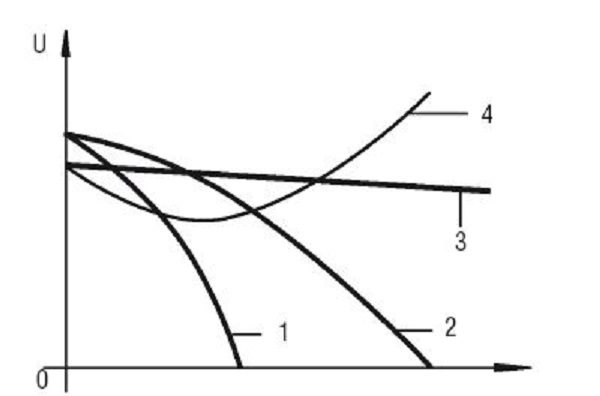
A hegesztőgép külső jellemzőinek grafikonja
mert kézi elektromos hegesztés olyan eszközöket használnak, amelyek jellemzői megfelelnek az 1. és 2. vonalnak. Ezek meredek merítés és finoman merülő tulajdonságok. Amint az a grafikonokból látható, a meredek merítéses jellemző hegesztőárama nagyban nem függ a feszültségtől, és ezért az elektród és a felület közötti távolságtól. A lapított és inkrementális hegesztőgép (3. és 4. sor) csak automatikus hegesztéshez használható, ahol a távolságot nagyon pontosan megtartják. Kezdőknek jobb, ha a készüléket meredeken leeső jellemzővel használjuk.
A hegesztőgépnek ez a jellemzője is - feszültség tétlen. Ennek a feszültségnek a nagysága az ív kezdeti gyújtásának könnyűségétől függ. Minél magasabb a terhelés nélküli feszültség, annál könnyebb az ív elindítása. Másrészt a hegesztés során az ívfeszültség sokkal kevesebb, mint az alapjáraton.
A gyújtás megkönnyítése érdekében hegesztőgép kiegészíthető egy speciális eszközzel - egy oszcillátorral, amely a gyújtás idején több ezer volt feszültséget generál a kimeneten, de kis árammal, mint egy autó gyújtótekercs. Ha az ív világít, az oszcillátor ki van kapcsolva.
Hogyan válasszunk egy hegesztőgépet?
A kezdők számára a legegyszerűbb egy inverter hegesztőgép (az alábbi ábra). Előnyei:
- a maximális áram korlátozásának egyszerűsége;
- a beállított paraméterek stabilitása;
- az ív könnyű gyújtása;
- túlterhelés elleni védelem;
- kis súly

Inverter hegesztőgép
A hálózati eszközökkel nehezebb dolgozni. Általános szabály, hogy ez egy hagyományos, nagy teljesítményű leépítő transzformátor (az alábbi ábra), amelyet önmagában nem nehéz megtenni. De nagyfokú megbízhatóságuk van. Nagyon hihetetlen hegesztőgépnek kell lennie, és meg kell próbálnia egy pár tíz kilogramm súlyú hegesztő transzformátort égetni. Az ilyen eszközökkel való munkavégzés nagyban függ a gyártás minőségétől. De ha megtanulod, hogyan kell helyesen dolgozni, akkor más problémákkal nem fog pontosan felmerülni.
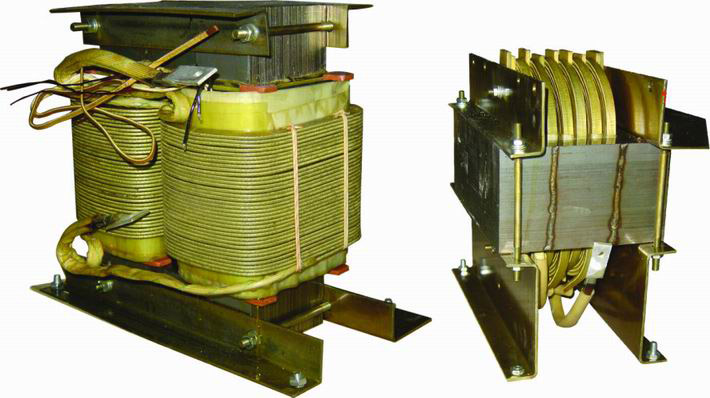
Hegesztőgép - transzformátor
A megfelelő hegesztőgép kiválasztásához figyelembe kell venni az alkalmazott elektródák maximális átmérőjét és az elektromos vezetékek minőségét.
Amikor az elektródák átmérője 4 mm, a hálózatból elfogyasztott teljesítmény körülbelül 4 kW lesz inverter egység és körülbelül öt hegesztő transzformátor.
A hegesztést hegesztő elektródákkal végezzük. Különleges bevonattal bevont fémhuzalból készülnek. Az elektróda célja a huzal fémének és a bevonat anyagának összetételétől függ.
Hegesztési elektródák vannak az alacsony és magas szénacélok, öntöttvas, rozsdamentes acél hegesztéséhez. A bevonat szerepe egy védőréteg létrehozása az olvadt fém felületén. A bevonóanyagra vonatkozó követelmények:
- az olvadáspontnak alacsonyabbnak kell lennie, mint a fém olvadáspontja;
- az olvadékbevonatnak jó nedvesíthetőséggel kell rendelkeznie az egyenletes bevonáshoz;
- az olvadéknak el kell felszívnia az oxigént, és nem szabad átadnia a fémnek;
- az olvadéknak fel kell oldania az oxidokat.
Az elektródok az áram típusától függenek. Némelyik váltakozó áramú hegesztésre van tervezve, mások csak állandóak.
Hegesztő elektródák egyenáram nagyszerűen működjön. Nem megfelelőek az elektródák a mélyedésen végzett munkákhoz.
Hegesztési technika
A hegesztés minősége függ az alkatrészek és az elektródok vastagságától, valamint az értéktől hegesztőáram. Általában az elektróda vastagsága egyenlő a hegesztendő alkatrészek vastagságával. A vastagabb elektródáknál nagyobb áram szükséges, ami fémégetéshez vezethet. A vékony elektróda alacsony áramban nem melegíti a fémet és a minőséget hegesztési varrás alacsony lesz.
A hegesztőáram optimális értéke az elektród átmérőjétől és az elvégzett munka típusától függ. A maximális áramot a vízszintes kötések végrehajtásakor használják, a legkisebb a függőleges és a mennyezeti csatlakozásoknál.
A kezdőknek különösen nehéz az ív elindításának folyamata. Ehhez hegesztő elektróda hozza a hegesztett felületre, és érintse meg a csúszós mozgással. A gyújtás után növelje az elektród és a felület közötti távolságot. Az optimális ívhossznak körülbelül az elektród vastagságának kell lennie. Kisebb távolságra az ív összes energiája egy kis területre irányul, a varrás konkáv lesz, a fém égés lehetséges. A fémlemez szélein, éppen ellenkezőleg, nincs ideje felmelegedni. Hosszú ív kezd "járni" a felületen, enyhén felmelegítve a hegesztést.
Az elektróda szöge lehetővé teszi a hegesztés vastagságának beállítását. Függőleges elrendezéssel az elektróda teljes olvadt fémét az ív tartományában koncentráljuk. Ezzel az elrendezéssel azonban nehéz a hegesztési folyamatot szabályozni. Az elektróda mozgásával ellentétes irányban a dőlés a konvex varratok megszerzését teszi lehetővé, mivel az ív az olvadt fémet tolja el, és csomópontokat hoz létre a varrás felületén. A jelentős dőlés nem kívánatos, mivel az ívvezérlés elveszik, elkezdi elfújni a fémcseppeket. Az optimális az elektróda szöge 45 és 90 fok között van.
Az elektróda mozgásának sebessége nagyon fontos a hegesztés minősége szempontjából. A fém gyors mozgása nem rendelkezik elegendő idővel ahhoz, hogy teljesen kitöltse a varrást, ami szintén nem eléggé fűtött.
Válassza ki a helyes szöget, és a mozgás sebessége csak gyakorlati készségek megszerzése révén lehetséges.
Az egyenáramú hegesztés különböző polaritásokkal lehetséges. Közvetlen polaritás, amikor az elektróda a negatív polaritással van összekötve, a hegesztendő alkatrészek mélyhőhegesztésére szolgál. Fémlemez szükséges fordított polaritás (az elektróda csatlakozik a pozitív kapocshoz). Ezzel a hegesztési módszerrel a hő nagy része felszabadul az elektródán, ami gyorsítja az olvadást.
TB hegesztés közben
hegesztés munka veszélyesnek tekintik, mert több tényezőt egyszerre egyesítenek:
- nagyfeszültség;
- magas láz;
- erős ultraibolya sugárzás;
- a gőzben lévő káros anyagok magas tartalma.
A hegesztőgépet nagy terhelés nélküli feszültség jellemzi - 80 V-ig. Ez a feszültség, még a magas páratartalom hiányában is, halálosnak tekinthető (a normál körülmények között a maximális feszültség nem haladja meg a 42 V-ot).
Az olvadt fém hőmérséklete több ezer fokot ér el. Azonban a folyékonysága nagyon magas. A gyenge minőségű elektródák, a nem megfelelően kiválasztott hegesztési mód, vagy erős szél esetén a fém fröccsenése néhány méterre repülhet.
Az elektromos ív a látható és ultraibolya sugárzás erős forrása. Az ilyen fényre való rövid távú expozíció nem veszélyes, csak egy kis időt vesz igénybe, hogy a nézetet a normál világításhoz igazítsa. Az ív hosszútávú megfigyelése védetlen szemekkel okozott következményekkel jár, beleértve a lencse opacifikációját és a retina leválását. A szem védelme érdekében védőfelszerelést kell alkalmazni hegesztő maszkok (Az alábbi ábra). A szem védelme mellett védik a fejet a fém és salak fröccsenése ellen.

Hegesztési maszk a szem és a fej védelme érdekében hegesztés közben
A maszk üvege nem továbbítja az ultraibolya sugárzást, és többször csillapítja a látható fényt, mivel az ív egy közeli erős fénypont. Most eladáskor számos maszk van speciális szemüveggel, amelyek a hatás fényerejétől függően megváltoztatják a tulajdonságokat - "kaméleonok". Normál körülmények között az üveg teljesen átlátszó. Amikor az ív meggyullad, az üveg átlátszósága meredeken csökken. A sötétség sebessége több milliszekundumtól a tízmikroszkópig terjed.
A fém- és salakcseppek elleni védelemhez ruházatot kell alkalmazni, amelynek anyaga nem magas hőmérsékleten olvad. A ponyvának a legjobb védő tulajdonságai vannak, de rendkívül kényelmetlen a ponyvaruházatnál dolgozni. Elég, ha szokásos pamutszövetből készült munkaruhát használunk. De célszerű a kesztyűt szorosabban választani, mert a kezek a hegesztési hely közvetlen közelében vannak.
A hegesztési cipőknek keskeny felsőkkel kell rendelkezniük. A nadrágoknak a tetején kell lenniük, hogy megakadályozzák a fém kifröccsenését.
Ívhegesztés videó
Az ívhegesztési bemutató videók az alábbiak.
Amikor az elektródák égnek, a fém és a pántok anyagai bejutnak a levegőbe. Az elektródok összetétele számos kémiai vegyületet tartalmaz, és sokan belélegezve veszélyesek. Ezért a hegesztési területnek jó szellőzést kell biztosítania. Tilos a könnyű éghető anyagok (olajtermékek, fa), erős szélben és különösen esőben történő hegesztés.
2017. június 14.
Hogyan kell főzni ívhegesztés kezdő?
Ma az inverteres ívhegesztés a kezdők számára az egyik legmegbízhatóbb technológia. Rendszeresen nemcsak az ipari termelés, hanem a mindennapi élet területén is használják: kerítések, üvegházak, fürdőkádak és garázsok, stb.
Csavarok és anyák
Ahhoz, hogy megfelelően főzzön, először meg kell kapnia hegesztőberendezések és elektródák. A fogyóeszközöket elég nagy mennyiségben kell megvásárolni, különösen, ha nincs ilyen tapasztalattal. Az a tény, hogy a tanulás elektromos ívhegesztés Az inverter típusnak nagyon sok hasonló anyagot kell költenie. Ebben a tekintetben az univerzális termékek az elektródák, amelyek átmérője 3 mm. Vékony elektródák vékonyabb alkatrészekre tervezték, és túl vastagok túl nagy hatással vannak az elektromos hálózatra.
Ahhoz, hogy megtanulják, hogyan kell megfelelően használni a hegesztőberendezéseket, bizonyos türelmet és kitartást kell biztosítani. Kezdők számára az alapelv: minél gyakoribb, annál jobb. Célszerű nemcsak az elmélet alapjainak megértése, hanem a professzionális hegesztő felügyelete alatt végzett munka elvégzése is, aki szükség esetén jó tanácsokat ad és segít elkerülni a hibák jövőbeli teljesítésében bekövetkező hibákat.
Az ívhegesztés megfelelő fejlesztéséhez először néhány szükségtelen fémdarabot kell venni. A közelben ajánlatos egy vödör vizet helyezni, ráadásul a munka elvégzéséhez egy fából készült munkapad szigorúan tilos, mivel ez tüzet okozhat.
A földelést a hegesztendő részre kell erősen felszerelni. A hegesztés megkezdése előtt ellenőrizni kell, hogy a kábel megfelelően van-e szigetelve, és milyen szilárdan van felszerelve a tartóba. Ezután állítsa be az elektromos áram szükséges értékét a berendezésen. Ez az elektródát a munkához választott átmérőtől függően választja ki.
A hegesztés következő szakaszában megpróbálhatja meggyújtani az elektromos ívet. Ez nem túl nehéz megtenni: az elektróda a hegesztendő elemekhez képest körülbelül 60 fokos szögben van beállítva, és óvatosan érintse meg a munkadarabhoz.
Amikor egy szikra folyik át, az elektródát fel kell emelni az alkatrészek felületén, hogy kb. 5 mm távolságot tartson közöttük. Ha minden rendben megtörtént, egy ív keletkezik. Ezt a szakadékot a munka során fenn kell tartani. Ne feledje, hogy az elektróda kiégésekor a távolság növekszik, így közelebb kell hozni a nyersdarabokhoz. Az elektróda sebessége függ a fém típusától: ha a hegesztett acéltermékeknek alacsonynak kell lenniük, rozsdamentes acél használata esetén elég gyors.
A hegesztési tanulási nehézségek
Gyakran, amikor az ívhegesztés kezdők nem gyulladnak be az ívre, még rövid távon sem - körülbelül 2-3 mm. Ez annak a ténynek köszönhető, hogy a berendezés túl kevés áramot mutatott. Az összes beállítás helyes megválasztásával az ív meglehetősen stabil lesz, még akkor is, ha a távolság 1 cm-re nő.
A hegesztési gyöngyöt nagyon óvatosan és óvatosan hegessze. Ugyanakkor oszcilláló mozgásokat hajtanak végre, így az olvadt anyag közelebb kerül az ív középpontjához. Ha sikerül ezt megtenni, akkor végül egy szép varrás alakul ki, amelynek kis hullámai vannak.
Ha a hegesztett lemezek vastagsága meglehetősen nagy, akkor egy réteg olvadt fém nem működik. Professzionális hegesztők Ebben az esetben a következő technológiát alkalmazzuk: először egy úgynevezett gyökérvarrást alkalmazunk, amelynek vastagsága a munkadarab vastagságának egyharmada. A fém megszilárdulása után a salakot eltávolítjuk a felületéről. Ezt kívánatos egy sarokcsiszoló segítségével elvégezni: nemcsak a salak maradványait távolítja el, hanem eltávolítja a fém sima felületét, ezáltal biztosítva a teljes lefoglalást a következő réteggel. Ezután a varratot egy másik harmad tölti ki, majd teljesen bezárja.
A kézi ívhegesztés elsajátítása nem túl nehéz: a legfontosabb, legyen türelmes, és próbálja meg megtanulni az alapmozgásokat, amelyekkel az anyagot a varráshoz alkalmazzák.




