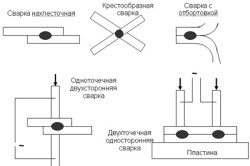
Schweißnähte und ihre Position. Schweißnähte und Nähte
Ein Schweißanfänger, der gerade hat schweißvorrichtungIch frage mich immer, welche Arten schweißnähte existieren und wie Metalloberflächen am besten verbunden werden können. Daher halten wir es für sinnvoll, Schweißverbindungen zu analysieren und sie in Typen zu unterteilen. Zunächst müssen Sie jedoch die Definitionen für Stiche und Verbindungen und deren Unterschiede verstehen.
Definitionen
Eine Schweißnaht ist ein kristallisiertes Metall, das gerade im geschmolzenen Zustand arbeitet. Bei Schweißverbindungen handelt es sich um begrenzte Bereiche. metallkonstruktionmit einer oder mehreren Schweißnähten.
Arten von Stichen und Verbindungen
Klassifizierung von Schweißnähten und Verbindungen nach folgenden Kriterien:
Nach Schweißart können folgende Nähte unterschieden werden:
- Lichtbogenschweißen;
- Lichtbogenschweißen in Schutzgas;
- Automatisch, halbautomatisch;
- Elektrische Nieten;
- Elektroschlacke Schweißen;
- Gelötete Gelenke;
- Kontakt elektrisches Schweißen.
Die Einstufung des Konvexitätsgrades:
- Normal;
- Konkav;
- Prall
Räumliche Einordnung:
- Niedriger;
- Vertikal;
- Horizontal;
- Decke
Im Umfang:
- Fest;
- Zeitweise.
Arten von Schweißnähten (je nach Form):
- Stoßverbindungen - Art der Stoßverbindungsnähte;
- Ecknaht - Art der Nähte mit eckiger, T-förmiger oder überlappender Befestigung;
- Schraubenschlüssel - die Art der Nähte, die durch vollständige Durchdringung des oberen, in seltenen Fällen nachfolgenden Blechs, sowie des unteren Bogens erzielt werden.
Arten von Verbindungen (abhängig von der Art der Konjugation von Metalloberflächen):
- Hintern;
- Tavrovye;
- Ecke;
- Überlappung;
- Gesicht
Hintern
In Anbetracht der Hauptverbindungsarten lohnt es sich, die gebräuchlichsten Verbindungsarten zu betrachten - Stoßverbindungen. Unter Berücksichtigung der Verbindungsarten sollte der Stoßvariante besondere Aufmerksamkeit gewidmet werden, da es sich um eine Verbindung zwischen zwei Metallelementen handelt, die durch Endflächen aneinander liegen, auf derselben Oberfläche oder in derselben Ebene angeordnet sind. 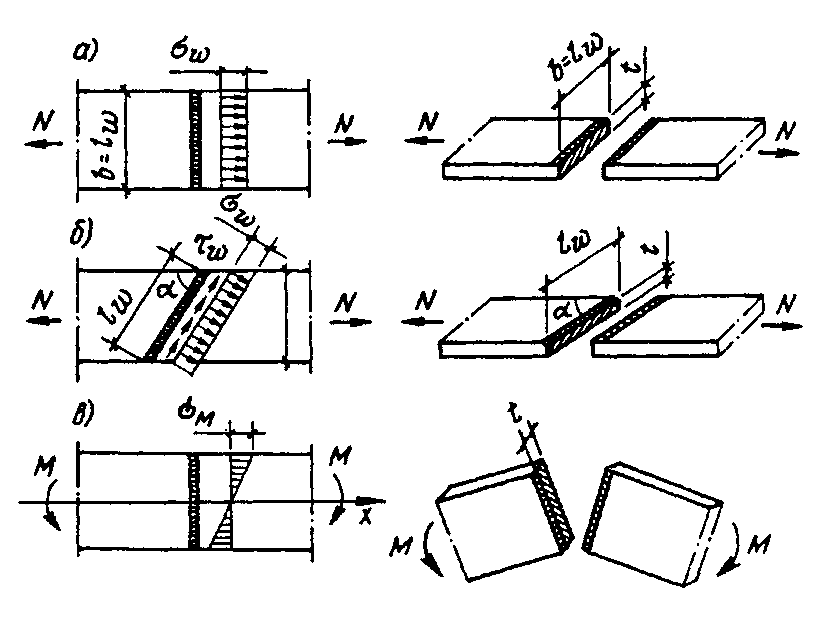
Je nach Lage der Naht kann es sein:
- Einseitig;
- Bilaterale
Unterschiedliche Vorbereitung der Schweißstelle, basierend auf der Dicke der Produkte:
- Mit abgeschrägten Kanten;
- Ohne abgeschrägte Kanten.
Beim einseitigen Verkleben von Flächen ohne abgeschrägte Kanten werden Bleche mit einer Dicke von 4 Millimetern verarbeitet, während beim Schweißen von Blechen mit einer Dicke von bis zu 8 Millimetern beidseitig ohne abgeschrägte Kanten gearbeitet wird. Beide Verbindungsvarianten ermöglichen die Realisierung eines kleinen Spalts zwischen den Teilen mit einer Dicke von 1-2 Millimetern, um eine qualitativ hochwertige Arbeit zu gewährleisten.
Die Abschrägung der Randteile des Teils mit einseitiger Befestigung ist wünschenswert für Durchmesser von 4 bis 25 Millimeter. Es ist zu beachten, dass das Schweißen mit der V-förmigen Fase sehr beliebt ist. Die U-förmige Befestigung von Metallen erfreut sich bei Schweißern geringerer Beliebtheit. Es wird empfohlen, auch die Kanten nicht signifikant zu stumpfen. Bei Dicken von 12 Millimetern oder mehr erfordert das beidseitige Schweißen einen X-förmigen Schnitt.
Tavrovye
Ein T-Schweißverfahren wird als solche Metallbefestigungselemente bezeichnet, bei denen die Endfläche eines Metallelements in einem Winkel an der Seitenfläche eines anderen Metallelements befestigt ist.
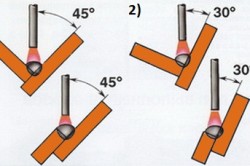
Während der Implementierung der T-förmigen mit einem relativ dicken Material ist es wünschenswert, den Neigungswinkel der Elektrode relativ zu den Nähten so zu halten, dass er ungefähr 60 Grad beträgt.
Alle arten schweißen kann vereinfacht werden, wenn „im Boot“ gestapelt wird. Somit wird es möglich, hauptsächlich in der unteren Position zu arbeiten, während die Arbeitsgeschwindigkeit erhöht wird, und die Wahrscheinlichkeit von Hinterschneidungen wird erheblich verringert. In Anbetracht der Verbindungsarten von Metalloberflächen ist es wichtig zu wissen, dass die T-förmige Version meistens das Fehlen von Durchdringung und anderen Fehlern zulässt.
Es gibt spezielle Arten von Schweißverfahren, die das Eindringen erhöhen. Unter Verwendung dieser Verfahren in der Arbeit wird das einseitige Verschweißen von Teilen mit signifikanten Durchmessern bei einer guten Verschmelzung sowie die Bildung einer bearbeiteten Walze auf der anderen Seite möglich.
Ecke
Die Haupttypen von Verbindungen weisen winkelige Arten der Verbindung von Metalloberflächen auf. Eckverklebung von Metallen - eine Art Verbindung von zwei Metallelementen, die in einem Winkel angeordnet sind, werden in der Verbindungszone der extremen Teile verbunden. Wie bei einigen anderen Arten von Befestigungselementen kann dieser Typ auch mit der Abschrägung der Randteile des Teils sowie ohne diese ausgeführt werden, basierend auf dem Durchmesser des Produkts. In diesem Fall kocht das Teil von innen.
Überlappung
Die überlappende Ansicht der Verbindungen ist eine Verbindung von parallel angeordneten Metallelementen, wobei sich die Oberflächen teilweise überlappen. In diesem Fall werden bei der Technik ausreichend dicke Teile verwendet, deren Durchmesser einen Zentimeter erreichen kann.
Es ist zu wissen, dass es notwendig ist, Materialbahnen auf beiden Seiten zu schweißen. Befolgen Sie diese Empfehlung, um die Wahrscheinlichkeit von Feuchtigkeit zwischen ihnen zu verringern. Sie müssen auch wissen, dass die Anzahl der Schweißnähte 2 beträgt. Daher müssen Sie die Arbeitszeit und die Verbrauchsmaterialien verlängern.
Hintern Ende
Nahttypen haben eine Endansicht der Verklebung von Metalloberflächen. Als Endschweißen werden solche bezeichnet, bei denen die Seitenflächen von Metallteilen aneinander liegen.
Eigenschaften von Verbindungen von Metalloberflächen
Qualitative Indikatoren für die Arbeit hängen von vielen Faktoren ab, darunter der Schweißbarkeit von Metalloberflächen, der Oxidierbarkeit und der Empfindlichkeit gegenüber thermischen Effekten. Um die Nähte an die eine oder andere der Betriebsbedingungen anzupassen, müssen alle wichtigen Kriterien berücksichtigt werden.
Die Haftung von Metallen und Legierungen wird in Abhängigkeit von der Fähigkeit einzelner Materialien oder Legierungen, unter den Bedingungen einer geeigneten technologischen Verarbeitung Verbindungen zu bilden, bestimmt, die die erforderlichen Parameter erfüllen. Dieser Indikator wird durch die physikalischen, chemischen Eigenschaften von Materialien, das Vorhandensein von Verunreinigungen, die Struktur des Kristallgitters, die Dotierungsmenge usw. beeinflusst. Die Bindung von Metallen kann sowohl technologisch als auch physikalisch sein.
Physikalische Schweißbarkeit ist die Eigenschaft eines Materials, eine qualitativ hochwertige und dauerhafte Verbindung mit einer stabilen chemischen Verbindung herzustellen. In Bezug auf die physikalische Schweißbarkeit von Arbeitsflächen wird dies durch die Verwendung von reinen Metallen, technischen Legierungen sowie einer Reihe anderer Materialkombinationen mit Nichtmetallen erreicht. Die technologische Schweißbarkeit von Teilen ist eine Reaktion des Metalls auf das Schweißen.
Zusammenfassend ist festzuhalten, dass die Qualitätsseite der Arbeit nicht nur die Verfügbarkeit von High-Tech-Geräten, sondern auch das Wissen des Schweißers selbst bestimmt. Man sollte das berufliche Wissen nicht vernachlässigen und glauben, dass man alles weiß, sondern auf praktische Ratschläge hören.
Sie werden im Flachbau sowie beim Bau großer Häuser, Büros und Sportzentren eingesetzt. Verbinden Sie 2 oder mehr Teile in 1 durch Schweißen. Gleichzeitig wird eine starke und zuverlässige Naht gebildet, die lange Zeit halten kann, ohne das gesamte Teil zu stören und zu beschädigen.
Darüber hinaus können Schweißverbindungen und Nähte sowohl für die Verbindung von Metallteilen aus einem einheitlichen Stahl als auch für Elemente aus verschiedenen Legierungen verwendet werden. Bei dieser komplexen Arbeit ist es notwendig, die richtige Schweißtechnologie, Stromstärke, Verbrauchsmaterialien (Elektroden) zu wählen. Darüber hinaus muss der Schweißer über ausreichende Erfahrung und Fähigkeiten verfügen, um ein Verbrennen des Teils zu verhindern, um unnötige Spannungen und Verformungen im weiteren Betrieb zu vermeiden.
Schweißnahtklassifizierung
Alle Schweißverbindungen werden durch eine spezielle Dokumentation standardisiert, die die Konzepte, Bereiche und Schweißstellen definiert. Die beschriebene Terminologie gilt für die technische Dokumentation, die am Ende der Nähte angebracht ist. Die gleichen Konzepte werden in der Ausbildung und im Internet angegeben methodologische Handbücherwofür Schweißer ausgebildet werden, sowie Weiterbildung und Verbesserung ihrer Qualifikationen.
Klassifizierungstabelle der Schweißnähte.
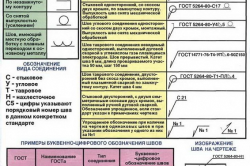
Unter Verwendung allgemein anerkannter Abkürzungen kann, selbst wenn keine Dokumentation zur Kennzeichnung der Verbindung oder der allgemeinen Spezifikation vorliegt, festgestellt werden, welche bestimmte Schweißverbindung an der einen oder anderen Stelle hergestellt wurde. hochbau. Folgende Konventionen werden angenommen: Stumpfnähte werden normalerweise mit dem Buchstaben "C" bezeichnet, wenn sie sich überlappen, zeigen sie "H" an, wenn T-Verbindungen vorgesehen sind, wird die Angabe "T" und die Ecken sind "Y".
Meistens schweißverbindungen und Nähte, um Split aus mehreren Gründen zu akzeptieren:
Durch die Form der endgültigen Querschnittsform:
- Das heißt, geschweißte Teile liegen auf derselben Ebene.
- Winkel, wenn die Metallteile in einem Winkel zueinander stehen, während ihr Wert keine Rolle spielt.
- Welt, wenn die Teile übereinander liegen, schmelzen sich gegenseitig. In diesem Fall ist eines der Teile (oben) vollständig geschmolzen und der andere Teil der Schweißverbindung (unten) ist nur teilweise. Die Naht selbst ist eine Niete. Diese Verbindung wird auch als Elektronieten bezeichnet.
Durch Konfiguration beim Schweißen:
- gerader Charakter;
- krummlinige Ansicht;
- ringtyp.
Für die Dauer der Schweißverbindung:
- Verbindungen durch fortlaufende Naht hergestellt. Ihre Länge reicht von 300 mm bis 1 m und mehr.
- Welche werden intermittierend ausgeführt. In diesem Fall kann der Ort der Naht in einer Kette versetzt sein, abhängig von den Konstruktionsmerkmalen des Teils und den Anforderungen.
Durch die verwendete Schweißtechnik:
- lichtbogenschweißen ohne die Verwendung zusätzlicher Mittel (Gas, Flussmittel);
- schweißen in einer Umgebung mit Gas (z. B. Argon).
Durch die Anzahl der verwendeten Schweißelemente:
- einseitig;
- zweiwegverbindung;
- mehrschichtig.
Durch die Menge des Metalls, die infolge der Fusion gebildet wurde:
- normal;
- verstärkt
- geschwächt
Normalerweise gibt es keine strikte Trennung für alle Arten von Klassifikationen. Bei der Bearbeitung können Schweißverbindungen gerade stoßverstärkt werden. Das heißt, Kombinationen können sehr unterschiedlich sein, abhängig von der Komplexität der Metallstruktur, den Anforderungen an Steifigkeit und Zuverlässigkeit, der Verfügbarkeit von Verbrauchsmaterialien und der Fertigkeit des Schweißers.
Eigenschaften von Schweißverbindungen

Die wichtigsten Arten von Schweißverbindungen.
Je nachdem, was das Ergebnis sein sollte, müssen die Besonderheiten der Implementierung und die Ausführungstechnologie berücksichtigt werden.
Stoßnähte stellen die Verbindung von Teilen dar, indem sie miteinander verschmelzen. Details befinden sich in derselben Ebene und das Lichtbogenschweißen wird am häufigsten verwendet. Darüber hinaus können solche Nähte zum Verbinden von Teilen mit unterschiedlichen Kanten verwendet werden. Die Kantenbearbeitung zum Schweißen hängt von der Blechstärke ab. Wenn im Laufe der Arbeit Teile unterschiedlicher Dicke verbunden werden müssen, sollte die dickere Kante auf die Größe der kleineren Kante abgeschrägt werden. Es sorgt für eine zuverlässige Naht.
Nach der Art der Kanten, die beim Schweißen eine Rolle spielen, können Stumpfnähte unterteilt werden in:
- teile, die keine abgeschrägte Kante haben. Sie sollten 3-5 mm dick sein;
- elemente mit gekrümmter Kante;
- teile, deren Rand den Buchstaben "U" bildet, deren Dicke 20-60 mm beträgt;
- bei Teilen, bei denen die Kante die Form "X" hat, beträgt die Dicke des Metalls 12 bis 40 mm.
Erfahren Sie mehr über Verbindungen.
Hintern schweißnähte haben den niedrigsten Spannungswert und sind weniger anfällig für Verformungen. Dies verursacht ihre häufige Verwendung. Bei der Herstellung einer Stoßfuge ist der Metallverbrauch minimal, die Vorbereitung der Arbeit selbst muss sorgfältig und gewissenhaft erfolgen.
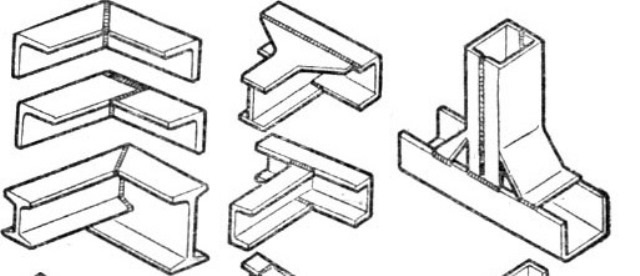
Markenelemente sind Verbindungen von Metallteilen, wenn sich eines von ihnen senkrecht zum anderen befindet. Es stellt sich das Gelenk in Form des Buchstabens "T" heraus. Mit dieser Art von Naht kann man sich auf einer oder zwei Seiten befinden. Es hängt alles von den Anforderungen an Steifigkeit, technische und konstruktive Arbeitsfähigkeit ab. Tavrovye-Systeme werden verwendet, um Rahmen für landwirtschaftliche Betriebe, verschiedene Arten von Säulen und Racks zu bauen. Darüber hinaus ist eine solche Verbindung gut für Schweißstrahlen geeignet.
Eckverbindungen werden in Fällen ausgeführt, in denen die Elemente in der Struktur keine signifikanten Spannungen tragen. Zum Beispiel beim Schweißen von Tanks, Tanks. Um die notwendige Zuverlässigkeit und Festigkeit zu gewährleisten, darf die Dicke des zu schweißenden Metalls 1 bis 3 mm nicht überschreiten. Bei der Eckverbindung werden die Teile im erforderlichen Winkel aufeinander aufgebracht und verschweißt. Der Winkel spielt keine Rolle. Die Naht ist bilateral fest, so dass keine Feuchtigkeit eindringen kann.
Überlappende Fugen entstehen, wenn die Teile parallel zueinander angeordnet sind. Die Naht befindet sich auf den Seitenflächen der Metallelemente. Die Kanten des Metalls bedürfen im Gegensatz zum Stoßverfahren keiner zusätzlichen Bearbeitung. Die Kosten des Metalls sowohl des Hauptmetalls als auch des abgelagerten Metalls sind beträchtlich.
Die Dicke der Struktur selbst beträgt bei einer solchen Bearbeitung nicht mehr als 12 mm. Um das Eindringen von Feuchtigkeit in die Verbindung selbst auszuschließen, muss diese zweiseitig durchgeführt werden.
Die Nähte mit einer T-Stoß-, Überlappungs- und Eckverbindung können in Form kleiner Segmente ausgeführt werden, d. H. Als Punktmethode. Wenn Sie Vorverschweißungen vornehmen müssen, werden diese in runder Form ausgeführt. Ie gebildet mit dem vollständigen Schmelzen eines der Teile und teilweise des anderen.
Zusätzliche Punkte
Bekannte Verfahren zur Durchführung des Lichtbogenschweißens ohne zusätzliche Kantenbearbeitung können mit einer manuellen Arbeit mit einer Metalldicke von 4 mm und mit mechanischer Arbeit von 18 mm hergestellt werden. Wenn daher Teile von erheblicher Dicke mit der manuellen Lichtbogentechnik geschweißt werden müssen, müssen die Kanten weiter bearbeitet werden.
Die Elemente der Verbindungsgeometrie umfassen den Spalt, der zwischen den Elementen vorhanden ist, den Winkel der Nut, die Abschrägung und die Abweichung der an der Verschweißung beteiligten Teile zueinander. Der Fasenwinkel bestimmt den Schnittwinkel, der entscheidend ist, um den erforderlichen Bogenzugriff über die gesamte Tiefe der Naht bereitzustellen, was die vollständige Ausführung der Naht selbst bedeutet. Die Größe des Winkels liegt, abhängig von der Art der Verbindung und der Behandlungsmethode, im Wesentlichen im Bereich von 20 bis 60 ° mit einer Toleranz von 5 °. Der Abstand beträgt 0-4 mm.
Wenn das Metall dick genug ist und kein Spalt vorhanden ist, kann es zu einer unvollständigen Verschmelzung kommen.
Und die Kanten, die nicht stumpf sind, können zu Durchbrüchen führen. Bei einer großen Verschiebung der Teile kann der Schweißvorgang unmöglich werden.
Die endgültige Wahl der Methode und der Art und Weise, wie die Nähte und Verbindungen in der Metallstruktur ausgeführt werden, wird durch ihre Komplexität und das Material der Ausführung bestimmt. Bei der Planung und Erstellung von Schätzungen für den Bau ist es notwendig, diese Merkmale zu berücksichtigen und erforderlichenfalls die Verwendung zusätzlicher Mittel festzulegen, die eine angemessene Zuverlässigkeit und Starrheit gewährleisten.
Beim Schweißen werden verschiedene Verbindungen erhalten. Schweißnähte können nicht nur Metalle, sondern auch andere Materialien miteinander verbinden. Die in einer integrierten Einheit angedockten Elemente stellen eine Verbindung dar, die in mehrere Abschnitte unterteilt werden kann.
Schweißbereiche
Die während des Schweißvorgangs erhaltene Masse ist in folgende Zonen unterteilt:
- Der Ort der Verschmelzung ist die Grenze zwischen dem Grundmetall und dem Metall der resultierenden Schweißnaht. In dieser Zone gibt es Körner, die sich in ihrer Struktur vom Zustand des Grundmetalls unterscheiden. Dies ist auf ein teilweises Schmelzen während des Schweißvorgangs zurückzuführen.
- Die Wärmeeinflusszone ist die Zone des Grundmetalls, die nicht geschmolzen ist, obwohl ihre Struktur beim Erhitzen des Metalls verändert wurde.
- Schweißnaht - der Bereich, der während der Kristallisation beim Abkühlen des Metalls gebildet wurde.
Arten von Schweißverbindungen
Abhängig von der Position der verbundenen Produkte relativ zueinander werden die Verbindungen in die folgenden Typen unterteilt: 
- Hintern Das Zusammenfügen von Strukturelementen erfolgt in einer Ebene mit den Enden zueinander. Abhängig von der unterschiedlichen Dicke der zu verbindenden Teile können sich die Enden vertikal relativ zueinander bewegen.
- Eckverbindung In diesem Fall erfolgt die Ausrichtung der Enden in einem Winkel. Der Schweißvorgang wird an den angrenzenden Kanten der Teile durchgeführt.
- Überlappungsgelenk. Details zum Schweißen sind parallel mit teilweiser Überlappung.
- Verbindung beenden Die verschweißten Elemente sind parallel zueinander ausgerichtet und an den Enden angedockt.
- Tavrovoy-Verbindung. In diesem Fall liegt das Ende eines Teils in einem Winkel neben der Seite des anderen.
Schweißverbindungen charakterisieren auch die Arten von Schweißnähten, die nach bestimmten Kriterien qualifiziert werden können.
Schweißwerte
Es gibt mehrere Parameter, anhand derer alle erhaltenen Schweißnähte charakterisiert werden können:
- breite ist die Größe zwischen den Nahtkanten, die von sichtbaren Fusionslinien gezeichnet werden.
- die Wurzel der Naht ist die Rückseite, die sich im maximalen Abstand vom Vorderteil befindet.
- konvexität - bestimmt im konvexsten Teil der Naht und wird durch den Abstand von der Ebene des Basismetalls bis zum Rand des größten Vorsprungs bezeichnet;
- konkavität - Dieser Indikator ist relevant, wenn er in der Schweißnaht auftritt, weil er tatsächlich ein Defekt ist. Dieser Parameter wird an der Stelle bestimmt, an der die Naht die größte Durchbiegung aufweist - die Größe der Konkavität wird von ihr zur Grundmetallebene gemessen.
- nahtbein - findet nur in der Ecke und T-Fuge statt; Dieser Indikator wird durch den kleinsten Abstand von der Seitenfläche eines zu schweißenden Teils zur Grenzlinie der Naht auf der Oberfläche des zweiten gemessen.
Nahtarten nach Art der Ausführung

Arten von Schweißnähten nach räumlicher Position und Länge
Es gibt solche Schweißpositionen:
- der Boden, wenn sich die Schweißnaht in der unteren horizontalen Ebene befindet, d. h. in einem Winkel von 0 ° zum Boden;
- horizontal ist die Schweißrichtung horizontal und das Teil kann einen Winkel von 0 ° bis 60 ° haben;
- vertikal, in dieser Position befindet sich die zu schweißende Fläche in der Ebene von 60º bis 120º und das Schweißen wird in vertikaler Richtung ausgeführt;
- decke, wenn die Arbeit in einem Winkel von 120-180 ° ausgeführt wird, dh die Schweißnähte befinden sich über dem Master;
- "im Boot" gilt diese Position nur für die Ecke oder T-Verbindungen, das Teil ist schräg eingestellt und das Schweißen wird "in der Ecke" ausgeführt.
Die Aufgliederung nach Länge:
- durchgehend werden fast alle Nähte auf diese Weise ausgeführt, es gibt jedoch Ausnahmen;
- intermittierende Nähte treten sie nur in den Eckverbindungen auf; doppelseitige Stiche dieses Typs können sowohl versetzt als auch verkettet ausgeführt werden.
Einfassung
 Dieses Konstruktionsmerkmal gilt für den Fall, dass die Dicke des zum Schweißen verwendeten Metalls größer als 7 mm ist. Kanten ist das Entfernen von Metall von Kanten in einer bestimmten Form. Dieser Prozess wird mit Stumpfnähten mit einem Durchgang durchgeführt. Dies ist notwendig, um die korrekte Schweißnaht zu erhalten. Was das dicke Material angeht, ist ein Schneiden erforderlich, um die Wurzelwurzel zuerst zu schmelzen und dann mit den nächsten Walzen den Hohlraum gleichmäßig zu füllen, um das Metall durch die gesamte Dicke zu kochen.
Dieses Konstruktionsmerkmal gilt für den Fall, dass die Dicke des zum Schweißen verwendeten Metalls größer als 7 mm ist. Kanten ist das Entfernen von Metall von Kanten in einer bestimmten Form. Dieser Prozess wird mit Stumpfnähten mit einem Durchgang durchgeführt. Dies ist notwendig, um die korrekte Schweißnaht zu erhalten. Was das dicke Material angeht, ist ein Schneiden erforderlich, um die Wurzelwurzel zuerst zu schmelzen und dann mit den nächsten Walzen den Hohlraum gleichmäßig zu füllen, um das Metall durch die gesamte Dicke zu kochen.
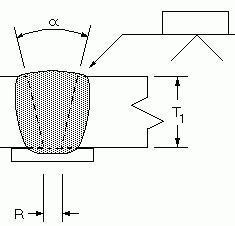
Das Kanten kann durchgeführt werden, wenn die Metalldicke nicht weniger als 3 mm beträgt. Weil sein niedrigerer Wert zu Durchbrüchen führt. Das Schneiden ist durch solche Konstruktionsparameter gekennzeichnet: Abstand - R; Schneidenwinkel - α; stumpfen - mit. Die Position dieser Parameter zeigt die Zeichnung der Schweißnaht.
Kanten erhöhen die Anzahl der Verbrauchsmaterialien. Daher versucht dieser Wert in jeder Hinsicht zu minimieren. Es ist in verschiedene Arten von Designs unterteilt:
- V-förmig;
- X-förmig;
- Y-förmig;
- U-förmig;
- spalt.
Merkmale der Schneide
Bei kleinen Materialstärken von 3 bis 25 mm wird in der Regel einseitig V-förmig geschnitten. Abschrägung kann an beiden Enden oder an einem von ihnen durchgeführt werden. Bei einer Dicke von 12-60 mm ist es ratsam, doppelseitig X-förmig zu schweißen. Der Winkel α beim Schneiden in X, V-Form ist gleich 60º. Wenn die Abschrägung nur an einer Kante ausgeführt wird, ist der α-Wert gleich 50º. Bei einer Dicke von 20 bis 60 mm ist der Verbrauch des Metalls, das durch U-förmiges Schneiden abgeschieden wird, am wirtschaftlichsten. Die Abschrägung kann auch an einem oder beiden Enden durchgeführt werden. Die Mattheit beträgt 1-2 mm und der Spalt beträgt 2 mm. Bei einer großen Metalldicke (über 60 mm) wäre der effektivste Weg eine Spaltnut. Dieses Verfahren ist für eine Schweißverbindung sehr wichtig und beeinflusst mehrere Faktoren einer Naht:

Standards und GOSTs
- Manuelle Schweißnähte und Verbindungen nach GOST 5264-80 umfassen Typen, Baumaße für das Schweißen und Elektroden in allen räumlichen Positionen. Dies gilt nicht nur für Stahlrohrleitungen.
- Schweißen von Stahlrohrleitungen. GOST 16037-80 - definiert die Haupttypen, Schneidkanten und Baumaße in der mechanisierten Schweißmethode.
- Schweißen von Rohrleitungen aus Kupfer und Kupfer-Nickel-Legierungen. GOST 16038-80.
- Lichtbogenschweißen von Aluminium. GOST 14806-80 - Form, Größe, Kantenvorbereitung für das manuelle und mechanisierte Schweißen von Aluminium und seinen Legierungen, der Prozess wird in einer schützenden Umgebung durchgeführt.
- Unter dem Fluss. GOST 8713-79 - Schweißnähte und -verbindungen werden automatisch oder hergestellt mechanisiertes Schweißen Gewicht, auf einem Flusskissen. Verbreitet sich auf Metalldicken von 1,5 bis 160 mm.
- in GOST 27580-88 - der Standard für manuell, halbautomatisch und es wird von einer nicht verbrauchbaren Elektrode in Inertgasen mit Füllmaterial ausgeführt und gilt für die Aluminiumdicke von 0,8 bis 60 mm.
Schweißnaht-Bezeichnung
Nach regulierungsdokumente Das Vorhandensein von Schweißnähten wird auf oder in einer Gesamtansicht gezeigt. Dargestellt durch Schweißnähte in durchgezogenen Linien, wenn diese sichtbar sind. Und wenn das Gegenteil der Fall ist - dann die gestrichelten Segmente. Von diesen Zeilen gibt es Beschriftungen mit Einwegpfeilen. Das Symbol für Schweißnähte wird von der Beschriftung im Regal ausgeführt. Die Beschriftung erfolgt über dem Regal, wenn sich die Naht auf der Vorderseite befindet. Im umgekehrten Fall befindet sich die Bezeichnung unter dem Regal. Dazu gehören Informationen zur Naht in folgender Reihenfolge:
- Hilfsschilder. An der Kreuzung von Beschriftungen mit einem Regal kann sich ein Symbol befinden:
○ - geschlossene Naht;
┐ - Schweißnaht wird während der Installation hergestellt. 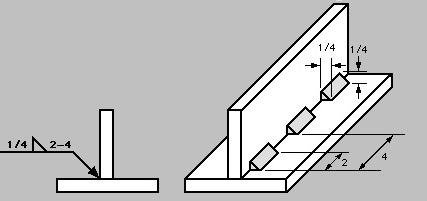
- Bezeichnung von Schweißnähten, deren Strukturelementen und GOST-Verbindungen.
- Der Name der Naht gemäß dem Standard.
- Schweißverfahren nach aufsichtsrechtlichen Normen.
- Das Bein ist angegeben, dieser Punkt gilt nur für Eckverbindungen.
- Gegebenenfalls intermittierende Naht. Dies zeigt den Abstand und die Position der Schweißsegmente an.
- Zusätzliche Hilfswert-Symbole. Betrachten Sie sie als einen separaten Artikel.
Hilfsnotation
Diese Markierungen werden auch oben auf dem Regal angebracht, wenn die Schweißnaht in der Zeichnung sichtbar ist, und darunter, wenn sie unsichtbar ist:
- --- die Verstärkungsnaht entfernen;
- oberflächenbehandlung, die einen sanften Übergang zum Basismetall ermöglicht und das Durchhängen und Unregelmäßigkeiten beseitigt;
- die naht wird nicht gemacht geschlossene Linie; dieses Zeichen gilt nur für die in der Zeichnung sichtbaren Schweißnähte;
- oberflächengüte der Schweißverbindung.
Wenn alle Nähte der Konstruktion nach dem gleichen GOST-Prinzip hergestellt werden, haben sie die gleichen Randnuten und Konstruktionsmaße. Die Bezeichnung und der Standard für das Schweißen sind in den technischen Anforderungen festgelegt. Das Design kann nicht alles sein, sondern eine große Anzahl identischer Nähte. Dann werden sie in Gruppen eingeteilt und ordnen ihnen Seriennummern in jeder Gruppe separat zu. Auf einer Naht ist die vollständige Bezeichnung anzugeben. Im übrigen setzen Sie nur Seriennummern. Die Anzahl der Gruppen und die Anzahl der Stiche in jeder von ihnen sollte in den behördlichen Unterlagen angegeben werden.
Schweißnähte und Verbindungen
Die durch Schweißen hergestellte dauerhafte Verbindung wird als geschweißt bezeichnet. Es besteht aus mehreren Zonen (Abb. 77):
Schweißnaht;
Fusion;
Abb. 77. Zonen der Schweißverbindung: 1 - Schweißnaht; 2 - Fusion; 3 - thermische Effekte; 4 - unedles Metall
Thermische Effekte;
Unedelmetall
Die Länge der Schweißverbindungen beträgt:
Kurz (250–300 mm);
Medium (300–1000 mm);
Lang (mehr als 1000 mm). Wählen Sie abhängig von der Länge der Schweißnaht die Art der Implementierung. Bei kurzen Gelenken wird die Naht vom Anfang bis zum Ende in eine Richtung geführt; die mittleren Abschnitte sind durch die Überlappung der Naht mit separaten Abschnitten gekennzeichnet, und ihre Länge muss so sein, dass eine ganzzahlige Anzahl von Elektroden (zwei, drei) ausreicht, um sie zu vervollständigen. Lange Verbindungen werden mit der oben genannten inversen Methode geschweißt.
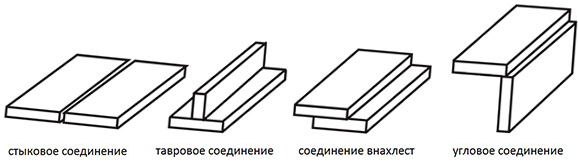
Nach Art der Schweißverbindungen (Abb. 78) werden unterteilt in:
1. Hintern. Dies sind die gebräuchlichsten Verbindungen für verschiedene Schweißverfahren. Sie werden bevorzugt, weil sie sich durch die geringsten intrinsischen Spannungen und Dehnungen auszeichnen. Stoßverbindungen sind in der Regel geschweißte Blechkonstruktionen.
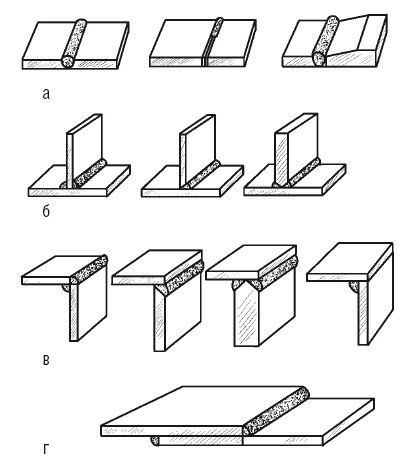
Abb. 78. Arten von Schweißverbindungen: a - Stoß; b - Tavrovye; in - eckig; r - überlappend
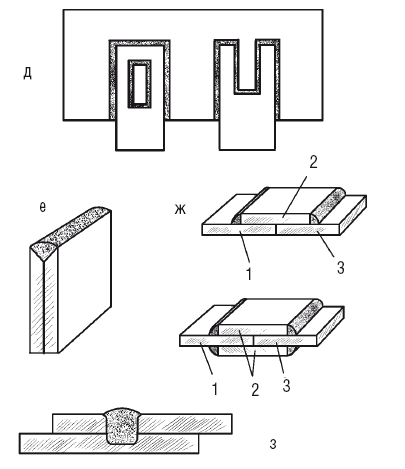
Abb. 78 (Ende). d - geschlitzt; e - end; W - mit Overlays; 1-3 - das unedle Metall; 2 - Overlay: 3 - elektrische Nieten; h - mit elektrischen Nieten
Die Hauptvorteile dieser Verbindung, die unter den Bedingungen der sorgfältigen Vorbereitung und des Anbringens von Kanten berechnet werden kann (durch das Abstumpfen der letzteren wird das Durchbrennen und der Metallfluss während des Schweißvorgangs verhindert, und das Beobachten ihrer Parallelität ergibt eine gleichmäßige Naht von hoher Qualität):
Minimaler Verbrauch an Grund- und Schweißgut;
Die kürzeste Zeit, die zum Schweißen benötigt wird;
Die hergestellte Verbindung kann durch ihre Festigkeit dem Basismetall nicht nachstehen.
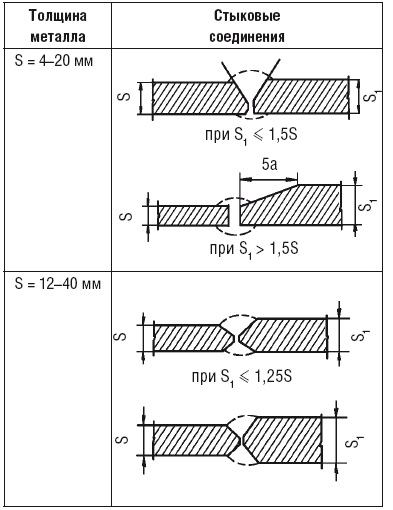
Je nach Dicke des Metalls können Kanten beim Lichtbogenschweißen in unterschiedlichen Winkeln zur Oberfläche geschnitten werden:
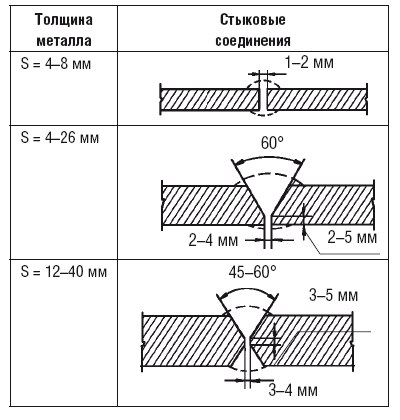
Im rechten Winkel, wenn Stahlbleche 4–8 mm dick sind. Gleichzeitig bleibt zwischen ihnen ein Spalt von 1-2 mm, der das Kochen der unteren Kantenbereiche erleichtert;
Im rechten Winkel, wenn Metall mit ein- oder doppelseitigem Schweißen zu einer Dicke von bis zu 3 bzw. bis zu 8 mm kombiniert wird;
Bei einseitigen abgeschrägten Kanten (V-etwa anders), wenn die Dicke des Metalls 4 bis 26 mm beträgt;
Bei einer doppelseitigen Abschrägung (X-förmig) ist diese Methode bei 12 bis 40 mm dicken Blechen wirtschaftlicher als die vorherige, da die Menge des Schweißgutes fast um das Doppelte reduziert wird. Dies bedeutet, Elektroden und Strom zu sparen. Außerdem sind Verformungen und Spannungen beim Schweißen weniger charakteristisch für eine doppelseitige Abschrägung.
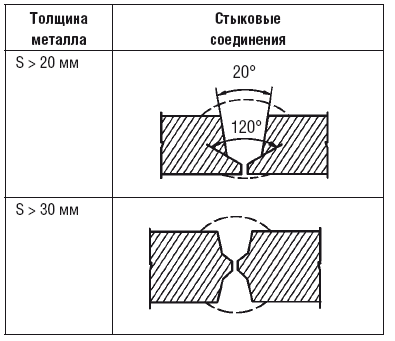
Der Schrägungswinkel kann von 60 ° auf 45 ° reduziert werden, wenn Bleche mit einer Dicke von mehr als 20 mm geschweißt werden, wodurch das Volumen des Schweißguts verringert und die Elektroden geschont werden. Das Vorhandensein eines Spaltes von 4 mm zwischen den Kanten sorgt für das notwendige Eindringen des Metalls.
Beim Schweißen von Metall unterschiedlicher Dicke wird der Rand des dickeren Materials stärker gemäht. Bei einer beträchtlichen Dicke von Teilen oder Blechen, die durch Lichtbogenschweißen verbunden werden sollen, wird eine becherförmige Kantenvorbereitung verwendet, und bei einer Dicke von 20–50 mm wird eine einseitige Vorbereitung und bei einer Dicke von mehr als 50 mm eine einseitige Vorbereitung durchgeführt.
Das obige ist in der Tabelle deutlich gezeigt. 44.
2. Überlappung, am häufigsten für das Lichtbogenschweißen von Strukturen verwendet, wobei die Dicke des Metalls 10–12 mm beträgt. Diese Option unterscheidet sich von der vorherigen Verbindung dadurch, dass die Kanten nicht speziell vorbereitet werden müssen - es reicht aus, sie nur zu schneiden. Obwohl die Montage und Vorbereitung von Metall für Überlappungsverbindungen nicht so lästig ist, ist zu beachten, dass der Verbrauch von Basis- und Schweißmetall im Vergleich zu Stoßverbindungen zunimmt. Um die Zuverlässigkeit zu gewährleisten und Korrosion durch Feuchtigkeit zwischen den Platten zu vermeiden, werden diese Verbindungen auf beiden Seiten gekocht. Es gibt Schweißarten, bei denen ausschließlich diese Option verwendet wird, insbesondere für Nadel und Rolle.
3. Branded, weit verbreitet beim Lichtbogenschweißen. Bei ihnen werden die Kanten einseitig oder beidseitig geschnitten oder sie können ohne Fase auskommen. Besondere Anforderungen gelten nur für die Herstellung eines vertikalen Bogens, der eine gleichmäßige Schneide haben muss. Bei ein- und zweiseitigen Fasen sorgen die Kanten einer vertikalen Platte für einen Abstand von 2-3 mm zwischen der vertikalen und der horizontalen Ebene, um die vertikale Platte auf die volle Dicke zu schweißen. Einseitige Fase verhält sich in dem Fall, wenn das Produkt so gestaltet ist, dass es nicht möglich ist, es auf beiden Seiten zu kochen.
Tabelle 44
Auswahl der Stoßfuge je nach Metalldicke
5. Schraubenschlüssel, auf die zurückgegriffen wird, wenn der normal gewickelte Schoss nicht die erforderliche Kraft bietet. Bei diesen Verbindungen gibt es zwei Arten - offene und geschlossene. Der Schnitt erfolgt durch Schneiden mit Sauerstoff.
6. Fläche (Seite), in der die Bleche übereinander liegen und an den Enden verschweißt sind.
7. Mit Überlagerungen. Um eine solche Verbindung herzustellen, verbinden sich die Bleche und überlappen die Verbindungsstelle mit einer Auflage, was natürlich zusätzlichen Metallverbrauch zur Folge hat. Daher wird diese Methode für den Fall verwendet, dass eine Stoß- oder Überlappnaht nicht möglich ist.
8. Mit elektrischen Nieten. Diese Verbindung ist stark, aber nicht dicht genug. Für ihn wird das obere Blatt gebohrt und das resultierende Loch so abgedichtet, dass das untere Blatt eingefangen wird.
Wenn das Metall nicht zu dick ist, ist kein Bohren erforderlich. Beim automatischen Unterpulverschweißen wird beispielsweise das obere Blech einfach durch den Schweißlichtbogen geschmolzen.
Ein Strukturelement einer Schweißverbindung, die, wenn sie gebildet wird, aufgrund der Kristallisation des geschmolzenen Metalls entlang der Bewegungslinie der Wärmequelle gebildet wird, wird Schweißnaht genannt. Die Elemente seiner geometrischen Form (Abb. 79) sind:
Breite (b);
Höhe (h);
Die Größe des Schenkels (K) für Winkel-, Überlappungs- und T-Verbindungen.
Die Klassifizierung der Schweißnähte basiert auf den verschiedenen Merkmalen, die im Folgenden vorgestellt werden.
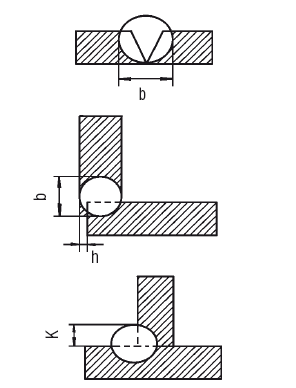
Abb. 79. Elemente der geometrischen Form der Schweißnaht (Breite, Höhe, Größe des Schenkels)
1. Nach Verbindungsart:
Hintern;
Ecke (Fig. 80).
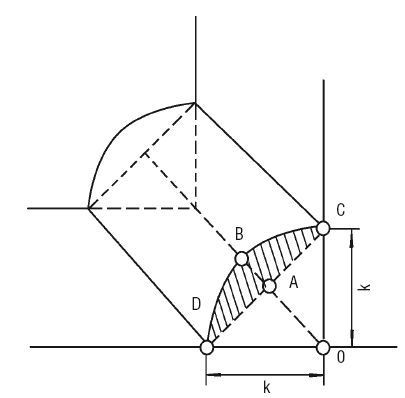
Abb. 80. Winkelgelenk
Bei einigen Arten von Schweißnähten werden Winkelnähte praktiziert, insbesondere mit Überlappung, Stoß, Ecke und mit Auflagen.
Die Seiten einer solchen Naht werden Beine (k) genannt, Zone ABCD in Abb. 80 zeigt den Grad der Nahtkonvexität und wird bei der Berechnung der Festigkeit der Schweißverbindung nicht berücksichtigt. Bei der Ausführung ist es erforderlich, dass die Schenkel gleich sind und der Winkel zwischen den Außenseiten der Außendurchmesser und der BD 45 ° beträgt.
2. Nach Schweißart:
Lichtbogenschweißnähte;
Automatische und halbautomatische Unterpulverschweißnähte;
Nähte zum Lichtbogenschweißen in Schutzgas;
Elektroschlacke-Schweißnähte;
Stiche widerstandsschweißen;
Gasschweißnähte.
3. Nach räumlicher Position (Abb. 81), in der geschweißt wird:
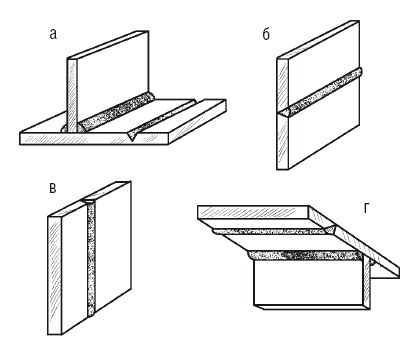
Abb. 81. Schweißnähte abhängig von ihrer räumlichen Position: a - niedriger; b - horizontal; in - vertikal; g - Decke
Horizontal;
Vertikal;
Decke
Die Bodennaht ist am einfachsten auszuführen, die Decke ist am schwierigsten.
Im letzteren Fall werden Schweißer speziell geschult und deckenfuge einfacher zu machen gasschweißenals Bogen.
4. Länge:
Kontinuierlich;
Intermittierend (Abb. 82).
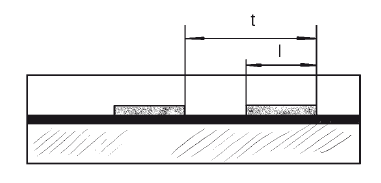
Abb. 82. Intermittierende Schweißung
Intermittierende Nähte sind ziemlich weit verbreitet, insbesondere in Fällen, in denen keine Notwendigkeit besteht (die Festigkeitsberechnung impliziert keine durchgehende Naht), um Produkte fest miteinander zu verbinden.
Die Länge (l) der zu verbindenden Abschnitte beträgt 50–150 mm, der Abstand zwischen ihnen ist ungefähr 1,5–2,5-fach größer als die Schweißzone und zusammen bilden sie eine Nahtstufe (t).
5. Entsprechend dem Grad der Konvexität, d. H. Der Form der äußeren Oberfläche (Fig. 83):
Normal;
Prall;
Konkav
Der verwendete Elektrodentyp bestimmt die Schweißnahtwölbung (a). Die größte Konvexität ist charakteristisch für dünn beschichtete Elektroden, und dick beschichtete Elektroden ergeben normale Nähte, da sie durch eine größere Fließfähigkeit der Metallschmelze gekennzeichnet sind.
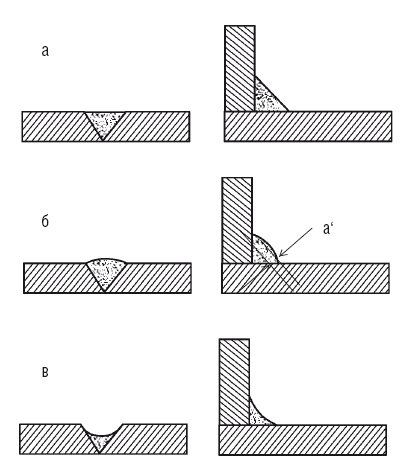
Abb. 83. Schweißnähte, die sich in der Form der äußeren Oberfläche unterscheiden: a - normal; b - konvex in - konkav
Es wurde experimentell festgestellt, dass die Festigkeit der Naht mit zunehmender Konvexität nicht zunimmt, insbesondere wenn das Gelenk bei unterschiedlichen Belastungen und Vibrationen „arbeitet“. Eine ähnliche Situation wird wie folgt erklärt: Wenn eine Naht mit einer großen Wölbung hergestellt wird, ist es nicht möglich, einen glatten Übergang von der Nahtrolle zum Basismetall zu erreichen, daher ist die Nahtkante an diesem Punkt so, als sei sie geklemmt, und hier sind die Spannungen hauptsächlich konzentriert.
Unter den Bedingungen von variablen und Vibrationsbelastungen an dieser Stelle kann die Schweißverbindung zerstört werden. Zusätzlich erfordern konvexe Nähte einen erhöhten Verbrauch an Elektrodenmetall, Energie und Zeit, d. H. Es ist eine unwirtschaftliche Option.
6. Konfiguration (Abb. 84):
Geradlinig;
Ring;
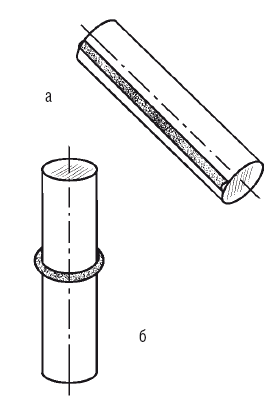
Abb. 84. Schweißnähte verschiedener Konfigurationen: a - gerade; b - Ring
Vertikal;
Horizontal
7. Bezüglich der Betriebskräfte (Fig. 85):
Flanke;
Hintern;
Kombiniert;
Schräg Der Wirkungsvektor der äußeren Kräfte kann parallel zur Nahtachse (typisch für Flankenachsen), senkrecht zur Nahtachse (für Gesichtskräfte) sein, sich schräg zur Achse erstrecken (Schrägachse) oder die Richtung der Flanken- und Endkräfte (für kombinierte Kräfte) kombinieren.
8. Gemäß dem Verfahren zum Halten des geschmolzenen Schweißgutes:
Ohne Futter und Kissen;
Auf abnehmbaren und verbleibenden Stahlbelägen;
![]()
Abb. 85. Schweißnähte in Bezug auf die Betätigungskräfte: a - Flanke; b - Gesicht; in - kombiniert; d - schräg
Auf Kupfer-, Fluss-Kupfer-, Keramik- und Asbestauskleidungen, Flussmittel- und Gaskissen.
Beim Aufbringen der ersten Nahtschicht ist es vor allem wichtig, das flüssige Metall im Schweißbad halten zu können.
Um ein Auslaufen zu verhindern, verwenden Sie:
Auskleidungen aus Stahl, Kupfer, Asbest und Keramik, die unter der Wurzelnaht zugeführt werden. Dank ihnen können Sie erhöhen schweißstromDies ermöglicht das Durchdringen der Kanten und garantiert ein hundertprozentiges Eindringen der Teile. Darüber hinaus hält die Auskleidung das geschmolzene Metall im Schweißbad und verhindert die Bildung von Durchbrüchen.
Einsätze zwischen geschweißten Kanten, die die gleichen Funktionen wie Dichtungen erfüllen;
Das Säumen und Rütteln der Nahtwurzel auf der gegenüberliegenden Seite, ohne dabei nach Durchdringen zu suchen;
Flussmittel, Flussmittelkupfer (beim Schweißen unter Flussmittel) und Gaskissen (mit manuellem Lichtbogen-, Automatik- und Argon-Lichtbogenschweißen), die unter der ersten Nahtschicht zugeführt werden. Ihr Ziel ist es, zu verhindern, dass Metall aus dem Schweißbad austritt.
Sichern Sie die Verbindungen, wenn Sie Stoßnähte ausführen, die Durchbrüche in der Grundschicht der Naht verhindern.
Spezialelektroden, deren Beschichtung spezielle Komponenten enthält, die die Oberflächenspannung des Metalls erhöhen und verhindern, dass es bei vertikalen Nähten von oben nach unten aus dem Schweißbad fließt;
Der Impulsbogen, durch den ein kurzzeitiges Schmelzen des Metalls auftritt, trägt zu einer schnelleren Abkühlung und Kristallisation des Schweißgutes bei.
9. Auf der Seite, auf der die Naht angebracht wird (Abb. 86):
Einseitig;
Bilaterale
10. Entsprechend den geschweißten Materialien:
Auf Kohlenstoff- und Legierungsstählen;
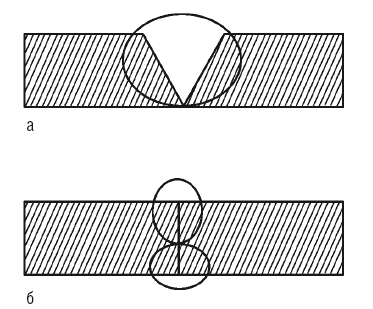
Abb. 86. Geschweißte Nähte, die sich in ihrer Lage unterscheiden: a - einseitig; b - bilateral
Auf NE-Metallen;
Auf Bimetall;
Auf Polyfoam und Polyethylen.
11. Entsprechend der Position der zu fügenden Teile:
In einem scharfen oder stumpfen Winkel;
Im rechten Winkel;
In einer Ebene
12. Durch das Volumen des Schweißgutes (Abb. 87):
Normal;
Geschwächt;
Verstärkt
13. Nach Standort auf dem Produkt:
Längs;
Quer
14. In Form von Schweißkonstruktionen:
Auf ebenen Flächen;
Auf sphärischen Flächen.
15. Anzahl der Schweißrollen (Abb. 88):
Einzelne Schicht;
Mehrschichtig;
Mehrfachdurchlauf
Vor dem Schweißen müssen die Kanten der zu verbindenden Produkte, Strukturen oder Teile ordnungsgemäß vorbereitet werden, da die Stärke der Naht von ihrer geometrischen Form abhängt.
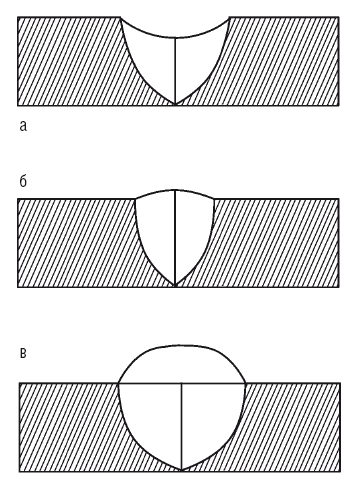
Abb. 87. Die geschweißten Nähte unterscheiden sich nach dem Volumen des aufgebauten Metalls: und - geschwächt; b - normal; gestärkt
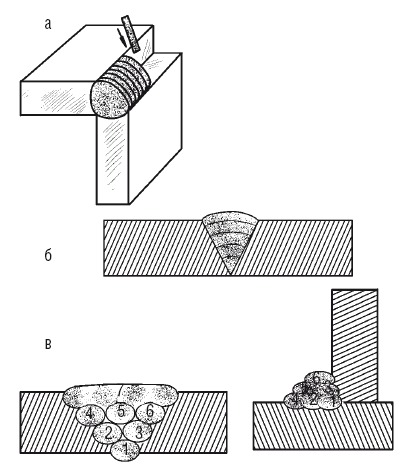
Abb. 88. Schweißnähte, die sich in der Anzahl der Schweißperlen unterscheiden: a - einlagig; b - mehrschichtig; c - Multilayer-Multipass
Die Elemente des Vorbereitungsformulars sind (Abb. 89):
Der Winkel der Nut (?), Der durchgeführt werden muss, wenn die Dicke des Metalls mehr als 3 mm beträgt. Wenn Sie diesen Vorgang überspringen, kann dies negative Auswirkungen haben, z. B. mangelndes Durchdringen des Querschnitts der Schweißverbindung, Überhitzung und Durchbrennen des Metalls. Das Kanten ermöglicht das Schweißen mit mehreren Lagen kleinen Querschnitts, wodurch sich die Struktur der Schweißverbindung verbessert und die inneren Spannungen und Dehnungen abnehmen.
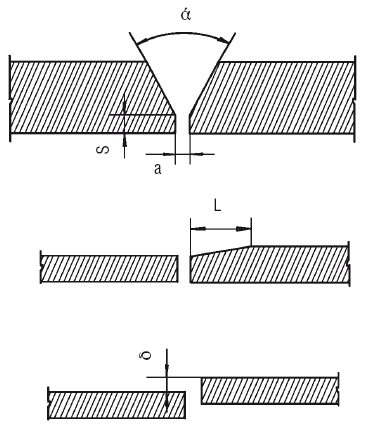
Abb. 89. Chromvorbereitungselemente
Die Lücke zwischen den verbundenen Kanten (a). Es hängt von der Richtigkeit des eingestellten Spalts und der gewählten Schweißart ab, wie voll die Durchdringung über dem Querschnitt der Verbindung sein wird, wenn die erste (Wurzel-) Schicht der Naht gebildet wird;
Die Mattheit der Kanten (S) ist notwendig, um dem Wurzelnahtvorgang eine gewisse Stabilität zu verleihen. Das Ignorieren dieser Anforderung führt beim Schweißen zu Metallausbrüchen.
Die Länge der Fase des Bogens für den Fall, dass sich die Dicke unterscheidet (L). Dieses Element ermöglicht einen sanften und allmählichen Übergang von einem dickeren zu einem dünnen Teil, wodurch das Risiko einer Spannungskonzentration in geschweißten Strukturen verringert oder eliminiert wird.
Kantenversatz relativ zueinander (?). Da dies die Festigkeitseigenschaften der Verbindung verringert und auch dazu beiträgt, dass das Metall nicht durchdringt und keine Spannungszentren gebildet werden, legt GOST 5264-80 zulässige Normen fest, insbesondere sollte der Versatz nicht mehr als 10% der Metalldicke (maximal 3 mm) betragen.
Zur Vorbereitung auf das Schweißen müssen daher folgende Voraussetzungen erfüllt sein:
Kanten von Schmutz und Korrosion reinigen;
Die passende Größe anzufasen (nach GOST);
Stellen Sie die Lücke gemäß GOST ein, das für die eine oder andere Verbindungsart entwickelt wurde.
Einige Arten von Kanten wurden bereits bei der Beschreibung von Stoßfugen erwähnt (obwohl sie in einem anderen Aspekt betrachtet wurden). Dennoch muss hier noch einmal darauf eingegangen werden (Abb. 90).
Die Wahl der einen oder anderen Art von Kanten wird von mehreren Faktoren bestimmt:
Schweißmethode;
Metall dicke;
Die Art der Verbindung von Produkten, Teilen usw.
Für jedes Schweißverfahren wurde eine eigene Norm entwickelt, die die Form der Präparation der Kanten, die Größe der Naht und die Toleranzen angibt. Beispielsweise wird das Lichtbogenhandschweißen gemäß GOST 5264–80 durchgeführt, Kontaktschweißen - gemäß GOST 15878–79, Elektroschlacke - gemäß GOST 15164–68 usw.
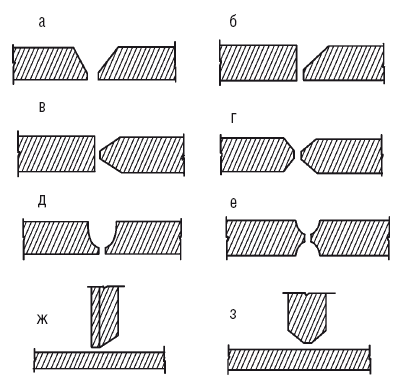
Abb. 90. Arten von Kanten, die zum Schweißen vorbereitet sind: a - mit Schräge beider Kanten; b - mit einer Fase von einer Kante; in - mit zwei symmetrischen Fasen einer Kante; d - mit zwei symmetrischen Fasen von zwei Kanten; d - mit einer krummlinigen Abschrägung von zwei Kanten; e - mit zwei symmetrischen krummlinigen Fasen von zwei Kanten; W - mit einer Fase von einer Kante; h - mit zwei symmetrischen Fasen einer Kante
Darüber hinaus gibt es einen Standard für die grafische Bezeichnung der Schweißnaht, insbesondere GOST 2.312–72. Verwenden Sie dazu eine geneigte Linie mit einem Einwegpfeil (Abb. 91), der den Nahtabschnitt kennzeichnet.
Die Eigenschaften der Naht, die empfohlene Schweißmethode und andere Informationen werden über oder unter dem horizontalen Boden angezeigt, der mit der geneigten Pfeillinie verbunden ist. Wenn die Naht sichtbar ist, d. H. Sie ist auf der Vorderseite, dann wird die Eigenschaft der Naht oberhalb des Regalbodens angegeben, falls nicht sichtbar - darunter.
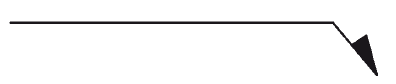
Abb. 91. Grafische Bezeichnung von Schweißnähten
Zusätzliche Symbole beziehen sich auch auf die Symbole der Schweißnaht (Abb. 92).
Für verschiedene Arten von Schweißbriefen werden akzeptiert:
Lichtbogenschweißen - E, aber da dieser Typ am gebräuchlichsten ist, wird der Buchstabe in den Zeichnungen möglicherweise nicht angezeigt;
Gasschweißen - G;
Elektroschlacke - W;
Schweißen in der Umgebung inerte Gase - Und;
Explosionsschweißen - Stoß;
Plasmaschweißen - Pl;
Widerstandsschweißen - CT;
Reibschweißen - Tr;
Kaltverschweißen - X.
Falls erforderlich (wenn mehrere Schweißmethoden implementiert sind), sollte vor der Bezeichnung einer bestimmten Sorte eine Buchstabenbezeichnung der verwendeten Schweißmethode eingefügt werden:
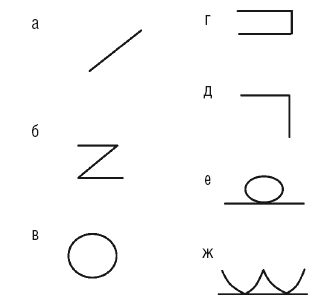
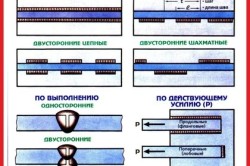
Abb. 92. Zusätzliche Bezeichnungen der Schweißnaht: a - intermittierende Schweißnaht mit einer Kettenfolge von Abschnitten; b - intermittierende Naht mit einer Schachfolge von Abschnitten; in - eine Naht an der geschlossenen Kontur; g - eine Naht in einer offenen Schleife; d - Montagenaht; e - eine Naht mit entferntem Gewinn; g - Naht mit glattem Übergang zum Basismetall
Manuell - P;
Halbautomatisch - P;
Automatisch - A.
Unterpulver - F;
Schweißen in aktivem Gas mit einer Verschleißelektrode - UE;
Einschweißen inertgas Schmelzelektrode - PI;
Schweißen in einem Inertgas mit einer nicht verbrauchbaren Elektrode - IN.
Für Schweißverbindungen gibt es auch spezielle Buchstabensymbole:
Hintern - Mit;
Tavrovoe - T;
Überlappung - H;
Ecke - W. Die Zahlen hinter den Buchstaben bestimmen die Nummer der Schweißverbindung nach GOST für das Schweißen.
Zusammenfassend kann gesagt werden, dass sich die Symbole der Schweißnähte zu einer bestimmten Struktur zusammenfügen (Abb. 93).
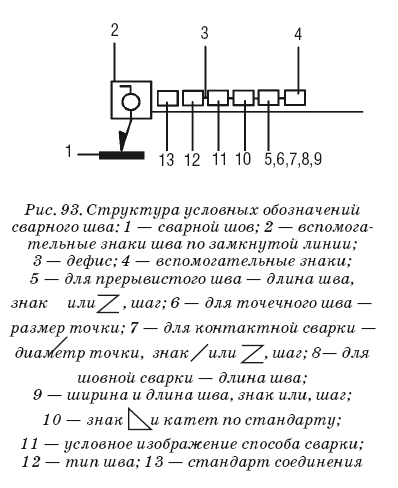
Abb. 93. Struktur legende schweißen: 1 - schweißen; 2 - Hilfsnahtmarken entlang der geschlossenen Linie; 3 - Bindestrich; 4 - Hilfsschilder; 5 - für intermittierende Naht - Nahtlänge, Markierung oder Schritt; 6 - für eine Punktnahtpunktgröße; 7 - für Widerstandsschweißen - Punktdurchmesser, Markierung oder Stufe; 8– für das Nahtschweißen - die Länge der Naht; 9 - Breite und Länge der Naht, Marke oder Stufe; 10 - Zeichen und Bein gemäß dem Standard; 11 - bedingtes Bild des Schweißverfahrens; 12 - Nahtart; 13 - Anschlussstandard
Lassen Sie uns als Beispiel die Notation dekodieren:
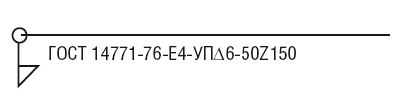
Die Naht befindet sich auf der unsichtbaren Seite - die Bezeichnung befindet sich unter dem Regal;
T-Gelenke, Nahtnummer 4 nach GOST 14771–76 - T4;
Schweißen in Kohlendioxid -;
Halbautomatisches Schweißen - P;
Das Schweißen ist eine der Hauptverbindungsarten, die in der Industrie und im privaten Bereich eingesetzt wird. Dies ist eine relativ billige und zuverlässige Methode, die eine dauerhafte Verbindung ermöglicht. In Anbetracht der Tatsache, dass es viele Metallarten gibt, von denen jede ihre eigenen Eigenschaften zum Schweißen sowie unterschiedliche Arbeitsbedingungen und Anforderungen an die Verbindung hat, gibt es verschiedene Arten von Schweißverbindungen und Nähten.
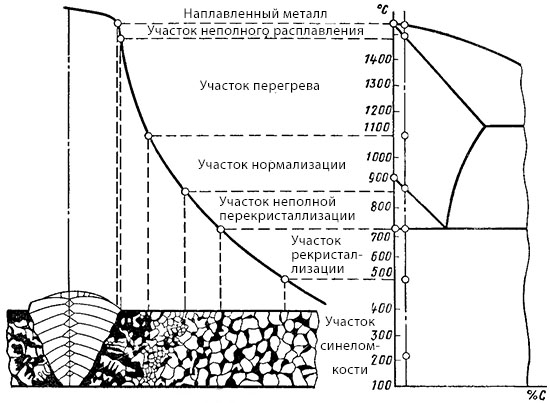
Schweißzonen
Schmelzzone - nimmt 0,1 bis 0,4 mm des Grundmetalls auf. Es enthält teilweise geschmolzene Körner. Wenn das Metall in dieser Zone erhitzt wird, erhält es eine nadelartige Struktur. Es hat geringe Festigkeit und hohe Sprödigkeit.
Wärmeeinflusszone - es ist in vier Abschnitte unterteilt. Der erste Abschnitt bezieht sich auf das Basismetall, das auf über 1100 Grad Celsius erhitzt wird. Es hat eine grobkörnige Struktur. Die Körner in diesem Bereich sind etwa 12-mal größer als die üblichen. Überhitzung verringert die Viskosität, Verformbarkeit und andere mechanische Eigenschaften des Metalls. Dies ist der schwächste Teil der Schweißnaht, der oft bricht.
Der zweite Abschnitt ist die Normalisierungszone, in der das Grundmetall um 900 Grad Celsius erhitzt wird. Die Kornstruktur ist hier viel kleiner als im vorigen Fall. Dieser Bereich beträgt 1 bis 4 mm.
Der dritte Bereich ist eine unvollständige Kristallisationszone. Hier wird das Grundmetall von 750 bis 900 Grad Celsius erhitzt. Darauf sind sowohl kleine als auch große Körner zu finden. Durch die ungleichmäßige Verteilung der Kristalle werden die mechanischen Eigenschaften verringert.
Der vierte Abschnitt ist die Rekristallisationszone. Das Gebiet erwärmt sich von 450 bis 750 Grad Celsius. Es stellt die Form von Körnern wieder her, die durch mechanische Einflüsse der Vergangenheit verformt wurden. Die ungefähre Breite dieses Abschnitts beträgt 5 bis 7 mm.
Die Basismetallzone - beginnt an einem Ort, der sich auf weniger als 450 Grad Celsius erwärmt. Hier ähnelt die Struktur dem Basismetall, aber der Stahl verliert durch die Erwärmung seine Festungseigenschaften. Entlang der Grenze werden Nitride und Oxide freigesetzt, die die Verbindung der Körner schwächen. Das Metall erhält an einem bestimmten Ort eine höhere Festigkeit, jedoch weniger Schlagfestigkeit und Dehnbarkeit.
Vollständige Klassifizierung von Schweißnähten und Verbindungen
Schweißnähte werden nach verschiedenen Kriterien in mehrere Kategorien eingeteilt. Einer davon ist der Unterschied im Aussehen. Hier sind zugeteilt:
- Konkav (sie sind geschwächt);
- Konvex (sie sind verstärkt);
- Normal (sie sind flach).
Nach Art der Ausführung gibt es:
- Einseitig;
- Bilaterale
Durch die Anzahl der Pässe:
- Multipass;
- Einzelpass
Durch die Anzahl der Schichten:
- Multilayer (beim Schweißen dicker Metalle);
- Einseitig
Die Klassifizierung der Schweißnähte hebt weitere Längenvarianten hervor:
- Punktnähte (sie werden mit Hilfe erstellt);
- Bilaterales Schachspiel
- Bilaterale Kette;
- Einseitige intermittierende;
- Einseitig durchgehend.
Schweißnahttypen in Richtung der Aufprallkraft:
- Frontal (Quer) - Kraft ist senkrecht;
- Flanke (längs) - die Kraft wird parallel zur Naht gehalten;
- Schräg - die Kraft wird schräg ausgeführt;
- Kombiniert - kombiniert Flanken- und Frontalvielfalt.
Arten von Schweißnähten und Verbindungen nach räumlicher Position:
- Niedriger;
- Horizontal;
- Vertikal;
- Decke;
- Halb horizontal;
- Halbvertikal;
- Semi-Decke;
- Im Boot
Die Kategorie der Schweißnähte umfasst je nach Funktion und Zweck:
- Hermetisch;
- Langlebig;
- Dicht und dicht.
Breite:
- Verbreitert - werden mit transversalen oszillatorischen Bewegungen der Elektrode hergestellt;
- Faden - die Breite der Naht, die die Größe des Durchmessers praktisch nicht überschreitet.
Nähteigenschaften
- Hintern
Dies ist die gebräuchlichste Option, bei der es sich um eine gewöhnliche Kombination von Blechen oder Endflächen handelt. Es erfordert ein Minimum an Metall und Zeit. Es kann ohne abgeschrägte Kanten halten, wenn die Bleche dünn sind. Bei dicken Produkten ist es erforderlich, die Kanten zu mähen, um die Schweißtiefe zu erhöhen. Dies gilt ab einer Dicke von 8 mm. Wenn das Teil dicker als 12 mm ist, ist eine doppelseitige Stoßverbindung mit Kantenanschrägung erforderlich. Solche Verbindungen werden meistens in horizontaler Position durchgeführt.

- Tavrovoe
Arten von Fugen und Nähten werden in Form des Buchstabens "T" dargestellt. Es kann ein- oder zweiseitig sein und auch Produkte unterschiedlicher Dicke verbinden. Wenn ein kleineres Teil senkrecht eingebaut wird, sollte die Elektrode während des Schweißens um bis zu 60 Grad geneigt werden. Hier können Sie das Teil mit Hilfe von Anschlägen kippen und eine einfachere Version des Schweißens "im Boot" ausführen. Dies verringert die Wahrscheinlichkeit von Hinterschneidungen. Die Naht wird normalerweise in einem Durchgang aufgebracht. Mittlerweile gibt es viele Geräte zur Durchführung des automatischen Tavrovoy-Schweißens.
- Ecke
Ecke ist eine Verbindung, die sich in einem Winkel von 90 Grad oder einer anderen Größe befindet. In solchen Fugen sind die Kanten oft schief, so dass die Naht bis zur gewünschten Tiefe ausheilen kann, um Zuverlässigkeit zu gewährleisten. Doppelseitiges Brennen macht die Verbindung stärker.

- Überlappt
Diese Methode wird zum Schweißen von Blechen mit einer Dicke von weniger als 1 cm verwendet. Sie überlappen sich und kochen auf beiden Seiten. Sie sollten sicherstellen, dass zwischen ihnen keine Feuchtigkeit entsteht. Manchmal wird für eine bessere Verbindung eine solche Verbindung am Ende gekocht.

Schweißgeometrie
Berücksichtigen Sie die Art der Schweißnähte und die Methoden ihrer Anwendung. Beachten Sie dabei die grundlegenden geometrischen Parameter.
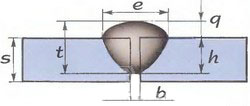
Nahtnahtgeometrie
- E ist die Breite der ausgebildeten Naht;
- S ist die Dicke des Werkstücks;
- B - der Spalt zwischen den geschweißten Rohlingen;
- T ist die Dicke der Schweißnaht;
- H ist die Tiefe des gekochten Teils;
- Q ist die Größe des konvexen Teils.
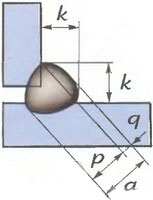
- A ist die Dicke der Ecknaht, in die. Enthalten ist die Menge an Konvexität und Designhöhe;
- P ist die berechnete Höhe, die der senkrechten Linie entspricht, die vom Ort der tiefsten Schmelze bis zur Hypotenuse des größten geraden Dreiecks im äußeren Teil des Nahtmaterials gezogen wird;
- Q ist die Ausbuchtung des Schweißbereichs;
- K - der Filetschenkel ist der Abstand von der Oberfläche eines Rohlings bis zum Rand der Ecke des anderen.
Auswahlfunktionen
Alle Arten von Schweißnähten und Nähten unterscheiden sich deutlich in ihren Eigenschaften. Daher müssen Sie für jeden Fall einen eigenen Parametersatz für eine erfolgreiche Kombination auswählen. Zuallererst sollte auf die räumliche Position geachtet werden. Je einfacher der Job ist, desto besser ist die Nahtqualität. Horizontale Nähte gelten als am einfachsten zu bewerkstelligen, daher versuchen Handwerker, die Zuschnitte in einer solchen Position zu platzieren. Manchmal ist es sogar notwendig, dasselbe Produkt mehrmals zu wenden, um eine hohe Nahtqualität zu gewährleisten. „Es ist wichtig! Man darf nicht vergessen, dass das Schweißen in einem Durchgang dazu beiträgt, eine bessere Festigkeit als mehrere Durchgänge zu erreichen. Daher müssen Sie ein Gleichgewicht zwischen Komfort und Anzahl der Durchgänge finden. “
Bei dicken Werkstücken müssen Sie immer die Kanten abschneiden und dann sogar an der Oberfläche arbeiten, um Klarheit zu schaffen. Butt-Optionen sind am einfachsten und werden bevorzugt, da sie einfacher zu reparieren sind, um eine Verzerrung der Geometrie der erhaltenen Teile zu vermeiden. Neben der richtigen Auswahl des Nahttyps müssen Sie auch auf den Temperaturbereich achten, da sich die Schweißzonen bewegen können und das Produkt einfach schmilzt oder zu klein wird.




