Woni 13 55 Beschreibung. Elektroden für das Inverter-Schweißen: Was Sie wissen müssen
Elektroden von UONI 13/55 in der Umgebung professionelle Schweißer Erhalten Sie nur positives Feedback. Und Anfänger haben Angst, diese unartigen Ruten zu benutzen.
Diese werden für Konstruktionen, Rohrleitungen aus niedriglegiertem Stahl und Kohlenstoffstahl verwendet, die erhöhte Eigenschaften hinsichtlich der Duktilität und Zähigkeit der Schweißnaht erfordern. In schwierigen Klimazonen.
Technische Merkmale der Schweißelektroden UONI-13/55
Bedenken Sie:
- allgemeine Merkmale;
- mechanisch und chemische Eigenschaften Schweißnaht;
- zulässige Nahtposition;
- größen schweißstrom;
- gewicht und Anzahl der Elektroden in einem Bündel;
- die Kosten für eine Packung.
1) Allgemeines technische Eigenschaften:
- anschlussart - Bogen, manuell, Gleichstrom mit umgekehrter Polarität;
- beschichtung (Beschichtung) - der Hauptteil;
- stab besteht aus oder Sv-08A;
- oberflächenkoeffizient - 9 g / A h;
- verbrauch an Schweißstäben pro 1 kg Schweißgut 1,6 kg.
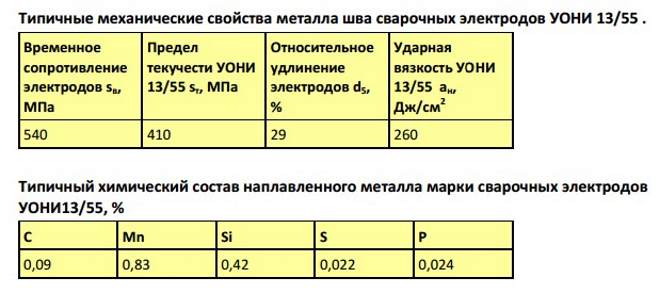
2) Mechanische Eigenschaften:
- temporärer Widerstand, N / mm2 - 420-540;
- relative Verlängerung nicht weniger als 22%;
- schlagfestigkeit, j / cm2 nicht weniger als 128.
Massenanteil der chemischen Elemente in der Schweißnaht (Tabelle):

3) räumliche Position der Schweißnaht. UONI 13/55-Elektroden mit einem Durchmesser von 2 bis 4 mm werden zum Schweißen in allen räumlichen Positionen außer vertikal (Top-Down-Nr. 5) verwendet.
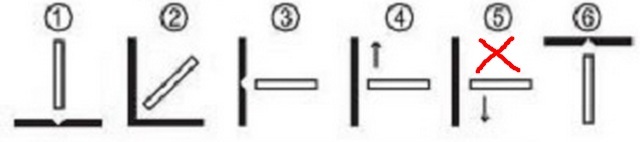
Sehen Sie sich das Video (unten) an, in dem die Person diese schriftliche Regel ablehnt. Stangen mit einem Durchmesser von 5 mm werden für den horizontalen, unteren und vertikalen Modus (von unten nach oben) verwendet.
Video: persönliche Erfahrung mit SSSI 13/55 in allen räumlichen Positionen.
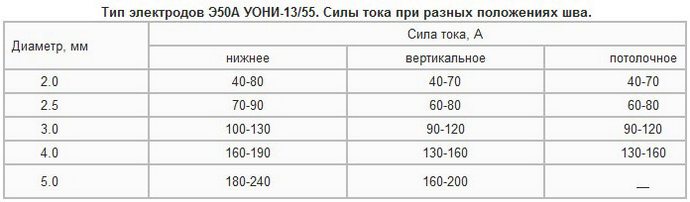
4) Die Stärke des Schweißstroms. Beim Schweißen mit EONA UONI 13/55-Elektroden wird die Stromauswahl in Abhängigkeit vom Stangendurchmesser und der Position der Schweißnaht in der Tabelle dargestellt.
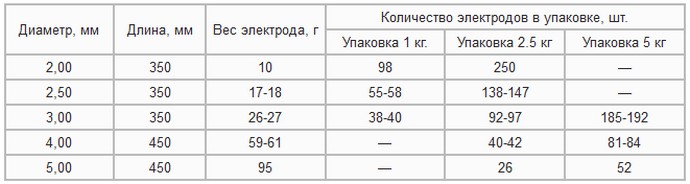
5) Berechnen Sie die Anzahl der Stäbe (Stücke) in der Packung und das Gewicht der Elektrode in Gramm hilft dem Tisch.
6) Der Preis für eine Packung UONI 13/55 variiert zwischen 400 und 750 Rubel. Die Kosten variieren vom Gewicht der Packung, vom Hersteller und von der Region. Im Durchschnitt beginnt der Preis pro kg Produkte bei 100 Rubel.
Vorteile der Verwendung von SSSI 13/55:
- eine starke Schweißnaht bekommen;
- reduzierung des Elektrodenverbrauchs um 15%;
- oberflächenbelag um 10% erhöht.
So ersetzen Sie UONI 13/55 (Analoge):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 und 48.05.
Kochen mit den Elektroden UONI 13/55
Vorbereitungen für das Compound werden von Öl, Zunder und Schmutz gereinigt. Die Kalzinierung der Elektroden des UONI 13/55 wird 1 Stunde bei einer Temperatur von 300 ° C durchgeführt.
Schweißarbeiten in einem instabilen Stromnetz werden normalerweise nicht ohne Beteiligung eines Wechselrichters ausgeführt. Für den effektiven und qualitativ hochwertigen Betrieb des Wechselrichters sind jedoch Elektroden erforderlich, beispielsweise für den Hausgebrauch schweißelektroden SSSI, deren Eigenschaften wir unten betrachten.
Kurz über die Hauptsache
Die Verwendung eines Wechselrichters ist unter solchen Umständen ratsam, da dieses Gerät eine Art Schweißgerät ist, bei dem die Umwandlung der elektrischen Spannung ohne Beteiligung eines Transformators und mit Hilfe eines spezialisierten elektrischen Geräts - eines Wechselrichters - durchgeführt wird. sind in diesem Handwerk besonders beliebt, da sie positive Eigenschaften aufweisen, die sie von einer günstigen Seite von Geräten eines anderen Typs unterscheiden, jedoch von einer ähnlichen Anwendung.
Daher die unverwechselbare Qualität des Wechselrichters - die Fähigkeit, bei Spannungsstößen des elektrischen Netzes zu arbeiten. Außerdem ermöglicht dieses Gerät die bequeme Anpassung der Betriebsparameter in einem weiten Bereich von Strömen. Dank eines stabilen Lichtbogens wird eine hochwertige Verbindung verschiedener Metalle erreicht.
Es gibt jedoch Ähnlichkeiten in der Arbeit: Für den Wechselrichter werden, wie für eine normale Transformatorvorrichtung, Schweißelektroden benötigt. Damit der Wechselrichter funktioniert, sind Schweißelektroden (Schmelzen) mit verschiedenen Durchmessern erforderlich. Die Zusammensetzung der Kathoden wird abhängig von der Markierung des zu verbindenden Stahls ausgewählt.
Die Wahl eines integralen Elements beim Schweißen
Bei der Auswahl einer Kathode müssen folgende Faktoren berücksichtigt werden:
- Die Zusammensetzung der Beschichtung der Kathode;
- Kathodenverbrauch pro Menge des zu verbindenden Metalls;
- Kathodenabscheidungsrate.
Wenn Sie sich für die besten Elektroden interessieren, müssen Sie bei der Auswahl zunächst den Durchmesser der zu fügenden Naht sowie die Eindringtiefe beachten. Es ist zu beachten, dass die Wahl des optimalen Kathodenquerschnitts, der Polarität, der Stärke des Schweißstroms und anderer wichtiger Parameter direkt von diesen Indikatoren abhängt.
Oft verwendete Kathoden
Schweißelektroden werden je nach Art des verbundenen Stahls ausgewählt. Daher ist es wert, darüber informiert zu werden.
Beliebte Modelle:
- UONI 13/55, OZS-6, OZS-4, UONI 13/45 (niedriglegierter Stahl);
- Schweißelektroden MP 3, LB-52U, UONI 13/55, OZS-12, OZS-4, OZS-6, MP-3S (Kohlenstoffstahl);
- ANO-4, ANO-6 (kohlenstoffarmer Stahl);
- OZL-6, TsL-11 (rostfreier und hochlegierter Stahl);
- OZCH-2 (für Arbeiten mit Gusseisen);
- T-590 (für Metalloberflächen).
UONI 13/55: Beschreibung und Eigenschaften
Elektroden der Marke UONI 13/55 sind zum Schweißen von besonders wichtigen Metallstrukturen aus niedriglegiertem und kaltem Stahl vorgesehen kohlenstoffstahlwenn die Naht erhöhten Anforderungen an die Duktilität, Zähigkeit, unterliegt. Schweißelektroden der heimischen Marke UONI 13/55 ermöglichen es, qualitativ hochwertige Verbindungen in ihren unterschiedlichen räumlichen Anordnungen mittels zu knüpfen gleichstrom umgekehrte Polarität.
Technische parameter:
- UONI 13/55 Beschichtung - basic;
- Die Abscheidungsrate - 3,5 g / A h;
- Der Kathodenverbrauch pro 1 kg abgelagertem Material beträgt 1,7 kg.
- Oberflächenleistung mit einer Kathodendicke von 4 Millimetern - 1,4 kg / Stunde.
Vorteile:
- Zertifizierter Nachweis, dass die SSSI 13/55 die hochwertigsten Elektroden sind, die in Wohnräumen hergestellt werden;
- Elektroden ermöglichen die Herstellung von Schweißnähten, die beständig sind gegen die Bildung von kristallinen Rissen sowie einen niedrigen Kohlenstoffgehalt;
- Ideal für die Herstellung von Compounds in einer instabilen Stromversorgung.
Kathodenmarke MR-3
Schweißelektroden MR-3 - eine der meistverkauften Kathoden auf dem Markt für elektrische Haushaltsgeräte. Diese Elektroden werden beim Schweißen eingesetzt metallstrukturenaus niedriglegierten und kohlenstoffhaltigen Stählen.
Die betrachteten Schweißelemente sorgen für ein kontinuierliches Brennen eines Lichtbogens, ein gleichmäßiges Schweißen der Naht und eine erhöhte Festigkeit während aller Arbeitsschritte. Die Vielseitigkeit dieser Kathodenmarke liegt in der Tatsache, dass sie in der Lage sind, sowohl Schweißnähte als auch Gleichstrom zu erzeugen. Zusammen mit dieser Kennzeichnung produzieren Hersteller die Marke MP-3M, die eine Ilmenitbeschichtung aufweist.
Kathoden OK 46
Schweißelektroden OK 46 - ausgezeichnete Schmelzelektroden mit Rutil-Beschichtung, die universell einsetzbar sind. Dank ihnen werden besondere Eigenschaften der Schweißnaht erreicht, einschließlich der Wiederzündung des Lichtbogens. Es ist zu beachten, dass sich diese Marke sowohl für eine kurze Wurzelnaht als auch für hochwertiges Klebrigmetall eignet.
Der Schweißprozess durch die Verwendung dieser Kathoden geht mit einem reduzierten Wärmeeintrag einher, wodurch das Verfahren mit großen Lücken in den Honigrohlingen ziemlich attraktiv wird.
Diese Kathodenmarke bietet eine Ilmenitbeschichtung. Ilmenitkonzentrat gehört zu den Kathoden dieser Marke und ist darüber hinaus deren Hauptbestandteil. Dieses Konzentrat ist eine natürliche Verbindung von Titandioxid und Eisen.
Ilmenitkonzentrat wird häufig bei der Verbindung von Blechen mit galvanischer Beschichtung verwendet. Ein bemerkenswertes Merkmal der Ilmenitbeschichtung ist die mangelnde Empfindlichkeit gegenüber Rost und verschmutzten Oberflächen. Dieses Gerät kann besser zum Verbinden von Schiffsstählen und Kohlenstoffstrukturen verwendet werden. Durchmesser reichen von 2-5 Millimetern.
Optimale Schweißparameter werden durch die Verwendung von hochwertigen Hilfsmitteln, Wissen und Ausrüstung erreicht. Somit liegt alles in den Händen des Schweißers.
Schweißarbeiten müssen häufig nicht nur in einigen Unternehmen durchgeführt werden, sondern häufig übernehmen auch Heimarbeiter diese schwierige Aufgabe. Der Komplexitätsgrad des Schweißens setzt sich jedoch aus vielen Kriterien zusammen, beispielsweise einem Modell schweißmaschinevon Heimwerkern verwendet.
Wenn man jedoch weiß, dass elektrische Netzwerke sehr oft instabil arbeiten, kann der Schweißinverter dementsprechend nicht ausgeführt werden. Die Arbeit einer solchen Schweißmaschine ist jedoch unmöglich, wenn Sie keine Elektroden verwenden. Sie werden in Packungen sowie einzeln verkauft. Die Zusammensetzung ihrer Kathoden sollte jedoch abhängig von der Art des Stahls, den Sie verbinden möchten, ausgewählt werden.
Wie wählt man die richtigen Elektroden zum Schweißen?
Für eine qualitativ hochwertige Arbeit der Schweißmaschine werden Elektroden benötigt, die nicht nur im Ausland produziert werden. Jetzt gibt es in den Regalen der Baumärkte eine große Auswahl an Schweißmaterialien für die heimische Produktion.
Beim Kauf von Elektroden sollten die folgenden Eigenschaften berücksichtigt werden:

Die Kathode spielt eine wichtige Rolle in der Elektrode, es gibt jedoch viele andere Eigenschaften, die berücksichtigt werden sollten. Beim Kauf werden daher folgende Faktoren berücksichtigt:
- Eigenschaften
- Durchmesser der verbundenen Naht.
- Eindringtiefe
Wenn Sie im Elektrofachhandel für die Elektroden gehen, sollten Sie bereits eine Vorstellung davon haben, was der Zweck sein soll, dh aus welchem Stahl sie werden sollen.
Hauptmarken
 Die Schweißmaschine kann nicht ohne Elektroden auskommen, aber die Konstruktionswelt ist so vielfältig und vielfältig, dass der Heimwerker manchmal einfach dadurch verloren geht, dass er immer noch aus der gesamten Liste auswählen muss, die ihm angeboten wird.
Die Schweißmaschine kann nicht ohne Elektroden auskommen, aber die Konstruktionswelt ist so vielfältig und vielfältig, dass der Heimwerker manchmal einfach dadurch verloren geht, dass er immer noch aus der gesamten Liste auswählen muss, die ihm angeboten wird.
Ich möchte jedoch auf einige Marken aufmerksam machen, die als die besten unter allen gelten. Dies sind vor allem Elektroden der Marke UONI, die ihre Qualität längst unter Beweis gestellt haben und deren Eigenschaften später erörtert werden.
 Der zweite Elektrodentyp ist MP3. Diese Marke ist bei weitem die häufigste. Es ist am häufigsten verwendet schweißarbeiten durchzuführen ist nicht die kritischste StrukturDiese bestehen aus Kohlenstoffstählen und können auch niedriglegiert sein.
Der zweite Elektrodentyp ist MP3. Diese Marke ist bei weitem die häufigste. Es ist am häufigsten verwendet schweißarbeiten durchzuführen ist nicht die kritischste StrukturDiese bestehen aus Kohlenstoffstählen und können auch niedriglegiert sein.
Der Hauptvorteil dieser Elektrode besteht darin, dass der Lichtbogen kontinuierlich brennt und somit geht gleichmäßiges Eindringen des zu verbindenden Metallsund folglich eine solche Stärke der gesamten Arbeit. Um mit dieser Marke arbeiten zu können, kann sie als Wechsel- und Gleichstrom verwendet werden.
 Eine andere gebräuchliche Marke von Elektroden ist OK 46. Sie eignen sich nicht nur für den Schweißprozess, sondern haben auch eine Beschichtung wie Rutil. Daher schweißnaht es erweist sich als langlebig und zuverlässigSchließlich können Sie sogar den Lichtbogen selbst entzünden. Mit dieser Kathode kann jedoch nicht jeder Schweißvorgang durchgeführt werden, da er beispielsweise besser zum Metallheften oder zum Erzeugen einer Wurzelschweißung geeignet ist.
Eine andere gebräuchliche Marke von Elektroden ist OK 46. Sie eignen sich nicht nur für den Schweißprozess, sondern haben auch eine Beschichtung wie Rutil. Daher schweißnaht es erweist sich als langlebig und zuverlässigSchließlich können Sie sogar den Lichtbogen selbst entzünden. Mit dieser Kathode kann jedoch nicht jeder Schweißvorgang durchgeführt werden, da er beispielsweise besser zum Metallheften oder zum Erzeugen einer Wurzelschweißung geeignet ist.
Technische Merkmale des UONI 13/55
 Bis heute gibt es eine Vielzahl von Elektrodenmarken. Unter allen populärsten und ihre Leistung sind Elektroden der inländischen Produktion UONI. Diese Abkürzung bedeutet - Universalbeschichtung eines Forschungsinstituts.
Bis heute gibt es eine Vielzahl von Elektrodenmarken. Unter allen populärsten und ihre Leistung sind Elektroden der inländischen Produktion UONI. Diese Abkürzung bedeutet - Universalbeschichtung eines Forschungsinstituts.
Daher ist die Marke UONI für alle Schweißarbeiten mit Metallstrukturen mit hoher Qualität und hoher Plastizität ausgelegt. Solche elektroden können auch bei extremen klimatischen Bedingungen eingesetzt werdenwo am häufigsten das Produkt normal ist schweißen ist unmöglich
SSSIs haben bereits viele der ernsthaftesten Konstruktionen beim Schweißen verwendet und sogar mehrere vorgeschriebene Tests durchlaufen, um zu beweisen, dass sie beim Schweißen zu einer solchen Schweißnaht beitragen, die sowohl plastisch ist als auch die notwendige Zähigkeit aufweist.
Lasst uns noch einmal darüber reden, was alle gleich sind technische Parameter UONI-Elektrode. Es hat eine Grundbeschichtung und spielt eine wichtige Rolle. Die Abscheiderate beträgt 3,5 g / Ah. Ihr Verbrauch ist gering, so dass bekannt ist, dass die UONI-Elektroden ungefähr eine pro Kilogramm des abgeschiedenen Metalls verbrauchen, das heißt, es ergibt sich in Zahlen von etwa 1,7 kg.
Es gibt solche Elektroden und ihre Vorteile gegenüber den anderen. Vor allem ist die Naht von sehr hoher Qualität. Die Eigenschaften dieser Nähte sind so sie bilden nicht einmal Kristallrisseund sie enthalten auch einen relativ niedrigen Kohlenstoffgehalt.
Die beste Option beim Arbeiten mit einer Elektrode ist das Schweißen mit einem kurzen Lichtbogen, wobei die Unterstützungsmethode verwendet wird. Es ist einfach perfekt für Orte, an denen es Probleme mit der Energieversorgung gibt und es nicht stabil ist.
Technologie der Verwendung von Elektroden UONI 13/55
 Es ist bekannt, dass die Technologie der Verwendung dieser Elektrode einige Besonderheiten aufweist. Ihr Kern ist also Stahldraht. Das zweite Merkmal ist, dass das Produkt mit einer Mischung bedeckt ist, die aus Carbonat- und Fluoridverbindungen besteht. Sie beeinflussen die Qualität der Naht sowie die darin enthaltenen Verunreinigungen.
Es ist bekannt, dass die Technologie der Verwendung dieser Elektrode einige Besonderheiten aufweist. Ihr Kern ist also Stahldraht. Das zweite Merkmal ist, dass das Produkt mit einer Mischung bedeckt ist, die aus Carbonat- und Fluoridverbindungen besteht. Sie beeinflussen die Qualität der Naht sowie die darin enthaltenen Verunreinigungen.
Beim Schweißen von Metallstrukturen können je nach Material und Arbeitsbedingungen völlig unterschiedliche Elektrodentypen verwendet werden. Wenn Stahl geschweißt wird, werden die UONI-13 55-Elektroden sowie andere Modelle dieses Typs, z. B., zu den beliebtesten. Dieser Typ hat große Vorteile, die gefragt sind baubedingungen. Schließlich kann es zu großen Belastungen kommen, und da die Naht immer der schwächste Punkt ist, sollte die Verbindungssicherheit so hoch wie möglich sein. Diese Sorte wird zum Schweißen von Produkten aus Kohlenstoffstahl und Stahl mit niedrigem Kohlenstoffgehalt verwendet. Insbesondere sollte das Schweißgut beim Aufbringen von mechanischen Stößen eine hohe Viskosität aufweisen. Dazu gehört auch eine hohe Plastizität, die die Integrität der Naht bei Verformungen des Hauptprodukts gewährleistet. Die Schweißelektroden UONI-13 55 weisen in den oben genannten Punkten eine ziemlich hohe Leistung auf.

Schweißelektroden UONI-13 55
Das Füllmaterial eignet sich zum Schweißen in beliebigen räumlichen Positionen. Dies trägt natürlich zu der richtig gewählten Betriebsart bei, die für jeden Durchmesser ausgewählt wird. kann sowohl mit Gleich- als auch mit Wechselstrom arbeiten, Hauptsache ist das umgekehrte Polarität, da diese Elektroden nicht dafür ausgelegt sind, auf einer geraden Linie zu arbeiten. Es verwendet die Hauptbeschichtung, die Fluorid und Karbonat enthält.

Schweißelektroden UONI-13 55
Durch den geringen Gasgehalt können die Elektroden höchste Duktilität und erhöhte Zähigkeit erreichen. Die Qualität des Schweißens hängt nicht von der Temperatur des Verbindungsprozesses ab. Im Laufe der Zeit zeigen die fertigen Nähte keine so starken Alterungserscheinungen wie andere Marken. haben keine Längs- oder Oberflächenrisse. Sie sind sowohl in der ersten als auch in der Folgezeit gut in Brand gesetzt. Die Beschichtungszusammensetzung schafft die erforderlichen Bedingungen, so dass der Lichtbogen stabil brennt und nicht durch äußere Faktoren beeinflusst wird, die den Nahtzustand beeinträchtigen können. Das Sprühen von Metallen tritt nur in minimalen Mengen auf, so dass es fast nicht wahrnehmbar ist.

Elektrodenmarke UONI-13 55
Nach der Arbeit wird die Schlacke so leicht wie möglich getrennt und durch eine gleichmäßige Kruste gebildet. Um die Arbeit durchführen zu können, müssen die Materialien vor der Verwendung bei einer Temperatur von etwa 320 Grad Celsius (höchstens eine Stunde) kalziniert werden. Solche Elektroden werden sowohl von Profis als auch von Einsteigern verwendet, da sie günstige Kosten und hohe technische Parameter miteinander verbinden.
Anwendungsgebiet
Der Anwendungsbereich ist hier sehr groß, da die Elektroden der UONI-13 55-Eigenschaften für fast alle Branchen geeignet sind. Sie sind zu Hause und auf Baustellen zu finden. Sie eignen sich am besten zum Verbinden von Stahlkonstruktionen, da die Zusammensetzung des Schweißgutes dem gewöhnlichen Stahl so ähnlich wie möglich ist. Die Verbindung hat eine lange Lebensdauer, die sich für die Bauindustrie eignet. Mit Hilfe von verschiedenen Produkten, versiegelten Behältern, Tanks und Rohren reparieren. Der Prozess ist qualitativ und einfach, was die Nachfrage nur erhöht. Im häuslichen Bereich wird die Verwendung durch die Notwendigkeit des Kalzinierens kompliziert, da eine solche Temperatur bei weitem nicht immer erreicht werden kann. An anderen Stellen tritt dieses Problem nicht auf.

Elektroden UONI-13 55 zum Schweißen von Stahlkonstruktionen
Technische Eigenschaften
Auswahl der Elektroden UONI-13 55 Technische Merkmale werden an die erste Stelle gesetzt. Diese Parameter hängen natürlich von der Zusammensetzung des Verbrauchsmaterials ab, da jedes Element und seine Menge seine eigenen Eigenschaften zu diesem Prozess beitragen.
Wenn die gewünschte Marke ausgewählt werden muss, stellt sich für Fachleute die Frage, welche mechanischen Parameter für eine bestimmte Elektrodenmarke gelten. Es gibt im Hinblick auf die Eigenschaften des Metalls im bereits abgelagerten Zustand, da es sich nach dem Umschmelzen ändern kann.
Größen und Bereich
Diese Marke wird nicht zum Schweißen dünner Teile verwendet, so dass der Bereich nicht auf Elektroden mit einer Dicke von weniger als 2 mm trifft. Hier besteht die Tendenz, dass je größer der Durchmesser ist, desto länger der Kern des Produkts ist.
Oberflächeneigenschaften
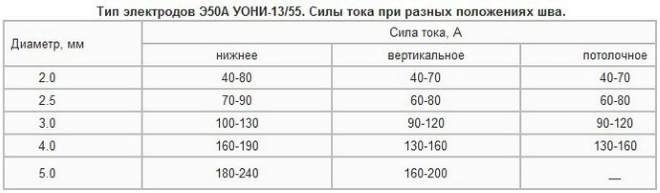
Um die Verbindungsqualität zu erhöhen, sollten Sie die richtigen Betriebsarten verwenden und die gewünschte Stromstärke auswählen. Hier gibt es eine Abhängigkeit der Elektrizitätsparameter von der Position, in der das Schweißen ausgeführt wird, und der Dicke des Durchmessers des Füllmaterials.
| Durchmesser, mm | Position | ||
| Naht unten | Vertikale Naht | Deckengelenk | |
| 2 | 40…80 | 40…70 | 40…70 |
| 2.5 | 70…90 | 60…80 | 60…80 |
| 3 | 100…130 | 90…120 | 90…120 |
| 4 | 160…190 | 130…160 | 130…160 |
| 5 | 180…240 | 160…210 | |
| 6 | 210…290 | ||
Entschlüsselung
UONI-13 55 ist eine Marke von Schweißelektroden, die zum Schweißen von Metallprodukten aus Kohlenstoffstahl vorgesehen sind.
Hersteller
- Frunze-Elektrode;
- Monolith;
- Plasma;
- Vistek;
- Bohler Fox Ev;
- Paton
Die Elektroden von Uoni 13 55 eignen sich hervorragend für den Prozess. lichtbogenschweißen und wichtige Teile aus kohlenstoffhaltigen und niedriglegierten Metallen, die insbesondere an Orten mit niedrigen Temperaturbedingungen verwendet werden. Diese Art von Produkt eignet sich hervorragend für die Kombination ernsthafter Metallstrukturen, wenn dies erforderlich ist schweißen Es war mit einer hohen Plastizität und Schlagfestigkeit ausgestattet.
Zuerst wollen wir uns mit dem Namen befassen und herausfinden, woher der Name kommt. Die Entschlüsselung ist wie folgt:
- Y - Universal;
- O - Beschichtung;
- H - wissenschaftlich;
- Und - das Institut.
- 13- №13
Ie Dies ist eine inländische Entwicklung des Welding Research Institute, deren Name und Nummer in der Bezeichnung festgelegt sind, sowie die Bezeichnung UONII - das Vorhandensein eines zusätzlichen Buchstabens „I“ weist auf das Forschungsinstitut hin.
Übrigens! In der technischen Dokumentation wird die korrekte Bezeichnung von UONII akzeptiert, die Anforderungen für diese Regel sind in GOST 9466-75 aufgeführt, der Name auf dem Elektrodenpaket kann jedoch auch UONY 13/55 sein.
Technische Eigenschaften
Die wichtigen Parameter, die die Schweißstäbe von UONI 13/55 charakterisieren, können in Form einer Tabelle wiedergegeben werden:
Ein wichtiger Punkt bei der Bekanntschaft ist die Information über die mechanische Festigkeit der Schweißnaht und die chemische Zusammensetzung des Schweißgutes, anhand derer die Verwendungsmöglichkeit in einer bestimmten Konstruktion beurteilt werden kann.
Nun, das Bild wäre nicht vollständig, wenn die vom Hersteller empfohlenen Schweißmodi in Abhängigkeit vom Durchmesser der Elektroden und ihrer räumlichen Position angegeben werden.
Anwendungsfunktionen
Die technischen Hauptmerkmale der Schweißelektroden UONI 1355 bestehen aus folgenden Positionen:
- für das Schweißen müssen diese Produkte den Strom mit umgekehrter Polarität verwenden.
- spezielle Beschichtung von Carbonaten und Fluoridformationen, durch die die Schweißnaht praktisch frei von Gasen und anderen übermäßigen Verunreinigungen ist;
- die Stange wird aus kohlenstoffarmem Stahl verwendet, was zur langen Lebensdauer der Schweißnaht beiträgt.
- es gibt keine verschiedenen organischen Verbindungen in der Beschichtung, so dass diese Elektroden nur wenig Feuchtigkeit ausgesetzt sind.
- bei der Herstellung von Elektroden wird die Bildung verschiedener Unregelmäßigkeiten, Risse oder Blasen vollständig beseitigt.
Die oben genannten Faktoren tragen dazu bei, dass eine Naht entsteht, die bei unterschiedlichen Temperaturbedingungen nicht alterungsbeständig ist und ihre Eigenschaften verliert.
Beim Schweißen mit Elektroden ist es notwendig, die Reinheit der zu fügenden Teile zu kontrollieren, da Rostspuren auftreten verschiedene Öle verursacht das Auftreten von Poren und die Verbindung selbst ist nicht zuverlässig. Außerdem beeinflusst das "Strecken" des Lichtbogens die Qualität der Schweißnaht.
Der entscheidende Wettbewerbsvorteil solcher Produkte gegenüber analogen Produkten besteht darin, dass die Naht mit einer niedrigen Wasserstoffkonzentration erhalten wird und gegenüber dem Auftreten von Mikrorissen während des Kristallisationsprozesses widerstandsfähiger ist. Das effektivste Ergebnis bei der Durchführung von Aktionen mit UONI 1355-Elektroden kann erzielt werden, wenn das Schweißen auf kleinem Lichtbogen durch die Trägermethode erfolgt.
Gemäß den Normen von GOST 9466-75 darf das Gewicht der Produkte in einer Packung nicht übersteigen:
- 3 kg - für den Durchmesser von Produkten bis 2,5 mm;
- 5 kg - für einen Durchmesser von 3,0 - 4,0 mm;
- 8 kg - für Durchmesser über 4,0 mm.
Das Verfahren zum Kalzinieren von Schweißelektroden UONI 13/55
Die Hauptaufgabe des Elektrodenröstens besteht darin, die Feuchtigkeitskonzentration in der Beschichtung zu reduzieren.
Absolut jedes Paket mit Elektroden sollte zusammen mit einem Qualitätszertifikat und Anweisungen implementiert werden, die den Kalzinierungsprozess ausreichend detailliert beschreiben. Die Rücknahme der Empfehlungen kann die Qualität der Produkte selbst und damit die Qualitätseigenschaften der Schweißnaht beeinträchtigen.
- In einer Situation, in der Anweisungen aus verschiedenen Gründen nicht erschienen sind, müssen die folgenden Empfehlungen befolgt werden:
- Um einen stabilen Brennvorgang zu gewährleisten lichtbogenund entsprechend ein anständiges Niveau der Schweißung, sollte das Kalzinierungsverfahren nur vor der Verwendung durchgeführt werden.
- Wenn die Schweißelektroden nicht innerhalb von 8 Stunden nach der Zündung verwendet wurden, muss dieser Vorgang wiederholt werden.
- Die gleiche Elektrode darf nicht mehr als dreimal kalziniert werden, und die Gesamtdauer der Kalzinierungszeit sollte 4 Stunden nicht überschreiten.
- Um den ordnungsgemäßen Kalzinierungsprozess zu implementieren, werden die Elektroden zuerst in spezielle Boxen gelegt und erst dann in den Ofen gelegt. Der Temperaturbereich im Ofen sollte 250 - 300 ° C betragen.
Bei Verletzung von mindestens einer Bedingung wird das Produkt für die Arbeit ungeeignet.
Lagerbedingungen
Um die Qualitätsmerkmale zu erhalten, müssen Schweißelektroden in ausgewiesenen Bereichen gelagert werden. Die konstante relative Luftfeuchtigkeit im Lager sollte 50% nicht überschreiten und die Lufttemperatur sollte unter 14 ° C liegen. Diese Anforderungen werden durch die Installation von Klimaanlagen erfüllt. Gemäß GOST 9466-75 ist die Haltbarkeit nicht begrenzt, vorbehaltlich der Lagerungsregeln.
Hersteller
Die Herstellungstechnologie und die chemische Zusammensetzung können je nach Hersteller geringfügig variieren. Darunter befinden sich folgende große Unternehmen, die Qualitätsmaterialien garantieren:
- ESAB;
- Monolit;
- SZSM;
- Spezielle Elektrode;
- Kraft
Achtung! Stellen Sie beim Kauf sicher, dass Sie eine Bescheinigung der Übereinstimmung der Elektroden mit den Anforderungen der Normen, insbesondere GOST 9466-75, oder eine Bescheinigung über die Zertifizierung von Schweißmaterialien gemäß RD 03-613-03 anfordern. Sie werden von einer Stelle der Federal Agency for Technical Regulation ausgestellt oder von der National Agency for Welding Control zertifiziert.




