Дефиниция на непълна. Дефекти на заварени съединения. Класификация. Причините за образованието. Причини за напукване
Поради различни причини заварените съединения могат да имат дефекти, които влияят на тяхната здравина. Всички видове дефекти на шевовете се разделят на три групи:
- външни, основните от които са: пукнатини, подрязвания, потоци, кратери;
- вътрешни, сред които най-често се срещат: порьозност, непълно проникване и чужди включвания;
- през - пукнатини, изгаряния.
Причините за дефекти могат да бъдат различни обстоятелства: лошо качество на заварения метал, дефектно или лошо качество на оборудването, грешен избор на заваръчни материали, нарушаване на заваръчната технология или грешен избор на режим, недостатъчна квалификация на заварчика.
Дефекти на външните заварки
По този начин някои ремонтни дейности могат да се извършват ненужно без здрави технически критерии, които ги подкрепят. Следователно, в техниката вместо дефект, се използва терминът пропуск или несъвършенство. Стойността на пролука в заварка трябва да се разглежда в контекста на годността за заваряване или заваряване; Това е баланс между качеството, надеждността и рентабилността на процеса на заваряване. Съществуват стандарти и кодове за приемане, които се използват, когато пропуските са ясно разположени, идентифицирани, измерени, дефинирани и поставени под въпрос за структурно значение.
Основни дефекти при заваряването, техните характеристики, причини и мерки
пукнатини, Това са най-опасните дефекти на заваряване, които могат да доведат до почти мигновено разрушаване на заварени конструкции с най-трагични последствия. Пукнатините се различават по размер (микро- и макрокритки) и времето на възникване (по време или след заваряване).
Скъсване се счита за приемливо, когато не жертва надеждността на заварен или заварен монтаж. Елементи като сяра, олово и селен в основния метал и външни замърсители като масло, грес, боя, ръжда и влага в заварената зона могат да увеличат порьозността на кабела. Повечето пори не се виждат и могат да изобилстват в изобилие. Порите могат да имат различни форми и размери със стеснения или разширения. Разпределението на порьозността в заварката може да бъде подравнено, групирано или равномерно разпределено.
Фигура - Пори и кухини в заварки, Фактори, които трябва да се вземат под внимание, за да се сведе до минимум порьозността, са: отстраняване на ръжда, боя, мазнина, масло, влага от заваряваната повърхност. Контролирайте дължината на електрическата дъга. 418. Това е почти винаги видимо, защото, когато между повърхностите на кабела и основния метал възникнат вдлъбнатини.
Най-честата причина за образуването на пукнатини е неспазването на технологията на заваряване (например неправилно разположение на заваръчните шевове, което води до концентрация на напрежение), грешен избор на заваръчни материали, бързо охлаждане на конструкцията. Високото съдържание на въглерод в заварката и различните примеси - силиций, никел, сяра, водород, фосфор - също допринася за техния външен вид.
Рисуване - Липса на проникване. Тези дефекти възникват, когато топлината, абсорбирана от метала в близост до заваръчния шев, е недостатъчна, което води до непълно сливане на повърхността на металния неблагороден метал или между последователни преминавания. Липсата на топене обикновено се разширява в посоката на заваряване с остри или заоблени ръбове в зависимост от условията на формоване.
Това е гърло, разположено на ръба заварен шевкоето се случва, когато депозираният метал не запълва напълно отвора в интерфейса, образувайки гладка връзка по краищата на кабела. Подковите понякога са дразнещи, защото причиняват повишен стрес, който може да причини проблеми с експозицията, умората и поддържането на ниски температури. За да се сведе до минимум появата на подрязване, е необходимо: да се намали токът, скоростта на подаване и диаметърът на електрода, който контролира размера на разтопения метал.
Корекцията на пукнатината се състои в пробиване на началото и края, за да се изключи по-нататъшното размножаване, отстраняване на шва (рязане или рязане) и варене.
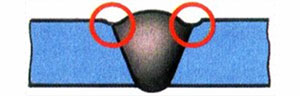
подрязан, Подковите са вдлъбнатини (вдлъбнатини) в точката на преход на „основния метал-заваръчен шев”. Подметките са доста често срещани. Негативният им ефект се изразява в намаляване на напречното сечение на шва и появата на фокуса на концентрацията на стреса. И двамата отслабват шева. Повишенията се появяват поради увеличената величина. заваръчен ток, Най-често този дефект се формира в хоризонталните шевове. Елиминирайте го чрез заваряване на тънък шев по протежение на линията на подкопа.
Поддържайте постоянна скорост напред, избягвайки прекомерни вибрации. Променете ъгъла на електрода така, че силата на дъгата да държи метала в ъглите. 419. Тази празнина намалява площта на напречното сечение на заварката под изчислената стойност, така че е точка на по-голяма слабост и потенциално увеличава напреженията, които са началото на възможен отказ. За да се сведе до минимум увисването, е необходимо да се намали напрежението, скоростта на подаване и дупката в корена.
Този дефект причинява вдлъбнатина, която може да доведе до началото на пукнатина. За да се сведе до минимум преливането, трябва да се предприемат следните стъпки: да се използва висока скорост и висок интензитет на тока; намаляване на количеството на добавения неблагороден метал; и да се промени ъгълът на електрода, така че силата на дъгата да не излива разтопения метал върху неразтворените зони на основния метал.

огъване, Потокът се появява, когато разтопеният метал тече върху основния метал, но не образува хомогенно съединение с него. Дефектът на шева възниква по различни причини - с недостатъчно нагряване на основния метал поради ниския ток, поради наличието на скала върху заварените ръбове, предотвратяване на стопяване, прекомерно количество материал за пълнене. Отсечните потоци се елиминират с проверка за липса на проникване в това място.
За да се предотврати тази празнина, токът и ширината на отвора в корена трябва да бъдат намалени и скоростта на подаване трябва да се увеличи. Фигура - прекомерно проникване. Те произвеждат горещи точки на основния метал, но тъй като размерът им е малък и обикновено не причинява пукнатини, те не оказват влияние върху здравината на кабела, но създават нежелан аспект. Въпреки това, те трябва да бъдат отстранени, когато външният вид на кабела е изискване в завареното съединение. За да контролирате разливите, трябва: Да намалите тока или да се уверите, че той отговаря на препоръките за типа и размера на използвания електрод.

прегаряне, Изгарянията се наричат заваръчни дефекти, проявяващи се в проникване и изтичане на течен метал през проходен отвор в шева. В този случай, обикновено от друга страна, се образува теч. Изгаряния възникват поради прекалено високия заваръчен ток, недостатъчната скорост на движение на електрода, голямата междина между краищата на метала, твърде малката дебелина на облицовката или хлабавото прилягане към основния метал. Коригирайте дефекта чрез отстраняване и последващо заваряване.
Уверете се, че полярността е правилна според използвания електрод. Намалете дължината на носа. Променете ъгъла на електрода. Забележете удара или шума на дъгата. Уверете се, че електродът не е мокър. Възможно е да се появят някои пукнатини, докато други не. Всички пукнатини са опасни, тъй като могат да доведат до пълен отказ на заваръчния шев. Може да се следват следните указания, за да се избегне напукване: Използвайте електроди с ниско напрежение. Използвайте подгряване за много дебела дебелина и много твърда фуга.
Намалете проникването с помощта на малки токове и електроди с по-малък диаметър. Те са най-опасните прекъсвания в заваряването, тъй като значително намаляват съпротивлението им. В повечето случаи това явление се дължи на наличието на линейни включвания в листове или валцовани профили, така че тяхното развитие се дължи главно на степента на почистване на стоманата.
Липса на проникване, Течовете са локални несвързвания на заваръчния метал с главните или шевови слоеве помежду си. Този дефект включва и ненапълването на заваръчната секция. Течовете значително намаляват якостта на шева и могат да причинят разрушаване на конструкцията.
Тези сили могат да бъдат създадени от външни натоварвания или високи остатъчни напрежения. Ефектите от този ефект водят до загуба на механични свойства. 421. "Мехури" или "ореоли". електроди с ниско съдържание на водород и намаляване на стесняващите се ограничения. са форма на напукване чрез водородно подхлъзване, причинено от присъствието на водород, акумулиран в тези места. които се намират около порьозност или включване на шлака в заварка. Добър дизайн на връзката. Те се образуват главно във феритни стомани, заварени с висоководни електроди.
Дефектът се дължи на ниския заваръчен ток, неправилната подготовка на ръбовете, прекалено високата скорост на заваряване, наличието на чужди вещества (скала, ръжда, шлака) по ръбовете на заварените части и замърсяване. Когато коригирате, трябва да изрежете непълната зона и да я приготвите.
Фактори, които помагат да се предотврати това: високи предварителни нагряване. В заваръчния метал могат да се появят три различни типа пукнатини. Издръжливият материал носи повече стрес от крехкия материал. Напукването на заваръчния метал е по-често при първото преминаване, отколкото в пълнежните коридори. След охлаждане на завареното съединение. Когато има проблем с напукване на първия метален слой на заварката. Способността на резервоара да остане непокътната в натоварената система, наложена при използване на заварка, зависи от състава и структурата на заваръчния метал.
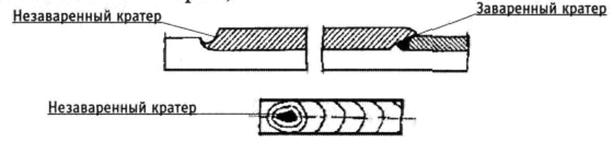
кратери, Това са дефекти под формата на жлеб в резултат на прекъсване. заваряване дъга, Кратерите намаляват якостта на шва поради намаляването на неговото напречно сечение. Те могат да съдържат разхлабване при свиване, което допринася за образуването на пукнатини. Кратерите трябва да бъдат нарязани на основния метал и да се варят.
Класификация на дефекти на заварките
Три основни вида заварени пукнатини. тъй като се поставят последователни слоеве. като по този начин увеличава сумата заварен метал, за увеличаване на дебелината на резервоара. Неразложената зона в корена на заварката може да доведе до напукване без забележима деформация. ако тази област е подложена на напрежение на опън. крекинг заварени съединения се дължи на наличието на локализирани многопосочни сили. произвежда частично стопен корен, улесняващ инициирането на пукнатина, която може да прогресира по цялата дебелина на заваръчния шев. Обикновено има лека деформация на детайла.

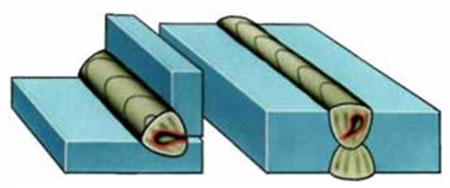
фистули, Фистули са дефекти в шевовете под формата на кухина. Подобно на кратерите, те намаляват силата на шева и насърчават развитието на пукнатини. Методът на корекция е обикновен - изрязване на дефектното място и заваряване.
Променете работата на електрода или електрическите условия. След завършване на заявлението. с изключение на това, че те се втвърдяват в по-голяма степен при дадена скорост на охлаждане. 425. са металургични дефекти, създадени от термичния цикъл на заваряване. както и през пукнатини през последователни слоеве. Въпреки това. и обикновено те са ограничени до центъра на същото. Твърдостта и способността да се деформират без повреда зависят от групата сплави, към които принадлежи стоманата. В предходните параграфи са изследвани дефекти, възникващи в заваръчния метал на заварка. особено когато се намират в кратер, който се образува в края на спиралата. топлопроводимост на основния метал. и почти винаги се свързва с охлаждащи материали. Феритът и мартензитът се държат като стомани със средно съдържание на въглерод и ниски сплави.
Чужди включвания, Включванията могат да се състоят от различни вещества - шлака, волфрам, метални оксиди и др. Шлаковите включвания се образуват, когато шлаката няма време да се издигне до повърхността на метала и остава вътре в нея. Това се случва при неправилен режим на заваряване (висока скорост, например), лошо отстраняване на заварения метал или предишния слой при многослойно заваряване.
При дадена скорост на охлаждане. Следващите параграфи описват дефектите, които могат да възникнат в основния метал на заготовките. Надлъжните пукнатини възникват предимно вътре в заваръчния метал. Нисколегирана стомана за строителство. и в някои случаи се простират отвъд кабела. Аустенитни неръждаеми стомани. най-накрая стигна до повърхността. Окончателното преминаване на пукнатината към повърхността на заварката може да настъпи по време на охлаждане на заваръчния шев. променя всички настройки заваръчна машина, понякога се наблюдават малки пукнатини.
По време на заваряването се появяват включвания с волфрам волфрамов електрод, оксид - поради лоша разтворимост на оксиди и прекомерно бързо охлаждане.
Всички видове включвания намаляват напречното сечение на шева и формират фокус на концентрацията на напрежение, като по този начин намаляват силата на съединението. Дефектът се елиминира чрез рязане и варене.
Този режим зависи от няколко физически фактора: температура. Напречните пукнатини са перпендикулярни на оста на кабела. Пукнатините на кратерите обикновено имат форма на звезди. на няколко места. има тенденция да излиза на следващото най-високо ниво. Всеки път, когато операцията по заваряване е прекъсната. които започват с пукнатина, образувана в първия отложен слой. и след това на друг. Този тип пукнатини е по-често срещан в ставите, които имат висока степен на ограничение. със звезда. и просто се преместете до ръба на кратера. и режим на охлаждане, мотивиран повишени температурипроизтичащи от прилагането на заварката. а някои могат да се държат като нисковъглеродна стомана. приноса на топлина за единица време в тази зона на заварката и температурата на средата. и са сред основните причини за напукване. Нисковъглеродните стомани са значително по-силни от средноуглеродните стомани. имат големи различия в характеристиките на втвърдяване.
шупливост, Порьозността е кухина, пълна с газове. Те възникват поради интензивно образуване на газ вътре в метала, в който след втвърдяването му в метала остават газови мехурчета. Размерите на порите могат да бъдат микроскопични или да достигат до няколко милиметра. Често се наблюдава натрупване на пори в комбинация с фистули и черупки.
Ако се образува пукнатина в първия слой и не се отстранява или не се топи напълно, когато следващият слой се нанесе. може да служи като отправна точка за надлъжни пукнатини в заваръчния шев. Този тип напукване обикновено е надлъжен. нито ферити. Когато се образува кратер на други места. Единственият начин да се коригира тази ситуация е всяка комбинация от пълнител и неблагороден метал. дебелина. в метална плоча. като правило заваръчните шевове се напукват при възобновяване на заваряването. и се среща в зоната, изложена на топлината на заварения метал. това не винаги е така.


Наличието на пори се улеснява от наличието на замърсители и чужди вещества на заварената повърхност на метала, високо съдържание на въглерод в пълнежния материал и основния метал, скоростта на заваряване е твърде висока, поради което газовете нямат време да излизат навън, увеличената влажност на електродите. Подобно на други дефекти, порьозността ще намали здравината на заварката. Зоната с нея трябва да се изреже до основния метал и да се приготви.
Пукнатини: видове, причини за тяхното образуване
Тези, които напредват от корен на филето и преминават през основния метал. Пукнатини също могат да се образуват на ръба на заваръчния шев. За филен шнур. 426. Те могат да бъдат сведени до минимум чрез използване на подходящо предварително загряване. Пукнатини. и следователно те могат да бъдат сравнени с увеличаване на дебелината на обикновената стомана. Напукани върхове. между ръба на шва и отворения край на плочата е относително малък. и водят до разлики в механичните свойства. са примери за тези, които се втвърдяват, бързо ги охлаждат.
Прегряване и изгаряне на метал, Изгарянето и прегряването възникват поради прекалено големия заваръчен ток или ниската скорост на заваряване. При прегряване размерът на зърната на метала в заваръчната и термично засегнатата зона се увеличава, което води до понижени якостни характеристики на завареното съединение, главно - издръжливост. Прегряването се елиминира чрез топлинна обработка на продукта.
Изгарянето е по-опасен дефект от прегряването. Агломерираният метал става крехък поради наличието на окислени зърна, които имат малка взаимна адхезия. Причините за прегаряне са същите като прегряването и освен това има и недостатъчна защита на разтопения метал от азот и кислород. Изгореният метал трябва да бъде изрязан напълно и да се свари отново това място.
Когато използвате съдържанието на този сайт, трябва да поставите активни връзки към този сайт, видими от потребителите и търсещите роботи.
МЕТОДОЛОГИЧНО РАЗВИТИЕ НА УРОКА по професия "WELDER"
Преподавател по специални дисциплини
ДЕФЕКТИ ОТ ЗАВАРЕНИ СВЪРЗВАНИЯ И ПРИЧИНИТЕ НА ТВЪРДЕНИЕТО
Цели на урока
След като изучавате този елемент на обучение, ще знаете:
Основните дефекти на заварени съединения;
Причини за дефекти в заварени съединения.
Свързани елементи за обучение и наръчници
- "Видове заварени съединения".
- "Видове заварки".
Обща информация
Този обучителен елемент покрива основните дефекти на заварените съединения и причините за появата им в процеса на ръчно нанасяне електродъгово заваряване (заваряване с покрити метални електроди).
Образователният елемент съдържа термини и определения, използвани в науката, технологията и производството на основните понятия в областта на заваряването на метали, които се използват в документацията на всички видове научна, техническа, образователна и справочна литература.
Основни понятия
Дефектите на заварените съединения включват различни отклонения от установените стандарти и технически изисквания за размерите, формата и свойствата на заварените съединения, които намаляват якостта и експлоатационната надеждност и могат да доведат до разрушаване на завареното съединение и цялата конструкция.
В процеса на производство на заварена връзка в заваръчния метал и в зоната, засегната с топлина, могат да се получат дефекти на заваряване.
Характерът на възникване на дефекти в заварените съединения е разделен на външни и вътрешни.
Външни дефекти - това са дефектите, открити при външното изследване и измерването на завареното съединение.
Външни дефекти:
Несъответствието на геометричните размери на заваръчния шев (прекомерно или недостатъчно армиране, неравномерна ширина и (или) височината на заваръчния шев);
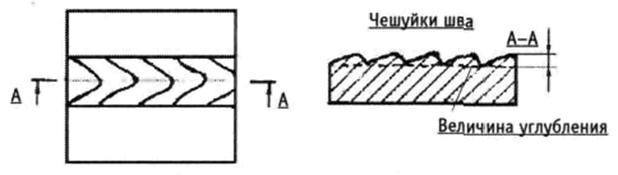
Неравномерно грубо мащабиране;
Затваряне между ролки;
Метални пръски;
горят марка;
Не разтопени кратери;
Метални подметки;
Пори (единични, задръствания, вериги);
Шлакови включвания (единични, натрупвания, вериги);
пукнатини;
Непроварен корен;
проникване;
Вдлъбнатината на корена на шева.
Вътрешни дефекти - това са дефектите, открити при използване на методи за безразрушителен контрол като радиографски контрол, ултразвуков контрол.
Вътрешни дефекти;
Липса на проникване между ръбовете за заваряване;
Невропари в корена на шева;
Вътрешни пукнатини;
Пори и шлакови включвания (единични, клъстери, вериги), които не достигат повърхността.
Основните дефекти на заваръчните шевове и техните причини
Заваръчен дефект заварена връзка под формата на метален счупване в заваръчните и (или) съседните зони.
Пукнатините в завареното съединение включват:
- надлъжна пукнатина - пукнатини, ориентирани по протежение на оста на заварката;
- напречна пукнатина - пукнатина, ориентирана през оста на заварката.
http://pandia.ru/text/78/161/images/image003_21.gif "realsize =" 231x123 "width =" 231 "height =" 123 "align =" left hspace = "\u003e
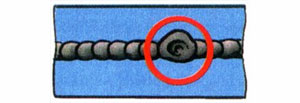
- кратер - пукнатина (надлъжна, напречна, разклонена) в кратера на ролката (слоя) на заварката.
Причини за напукване:
Нарушаване на разработената заваръчна техника;
Несъответствие на използваните заваръчни материали;
Тенденцията на заваряване на метала към закаляване;
Високи скорости на охлаждане на завареното съединение;
Заваръчни продукти при ниски температури.
Причината за пукнатините на кратера
корекция: рязане, полиране до пълно отстраняване на дефекта, последвано от заваряване.
фистули
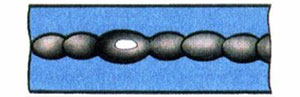
http://pandia.ru/text/78/161/images/image005_12.gif "align =" left "width =" 227 "height =" 260 "\u003e пори
Време е за заваряване - дефект на заваряване под формата на заоблена кухина, напълнена с газ.
Веригата от пори в заварката - група от пори в заваръчния шев, разположени в линия.
Натрупване на пори в заварката -група от близко разположени пори.
Причините за порите:
Заваряване с влажни (не сушени) покрити електроди;
Слаба подготовка на ръбовете за заваряване (наличие на ръжда, масло, боя и др. Замърсяване);
Надценяване на скоростта на заваряване.
Натрупването на пори е неприемлив дефект.
корекция: за плоски елементи- полиране, механично изрязване или фрезоване, нарязване с въздушна дъга (GVA) с въглеродни електроди, последвано от заваряване.
за тръба елементи - дефекти при вземане на проби на струг с последващо заваряване.
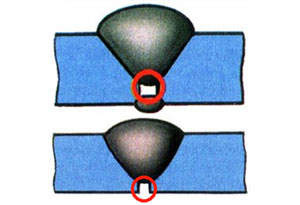
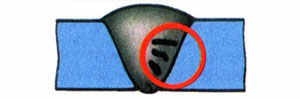
Теч и сливане между ръбовете и ролките или между заварените съединителни ролки. Липса на проникване - дефект под формата на нефузия в заварена връзка, дължаща се на непълно топене на ръбовете или повърхностите на предварително направени заваръчни перли.
Причини за липса на проникване заварени ръбове:
Понижена междина между заваръчните ръбове;
Увеличено затъмняване на ръбовете;
Нисък наклон;
Надценяване на скоростта на заваряване;
Изместване на електрода от оста на съединението;
Недостатъчен заваръчен ток;
Неравномерно притъпяване на ръбовете по дължината на фугата;
Изработват се нови ролки (или слоеве) върху слоя от предишния метал с неотстранени заваръчни шлаки при многослойно заваряване;
Недостатъчно точна посока на електрода спрямо предишния валяк (или слой) при многослойно заваряване;
Скитане на заваръчната дъга (магнитен взрив).
корекция: с малки количества работа - шлайфане, с големи количества работа - механично изрязване, фрезоване на машина или въздушен дъга, топене чрез газово рязане, последвано от заваряване.
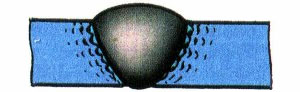
прегаряне
Изгоряло заваряване - дефект във формата на проходен отвор в заваръчния шев, резултат от изтичане на част от метала на заваръчната вана.
Причини за изгаряне:
Висок заваръчен ток;
Ниско затъпяване на заварените ръбове;
Неравномерна дължина между заварените ръбове;
Ниска скорост на заваряване;
Неравномерно количество тъпи ръбове по дължината на фугата.
корекция: шлайфане от двете страни, последвано от заваряване.
Шлакови включвания
Шлака на заварката - дефект под формата на импрегниране на шлака в заварката.

Причини за появата на шлакови включвания:
Надценяване на скоростта на заваряване;
Лоша подготовка за заваряване;
Шлаковата кора от предишния (долния) слой е силно счупена,
По-дълга дължина на дъгата.
Натрупването на шлакови включвания е неприемлив дефект.
корекция: за плоски елементи - шлайфане (отделяне и натрупване на шлака) механично и въздушно дъгово изрязване (шлакова верига), последвано от заваряване.
за тръбни елементи - полиране (отделяне или натрупване на шлака), вземане на проби на струг (верига от шлака), последвано от варене.
Електроден метален спрей
Метални пръски - дефект под формата на капчици по повърхността на заварената връзка.
Причини за пръски:
Висок заваръчен ток;
По-дълга дължина на дъгата;
Магнитно бластиране;
Слабо направен електрод (ексцентричност на покритието).
корекция: нарязани с длето и чук, последвано от смилане на местата за отстраняване.
Повърхностно окисление
Повърхностно окисление заварена връзка - дефект под формата на скала или филм от оксиди върху повърхността на заварената връзка.
Причини за образуване на оксиден филм:
Лоша защита на метал от въздух;
Преждевременно отстраняване на слоя от шлака от шлаката от заваръчния шев;
Прегряване на метал.
корекция: ако няма специални изисквания за оксиден филм в чертежа е позволено да не се изтрива. В противен случай - ръчно почистване с метална четка или с помощта на мелница.
подрязан
Подтискане на зоната на ядрен синтез - дефект под формата на вдлъбнатина по линията на синтеза на заваръчния шев с основния метал
Подрязвания от зоната на ядрен синтез: като правило - двустранен при заваряване на челно заварка и едностранно на вертикална равнина при заваряване на заваръчен шев.
Причини за подбиване:
Ниска квалификация на заварчика (неправилно напречно движение от края на електрода);
Изместване на електрода по посока на вертикалната стена при заваряване на заваръчен шев (подрязана вертикална стена);
Надценяване на заваръчната дъга;
Висока скорост на заваряване;
Ексцентричността на електродното покритие.
корекция: заточване (изглаждане) на подкосъни или желе.
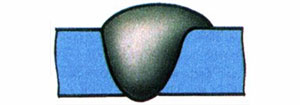
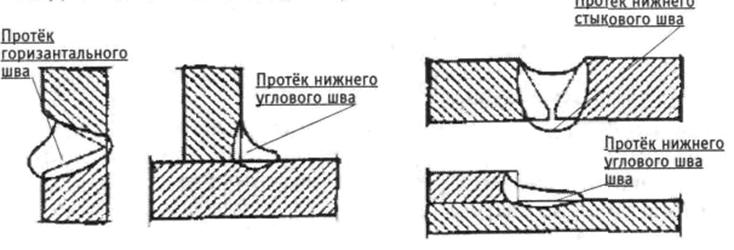
Дефекти на заваряване
Дефектите на заваряване включват:
- заварена връзка - дефект под формата на изтичане на заваръчния метал върху повърхността на неблагородния метал или на направения преди това валяк, без да се слива с него;
- вдлъбнатина между ролките - тя е надлъжна вдлъбнатина между две съседни ролки;
-груб люспест - напречни или кръгли вдлъбнатини по повърхността на валяка, образувани в резултат на неравномерно втвърдяване на заваръчния метал;
-кратер - дефект под формата на кухина или кухина, образуван по време на свиване на разтопения метал по време на втвърдяването, се намира в зони на рязко счупване на дъга или край на заваряване;
- излишък на заваръчна армировка - излишък от заваръчен метал от предната страна (страни) на челната връзка;
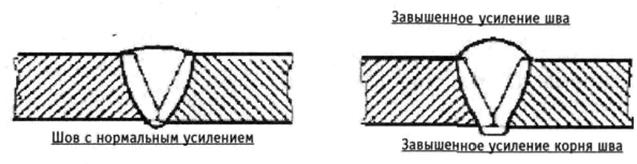
- излишък на изпъкналост на заваръчния шев - излишък на заваръчен метал от предната страна на ъгъла;
-  локално проникване на свръзка - локално изливане на сливането (от вътрешната страна на едностранния шев);
локално проникване на свръзка - локално изливане на сливането (от вътрешната страна на едностранния шев);
- заваряване - метален отток поради тежест;
http://pandia.ru/text/78/161/images/image020_5.gif "align =" left "width =" 288 "height =" 136 "\u003e
- неравномерна ширина на фугата - прекомерно отклонение в ширината на шва
-  неравномерна височина на фугата - прекомерна неравност на външната повърхност на шева;
неравномерна височина на фугата - прекомерна неравност на външната повърхност на шева;
- подновяване на лошия шев - местна грапавост на повърхността на мястото на подновяване на заваряването.
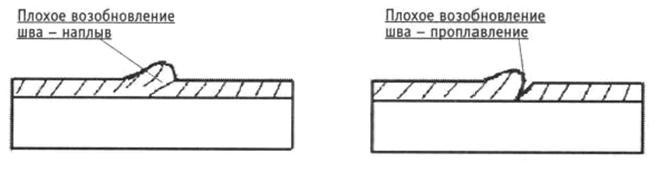
Причини за дефекти в заваряването: такива дефекти при образуването на заваръчните шевове, като негладни съединения на заварки и заварки с основния метал, неравномерна височина (крак) и ширина на заварка, провисване, неравномерно лющене се получават с:
Грешен избор на режим на заваряване;
В резултат на неквалифициран заварчик;
Поради лошото качество на монтажната площадка.
Причини за възникване на несертифициран кратер:
Ниска квалификация на заварчика;
Рязко прекъсване на заваръчната дъга.
Категория на дефекта: приток (преливане), армиране на свръхналягане, излишък от локално проникване, асиметрия на ъгловата заварка, неравномерна ширина и височина на заваръчния шев, лошо обновяване на заваръчния шев, удължаване между ролките, грубо олющване - се спазват изискванията на стандартната техническа документация за този продукт.
Корекции: Light шлифоване.
Зацапнете и изгладете каналите и грубото шлайфане.
корекция: пясък и подварит.
корекция: podvarit.
 Свиване на обвивката
Свиване на обвивката
Обвиваща обвивка: дефект под формата на кухина или кухина, образувана от свиване на заваръчния метал при липса на подаване на течен метал.
Причини за свиване: локално замърсяване на заваръчния метал с ниско топими вещества на основата на сяра, фосфор и др.
корекция: Light шлифоване.
Вдлъбнатината на корена на шева

Вдлъбнатината на корена на шева - дефект под формата на вдлъбнатина на повърхността на задната страна на заварения едностранен шев.
Причините за вдлъбнатината на корена на шева:
Надут клирънс между заваръчните ръбове;
Недостатъчен заваръчен ток;
Висока скорост на заваряване.
корекция: шлифоване и поддръжка.
Офсет на ръба
Отместване на заваръчния край (г) - неправилно разположение на заварените ръбове един спрямо друг.
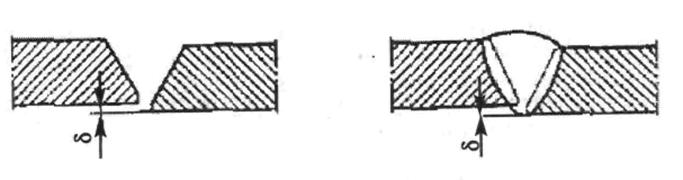
Причини за отклоняване на ръбовете:
Неправилно (лошо качество) монтаж на части за заваряване;
Лош лак;
Недостатъчен брой халки;
-  неравномерно разпределение на халките.
неравномерно разпределение на халките.
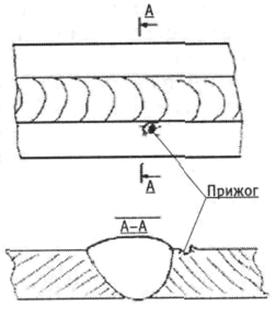
Случайно топене на основния метал в резултат на запалване на дъгата или изгаряне (изгаряне) - дефект под формата на увреждане на повърхността на основния метал в близост до заваръчния шев; възниква в резултат на случайно или умишлено възбуждане на дъгата извън разделянето на фугата.
Причината за prizhogov:
Ниска квалификация на заварчика.
корекция: Отстраняване на изгорели петна до "здрав" метал
Тестови въпроси
Всеки въпрос има един или повече верни отговори. Изберете правилния отговор.
1. Какво е пляскане?
а) Дефект на завареното съединение под формата на метален счупване в заваръчните и (или) площи в съседство с него.
б) Дефект под формата на вътрешна кухина.
в) Дефект под формата на вдлъбнатина по линията на синтеза на заваръчния шев с основния метал.
2. Какво понякога се нарича?
а) Дефект под формата на кухина или депресия, образувана по време на свиването на заваръчния метал.
б) Дефект, с клонове в различни посоки.
в) Дефект на заварката под формата на кръгла кухина, напълнена с газ.
3. Какво се нарича проникване на ръба?
а) Дефект, ориентиран по протежение на заварка във формата на прекъсване.
в) Дефект под формата на натрупване на шлака в заваръчния шев.
4. Какво се нарича прогаряне?
а) Дефект във формата на фуниеобразен жлеб в заваръчния шев.
b) Дефект под формата на кухина или депресия в заваръчния шев.
в) Дефект под формата на проходен отвор в заваръчния шев, образуван в резултат на изтичане на част от метала на заваръчния басейн.
5. Какво е включването на шлаката?
а) Дефект на заварения шев под формата на заоблена кухина, напълнена с газ.
б) Дефект под формата на шлака в заваръчния шев.
в) Дефект под формата на вдлъбнатина по линията на сливане на заварката с основния метал.
6. Какво представлява подбиването?
а) Дефект под формата на вдлъбнатина по линията на синтеза на заваръчния шев с основния метал.
б) Дефект под формата на нефузия в заварена връзка, поради непълно топене на ръбовете.
в) Дефект под формата на вдлъбнатина на повърхността на задната страна на заварения едностранен шев.
7. Какво е кратер?
а) Дефект под формата на фуниеобразна депресия в средата на заварката.
б) Дефект под формата на вдлъбнатина по линията на синтеза на заваръчния шев с основния метал.
в) Дефект под формата на кухина или депресия, образувана по време на свиването на стопения метал по време на втвърдяването в края на заваръчния шев.
8. Какво е прегаряне?
а) Дефект под формата на мащаб или филм от оксиди върху повърхността на завареното съединение.
б) Дефект под формата на втвърдени капки върху заварената повърхност. връзка.
в) Дефект под формата на локално увреждане на повърхността на основния метал в резултат на случайно или умишлено възбуждане на дъгата извън разделянето на фугата.
9. Какви са причините за порите?
а) Добре запалени електроди.
б) Мокри електроди.
в) Наличието на ръжда или масло върху заваръчните ръбове.
10. Какви са причините за разпръскване на електрода?
а) Дължина на дъгата.
б) Голяма ширина на заварката.
в) Магнитно продухване.




