Чим характеризується дріт для аргонової зварки? Алюмінієва дріт для зварювання та особливості її використання
У процесі зварювання металів методом TIG використовуються присадочні прутки. Подаючи їх в зону формування шва, вдається уникнути появи бульбашок і тріщин і тим самим домогтися високої міцності з'єднання.
Присадний пруток являє собою дріт діаметром від 1 до 4 мм. Довжина становить, як правило, 1000 мм. На поверхню прутка наплавляється метал з різними модифікаторами. Це надає йому особливі властивості та дає можливість використовувати з конкретним видом матеріалу.
Типи присадних прутків
- алюмінієвий - даний видатковий матеріал використовується при зварюванні алюмінієвих заготовок. Залежно від добавок пруток може застосовуватися для роботи зі сплавами алюмінію з кремнієм або кремнієм і магнієм.
- покритий міддю - такий присадний матеріал призначений для зварювання нелегованих і низьколегованих сталей.
- нержавіючий - цей вид виробів має добавки титану або хромонікелевих покриття, що робить одержуваний зварювальний шов стійким до корозії. Використовують нержавіючу пруток для роботи з заготовками з никельсодержащая стали.
У нашому інтернет-магазині ви можете купити присадочні прутки для аргоно дугового зварювання. Подбайте про те, щоб під час роботи у вас був достатній запас витратного матеріалу - замовте його в потрібній кількості прямо зараз! Для оформлення замовлення скористайтеся сервісом «Купити в 1 клік» або зателефонуйте 8-800-333-83-28 .
Ми пропонуємо прутки присадочні для аргонодугового зварювання по всій Росії: Москва, Санкт-Петербург, Єкатеринбург, Челябінськ, Нижній Новгород і багато інших міст з доставкою та гарантією, телефонуйте! Дізнатися детальну інформацію про умови та вартість доставки Ви можете у наших менеджерів.
- Загальні характеристики методу
- Прутки для роботи по алюмінію
Сьогодні аргон зварювання дуже популярна в народному господарстві. Так як при роботах зазвичай застосовується спеціальна дріт для аргонової зварки, Цей метод дозволяє виробляти зварювання матеріалів, яке неможливо здійснити за допомогою простого обладнання. Головне призначення зварювання за допомогою аргону - це з'єднання елементів з різних видів кольорових металів і сталей.
Загальні характеристики методу
Чим відрізняється звичайний зварювальний процес від аргонодугового? В першу чергу використанням аргону, характеристики якого виключають виникнення хімічних реакцій в зоні горіння і розплавлення металу. Питома маса даного газу, який майже на 40% важчий за повітря, дозволяє витісняти останній із зони горіння дуги, тим самим ізолюючи зварювальний процес від зіткнення з киснем.
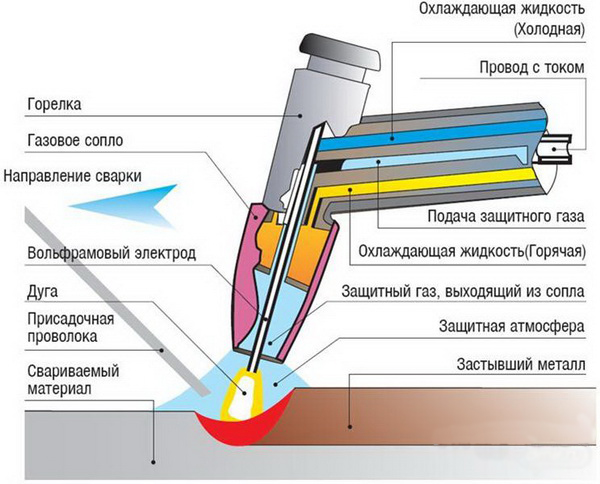
Технологія зварювання передбачає використання двох способів, при яких застосовуються плавляться або плавляться електроди. За рахунок застосування плавиться забезпечується якісна освіта зварних швів і підтримується рівномірна глибина плавки металу. Даний спосіб є основним для зварювання стиків в трубопроводах і з'єднання елементів із сплавів титану і алюмінію.
При роботі дуга обладнання горить між електродом і зварюваної деталлю. В прийнято використовувати електроди, виготовлені з вольфраму. Цей метал давно зарекомендував себе з найкращої сторони, будучи дуже надійним і відрізняючись високим ступенем тугоплавкости.
Для поліпшення характеристик вольфраму при виготовленні електродів в нього додають деякі хімічні сполуки. Якщо необхідно використання присадочного матеріалу, він подається в зону горіння збоку, що виключає його контакт з електричним колом.
Сварка з використанням плавиться електрода не так популярна, як вищеописана технологія, і застосовується досить рідко.
Повернутися до списку
Характеристики присадних прутків
Аргонодуговая зварювання може виконуватися без використання присадочного матеріалу, але найбільший ефект досягається лише в разі його застосування. Такий матеріал називається присадних прутків для аргонодугового зварювання. Якщо дивитися з точки зору конструкції прутків, вони представляють собою невеликі прямі відрізки дроту, яка закладає основу зварного шва.
Кожен пруток, в залежності від призначення, має свій склад і властивості. Це ріднить їх з присадочной дротом, яка використовується при звичайних зварювальних робітах. Призначення присадки - зварювання різнорідних елементів аргоном, тому вона повинна повністю відповідати характеристикам зварюваного матеріалу.

Під час аргонной присадочні прутки закладаються в основу зварного шва.
Так, використання прутків для аргонової зварки має виконувати наступні умови:
- утворювати ідеальний за формою і структурі шов;
- забезпечувати антикорозійність шва;
- створювати стійкість до внутрікристалічної руйнування.
Для того щоб відповідати заявленим вимогам, присадний дріт може цілком складатися з одного матеріалу або мати сердечники з інших сплавів.
Наприклад, прутки для роботи з нержавейкой оснащені сердечниками зі сплаву хрому і нікелю.
Вони широко використовуються при будівництві трубопроводів, в харчовій, хімічній і нафтовій промисловості, в машинобудуванні.
Повернутися до списку
Прутки для роботи по алюмінію
Дріт для роботи по алюмінію, яку використовують під час зварювання деталей в судо- і авіабудуванні, повинна відповідати дуже високим вимогам, так як від її надійності повністю залежить якість транспортних засобів і безпеку їх експлуатації.
Вимоги, що пред'являються до дроту даного виду, включають:
- стійкість до впливу агресивних хімічних речовин;
- опірність впливу навколишнього середовища і атмосферних явищ;
- міцність і високу якість зварного шва, підтверджене його дрібнозернистістю і опором до утворення розшарування.
Складність зварювання алюмінієвих елементів пояснюється здатністю металу створювати на поверхні в місці плавлення оксидні сполуки, що перешкоджають роботі. Крім того, як сам алюміній, так і його сплави не змінюють забарвлення після розплавлення, а це значно ускладнює формування шва для зварника.
Високий рівень теплопровідності, яким володіють багато сплавів з кольорових металів, призводить до швидкого охолодження кристалічної решітки і підвищенню напруги всередині неї. За рахунок цього шов часто виходить деформованим, що веде до розтріскування виробів. Всі ці негативні явища нівелюються при використанні дугового зварювання, яка гарантує не тільки якість шва і відсутність тріщин, а й високу антикорозійну стійкість. Дріт, яка використовується для створення основи шва, легко руйнує оксидну плівку, яка виникає на поверхні елементів з алюмінію і його сплавів.
Сьогодні промисловість випускає величезну кількість присадних прутків для. Матеріал потрібного хімічного складу можна підібрати практично для всіх типів металу: низьколегованих, низьковуглецевих, спеціальних і неіржавіючих сталей, сплавів міді, титану, алюмінію та інших.
Для зварювання деталей, виконаних з алюмінію і сплавів на його основі, використовується алюмінієвий дріт, за допомогою якої також виконується наплавка заготовок з даного металу. Всі роботи з використанням такого дроту здійснюються в середовищі захисного газу, В якості якого найчастіше застосовується аргон. Алюмінієвий зварювальний дріт, якщо вона підібрана правильно, здатна забезпечити високу якість і надійність формується зварного шва, стабільність його механічних характеристик.
Алюміній, як відомо, є одним з найскладніших металів в плані виконання зварювальних робіт. Цей факт, який може підтвердити будь-який досвідчений зварник, пояснюється властивостями даного металу: на його поверхні завжди присутня тугоплавка окісна плівка. Сам же алюміній, якщо не брати до уваги згадану плівку, має невисоку температуру плавлення, що також вносить складнощі в процес виконання зварювання.
Оптимальним способом отримання надійних з'єднань деталей, виконаних з алюмінію і його сплавів, є механізована дугова зварка. Для її здійснення використовується алюмінієвий дріт.
Види алюмінієвого дроту і правила її застосування
Присадний дріт, яка використовується для з'єднання деталей, виготовлених з алюмінію і його сплавів, може відноситися до однієї з двох категорій:
- алюмінієвий дріт, Що застосовується для виконання технологічної операції холодного висадження (вимоги до якісних характеристик такої присадного дроту обумовлюються в ГОСТ 14838-78).
- Дріт для на основі даного металу.
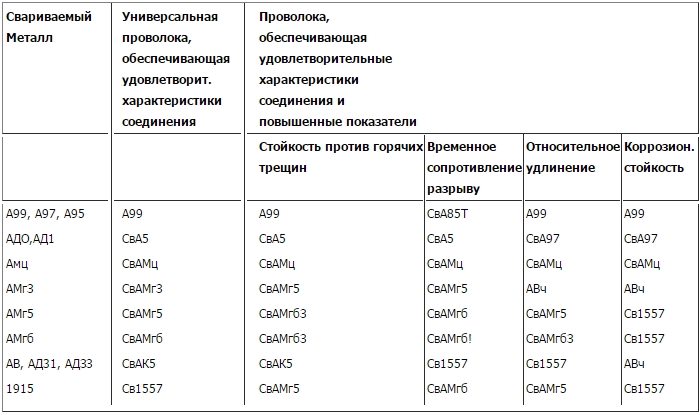
Вибираючи зварювальний дріт для зварювання алюмінієвих сплавів з різним хімічним складом, краще зупинити свій вибір на універсальних типах такого витратного матеріалу. Крім високої надійності одержуваного з'єднання, такий дріт дозволяє забезпечити:
- стійкість зварного шва до утворення гарячих тріщин;
- високу міцність формованого шва;
- пластичність отриманого з'єднання;
- здатність зварного шва успішно протистояти корозійних процесів.
Спеціальна порошковий дріт дозволяє зварювати заготовки без газу. Пропонований відеоролик допоможе розібратися в доцільності використання цієї технології.
Правильно підібрана алюмінієвий дріт - не єдина умова, що дозволяє отримати якісне і надійне зварене з'єднання. Дуже велике значення також має правильна підготовка деталей, що з'єднуються, яка полягає в ретельному очищенню їх поверхонь і видаленні з них тугоплавкой оксидної плівки. Важливо виконати таку процедуру безпосередньо перед початком зварювання, так як алюмінієва поверхня під впливом навколишнього середовища швидко покривається оксидною плівкою.
З цієї ж причини дріт, призначена для зварювання алюмінію, після відкриття упаковки, в якій вона поставляється з заводу, повинна бути використана досить швидко. Інакше її поверхня буде піддана активному окисленню. В цьому випадку якісні характеристики дроту будуть значно погіршені, що позначиться і на характеристиках формується з її допомогою зварного з'єднання.

Дріт, яка застосовується для зварювання алюмінієвих деталей полуавтоматом, може мати різний хімічний склад. Для такої зварювання використовуються в основному дроту, виготовлені на основі алюмінію в поєднанні з марганцем, кремнієм і магнієм. Вибір конкретного типу залежить від того, які елементи входять в хімічний склад деталей, що зварюються.
Особливості механізмів, що подають для алюмінієвої зварювального дроту
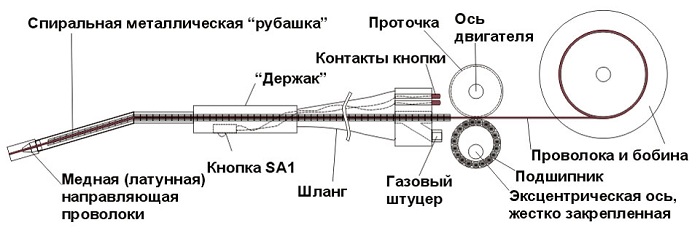
Стандартний механізм, що подає полуавтомата не дуже підходить для роботи з алюмінієвим дротом. Пояснюється це такими характеристиками даного металу, як висока пластичність і теплопровідність.
Подаючий механізм стандартного напівавтомата для зварювання, в якому застосовуються два ролика, може зім'яти м'яку алюмінієвий дріт, що призведе до її застрявання в механізмі. Саме тому при використанні в напівавтоматі алюмінієвого дроту необхідно оснащувати його механізмом, що подає, що складається з 4 роликів, кожен з яких має U-подібний профіль робочої канавки.

Для роботи з напівавтоматом, в якому буде використовуватися дріт з алюмінію, необхідно оснащувати його подає шлангом мінімальної довжини (до 3 метрів). В іншому випадку м'яка дріт буде просто застрявати в довгому шлангу подачі води. Дану проблему допомагає вирішити використання подає каналу з тефлону, що дасть можливість значно зменшити тертя дроту об стінки такого каналу.
Щоб уникнути застрявання алюмінієвого дроту, яка відрізняється високим коефіцієнтом теплового розширення, в наконечнику напівавтомата для зварювання, слід підбирати наконечник таким чином, щоб отвір в ньому було дещо більше (на 1-2 мм), ніж діаметр самої дроту.

Подаючий механізм напівавтомата, на якому планується використовувати дріт з алюмінію, має працювати без перебоїв, які є частою причиною застрявання дроту в каналі подачі. Перебої в роботі такого механізму найчастіше виникають через нестабільну роботу гальмівного пристрою котушки. Щоб в процесі виконання зварювання таких проблем не виникало, необхідно відрегулювати зусилля, що створюється котушкою: воно повинно мати можливість зменшення до мінімуму. У той же час такого зусилля повинно бути достатньо для того, щоб запобігати поворот котушки.
Правильний вибір дроту для виконання напівавтоматичного зварювання алюмінієвих деталей в середовищі аргону, а також параметрів виконання такого технологічного процесу дозволяє не тільки отримувати якісні, надійні і красиві зварні шви, а й мінімізувати ризик виникнення браку при їх виконанні. До таких параметрів належать не тільки діаметр використовуваного дроту і її хімічний склад, але і швидкість її подачі, а також значення зварювального струму і полярність його підключення.
Обсяг зварювальних робіт в домашній майстерні зазвичай не вимагає великої витрати алюмінієвого дроту, але маленькі котушки підходять не до всіх апаратів. Встановити бобіну невеликого розміру допоможе кмітливість, як показано на відео.(Голосів: 1 , Середня оцінка: 5,00 з 5)
Зварювальний дріт - один з найбільш затребуваних присадних матеріалів, які застосовуються в процесі зварювання. Головне завдання зварювального дроту - сприяти створенню зварних швів, що відрізняються високою якістю. А головними перевагами цього присадочного матеріалу є те, що отримується з його допомогою зварний шов має стійкість до корозії і до інших несприятливих факторів.
На сьогоднішній день основними різновидами зварювальної поволоки є:
- присадний дріт суцільного перетину;
- флюсова або порошковий дріт;
- активована дріт.
налагоджуючи власне зварювальне виробництво або включаючи зварювання в список пропонованих клієнтам ремонтних робіт, багато підприємців вважають, що найважливіше - це купити якісне зварювальне обладнання. А ось про те, наскільки важлива якість, яким володіють різні допоміжні матеріали, в тому числі, і присадний дріт для зварювання, мало хто замислюється.
Насправді, саме від якості зварювального дроту часто залежить і якість виконаних зварювальних робіт, тому при її виборі не варто орієнтуватися виключно на ціну і купувати ту дріт, яка коштує дешевше.
Що значить «неякісна зварювальний дріт»?
Недоліками, якими володіє дешева зварювальний дріт, вважаються:
- нерівномірність намотування;
- нерівномірність діаметра.
Нерівномірність намотування зварювального дроту може привести до досить швидкого зношування всього зварювального обладнання і його поломки. Так що економія на дроті може в даному випадку вилитися в досить дорогий ремонт обладнання або навіть його заміну, так як неякісно намотана дріт може привести до несправності, яка не піддається ремонту. А вихід з ладу обладнання призводить до зупинки всього виробничого процесу і, як наслідок, до втрати прибутку. Ось і виходить, що, намагаючись заощадити буквально копійки на покупці дроту, підприємець в результаті втрачає набагато більше.
Нерівномірність діаметра зварювального дроту є наслідком зниження якості зварного шва, а значить, і міцності і надійності зварного з'єднання. А це знову призводить до втрати прибутку, так як клієнти, один раз переконавшись в недостатньо високій якості робіт, пропонованих підприємцем, не тільки самі не будуть більше звертатися до цього підприємцю, але і всім своїм знайомим порадять цього не робити. І в цьому випадку через економію на присадні матеріали (дійсно не дуже великий) страждає ділова репутація підприємця, а значить, і весь його бізнес опиняється під загрозою.
Вибір присадного дроту.
При виборі дроту треба враховувати властивості, якими характеризується присадний дріт для зварювання, а також властивості, що зварюється. Одним з важливих правил є обов'язкове схожість температур плавлення металу і дроту. Так що велике значення має матеріал, з якого виготовлена зварювальний дріт, і її структура.
За цими параметрами зварювальний дріт може бути:
- алюмінієвої. Цей тип дроту застосовується, коли мова йде про зварювання алюмінієвих сплавів в середовищі захисних газів.
- нержавіючої. Така дріт застосовується для зварювання деталей з нержавіючої сталі в середовищі захисних газів.
- порошкової. Такий вид дроту застосовується в тому випадку, якщо зварка проводиться в умовах обмеженого простору, а вести напівавтоматичну зварювання в середовищі захисних газів дуже складно або взагалі неможливо.
- обмідненої. Мідне покриття дроту надає їй великі струмопровідні властивості. Крім того, дріт з мідним покриттям не окислюється при зберіганні, а значить, застосовувати її можна, не піддаючи додаткової зачистки. Застосування такої поволоки істотно підвищує якість зварного шва і стабільність горіння дуги в середовищі захисних газів і знижує кількість бризок при зварюванні.
- без покриття. Таку дріт називає ще «чорної», але в даний час вона дуже рідко використовується при веденні зварювальних робіт.

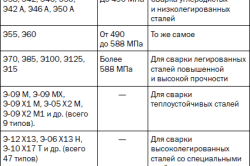
Крім відмінностей за матеріалами присадний дріт для зварювальних робіт ще підрозділяється на різні типи, в залежності від області її застосування, на:
- дріт для вуглецевих і низьколегованих сталей;
- дріт для високолегованих сталей;
- дріт для кольорових металів;
- дріт для зварки під флюсом.
Вибір і покупка відповідної за всіма параметрами присадного дроту - це одна з важливих складових високої якості виконаних зварювальних робіт. При роботі якісна дріт плавиться швидко і рівномірно, вона не закипає і не «йде» на бризки, утворюючи при цьому однорідний зварений шов. А зрозуміти, наскільки якісну зварювальний дріт пропонує постачальник, можна, в тому числі, і по її зовнішньому вигляду - на поверхні поволоки не повинно бути іржі і бруду, зазубрин і окалини.
Як правило, в побуті проведення різних видів зварювальних робіт не відбувається з такою частотою, як у виробничих сферах, де зварювання є важливою частиною всього процесу.
Однак, при потребі проведення зварювальних робіт, часто постає питання про вибір методу зварювання і типу зварювального апарату. Крім того особлива увага приділяється процесу вибору витратних матеріалів.
1 присадних зварювальний дріт і її особливості
Зварювальний, а саме, алюмінієвий дріт, що характеризується суцільним перерізом, безпосередньо впливає на весь процес роботи.
Читайте також: опис і переваги технології ванного зварювання.
Як правило, така присадний зварювальний дріт призначена для проведення робіт пов'язаних з механізованого дугового зварюванням.
Це виріб також сприяє формуванню наплавлень алюмінію і сплавів з його достатнім вмістом в середовищі, заповненої захисними газами.
Представлена присадний дріт, виконана із застосуванням алюмінію, забезпечує підтримку всіх провідних зварювально-технологічних характеристик на високому рівні.

Крім того, дана продукція проявляє стабільні механічні властивості, характерні для такого різновиду металу, а шов відрізняється високою надійністю всіх зварних з'єднань.
1.1 Про видах продукції
Присадний дріт, за допомогою якої проводиться зварювання алюмінію, в залежності від особливостей її призначення, виготовляється з орієнтуванням на два основні стандарти:
- ГОСТ 14838-78 - ця присадний зварювальний дріт призначається для проведення холодної висадки з алюмінію і сплавів з його підвищеним вмістом.
- ГОСТ 7871-75 - присадний, а саме, дріт для зварювання алюмінію і його сплавів.
Для того щоб провести зварювання одного конкретно взятого сплаву, в більшості випадків застосовуються (з орієнтуванням на вимоги), кілька марок дроту.
Але, як показує практика, найбільш раціонально застосування дроту, яка має універсальне призначення.
Така присадний дріт без орієнтування на високий ступінь своєї універсальності і здатна забезпечити з'єднуються фрагменти швами з високими якісними показниками провідних характеристик і значень. Серед них особливо варто звернути увагу на такі важливі параметри, Як:

Дріт для зварювання алюмінію TELWIN
- високий ступінь стійкості до гарячих тріщин;
- міцність;
- показники пластичності;
- опірність шкідливим корозійних процесів.
В даний час асортимент сплавів, виготовлених із застосуванням алюмінію досить великий.
Відомо, що існує ряд узагальнених вимог, які пов'язані з процесом підготовки до зварювання.
2 Про особливості матеріалу
При використанні дроту для зварювання алюмінію, кромки і ділянку розташований навколо шва, ретельно піддається детальної зачистці.
Ці дії починаються безпосередньо перед початком зварювального процесу. Справа в тому, що такий метал, як алюміній в найкоротші терміни піддається покриттям тонкого шару оксиду (Al2O3).
Для цього процес зварювання виробляється в штучно створеному середовищі спеціальних захисних інертних газів, найбільш вживаний з яких - аргон.
При проведенні зварювання за допомогою дроту формується одна обов'язкова вимога, слідувати якому потрібно неухильно.
Це своєчасне використання. Після того, як упаковка буде розкрита, час зберігання продукту повинно буде бути зведене до мінімуму.
Це пов'язано з тим, що алюмінієва поверхня дуже швидко піддається окислювальним процесам, що безпосередньо пов'язано з погіршенням якісних характеристик дроту.
Особливо акуратно з нею варто звертатися при високому рівні вологості повітря. У харчовій промисловості та в суміжних з нею галузях алюмінієва зварювання деталей, виготовлених з алюмінію, поширена досить-таки широко.
Сам процес зварювання, в якому поєднуються вироби, виконані із застосуванням нержавіючої сталі і сплавів, що володіють високим ступенем жароміцності, проводиться за безпосередньої участі спеціального полуавтомата.
В ньому міститься необхідна кількість захисного газу. Всі типи зварювального дроту виробляються за такою технологією, яка формує у виробах велике процентне співвідношення високолегованої сталі, що відрізняється високими жароміцними характеристиками.
У всіх випадках до складу цієї стали входить кремній і вуглець. Завдяки включенню до складу зварювального дроту кремнію в рази зростає показник міцності отриманого зварювального шва і інші його якісні характеристики.
Наявність сполук вуглецю усуває освіту межкристаллической корозії. Крім перерахованих елементів алюмінієва присадний дріт може містити в своєму складі нікель і хром.
Цей вид виробів відрізняється високим ступенем стійкості до корозійних процесів. Її застосовують в таких сферах, як:
- машинобудування;
- харчова промисловість;
- легка промисловість;
- нафтова промисловість;
- суднобудування.
Варто також відзначити, що представлена алюмінієва високоякісна присадний дріт активно застосовується в механізованому процесі дугового зварювання.

Представлена різновид зварювального дроту здатна проявляти високі показники кожної окремо взятої зварювально-технічної характеристики, загального рівня стабільності механічних властивостей швів, і загальний рівень надійності отриманого зварного з'єднання.
При цьому, більшість професійних зварювальників відзначають, що алюміній є найбільш вибагливим металом в зварювальному справі.
Цей матеріал виділяється цілим рядом особливих властивостей, які потрібно знати і враховувати для ефективного проведення робіт.
При нагріванні цей матеріал не змінює свій початковий колір і відрізняється, на відміну від більшості металів, широким діапазоном температур плавлення.
Цей матеріал відомий своїми немагнітними властивостями. Зараз у продажу найбільш часто зустрічається зварювальний дріт з алюмінію для напівавтоматів. Вона найбільш часто застосовується в зв'язці з цими агрегатами.
2.1 Нюанси застосування
Уже згадувалося, що у всіх питаннях, пов'язаних з проведенням зварювальних робіт, алюміній по праву вважається одним з найбільш примхливих матеріалів.
Виходячи з ряду таких особливостей, зварювання його елементів проводиться із застосуванням електродів особливого виду.
В цьому випадку, в якості такого особливого електрода, виступає алюмінієва зварювальний дріт. Вона виготовляється з таких поєднань елементів як алюміній і марганець, алюміній і кремній, алюміній і магній.
Сфера застосування представленого витратного матеріалу безпосередньо залежить від того, який з додаткових елементів міститься в його складі.
Наприклад, та дріт, яка містить в собі сплав кремнію і алюмінію проводиться з орієнтуванням на маркування СВ-АК5.
Найчастіше представлена різновид витратного матеріалу застосовується при здійсненні монтажу Авіаль, плит опорного призначення і блоків ДВС.
У тому випадку, коли марганець вступає в зв'язок з алюмінієм, проводиться дріт під маркуванням СВ-АМ5.Представленний тип виробів характеризується наявністю високих характеристик міцності і сильною стійкістю до шкідливого впливу вологи.
Виходячи з таких специфічних властивостей, такий дріт для зварювання активно використовується в таких галузях як суднобудування і пивоварна промисловість.
У тому випадку, коли виготовлення представленої зварювального дроту характеризується присутністю в її хімічному складі магнію, на виході формується продукція з маркуванням СВ-АМР.Як і вищеописані два різновиди, ця також характеризується досить широким спектром галузей застосування.
Виняток становлять ті випадки, при яких значення рівня теплового впливу на отриманий шов дорівнюватиме 800ºC. Якщо виникає необхідність у зварюванні або наплавленні виробів виконаних з застосуванням алюмінію, то застосовується спеціальний різновид електрода.
Вона представлена у вигляді алюмінієвої зварювального дроту з суцільним перерізом. Представлена різновид дроту повсюдно застосовується як при проведенні механічної, таки при здійсненні дугового зварювання в середовищі, наповненою захисними газами.
Коли проводиться зварювання різних конструкційних деталей з алюмінію, то застосування такого дроту здатне забезпечити високі показники стабільності отриманого з'єднання.
Теж саме відноситься і до характеристик механічних показників створеного зварювального шва. Зараз, найбільшого поширення набули такі марки виробів, як ER-4043 і ER-5356.

У більшості випадків, застосування першого типу актуально при зварюванні тих деталей, до складу яких входить кремній.
Аналогові варіанти представлені маркуванням СВ-АК5 і СВ-АК6. Другий різновид в більшості випадків задіюється при зварюванні і наплавленні тих деталей, до складу яких входить магній.
Є альтернативні вироби, які випускаються під маркуванням СВ-Amr5. Зварений шов, отриманий за сприяння такого витратного матеріалу, має досить високі показники міцності.
Вони перевершують значення виробів марки ER-4043. Представлена зварювальний, присадний алюмінієвий дріт може бути використана не тільки як основний електрод, а й як матеріал, з допомогою якого миє проводитися присадка.
У тому випадку, коли маркування вироби підбирається в суворій відповідності з конструктивними особливостями і вимогами, то отримане зварене з'єднання буде дуже якісним і дуже довговічним.
Такий зварений шов завжди відрізняється досить високим рівнем механічної міцності, герметичністю і максимальною стійкістю до шкідливого впливу корозійних процесів.
А наявні слабко виражені магнітні властивості представленого витратного матеріалу і отриманого згодом шва сприятимуть збереженню естетично приємного зовнішнього вигляду всієї конструкції.




