Пожежна безпека при проведенні зварювальних робіт
В наявності на складі!
Висока продуктивність, зручність, простота в управлінні і надійність в експлуатації.
Зварювальні екрани і захисні шторки - в наявності на складі!
Захист від випромінювання при зварюванні і різанні. Великий вибір.
Доставка по всій Росії!
Найбільшу пожежну небезпеку становить дугова електрозварювання відкритої дугою, при якій від дуги в різні боки розлітаються розпечені частки металу. Відомі випадки загоряння від іскор зварки промаслених чи просочених бензином ганчірок, обтиральних дрантя, паперу, тирси, які перебувають на відстані 3-4 м від місця зварювання: при зварюванні на висоті іскри відлітають від дуги на 5 м в більш.
Сварка в середовищі вуглекислого газу, що плавиться також супроводжується сильним розбризкуванням металу, особливо при малій щільності струму. Певною мірою пожежонебезпечні контактна, електрошлакове та інші види зварювання, розбризкують під час процесу металеві розпечені частинки.
Пожежонебезпечні різні види зварювання і наплавлення не тільки через відлітають розпечених металевих частинок, по і через можливість виникнення пожежі через несправність зварювального устаткування. Так, при неправильному пристрої зворотний провід, що з'єднує апарат з виробом, його опір проходженню струму може виявитися вище, ніж опір інших обхідних шляхів, і тоді частина зварювального струму (Так званий блукаючий струм) протікає по цим новим шляхам, що призводить до іскріння і нагрівання місць зі значним перехідним опором. В результаті цього може статися займання горючих матеріалів, розташованих в зоні проходження зворотний провід. Відомий випадок, коли при використанні в якості зворотного проводу труб центрального опалення загорілися горючі матеріали, що знаходяться в коморі, хоча комора знаходилася на першому поверсі, а зварювання велася на третьому.
Займання може походити від електрозварювальних робіт, Що влаштовуються тимчасово в погано захищених від пожежі приміщеннях, поблизу легкозаймистих матеріалів і речовин або при безпосередній зварці ємностей з-під рідкого палива. Перед зварюванням ємності (бензобаки, каністри, цистерни, бочки і т. П.) Необхідно ретельно очистити, промити розчином каустичної соди, пропарити, просушити і провентилювати. Інакше може утворитися вибухонебезпечна суміш парів горючої рідини з повітрям, яка в процесі зварювання під дією нагрівання або внаслідок підвищення температури може спалахнути і привести до вибуху ємності.
Промивання ємностей з-під горючої рідини виробляють 10-12% -ним розчином каустичної соди або тринатрійфосфату. Застосовують також продування посудин сухою парою. Пропарювання бідонів, каністр, іншої дрібної тари проводиться протягом 30-35 хв, бочок та інших посудин ємністю 20-200 л - протягом 2-3 ч. При неможливості застосувати пар допускається заповнення ємностей водою на 80-90% обсягу і потім кип'ятіння води протягом 3 ч. Ефективність очищення повітряного середовища ємності перевіряють лабораторним аналізом.
У деяких випадках, коли рідке паливо знаходилося в судинах тривалий час, описана вище підготовка судин під зварювання буває неефективною, тому коли це можливо, посудину перед зварюванням заповнюють водою до максимально можливого рівня і тим самим одночасно значно скорочують вибухонебезпечних зон. Щоб запобігти підвищенню тиску всередині судини і особливо поблизу місць зварювання, треба залишати відкритими всі люки, вентилі, пробки для вільного виходу нагрітих газів назовні.
При заварці ємності зовні досить ефективним є заповнення ємностей вихлопними газами карбюраторних двигунів, в яких немає достатнього для горіння кількості кисню. Для повного витіснення повітря з тари місткістю до 300 л потрібно 4 хв, 350 - 500 л - 6 хв, 500 - 700 л - 9 хв, а на кожні 1000 л - по 12 - 15 хв. Під час зварювання газ подають у заварювати ємність безперервно при роботі двигуна на малих обертах. Відведення газів в атмосферу проводиться через газовідвідну трубу автомобіля, спускное отвір паливного бака, заливну горловину і т. П. Між вихлопною трубою і шлангом, по якому проходить в ємність газ, необхідно встановлювати іскроуловлювачів. Заварку тари з-під хімікатів також виробляють після повної промивки судин нейтралізують складами і повного очищення стінок від залишків кислот і лугів.
Кожен зварювальник повинен пам'ятати про те, що в пожежо-і вибухонебезпечних місцях зварювальні роботи можна проводити лише після ретельного прибирання вибухо- і пожежонебезпечної продукції, очищення апаратури і приміщення, повного видалення вибухонебезпечних запилювання і речовин, легкозаймистих і горючих рідин і їх парів. Приміщення необхідно безперервно вентилювати і встановити ретельний контроль за станом повітряного середовища шляхом проведення експрес-аналізів і застосування для цієї співали газоаналізаторів. Зварювальні роботи поза зварювального цеху можуть проводитися тільки за погодженням із заводською пожежною охороною, яка вказує, які заходи пожежної безпеки треба прим'яти перед початком робіт.
Місця, відведені для проведення зварювальних робіт і установки зварювальних агрегатів і, повинні бути очищені від легкозаймистих матеріалів в радіусі не менше 5 м. При проведенні зварювальних робіт в будівлях, спорудах та інших місцях при наявності поблизу або під місцем цих робіт легкозаймистих конструкцій останні повинні бути надійно захищені від загоряння металевими екранами або іншими захисними пристроями, при цьому повинні бути вжиті заходи, що зменшують утворення іскор і попадання їх на конструкції, що згорають.
При проведенні зварювальних робіт забороняється користуватися одягом і рукавицями зі слідами масел та жирів, бензину, гасу та інших горючих рідин, зберігати в зварювальних кабінах спецодяг, горючі рідини та інші легко згорають, матеріали або предмети. Забороняється також проводити зварювання свіжопофарбованих конструкцій до повного висихання фарби, зварювання апаратів і комунікацій, що знаходяться під напругою, заповнених горючими і токсичними матеріалами, негорючими рідинами, газами, парами, повітрям, що знаходяться під тиском.
Перед початком роботи зварнику треба перевірити справність зварювальної апаратури, підготовленість робочого місця в протипожежному відношенні: наявність засобів пожежогасіння, внутрішніх пожежних кранів, піску, вогнегасників. якщо робоче місце не підготовлене, до робіт приступати не можна. Під час роботи не слід допускати попадання іскор розплавленого металу і розкидання електродних огірків на горючі конструкції і матеріали, а після роботи треба ретельно оглянути робоче місце.
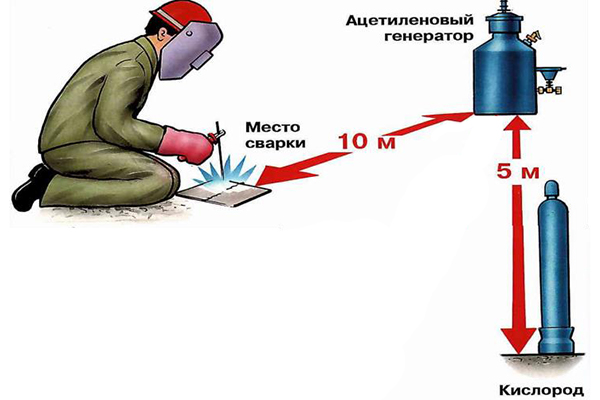
Основними джерелами пожежо- та вибухонебезпечне при газової зварюванні і різанні металів можуть бути вибухи ацетилено-повітряної суміші при неправильному поводженні з ацетиленовими генераторами, карбідом кальцію і пальниками, при зворотному ударі полум'я. Необхідно стежити, щоб водяний затвор завжди був наповнений водою до необхідного рівня. Після пуску води в реторту з карбідом слід продути її газом. Забороняється працювати до включення водяного затвора або при несправному водяному затворі. Не можна переповнювати карбідом секції завантажувальних коробок або застосовувати карбід не тієї грануляції, яка вказана в технічному паспорті генератора. Необхідно стежити за тим, щоб корпус генератора і резервуар, з якого подається вода в камери, завжди були заповнені достатньою кількістю води. Відкривати камери для перезарядки слід тільки тоді, коли з пробного крана камери буде виходити вода. Перед відкриттям кришки потрібно знизити тиск в камері, випустивши газ через пробний кран. Не можна перевантажувати генератор, працюючи з витратою ацетилену вище встановленої межі. Забороняється до одного водяному затвору приєднувати кілька пальників або різаків. Слід ретельно промивати генератор від вапняного мулу не рідше двох разів на місяць при щоденній роботі генератора.
Особи, які не склали випробування зі зварювальних робіт, а також які не пройшли попередню перевірку знань ними правил пожежної безпеки, до виконання зварювальних робіт, навіть тимчасових, не допускаються.
Зварювальні роботи відносяться до одних найбільш небезпечних процедур, що виконуються на промисловому або побутовому об'єкті, з точки зору пожежної безпеки. У процесі їх проведення постійно присутня ймовірність виникнення загоряння, яке може статися від розпеченої електричної дуги, полум'я газового різака або розпалених частинок металу, що утворюються в процесі зварювання. Крім того, що зварювальні роботи можуть спровокувати пожежу, вони відрізняються ще й високим рівнем травматизму, який може отримати зварювальник, виконуючи свою роботу. З огляду на перелічені фактори, пожежна безпека при зварювальних роботах є важливим аспектом, який слід враховувати, перед тим як приступити до зварювання.

Пожежна безпека при проведенні зварювальних робіт
Необхідний рівень пожежної безпеки при проведенні зварювальних робіт може забезпечуватися за рахунок реалізації певних заходів, загальна мета яких спрямована на те, щоб:
- попередити виникнення загоряння;
- виключити поширення вогню на велику площу;
- створити умови для швидкої ліквідації пожежі, якщо він все-таки вознікнул;
- забезпечити захист зварників від опіків і травм при виконанні зварювальних процедур.
Згідно зводу правил, що описують пожежну безпеку при виконанні зварювання, на об'єкті, де вони виконуються, повинні бути створені такі умови, які мінімізують ризик загоряння і дозволяють максимально швидко ліквідувати вогонь, якщо сталося загоряння. Комплекс необхідних заходів включає в себе наступні:
- організаційні;
- технічні;
- експлуатаційні;
- режимні.
- Організаційні заходи передбачають проведення навчань зварників правилам пожежної безпеки на об'єкті, розробку правил дії робочого персоналу в разі виникнення загоряння, проведення інструктажів про підготовку робочого місця, щоб уникнути займань під час зварювальних процедур і. пр. Завдяки ефективному проведенню такого роду заходів пожежна безпека зварника і об'єкта може забезпечуватися на дуже високому рівні.
- Технічні заходи передбачають дотримання всіх правил і норм по використанню зварювальної техніки, Підготовці систем харчування зварювальних апаратів, Вентиляційних систем, захисного заземлення та ін.
- Експлуатаційними заходами передбачається правильне використання обладнання, коректний вибір робочих режимів, періодичні технічні роботи і обслуговування використовуваної техніки.
- Режимні заходи щодо забезпечення пожежної безпеки передбачають установку відповідних правил на об'єктах, які повинні беззаперечно виконуватися всіма персоналом.
Висота точки зварювання над рівнем підлоги
Правила пожежної безпеки при проведенні зварювальних робіт передбачають обов'язкову підготовку місця, де буде проводитися зварювання. Потрібно очистити певну ділянку робочої поверхні від займистих речовин і матеріалів, які можуть спалахнути, коли на них потрапляє розпечений метал. Нижче, в таблиці наведено радіус площі робочого місця, яке очищається, в залежності від того, на якій висоті розташовується точка зварювання.

Готує устаткування перед зварюванням
Устаткування, за допомогою якого і на якому будуть проводитися зварювальні роботи, має бути певним чином підготовлено.
Установки, які будуть використані для електрозварювальних робіт, повинні бути оснащені контактором або рубильником, приладом для вимірювання робочого струму, а також запобіжником в первинному ланцюзі. Всі електричні підключення повинні здійснюватися допомогою болтових з'єднань, використовуючи мідні кабельні наконечники.
Устаткування, яке призначене для зварювання за допомогою газових генераторів, може застосовуватися на відкритих майданчиках або в добре провітрюваних приміщеннях. Балони з використовуваним газом повинні бути герметизовані, а тиск всередині не повинно перевищувати норму. Для максимальної безпеки їх слід захищати від місця зварювання і розташовувати не ближче 10 м до нього.
Захист від опіків при проведенні зварювальних робіт
Безпека при проведенні зварювальних робіт передбачає обов'язковий захист для зварника, яка дозволить уникнути травматизму пов'язаного з отриманням різних опіків. Для захисту застосовуються:
- окуляри, шоломи і щитки для захисту очей і обличчя;
- туфлі з прогумованої підошвою і гумові чоботи для захисту ніг;
- каски для захисту голови;
- захисна форма, що виключає опіки частин тіла;
- респіратори та маски для захисту органів дихання.
Вибухобезпека зварника
Пожежна безпека зварника передбачає також його ефективну вибухозахист. Вибухи під час зварювання можливі в наступних випадках:
- якщо неправильно експлуатуються, зберігаються або перевозяться балони з стиснутим газом;
- при зворотному ударі полум'я в ацетиленовому генераторі, якщо не спрацював захисний водяний затвор;
- якщо на штуцері кисневого балона або редукторі з'явиться масло;
- в разі потрапляння на балони з газом прямих сонячних променів або впливу високих температур;
- якщо тиск в балоні буде вище допустимої норми.
Щоб уникнути травматизму зварника від вибуху перед початком роботи слід переконатися в тому, що виключається виникнення однієї з перерахованих ситуацій.
Якщо ж біда все-таки трапилася, то вберегти від сильних травм допоможуть захисні засоби, які були перераховані вище.
Види газів для зварювання
Для здійснення зварювальних робіт можуть застосовуватися різні горючі гази. Серед основних слід зазначити:
- ацетилен;
- водень;
- метан;
- пропан;
- бутан;
- нафтовий газ;
- коксовий газ.
Крім перерахованих газів, для зварювання можуть використовуватися також і гасові або бензинові пари.
В якості захисних газів використовуються наступні:
- аргон;
- азот;
- гелій;
- вуглекислий газ.
Застосування захисного газу дозволяє виключити окислення місця зварювання, забезпечуючи високу надійність шва.
Інструкція по експлуатації балонів з газом
Якщо для зварювання використовується газовий агрегат, то однією з умов, що гарантують безпеку під час зварювальних робіт, є правильна експлуатація газових балонів. Правила їх використання передбачають:
- персонал, який використовує і обслуговуючий балони, повинен бути проінструктований і навчений поводженню з такого роду вибухонебезпечними пристроями;
- балони слід зберігати в спеціальних приміщеннях або на відкритому просторі, виключивши їх нагрівання і опромінення сонячними променями;
- при розташуванні балона в робочому місці або для зберігання він повинен знаходитися більш ніж в 5-ти метрах від відкритого полум'я або більше 1-го метра від опалювальних радіаторів;
- не допускається використовувати балони з тиском вище норми, а також при тиску нижче гранично допустимої залишкового тиску;
- випуск газу з балона допускається здійснювати тільки через спеціальний редуктор, передбачений для даного виду газу.
Допустимі залишкові тиски в ацетиленових балонах
Правила пожежної безпеки при проведенні зварювальних робіт обмежують не тільки максимальний тиск в балоні з пальним газом, а й значення залишкового тиску. Забороняється відбирати газ-ацетилен з балона повністю. Його можна витрачати до залишкового тиску, величина якого, в залежності від температури зовнішнього повітряного середовища, становить наступні значення.
висновок
Правила пожежної безпеки при проведенні зварювальних робіт є важливим аспектом, який гарантує захист зварювальника від травматизму та опіків, які трапляються, якщо не виконувати покладені на рекомендації. Звід правил по пожежної безпеки - це не просто один з численних документів, а ті вимоги, виконавши які, людина залишиться неушкодженим, а його робота буде відрізнятися високою якістю. Крім цього, виконання правил пожежної безпеки під час зварювальних робіт виключить виникнення пожежі та пошкодження майна об'єкта, на якому проводяться зварювальні роботи.
Найбільш часті причини пожеж та загорянь при проведенні вогневих робіт - це: потрапляння бризок розплавленого металу, полум'я пальника, різака або електродних огірків на займисті матеріали і конструкції; нагрів важкогорючих конструкцій і комунікацій зварювального обладнання до температури займання цих матеріалів; наявність в повітрі приміщення горючих газів, суспензій, пилу; парів легкозаймистих і горючих рідин.
Зварювання та різання супроводжуються утворенням бризок розплавленого металу, які, наприклад, при зварюванні на висоті 10 м над рівнем поля розлітаються на 8 ... 12 м, а при різанні - на 10 ... 14 м. Бризки можуть розлітатися на відстань до 16 м за рахунок багаторазового рикошету.
Відстані від зони зварювання і різання, в межах яких не повинні знаходитися горючі матеріали, наведені в табл.
флюс захисний газ зварювальник
Таблица3. Мінімальні відстані від зони зварювання і різання до горючих матеріалів, м
Температура розлітаються бризок перевищує 1700 ° С, тому вони здатні запалити будь-який горючий матеріал. Через малі розміри бризок теплосодержание їх невелика, але такі матеріали, як марля, вата, клоччя, обтирочная дрантя за час існування бризок (3 ... 5 с) починають тліти і можуть спалахнути.
Для зменшення радіусу розльоту бризок рідкого металу, а також захисту горючих конструкцій і матеріалів місце зварювання необхідно огороджувати екранами або брезентовими фіранками (ширмами). На робочому місці не можна зберігати легкозаймисті та горючі рідини і матеріали. На робочому місці не повинно бути дрантя, промасленого обтирального матеріалу або інших горючих відходів, а спецодяг і рукавиці зварника не повинні мати слідів масел та інших горючих рідин. У вибухопожежонебезпечних місцях зварювальні роботи можна проводити тільки після ретельного прибирання вибухо- і пожежонебезпечної продукції, очищення апаратури і приміщень від вибухонебезпечного пилу і речовин.
При проведенні тимчасових зварювальних робіт на висоті необхідно захищати від займання нижележащие поверхи, майданчики, очищаючи їх від горючих матеріалів і будівельних відходів. Отвори, через які можуть проникати іскри, необхідно закладати негорючими матеріалами. Якщо у місць проведення зварювальних робіт знаходяться займисті конструкції, то вони повинні бути надійно захищені від загоряння металевими екранами або политі водою. Недогарки електродів необхідно складати в спеціальний металевий ящик, встановлений на робочому місці. Неприпустимо вибивання недогарка з електродотримача електродом або ударом об зварювану конструкцію.
Для попередження загоряння при зварюванні і різанні необхідно ретельно готувати місце проведення робіт, особливо, якщо вони здійснюються тимчасово, звертаючи особливу увагу на зварювальну ланцюг. Для складання зварювального кола необхідно застосовувати кабелі з непошкодженою ізоляцією і механічно міцними сполуками. Зварювальні кабелі допускається з'єднувати тільки опресування, зварюванням, пайкою, а також спеціальними сполучними муфтами. зварювальний кабель до зварюваної конструкції приєднується висновками заземлення, а до джерела зварювального струму - кінцевими з'єднаннями. Елементи, необхідні для зварювального кола та безпечного виконання зварювальних робіт, входять в набори інструментів зварника КІ-3101У1 і Енні-300.
Зварювальні кабелі розміщуються від кисневих трубопроводів на відстані не менше ніж 0,5 м, а від ацетиленових або інших горючих газів - не менше 1 м. Відстань можна скоротити в 2 рази при укладанні трубопроводу в захисну металеву трубу.
Зворотним проводом від вироби до джерела струму можуть служити сталеві шини будь-якого профілю, зварювальні столи, стелажі та сама зварювальна конструкція. Поєднання зворотний провід і площа контактів між його елементами повинні забезпечувати безпечне по нагріванню і без іскріння проходження зварювального струму. З'єднання елементів, що утворюють зворотний провід, слід виконувати болтами або зажимами. При проведенні зварювальних робіт в пожежонебезпечних приміщеннях зворотний провід повинен бути ізольований не гірше, ніж прямий провід, що приєднується до електродотримача. Забороняється використовувати як зворотний провід труби центрального опалення, різні трубопроводи, мережі заземлення, металеві конструкції будівель і комунікацій, так як в місцях приєднання зворотний провід, часто розташованих у займистих конструкцій, виникає перегрів, що може привести до виникнення пожежі.
Найбільш пожежонебезпечні робочі місця для тимчасового виконання зварювальних і інших вогневих робіт. Ці місця визначаються письмовим дозволом за встановленою формою, що видається тільки на одну робочу зміну. При проведенні одних і тих же робіт протягом декількох змін або днів дозвіл продовжується на кожну наступну зміну після огляду місця робіт. Особливо оформляється дозвіл на тимчасові зварювальні роботи у вихідні та святкові дні. При цьому адміністрація повинна організувати контроль за виконанням робіт.
До зварювальних робіт допускаються особи, які мають кваліфікацію електро- або газозварника відповідно до нормативних документів.
До виконання зварювальних робіт можна приступати тільки після підготовки засобів пожежогасіння, очищення робочого місця від горючих матеріалів, захисту горючих конструкцій і т.д. Після закінчення робіт необхідно оглянути робоче місце, полити водою займисті конструкції і усунути всі причини, які можуть привести до виникнення пожежі.
Після закінчення зварювальних робіт на тимчасових робочих місцях керівник, відповідальний за пожежну безпеку, повинен забезпечити перевірку місця зварювання протягом 3 ... 5ч після закінчення робіт, звертаючи особливу увагу на прилеглі горючі конструкції, з'єднання і розташовані нижче приміщення, а також на можливість поширення вогню по пустотах, каналам, комунікацій і т.п.
Особливо небезпечно проведення зварювальних робіт в резервуарах, які використовуються для зберігання нафтопродуктів або горючих рідин. Перед зварюванням резервуар повинен бути звільнений від залишків нафтопродуктів і бруду іскробезпечними інструментами (скребками, щитками, дерев'яними лопатками і т.п.), пропарений, промитий струменями води і провітрений. Після підготовки резервуара беруть на аналіз проби повітря для визначення концентрації парів нафтопродуктів.
Місце виконання зварювальних робіт повинно бути забезпечене засобами пожежогасіння в залежності від кількості, властивостей і пожежної небезпеки горючих матеріалів і устаткування. На постійних робочих місцях зварників повинні знаходитися: ящик з піском і лопатою, кошма, вогнегасники (пінні або вуглекислотні). У разі пожежі використовують внутрішні пожежні крани.
При горінні електрообладнання та ізоляції проводів для гасіння застосовують вуглекислотні, брометіловие і порошкові вогнегасники, пісок або кошму.
Для гасіння пожеж в початковій стадії їх розвитку застосовують повітряно-пінні, хімічні пінні, вуглекислотні, аерозольні та порошкові вогнегасники. Промисловість випускає повітряно-пінні вогнегасники ручні ОВП-5 і ОВП-10 і стаціонарні ОВП-100 і ОВПУ-250. Велике поширення набувають порошкові вогнегасники ОПС-10 і ОПС-100.
Основними технічними причинами електротравматизму під час зварювальних робіт є: незадовільний стан виробничого обладнання, електрозварювальної апаратури; відсутність огороджень; дефекти в установці підключають щитків (розподільчих силових шаф, пускових ящиків або щитків з рубильником і запобіжниками); несправність або відсутність заземлення, ізоляції електропроводки; неправильна прокладка проводів до зварювального обладнання і т.д.
Тому електрообладнання зварювальних цехів повинно відповідати правилам улаштування електроустановок, а його експлуатація - правилами технічної експлуатації електроустановок споживачів і техніки безпеки при експлуатації електроустановок споживачів, а також вказівкам інструкції заводу-виготовлювача зварювальних установок.
При електротравма і опіках необхідно негайно відомими прийомами надавати першу долікарську допомогу.
При дугового електрозварювання і особливо різанні бризки розплавленого металу розлітаються на значні відстані, що викликає небезпеку пожежі. Тому зварювальні цехи (пости) повинні споруджуватися з негорючих матеріалів, в місцях проведення зварювальних робіт не допускається скупчення мастильних матеріалів, дрантя і інших легкозаймистих матеріалів.
При газовому зварюванні і різанні можливість вибухів і пожеж обумовлена застосуванням горючих газів і парів горючих рідин, які в суміші з повітрям можуть вибухати при підвищенні температури або тиску. Ацетилен утворює сполуки з міддю, сріблом і ртуттю, які можуть вибухати при температурі вище 120 ° С від ударів і поштовхів.
При запаленні карбіду при зберіганні або транспортуванні і ацетиленового генератора для гасіння необхідно використовувати стиснутий азот або вуглекислотний вогнегасник. Для швидкої ліквідації вогнищ пожеж поблизу місця зварювання завжди повинні бути ємності з водою або піском, лопата, а також ручний вогнегасник.
Пожежні рукави, крани, стовбури, вогнегасники повинні знаходитися в легкодоступних місцях.
Пожежа може знадобитися деякий час, тому після закінчення зварювання слід уважно оглянути місце проведення робіт, що не тліє чи що-небудь, чи не пахне димом і гаром.
Техніка безпеки під час зварювальних робіт
Зварювальний апарат, електроди, кабелі, пальники і редуктори - головні матеріальні частини успішного зварювального праці. Головні, але не єдині! Зварювальні роботи представляють реальну небезпеку для здоров'я зварювальника, а ось уникнути цих небезпек зовсім не складно.
Якщо висловитися коротко, то техніка безпеки під час зварювальних робіт зводиться до очевидних істин. Не можна байдуже ставитися до свого організму. Не можна приступати до роботи і відкривати зварювальний кейс, думаючи тільки про зварювання. Спочатку подумайте про себе. Всі зварювальні шви світу не варті удару струмом в 220 вольт. І гострота зору не повернеться до зварника, який працював в напівкустарною масці, будь він хоч тричі професіонал. Так що прислухайтеся до цих рядках, ми адже про ваше здоров'я турбуємося.
Основні зварювальні небезпеки і методи їх профілактики
Електробезпека при зварюванні необхідно забезпечити для запобігання навіть випадкової можливості ураження струмом - як самого зварника, так і оточуючих (напарника і т.д.) Для цього:
Оптична безпеку. Вражаюче, але економія на зварювальних масках і окулярах зустрічається повсюдно.  Зараз розроблені відмінні маски типу «Хамелеон» (з асортиментом ознайомитися за посиланням) з автоматичним регулюванням прозорості щитка - він затемнюється тільки при запалюванні дуги. У таких масках і працювати одне задоволення, і результатработи якісний, і підносити її до обличчя туди-сюди без кінця не треба, і ступінь затемнення можна самостійно налаштувати. Так ні ж! З приголомшливим завзяттям багато початківці зварювальники хапають перед запалюванням дуги дідівський щиток - і «зайчики криваві в очах» забезпечені на кілька діб вперед ...
Зараз розроблені відмінні маски типу «Хамелеон» (з асортиментом ознайомитися за посиланням) з автоматичним регулюванням прозорості щитка - він затемнюється тільки при запалюванні дуги. У таких масках і працювати одне задоволення, і результатработи якісний, і підносити її до обличчя туди-сюди без кінця не треба, і ступінь затемнення можна самостійно налаштувати. Так ні ж! З приголомшливим завзяттям багато початківці зварювальники хапають перед запалюванням дуги дідівський щиток - і «зайчики криваві в очах» забезпечені на кілька діб вперед ...
Навіть якщо ви працюєте нечасто, купіть собі сучасну маску для комфортної, якісною та безпечною зварювання - у вас адже немає запасних очей, правда? Крім маски, не варто нехтувати очками (наприклад, ось такі), їх одягають для захисту особи при зашкуріванія виробів, що зварюються. Випадково відлетів металевий задирок або шматочок окалини може бути дуже болючим - окуляри підстрахують вас від такої неприємності.
Пожежна безпека . Сюди можна включити і захист від можливих опіків шляхом використання спецодягу, взуття, масок і спеціальних ширм. Будьте особливо уважні при запалюванні дуги і в усі час її горіння - це період підвищеної небезпеки, не відволікайтеся під час роботи. З досвідом бризок розплавленого металу при роботі буде все менше, але навіть зварювальники з багаторічним стажем не працюють з розстебнутим коміром і засуканими рукавами - врахуйте це! Не лінуйтеся надіти рукавиці навіть для контакту з удаваним холодним металом, а вже тим більше при роботі. У вас адже тільки дві руки, і опіки на них не входять у ваші зварні плани, вірно?
Спеціальна безпеку. До неї відноситься:
Захист від можливого вибуху при роботі в замкнутому просторі (металевої цистерни і т.д).
Захист органів дихання при роботі з виділенням шкідливих газів (оксиди марганцю, хрому та ін.), Для чого застосовуються респіратори типу «Сніжок», сумісні зі зварювальними масками і зручні в роботі.
Захист при можливій роботі на висоті - стандартні засоби висотної безпеки (монтажні пояси, страховка) слід використовувати в поєднанні з підвищеною обережністю. На зварника надіта спецодяг, маска, його руху і кути огляду обмежені - при висотних роботах прислів'я «тихіше їдеш - далі будеш» дуже актуальна.
Бережіть себе - недбалість може стати причиною серйозної травми. А ось майстерність цілком сумісне з обережністю і акуратністю.
Порушення техніки безпеки при проведенні зварювальних робіт часто призводить до найсумніших наслідків - пожеж, вибухів і як наслідок травм і загибелі людей.
Так само при зварюванні можливі наступні травми - ураження електричним струмом, опіки від шлаку і крапель металу, травми механічного характеру.
Для запобігання всіх цих положень важливо неухильно дотримуватися запобіжних заходів.
1. Надійна ізоляція всіх, проводів, пов'язаних з харчуванням джерела струму і зварювальної дуги, пристрій геометрично закритих включають пристроїв, заземлення корпусів зварювальних апаратів. Заземлення підлягають: корпуси джерел живлення, апаратного ящика, допоміжне електричне обладнання. Перетин заземлюючих проводів повинна бути не менше 25 мм 2. Підключенням, відключенням і ремонтом зварювального обладнання займається тільки черговий електромонтер. Зварникам забороняється проводити ці роботи.
2. Застосування в джерелах живлення автоматичних вимикачів високої напруги, які в момент холостого ходу розривають зварювальний ланцюг і подають на утримувач напруга 12 В.
3. Надійне пристрій електродотримача з гарною ізоляцією, яка гарантує, що не буде випадкового контакту струмоведучих частин електродотримача зі зварюваних виробом або руками зварника (ГОСТ 14651-69). Електродотримачі повинен мати високу механічну міцність і витримувати не менше 8000 затискачів електродів.
4.Работа в справної сухий спецодязі і рукавицях. При роботі в тісних відсіках і замкнутих просторах обов'язково використання гумових калош і килимків, джерел освітлення з напругою не більше 6-12 В.
5. При роботі на електронно-променевих установках запобігання небезпеки поразки променями жорсткого рентгенівського (майже повне) поглинання шкідливих випромінюванні, пов'язаних з горінням дуги. Особливу небезпеку в сенсі ураження очей представляє світловий промінь квантових генераторів (лазерів) так як навіть відбиті промені лазера можуть викликати важке пошкодження очей та шкіри. Тому лазери мають автоматичні пристрої, що запобігають такі поразки, але за умови суворого дотримання виробничої інструкції операторами-зварниками, які працюють на цих установках.
Захисні стекла, вставлені в щитки і маски, зовні закривають простим склом для оберігання їх від бризок розплавленого металу. Щитки виготовляють з ізоляційного металу - фібри, фанери і за формою і розмірами вони повинні повністю захищати обличчя і голову зварника (ГОСТ 1361-69).
Для ослаблення різкого контрасту між яскравістю дуги і малої яскравістю темних стін (кабіни) останні повинні бути пофарбовані у світлі тони (сірий, блакитний, жовтий) з додаванням у фарбу окису цинку з метою зменшення відображення ультрафіолетових променів дуги, що падають на стіни.
При роботі поза кабіною для захисту зору оточуючих, що працюють зварювальників та допоміжних робочих повинні застосовуватися переносні щити і ширми.
Запобігання небезпеки ураження бризками розплавленого металу і шлаку. Утворені при дугового зварювання бризки розплавленого металу мають температуру до 1800 град. С. при якій одяг з будь-якої тканини руйнується. Для захисту від таких бризок зазвичай використовують спецодяг (брюки, куртку і рукавиці) з брезентовим або спеціальної тканини. Куртки при роботі не слід вправляти в штани, а взуття повинна мати гладкий верх, щоб бризки розплавленого металу не потрапляли всередину одягу, так як в цьому випадку можливі важкі опіки.
Для захисту від зіткнення з вологою, холодної землею і снігом, а також з холодним металом при зовнішніх роботах і в приміщенні зварники повинні забезпечуватися теплими підстилками, матами, підколінниками і підлокітниками з вогнестійких матеріалів з еластичним прошарком.
Запобігання отруєння шкідливими газами і аерозолями, що виділяються при зварюванні. Висока температура дуги (6000- 8000 ° С) неминуче призводить до того, що частина зварювального дроту, покриттів, флюсів переходить в пароподібний стан. Ці пари, потрапляючи в атмосферу цеху, конденсуються і перетворюються в аерозоль конденсації, частки якої за дисперсності наближаються до димам і легко потрапляють в дихальну систему зварників. Ці аерозолі становлять головну професійну небезпеку праці зварників. Кількість пилу в зоні дихання зварника залежить головним чином від способу зварювання і зварювальних матеріалів, але до певної міри визначається і типом конструкцій. Хімічний склад електрозварювальної пилу залежить від способів зварювання і видів основних і зварювальних матеріалів.
Існують суворі вимоги в області вентиляції при зварювальних роботах. Для уловлювання зварювального аерозолю на стаціонарних постах, а де це можливо, і на нестаціонарних потрібно встановлювати місцеві відсмоктувачі у вигляді витяжної шафи вертикальної або похилої панелі рівномірного всмоктування столу з подрешеточное отсосом і ін. При зварюванні великогабаритних серійних конструкцій на кондукторів, маніпуляторах і т. П . місцеві відсмоктувачі необхідно вбудовувати безпосередньо в ці пристосування. При автоматичному зварюванні під флюсом, в захисних газах, Електрошлакового зварювання застосовують пристрої з місцевим відсмоктуванням газів.
При використанні балонів із стисненими газами необхідно дотримуватися встановлених заходів безпеки: не кидати балони, не встановлювати їх поблизу нагрівальних приладів, не зберігати разом балони з киснем і горючими газами, балони зберігати у вертикальному положенні. При замерзанні вологи в редукторі балона з СО2 відігрівати його тільки через спеціальний електричний обігрівач або обкладаючи ганчірками, намоченими в гарячій воді. Категорично забороняється відігрівати будь балони із стисненими газами відкритим полум'ям, так як це майже неминуче призводить до вибуху балона.
При виробництві зварювальних робіт на ємностях, раніше використаних, потрібно з'ясування типу зберігався продукту і наявність його залишків. Обов'язкова ретельна очистка судини від залишків продуктів і 2-3-кратна промивка 10% -ним розчином лугів, необхідна також подальша продування стисненим повітрям для видалення запаху, який може шкідливо діяти на зварника.
Категорично забороняється продувати ємності киснем, що іноді намагаються робити, так як в цьому випадку потрапляння кисню на одяг і шкіру зварювальника при будь-якому відкритому джерелі вогню викликає інтенсивне загоряння одягу і призводить до опіків зі смертельними наслідками.
Вибухонебезпечність існує і при виконанні робіт в приміщеннях, що мають велику кількість пилоподібних органічних речовин (харчової борошна, торфу, кам'яного вугілля). Цей пил при певній концентрації може давати вибухи великої сили. Крім ретельної вентиляції для виробництва зварювальних робіт в таких приміщеннях потрібен спеціальний дозвіл пожежної охорони.
Запобігання пожежам від розплавленого металу і шлаку. Небезпека виникнення пожеж з цієї причини існує в тих випадках, коли зварювання виконують по металу, закриває дерево або горючі ізолювальні матеріали, на дерев'яних лісах, поблизу легкозаймистих матеріалів і т. П. Всі ці варіанти зварювання не повинні допускатися.
Запобігання травм, пов'язаних зі складальними і транспортними операціями (травми механічного характеру). Важливе значення має впровадження комплексної механізації і автоматизації, що значно зменшує небезпеку травм такого роду.
Основні причини травматизму при складанні і зварюванні: відсутність транспортних засобів для транспортування важких деталей і виробів; несправність транспортних засобів; несправність такелажні пристрої; несправний інструмент: кувалди, молотки, гайкові ключі, зубила і т. п., відсутність захисних окулярів при очищенні швів від шлаку; відсутність спецодягу та інших захисних засобів.
Заходи безпеки в цьому випадку: всі зазначені засоби та інструменти слід періодично перевіряти; такелажні роботи повинні проводити особи, які пройшли спеціальний інструктаж; від робочих необхідно вимагати дотримання всіх правил по техніці безпеки, включаючи роботу в спецодязі, рукавицях; використання засобів індивідуального вентиляції (де це необхідно) і т. д. Важливе значення має впровадження комплексної механізації і автоматизації, що значно зменшує небезпеку травм такого роду.
Щоб було зручно працювати сварщикам потрібно дотримуватися наступних рекомендацій
1. Складання і зварювання великогабаритних секцій слід виконувати на спеціалізованих місцях, ліжках, стендах, при цьому повинні бути забезпечені достатні проходи з кожного боку конструкції.
2. При зварюванні об'ємних секцій на висоті необхідно влаштовувати лісу з розташуванням зварювального обладнання поза робочим місцем зварника.
3. Все обладнання, яке при несправному стані може опинитися під напругою, повинно мати індивідуальне заземлення з висновком до загального захисного заземлення.
4. Всі зварювальні установки повинні знаходитися під наглядом наладчика-монтера. Виправляти дефекти електрозварювального устаткування має право тільки монтер-наладчик.
5. При зварюванні великогабаритних виробів слід застосовувати захисні щити-ширми, огороджувальні місце зварювання з боку загальних проходів.
Список використаної літератури
Зварювання, Ковальов Микола Олексійович, Банников Євген Анатолійович Видавництво АСТ Росія Рік 2014 Сторінок 256
Матеріали та обладнання для зварювання плавленням і термічного різання. Підручник для початкової професійної освіти Автор Чернишов Георгій Георгійович Видавництво: Академія (Academia) дата випуску: 2012 р кількість сторінок: 240 стр.
Технологія виробництва зварних конструкцій. Підручник для студентів закладів середньої професійної освіти Автор Галушкина Валерія Миколаївна Видавництво: Академія (Academia) дата випуску: 2014 р кількість сторінок: 192 стр.
Виробництво зварних конструкцій. Підручник для студентів закладів середньої професійної освіти
www.czcm-weld.ru
www.splav.kharkov.com
електрична дугове зварювання. Підручник для початкової професійної освіти Автор Виноградов В.С. Видавництво: Академія (Academia) дата випуску діє до: 2014 гколічество сторінок: 320 стр
Контроль якості зварних з'єднань. Практикум. Навчальний посібник для студентів закладів середньої професійної освіти Автор Овчинников Віктор Васильович Видавництво: Академія (Academia) дата випуску: 2014 р кількість сторінок: 96 стр.