Основи різання металу: інвертором, плазмової, газом. Киснево-пропановий різання металу.
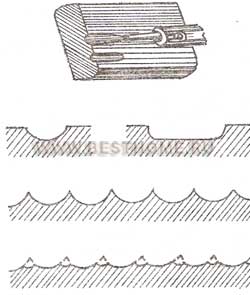
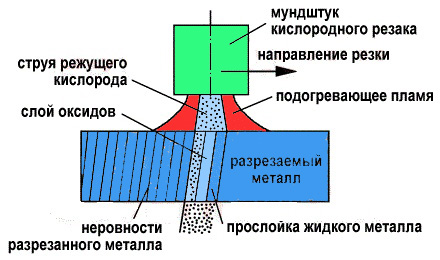
Кисневе різання - процес згоряння металів та їх сплавів в струмені технічно чистого кисню. Для цього метал уздовж лінії передбачуваного розрізу попередньо нагрівають до температури його займання в кисні. Таким чином, весь процес можна поділити на стадію підігріву ацетиленовим полум'ям (або полум'ям інших газів) і стадію різання металу струменем кисню, під час якої відбувається згорання металу, а що утворилися оксиди видуваються з ділянки розрізу. Така різка носить ще одну назву - розділова (рис. 124). Вона призначена для розкрою листів металу, оброблення крайок під зварювання, вирізки заготовок різної форми та інших робіт, пов'язаних з розрізанням металу на частини. Однак вищеописану різання можна застосовувати і для оброблення канавок, видалення поверхневого шару металу і усунення поверхневих дефектів. В цьому випадку різання буде називатися поверхневої (рис. 125).
Мал. 124.
Мал. 125.
Класифікація ризиків та установок для ручного різання
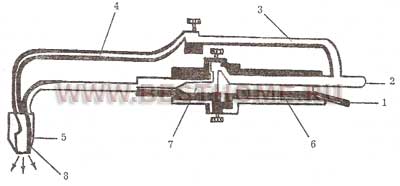
Такий інструмент, як кисневий різак, Зручно поєднує всі стадії різання і призначений для правильного змішування горючих газів або парів рідини з киснем, освіти підігріває полум'я та подання струменя чистого кисню в зону різання. Різаки класифікують за принципом змішання газів (інжекторні і безинжекторние), за призначенням (універсальні, вставні і спеціальні), по застосуванню (для ручної і машинної різання) і за видом різання (для розділової та поверхневої різання). В даний час широко використовуються універсальні інжекторні ручні різаки для розділового різання, схема будови яких представлена на малюнку 126.
Мал. 126.:
1, 2 - ніпелі, 3, 4 - кисневі трубки, 5 - зовнішній мундштук, 6 - інжектор, 7 - камера змішувача, 8 - внутрішній мундштук
За зразок взято різак середньої потужності Р2А-01, застосовуваний для ручного різання низьковуглецевої і низьколегованої сталі товщиною до 200 мм. Принцип дії пальника полягає в наступному. Ацетилен подається по шлангу до ніпеля 1, а кисень - до ніпеля 2. Від ніпеля 2 кисень йде за двома напрямками. Одна частина кисню, як і в звичайних зварювальних пальниках, потрапляє в інжектор 6, а потім в змішувальну камеру 7. В останній утворюється горюча суміш кисню з ацетиленом, який надходить через ніпель 1. Далі суміш йде по трубці, проходить через кільцевий зазор між зовнішнім 5 і внутрішнім 8 мундштуками і утворює підігрівальні полум'я. Інша частина кисню через трубки 3 і 4 просувається до центрального отвору внутрішнього мундштука 8 і створює струмінь ріжучого кисню.
У невеликих майстерень зараз використовуються спеціальні, універсальні і вставні різаки малої, середньої та великої потужності. Спеціальні різаки марок РПА-2-72, РПК-2-72, рзр-2, РК-02 можуть розрізати метал товщиною від 200 до 800 мм. Різак рзр-2 масою 5,5 кг в якості пального газу використовує пропан-бутановую суміш, максимальна витрата якої 7,5 м3 / год. Найбільша витрата кисню 114,5 м3 / ч. Інструмент має сопло для змішування кисню і пального газу. Тиск пального газу на вході в різак становить не нижче 0,05 МПа (0,5 кгс / см2), а для контролю тиску кисню є манометр. Надходження пального газу походить від розподільних рамп або від цехових магістралей. Якщо використовується магістраль, то потрібно мати пропан-бутановую рампу на 3 балона і кисневу рампу на 10 балонів. Рзр-2 застосовується для різання прибутків, поковок і виливків з низьковуглецевих і низьколегованих сталей; він здатний різати метал товщиною до 800 мм.
Різак РК-02, або гасоріз, має обігрівається подогревающим полум'ям випарник. Як пальне використовується бензин або гас (або їх суміш). Це пальне надходить з кулястого бачка БГ-02 обсягом 8 л під тиском 0,3 МПа (3 кгс / см3). Бачок має запобіжний клапан і ручний насос. Російською промисловістю різак РК-02 здійснюється у вигляді комплекту КЖГ-1 разом з бачком БГ-02 для різання з використанням тільки рідкого пального. Інструмент призначений для розділової ручного різання металургійного брухту, листового металу, рейок і скрапу товщиною до 200 мм.
Різаки РПК-2-72 і РПА-2-72 масою по 2,5 кг і довжиною 13,5 см забезпечені корпусом з внутрішнім і зовнішнім мундштуками, важелем пуску ріжучого кисню і декількома вентилями. З метою отримання широкої і м'якою струменя ріжучого кисню діаметри вихідних каналів в мундштуках і прохідні перетини трохи більше, ніж в універсальних різаках. Універсальні різаки Р2А-01 і РЗП-01, відповідно середньої і великої потужності, мають досить великі діаметри каналів мундштуків, змішувальної камери і інжектора. Різак Р2А-01 передбачає використання ацетилену, а різак РЗП-01 - бутану, пропану і природного газу.
Установки для ручного різання
Установка УФР-5 призначена для порошково-кисневої різання залізобетону товщиною до 300 мм і працює на пропан або бутан в суміші з киснем. До складу апарату входить флюсоносітель на візку, різак, кріплення для балонів і копьедержатель, призначений для фіксування труби, по якій надходить кисень. Флюс являє собою суміш двох порошків: залізного (75-85%) і алюмінієвого (15-25%); причому повітря використовується в якості флюсо-несучого газу. Глибина отвору, пропалює в залізобетоні УФР-5, може скласти 1,5 м.
Шарнірні установки АСШ ( «Вогник») і АСШ-В для кисневого різання мають пантограф, що дозволяє виробляти фігурну вирізку одночасно трьох деталей невеликих розмірів при товщині матеріалу від 5 до 100 мм при швидкості різання до 1600 мм / хв. Маса цих установок близько 350 кг, і вони забезпечують при використанні тільки одного різака перший клас точності.

127. :
а - вид спереду, б - вид збоку; 1 - візок, 2 - циклон, 3 - флюсоживильника, 4 - редуктор кисню, 5 - різак, 6 - шланги
Установка УГПР по конструкції нагадує УФР-5, однак має деякі особливості. Установка має універсальний різак Р2А-01 в блоці з механізмом подачі флюсу, а також бачок флюсоживильника з редуктором ДКС-66, які зафіксовані на візку (рис. 127). Як флюс використовується залізний порошок ПЖ, який вдувається киснем. Необхідно зауважити, що УГПР змонтована на базі установок УРХС-5 і УРХС-6.
Крім згаданих установок, є переносні машини для кисневого різання - «Гугарк», «Орбіта-2» і «Супутник-3». Дані машини представляють собою самохідні візки, що переміщаються по розрізається металу і оснащені різаком. Остання установка масою 18 кг призначена для різання сталевих труб діаметром від 190 до 1620 мм при товщині стінки від 5 до 75 мм зі швидкістю 100-900 мм / хв.
кисневе різання
Потрібно відразу помітити, що даної різанні піддаються тільки ті метали, які задовольняють наступним головним вимогам. Температура плавлення металу повинна бути більше температури займання його в кисні. В іншому випадку метал буде тільки плавитися, але не буде згоряти. Наприклад, низьковуглецевий сталь має температуру займання в кисні 1300-1350 ° С, а температуру плавлення - близько 1500 ° С. Однак підвищення кількості вуглецю в стали буде супроводжуватися збільшенням температури займання в кисні і зменшенням температури плавлення. У зв'язку з цим різання стали з підвищеним вмістом вуглецю і домішок стає проблематичною.
Температура плавлення металу повинна бути вище температури плавлення оксидів. Дана вимога необхідно для того, щоб утворюються при різанні оксиди легко видувалися киснем і не заважали подальшому окисленню і різанні. Наприклад, при різанні алюмінію утворюються оксиди з температурою плавлення приблизно 2050 ° С, а при різанні хромистих сталей - оксиди з температурою плавлення близько 2000 ° С. Цілком очевидно, що ці оксиди покривають поверхню металу і припиняють тим самим подальший процес різання.
Теплопровідність металу повинна бути якомога меншою, бо при великій теплопровідності повідомляється металу теплота швидко йде із зони різання і підігріти такий метал до температури займання буде важко.
Кількість виділяється при згорянні металу теплоти повинно бути достатньо великим, так як ця теплота нагріває прикордонні з зоною різання ділянки металу і тим самим забезпечує безперервність процесу різання. Так, наприклад, при різанні низьковуглецевої сталі 65-70% сумарної кількості теплоти виділяється від згоряння металу в струмені кисню, інші 30-35% становить теплота від полум'я, що підігріває різака.
Виниклі при різанні шлаки повинні бути досить рідкими і без праці видувати з розрізу. В'язкі і тугоплавкі шлаки будуть серйозно ускладнювати процес різання. Перед початком різання потрібно ретельно очистити поверхню металу, що розрізає від іржі, окалини, бруду і фарби. Для їх видалення необхідно повільно провести полум'ям різака по поверхні металу уздовж передбачуваної лінії розрізу. При цьому окалина відстає від металу, а фарба і масло вигорають. Після цього слід зачистити металеву поверхню щіткою.
Необхідно зауважити, що різні метали в різному ступені піддаються кисневого різання. Низьковуглецевих сталі з вмістом вуглецю не більше 0,3% ріжуться дуже добре, тоді як середньовуглецеві стали (з кількістю вуглецю не вище 0,7%) ріжуться дещо гірше. Високовуглецеві стали ріжуться з великими труднощами, а при вмісті вуглецю понад 1% різка нездійсненна без добавки спеціальних флюсів. Високолеговані газокисневої зварюванні не піддаються, для їх різання потрібно використовувати плазмодугове або киснево-флюсових різання, якій можна розрізати ще мідь, латунь, бронзу. Для оброблення алюмінію і його сплавів застосовна плазменно-дугове різання. Таким чином, після характеристики разрезаемості слід вивчити особливості технології різання різних металів в залежності від їх товщини, виду розрізається профілю, хімічного складу і деформованості в результаті високотемпературного впливу.
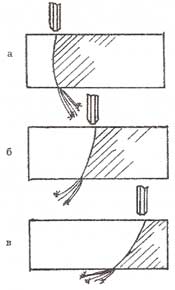
Якщо товщина металу не досягає 300 мм, то досить нормального полум'я. При товщині металу понад 400 мм довжину факела полум'я, що підігріває потрібно збільшити за рахунок надлишку припливу ацетилену. Це дозволить глибоко прогріти метал. Швидкість різання грає велику роль в ефективності виконуваної роботи. Швидкість переміщення різака повинна відповідати швидкості горіння металу. Найпростішим способом визначення швидкості буде характер викиду іскор і шлаку (рис. 128).
Мал. 128.:
а - повільна швидкість різання; б - нормальна швидкість різання; в - швидка швидкість різання
Якщо швидкість руху різака правильна, то потік іскор і шлаку виривається з розрізу прямо вниз, а кромки виходять чистими, без напливів і підплавлення. При малій швидкості потік іскор випереджає різак, а кромки розрізу плавляться і покриваються натіканнями. При великій швидкості сніп іскор відстає від різака, а метал в нижній кромці не встигає згоряти, тому наскрізне прорізання припиняється.
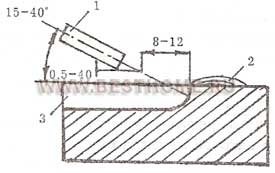
Продуктивність різання залежить і від правильного положення різака. Різка листової сталі товщиною до 50 мм виконується наступним чином. На самому початку різання на край розрізає потрібно направити підігрівають полум'я для нагріву кромки до температури оплавлення. Потім мундштук різака потрібно встановити перпендикулярно до поверхні металу, що розрізає так, щоб струмінь полум'я, що підігріває, а потім і ріжучого кисню розташовувалася уздовж вертикальної межі металу. Після прогріву металу до температури займання слід пустити струмінь ріжучого кисню. Переміщати різак потрібно лише після того, як метал буде прорізаний на всю його товщину на самому початку лінії різання.
Щоб не допустити відставання різання в нижніх шарах металу, в кінці процесу потрібно зробити кут нахилу різака в 20-30 ° в бік, протилежний його руху, а швидкість руху інструменту зменшити.
Мал. 129.:
а - початок різання; б - процес різання
Мал. 130.
Мал. 131.
При роботі з металом більшої товщини (100-200 мм) кут нахилу слід зменшити до 10-15 °. Попередній підігрів до 300-400 ° С дозволить провести різку з підвищеною швидкістю. Положення різака в процесі роботи показано на малюнку 129. Ширина і чистота розрізу залежать від способу різання і товщини металу. Машинна різання дає меншу ширину розрізу і чистіші кромки, ніж ручне різання. Чим товщі розрізається метал, тим більше ширина розрізу.
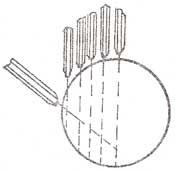
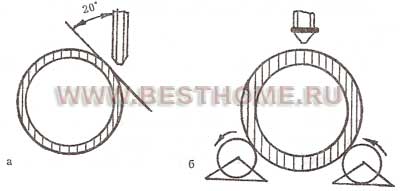
Якщо відбувається розрізання заготовок круглого перетину, то на початку різання кут нахилу різака потрібно зробити великим, а потім поступово зменшувати його в процесі роботи аж до перпендикулярного положення різака (рис. 130). Слід зауважити, що при нарізці фігурних деталей положення різака по відношенню до поверхні металу повинно бути строго перпендикулярно. При різанні декількох листів металу їх необхідно закріпити в пакет, щоб зробити процес продуктивним. Краї листів в місці початку різання потрібно скласти так, як це продемонстровано на малюнку 131.
Пропалювання отворів має ряд особливостей. При товщині металу до 20 мм спочатку потрібно виконати підігрівання до необхідної температури, потім підігрівають полум'я необхідно вимкнути, а ріжучий кисень пустити плавним відкриттям вентиля на різаку. Від гарячого металу кисень самозаймається. Такий порядок дій дозволяє запобігти зворотні удари полум'я. При товщині металу 20-50 мм лист або деталь потрібно встановити у вертикальному або похилому положенні для того, щоб стік шлакових утворень відбувався негайно. При цьому початкове отвір висвердлюється на невелику глибину. Далі хід роботи такий же, як і в попередньому випадку.
Мундштук при роботі слід тримати від поверхні металу на певній відстані. Для цього можна використовувати візок або інші пристосування, які кріпляться до голівки різака. При різанні металу товщиною до 100 мм відстань між поверхнею металу і торцем мундштука має бути на 2-3 мм більше довжини ядра полум'я. При розрізуванні металу товщиною понад 100 мм і при різанні, що виконується на газах-замінниках ацетилену, відстань слід збільшити на 30-40% для запобігання перегріву мундштука. Номери мундштуків (внутрішніх і зовнішніх) необхідно вибирати в залежності від товщини металу.
Таким чином, ручна різка може бути успішною тільки тоді, коли працює дотримується рекомендований кут нахилу різака, точно визначив місце початку різання, ретельно вибрав номера мундштуків і горючий газ.
Мал. 132.:
а - швидкісна різання; б - різання на роликах
Різання труб можна виробляти з використанням ацетилену і його замінників. При здійсненні різання трубу можна обертати роликами, як це показано на малюнку 132. На даному малюнку приведено і правильне положення різака, при якому ділянку взаємодії металу з киснем різко збільшується, а що утворюється в процесі роботи шлак нагріває прикордонні зони труби. Це, в свою чергу, дуже покращує умови різання металу. Разом з тим такий стан різака подовжує терміни попереднього підігріву металу до температури займання до 60-70 с. Щоб скоротити час нагріву, потрібно відразу ж ввести в ділянку розрізання сталевої пруток або залізний порошок. Тоді швидкість різання труб з товщиною стінки до 12 мм і діаметром 300-1020 мм складе 1,5-2 м / хв.
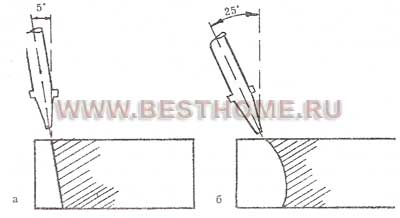
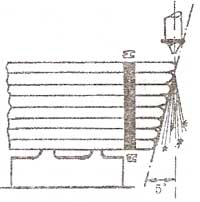
При різанні виливків і поковок товщиною 300-800 мм можна скористатися ручним різаком типу рзр-2, якому на початку різання потрібно надати перпендикулярний по відношенню до поверхні, що розрізає положення (або під кутом в 5 ° в сторону, протилежну руху). Потім слід наскрізь прорізати метал в місці початку лінії розрізу після попереднього підігріву. Далі треба почати переміщення інструменту під тим же кутом, а до кінця різу потрібно зробити кут нахилу інструменту в 10-15 ° в бік, протилежний руху, і зменшити швидкість руху. Це необхідно для остаточного прорізання кінцевої ділянки.
Деформація при різанні і боротьба з нею. Нерівномірне нагрівання та охолодження деталей або заготовок в процесі різання призводить до виникнення залишкових напруг в металі і деформації. Щоб цього не сталося, потрібно виконувати при роботі наведені нижче практичні рекомендації:
- перед початком роботи слід провести відпустку;
- різання починати завжди з найбільшою за довжиною кромки, а закінчувати на короткій кромці;
- спочатку вирізати дрібні деталі, а потім великі;
- швидкість різання повинна бути гранично високої, щоб кромки металу сильно не розігрівалися;
- вирізка отворів повинна проводитися раніше інших робіт;
- в процесі роботи здійснювати охолодження металу водою;
- перш потрібно виконувати зигзагоподібні розрізи, а потім прямі;
- перед роботою листи металу потрібно надійно закріплювати для попередження їх зміщення під впливом залишкових напружень;
- при наявності перемичок їх ліквідують після закінчення робіт з різання.
Ручна різання металів великої товщини (300-700 мм) здійснюється різаком типу рзр-2, який дає науглероживается полум'я необхідної величини. Інструмент на початку різання повинен мати нахил в сторону руху в 2-3 ° по відношенню до площини торця, а в кінці процесу - 2-3 ° в сторону, протилежну напрямку руху (рис. 133).
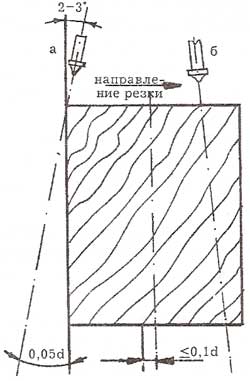
Мал. 133.:
а - перед початком різання; б - перед закінченням різання
Киснево-флюсове різання
Кольорові метали та їх сплави, чавуни, нержавіючі хромисті і хромонікелеві стали неможливо розрізати звичайної газокисневого різкою. Для цього треба використовувати плазмодугове, а краще киснево-флюсових різання. Сутність останньої полягає в тому, що в зону різання за допомогою спеціальної апаратури безперервно надходить порошкоподібний флюс спільно з ріжучим киснем. Флюс згоряє і розплавляє утворюються тугоплавкі оксиди. Крім того, флюс переводить оксиди в рідкотекучі шлаки, легко що випливають з місця розрізу. Дана різання застосовується, головним чином, для роботи з чавуном і високолегованої сталі товщиною до 70 мм.
Як флюс застосовується дрібногранульований залізний порошок марки ПЖ5М (ГОСТ 9849-74) з розмірами частинок від 0,07 до 0,16 мм (використовується для різання чавуну і міді). Для різання нержавіючих сталей до зазначеного порошку додають 10-12% алюмінієвого порошку марки АПВ. Можна використовувати і алюмінієво-магнієвий порошок (60-80%) в суміші з феросиліцію (20-40%). При різанні хромистих і хромонікелевих сталей використовується залізний порошок ПЖ5М з добавкою 25-50% окалини. При різанні чавуну можна додати до цього порошку 30-35% доменного ферофосфору. Суміш залізного порошку з алюмінієвим порошком (15-20%) і Феррофосфор (10-15%) застосовується при різанні міді і її сплавів.
Дана різання здійснюється установкою УРХС-5, що складається з різака і флюсоживильника. Установка може розрізати ручним або машинним способом високолеговані хромонікелеві і хромисті сталі товщиною 10-200 мм при швидкості різання 230-760 мм / хв. На 1 м розрізу витрата кисню становить 0,20-2,75 м3, ацетилену - 0,017-0,130 м3 і флюсу - 0,20-1,3 кг. Чавун товщиною 50 мм ріжеться зі швидкістю 70-100 мм / хв при витраті на 1 м розрізу 2-4 м3 кисню, 0,16-0,25 м3 ацетилену і 3,5-6 кг флюсу. При різанні сплавів міді отримують приблизно такі ж параметри.
Слід враховувати, що потужність полум'я, що підігріває потрібно підвищити на 15-25% в порівнянні зі звичайною газовим різанням, так як певна частина теплоти цього полум'я буде йти на нагрівання флюсу. Полум'я повинно бути нормальним або з незначним надлишком ацетилену. Від торця мундштука різака до поверхні металу повинно бути відстань в 15-25 мм. При малій відстані можливі удари і зворотні удари полум'я через відскакування частинок флюсу від поверхні і потрапляння їх в сопло різака. Крім того, може бути перегрів мундштука і внаслідок цього порушення процесу різання. Кут нахилу інструменту слід зробити в 1-10 ° в бік, протилежний напрямку різання. Для полегшення процесу різання сплави міді потрібно попередньо підігрівати до 200-50 ° С, а хромисті і хромонікелеві стали - до 300-400 ° С.
На практиці досить часто проводиться різання бетону та залізобетону. Вона виконується 2 способами: киснево-списа і порошково-списа різко. Киснево-списів різання дуже добре пропалює отвори в бетоні. Вона дозволяє отримати отвори завглибшки до 4 м при діаметрі до 1,2 м. Цією різкою можна з успіхом припікати отвори в сталевий заготівлі. При даному способі використовується сталева труба (спис), один кінець якої розігрівається до температури оплавлення і приставляється до поверхні бетону. Через спис продувається кисень, який, взаємодіючи з розпеченим торцем труби, відновлюється. При цьому виникають рідкотекучі оксиди заліза, що реагують з бетоном і перетворюються в шлаки, які потім легко видуваються. Просуваючи трубу вперед, можна пропалити необхідну отвір в бетоні.
Як списи можна використовувати газову тонкостенную трубу діаметром 10-20 мм, заповнену сталевими прутами на 60-65% її обсягу або обмотану зовні сталевим дротом діаметром 3-4 мм, а також Суцільнотягнені товстостінну трубу діаметром 20-35 мм. Дріт і прутки виконують при такій різанні ту ж функцію, що і флюс при киснево-флюсового різання. Спис нагрівається, як правило, вугільним злектродом або пальником.
Порошково-списів різання характеризується тим, що при ній використовується залізо-алюмінієвий порошок у співвідношенні 85: 25. Як і флюс, цей порошок вдувається струменем кисню в зону різання. Параметри виконуваної роботи при цьому можуть бути наступними. Так, наприклад, при прожигании отвори діаметром 50 мм і глибиною 500 мм, швидкість просування складе 120-160 мм / хв при тиску кисню 0,7 МПа, витраті порошку 30 кг / год і витраті списи (труби) 4 мм на кожен метр довжини отвори. При глибині отвору 1,5 м і тому ж діаметрі швидкість поглиблення зменшиться до 40-70 мм / хв при тиску кисню 1,0-1,2 МПа, витраті флюсу 30 кг / год і витраті списи 6 мм на 1 м довжини отвори.
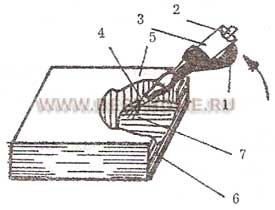
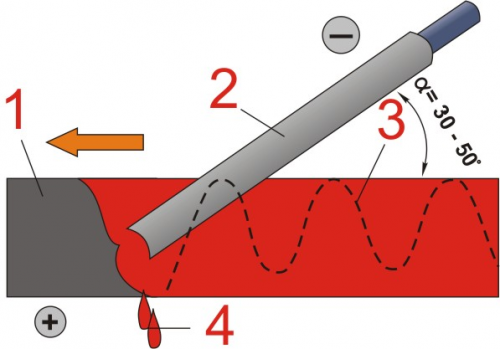
Поверхневе різання - різновид кисневого різання. Вона призначена для вирізання на поверхні металу рельєфу у вигляді однієї або декількох, роздільних або суміщених канавок. У зварювальних роботах ця різка часто використовується для вирізки дефектних ділянок швів. При даній різанні джерелом нагрівання металу буде і полум'я різака, і розплавлений шлак, який при своєму растекании підігріває глубоколежащие шари металу. Для цього виду робіт добре підходять різаки типу РПА і РПК. Режим різання і кут нахилу інструменту грають важливу роль в ефективності поверхневої різання.
На початковому етапі потрібно прогріти область розрізу до температури займання. Різак слід розташовувати при цьому під кутом 70-80 ° до поверхні металу. Перед подачею ріжучого кисню інструменту необхідно надати похиле положення під кутом 15-45 °. У процесі різання виникає осередкове горіння металу; тим самим забезпечується ефективна зачистка металевої поверхні, в тому числі і за рахунок рівномірного просування інструменту по лінії передбачуваного розрізу. Положення різака при даному виді різання детально показано на малюнку 134.
Мал. 134.:
1 - мундштук; 2 - шлак; 3 - канавка
Ширина і глибина канавки зменшуються при збільшенні швидкості різання. Крім того, глибина канавки стає менше, коли зменшується кут нахилу мундштука інструменту і при падінні тиску ріжучого кисню. Ширина канавки залежить від діаметра струменя кисню. Під час поверхневої різання потрібно зробити ширину канавки в 5-6 разів більше її глибини, щоб попередити виникнення заходів на поверхні. Якщо необхідно зачистити численні дефекти на великій площі, то в цьому випадку слід провести різку «ялинкою» за один або кілька проходів з використанням коливальних рухів різака.
Особливості повітряно-дугового різання
Повітряно-дугове різання є однією з різновидів розділового різання і заснована на виплавлення металу з ділянки різання теплотою електричної дуги, порушуємо між розрізає і електродом. При цьому струмінь стисненого повітря безперервно видаляє розплавлений метал з порожнини розрізу. Цей вид різання знайшов широке застосування при будівельно-монтажних роботах для грубого оброблення металу товщиною до 30 мм, але тільки в тому випадку, якщо не потрібно високої якості, так як ширина розрізу буде в 2-3 рази ширше, ніж при кисневого різання. Дану різання виконують і для виплавки дефектних ділянок швів, усунення літників, обробки виливків і для зачистки поверхонь. Швидкість такої різання при товщині металу 15 мм не перевищує 120-150 мм / хв. Витрата електрода становить 1,0-1,5 кг на 1 м розрізає. Схема пристрою різака для повітряно-дугового різання приведена на малюнку 135. Він має клапанне повітряно-пусковий пристрій і сопло для подачі стисненого повітря в ділянку розрізання. Струм і повітря надходять через комбінований кабель-шланг.
Мал. 135.:
1 - трубка подачі повітря; 2 - подача електродного дроту; - корпус різака; 4 - дуга; 5 - сопло подачі стисненого повітря в зону горіння; 6 - заготовка; 7 - виплавлений ділянку заготівлі
Електроди для повітряно-дугового різання представлені у вигляді вугільних, графітових, графітірованних циліндричних стрижнів або пластин довжиною від 250 до 350 мм. Обміднені електроди набагато краще за інших, так як вони менше схильні до окислення. В даний час на практиці широко використовуються 2 види ризиків: РВДм-315 і РВДл-1200. Перший апарат розрахований на струм 315 А, а витрата повітря становить 20 м3 / год. РВДм-315 має масу 0,8 кг і широкий спектр застосування. Діаметр електрода у цього апарата становить 6-10 мм. РВДл-1200 використовує струм силою 1200 А при витраті повітря 35 м3 / год. Даним апаратом можна виправляти ливарні заготовки, користуючись при цьому електродами з діаметром не менше 15-25 мм. Маса апарату 1,6 кг. Повітря надходить під тиском 0,4-0,6 МПа або від компресора продуктивністю 20-30 м3 / год і більше, або від повітряної магістралі. При цьому треба обов'язково використовувати масловологовідділювачі, так як повітря повинне бути чистим.
Для зазначеного виду різання можна використовувати як постійний, так і змінний струм. джерелами постійного струму можуть виступати зварювальні перетворювачі або однопостові і багатопостові випрямлячі. Як джерела змінного струму можуть використовуватися трансформатори з низькою напругою і чіткої вольт-амперної характеристикою холостого ходу.
Техніка безпеки при газозварювальних і газорезочних роботах
При даних видах робіт можливі такі види травматизму: ураження електричним струмом, опіки від крапель металу і шлаку, ураження очей і поверхні шкіри випромінюванням електричної дуги, удари і поранення від вибухів балонів стисненого газу і при зварюванні судин з-під горючих речовин, отруєння шкідливими газами , пилом і випарами, що виділяються при зварюванні. Для захисту від ураження електричним струмом необхідно дотримуватися таких умов.
Корпуси джерел живлення дуги, зварюються вироби та зварювальне допоміжне обладнання повинні бути надійно заземлені мідним дротом, Один кінець якого приєднують або до металевому прутки, вбитого в землю, або до загальної заземлювальної поверхні, а другий кінець приєднують до корпусу джерела живлення дуги, а саме до спеціального болта з написом «Земля».
Заземлення переносних джерел живлення здійснюють до моменту включення їх в електричну мережу, а зняття заземлення - тільки після відключення від мережі. підключення джерел зварювального струму до мережі передбачає обов'язкове використання настінних ящиків з рубильниками, зажимами і запобіжниками. Довжина проводів електроживлення не повинна перевищувати більше 10 м. Провід потрібно підвішувати на висоті 2,5-3 м. Уведення і висновки повинні бути обладнані воронками або втулками, які оберігають дроти від перегинів, а ізоляцію - від псування. Підключати та відключати електро зварювальне обладнання, А також спостерігати за їх справним станом у процесі експлуатації зобов'язані електрики. Зварникам подібні роботи виконувати забороняється.
Не можна використовувати проводи з пошкодженою і старої ізоляцією. Ізоляція повинна відповідати силі застосовуваного струму. При зовнішніх роботах зварювальне обладнання повинно знаходитися під навісом з метою захисту від снігу і дощу. При відсутності цих умов зварювання не допускається. Обов'язково слід використовувати гумовий килимок, калоші і гумовий шолом, а також наколінники і підлокітники, підшиті повстю, при зварюванні внутрішніх швів котлів, труб, резервуарів та інших закритих, а тим більше складних конструкцій. Все електрозварювальне обладнання потрібно оснастити пристроями (АСН-1, АСН-30 або АСТ-500) автоматичного відключення напруги холостого ходу або його обмеження до безпечної величини.
При ураженні електричним струмом постраждалому потрібно допомогти: перш за все звільнити його від електропроводів, забезпечити доступ свіжого повітря, а при втраті свідомості якомога швидше зробити штучне дихання і викликати «швидку допомогу». Для захисту від бризок металу і шлаку потрібно застосовувати спецодяг, а особа закривати щитком, маскою або шоломом. Потрібно зауважити, що при зварюванні горизонтальних, стельових і вертикальних швів потрібно надягати брезентові нарукавники і щільно зав'язувати їх поверх рукавів. Спецодяг зварника складається з брезентового костюма, брезентових рукавиць і шкіряній або валяного взуття. Штани повинні бути без одворотів, гладкими, з напуском поверх черевиків або валянок. Рукавиці також повинні мати напуск на рукава і зав'язуватися тасьмою.
Для захисту очей і шкіри обличчя від випромінювання електричної дуги також слід використовувати маску, щиток або шолом, так як яскравість світлових променів сильно перевищує допустиму для людського ока норму і виробляє сліпуче дію. Випромінювання невидимих ультрафіолетових променів при горінні зварювальної дуги здатне викликати протягом кількох секунд захворювання очей під назвою електрофтальмія, яке характеризується гострим болем, сльозотечею, спазмами століття, різзю в очах. Від цих променів на шкірі при тривалому їх впливі може з'явитися опік. Інфрачервоний спектр випромінювання при горінні може викликати помутніння кришталиків ока (катаракту) і опіки обличчя. Однак зазначені засоби захисту мають оглядовий отвір, забезпечене світлофільтром, який зменшує яскравість світлових променів дуги і, крім того, затримує інфрачервоні і ультрафіолетові промені. Зовні для захисту від бризок металу світлофільтр захищений простим прозорим склом.
Запобігання небезпеки вибуху. Вибух може виникнути при неправильному зберіганні, транспортуванні та використанні балонів із стисненими газами, а також під час зварювальних робіт в різних ємностях без попередньої акуратною очищення їх від залишків горючих речовин. Категорично забороняється встановлювати балони поблизу нагрівальних приладів або під сонячними променями. Балони на робочому місці повинні бути добре укріплені в вертикальному положенні, що виключає будь-яку можливість ударів і падінь. Ні в якому разі не можна відігрівати відкритим полум'ям редуктор балону з вуглекислотою і в будь-яких балонах зі стисненим газом. Відігрівання можна робити тільки ганчірками, змоченими гарячою водою.
До експлуатації повинні допускатися тільки що пройшли огляд і справні балони. Транспортування балонів може здійснюватися на спеціальних ношах або на підресорних візках. Для цього на балони навертають запобіжні ковпаки і кладуть їх на дерев'яні підкладки з гніздами, оббитими повстю. Потрібно завжди пам'ятати про те, що спільна транспортування кисневих і ацетиленових балонів забороняється.
При роботі балон фіксують у вертикальному положенні за допомогою хомутика на відстані не менше 5 м від місця зварювання. Перед початком роботи вихідний отвір балона потрібно продути. Витрачання газу необхідно здійснювати до залишкового тиску кисню не менш 0,05 МПа, а ацетилену 0,05-0,1 МПа. По завершенні роботи слід ретельно закрити вентиль балона, з редуктора і шлангів випустити газ, потім зняти редуктор, зафіксувати на штуцері заглушку і навернути ковпак на вентиль. Слід також своєчасно оглянути балони (1 раз в 5 років) і пористу масу ацетиленових балонів (1 раз в рік).
Категорично забороняється зберігати мастильні матеріали і замаслену ганчір'я поруч з кисневими балонами. Ємності з-під нафтопродуктів потрібно перед зварюванням промити 2-3 рази гарячим 10% -ним розчином лугу, а потім продути паром або повітрям для видалення запаху. Ретельну продування потрібно виробляти і перед зварюванням газопроводів.
Захист від отруєнь шкідливими газами, пилом і випарами. Забруднення повітря зазначеними факторами відбувається особливо сильно при роботі електродами з якісним покриттям. У той же час кількість пилу і газів значно менше при автоматичному зварюванні, ніж при ручному. Зварювальний пил є за своїми фізичними властивостями аерозоль, що складається з суспензії частинок мінералів і оксидів металів в газовому середовищі. Основні компоненти пилу - оксиди заліза (до 70%), хрому, марганцю, кремнію, а також фтористі з'єднання. Для організму найбільш шкідливі сполуки фтору, марганцю і хрому. З газів, що виділяються при зварюванні в робочих приміщеннях, найбільш токсичними є оксиди вуглецю, азоту, фтористий водень та інші. Тому для видалення пилу і шкідливих газів із зони зварювання і для подачі чистого повітря потрібно організувати загальну і місцеву вентиляцію. Загальну вентиляцію потрібно зробити приточно-витяжною, тоді як місцева вентиляція повинна бути з верхнім, нижнім і бічним відсмоктуванням, що забезпечує видалення пилу і газів безпосередньо із зони зварювання. Категорично забороняється працювати в замкнутих ємностях без вентиляції, яка полягає в подачі по шлангу свіжого повітря в зону роботи зварника. Кількість повітря, що подається повинна становити не менше 30 м3 / год.
при ручному дугового зварювання електродами з якісними покриттями обсяг вентиляції повинен становити 4000-6000 м3 на 1 кг витрати електродів, при зварюванні у вуглекислому газі - до 1000 м3 на 1 кг розплавляється дроту, а при автоматичному зварюванні під флюсом - приблизно 200 м3. Дозволяється користуватися природною вентиляцією в тому випадку, якщо часовий витрата електродів менше 0,2 кг на 1 м3 приміщення. Крім цього, при експлуатації газозварювального (резочного) обладнання потрібно виконувати наступні вимоги.
Перед проведенням зварювальних робіт потрібно ретельно ознайомитися з інструкціями щодо правил користування і технічними характеристиками різного устаткування (пальники, ємності, редуктори, шланги). У тому випадку, якщо ви не маєте в своєму розпорядженні достатнім для проведення зазначених робіт обсягом практичних знань, то необхідно проконсультуватися у фахівців (можна у робітника-газозварника).
Нове обладнання потрібно експлуатувати тільки протягом гарантійного терміну, який забезпечує безпеку робіт. Необхідно акуратно виконувати повторні випробування, наладку і регулювання апаратури в ті терміни, які вказані в технічному паспорті. Причому випробування і ремонт можуть проводити тільки фахівці. забороняється проводити зварювальні роботи і встановлювати устаткування близько вогненебезпечних матеріалів. В період роботи не можна залишати генератор без нагляду, а також переміщати заряджений генератор. Рухливі ацетиленові генератори потрібно встановлювати на відстані не менше 10 м від вогнищ вогню. Ці генератори необхідно монтувати строго вертикально і заправляти водою тільки до рекомендованого рівня. Завантажувати генератор карбідом кальцію потрібно тільки тієї грануляції, яка записана в паспорті машини. Після завантаження зазначеного речовини слід здійснити продувку генератора від залишків повітря. Для запобігання замерзання генератора необхідно видалити після роботи воду. Якщо генератор все-таки замерз, то відігрівати його можна тільки парою або ганчір'ям, змоченим гарячою водою, але не відкритим полум'ям. Іл потрібно вивантажувати тільки після остаточного розкладання карбіду і лише в мулові ями з написом про заборону куріння.
Наявність, справність і заправлені водяного затвора генератора - необхідна умова безпеки роботи цієї установки. Перед роботою потрібно обов'язково встановити в затворі через його змішувальний кран рівень води або низкозамерзающей рідини (30% -ний розчин хлористого кальцію у воді або 60% -ний розчин етиленгліколю у воді), яка заправляється при температурі повітря нижче 0 ° С. У водяному затворі рівень рідини потрібно встановлювати на висоті контрольного крана. Після зварювальних робіт затвор слід промити водою. Водяний затвор потрібно щотижня перевіряти на герметичність, а через кожні 3 місяці розбирати для очищення і промивання; після складання слід з'ясувати надійність ущільнення зворотного клапана.
Карбід кальцію слід зберігати тільки в герметично закритих барабанах, які повинні знаходитися в добре провітрюваних і сухих приміщеннях. При розтині барабана можна використовувати сталеве зубило та молоток для попередження утворення іскор, дуже небезпечних для ацетилено-повітряних сумішей. Дозволяється розтин тільки спеціальним ножем, причому кришку попередньо покривають маслом в місці розрізу (можна просвердлити отвір, а потім зробити виріз ножицями). Не можна використовувати і мідні інструменти, тому що ацетилен в умовах вологості може утворити з міддю ацетиленову мідь, яка дуже вибухонебезпечна навіть при незначних ударах.
Фіксація редуктора на балоні повинна здійснюватися з обережністю, щоб не зірвати різьбу; кріплення повинно бути щільним. Киснева подача в редуктор проводиться тільки при зовсім ослабленою регулювальної пружини редуктора, а вентиль потрібно відкривати повільно. При цьому стежать за тим, щоб не було витоку кисню. При виявленні будь-якої несправності її треба ліквідувати після попереднього закриття вентиля балона.
Газопідвідні шланги потрібно герметично і щільно закріпити на ніпелях стяжними хомутиками. Контроль за справністю газопроводів і шлангів повинен проводитися постійно. Категорично забороняється зменшувати тиск кисню на вході в різак нижче тиску пального в бачку; приєднувати більш одного пальника до одного затвору; користуватися різаком або пальником, що не забезпеченою зворотним клапаном, що охороняє шланг від проникнення в нього полум'я; переміщатися з працюючою пальником, а також залишати без нагляду різак або пальник з запаленим полум'ям.
Не можна починати зварювальні роботи при відсутності протипожежного інвентарю (вогнегасник, бочки або відра з водою, ящики з піском і лопата); курити в процесі роботи з карбідом кальцію, рідкими горючими речовинами і з ацетиленовим генератором; використовувати для обдування одягу кисень, а також застосовувати інструменти власного виготовлення.
Місця проведення газополум'яних робіт повинні бути добре очищені від вибухонебезпечних і легкозаймистих речовин на відстані 30 м. Самі роботи потрібно проводити на відстані не менше 1,5 м від газорозбірних постів і газопроводів, 5 м - від бачків з рідким пальним і балонів, 10 м - від пересувних генераторів. Якщо полум'я і іскри спрямовані в бік джерел живлення, то для їх захисту слід скористатися металевими ширмами. В судинах і резервуарах газополумяні роботи потрібно виконувати в азбестового або брезентовим одязі; працює в посудині повинен бути забезпечений страхувальним канатом, запобіжним поясом, засобами індивідуального захисту з припливом чистого повітря.
Даний вид різання металів відноситься до термічних способів і широко використовується при різних видах монтажних і ремонтних операцій. Особливістю газового різання (так як є і інші) є те, що з її допомогою можна працювати з заготовками значної товщини, при цьому продуктивність залишається на досить високому рівні.
Фахівці відзначають і зручність використання цього виду різання, так як технологія забезпечує повну автономність, незалежність від джерел ел / харчування. Нерідко майстер виявляється в ситуації, коли на об'єкті «харчування» є, а підключитися до нього в місці проведення робіт не виходить (не кажучи вже про польових умовах).
Перш ніж розглядати технологію процесу, варто дати загальне поняття про час газового різання. З її допомогою можна розрізати заготовки такої товщини, для яких інший спосіб не підходить (але все-таки зі збільшенням цього параметра зразків швидкість різу значно падає). Ще один «плюс» - необхідний комплект обладнання є найдешевшим. Але варто відзначити і недоліки.
При обробці металів вручну досить складно домогтися високої точності розрізу, його якості. Це під силу тільки професіоналам високої кваліфікації, які мають великий практичний досвід. Якщо майстер його не "напрацював», то в переважній більшості випадків кромки доводиться обробляти додатково.
Виконання більш «тонкої» роботи, наприклад, по криволінійному шаблоном або розрізанні листа великих габаритів з дотриманням прямолінійності, проводиться за допомогою спеціальних переносних агрегатів (газорізальних машин). Однак управляються вони все-таки вручну.
У стаціонарних умовах, на великих підприємствах, для цього служать цілі верстати з ЧПУ. З їх допомогою можна, крім того, запаювати ампули, зварювати термопари, виробляти місцевий отжиг і ряд інших операцій, виконуючи воістину «ювелірну» роботу.
Які метали (сплави) можна різати ручним способом? Практично всі, за винятком - латунь, алюміній, мідь, «нержавійка».

Розглянемо основні види газового різання металів:
киснева
Підвищення температури металу забезпечується газом-нагрівачем, а рез і видалення утворилися частинок оксидів здійснюється кисневої струменем.
Киснево-флюсова
Відмінність в тому, що до ділянки різу додатково подається флюс (). Його хімічний склад впливає на властивості металу, робить його більш «м'яким». Це значною мірою полегшує роботу з розрізання. Використовується не так часто.
Чому використовується 2 види газів? Підігрів матеріалу (металу, сплаву) проводиться ацетиленом або пропаном, а ось руйнування структури (безпосередньо розріз) забезпечує чистий кисень.
Після того, як «нагрівач» доводить температуру оброблюваної ділянки до значення приблизно в 1 000 - 1 100 ºС, на нього подається киснева струмінь, яка тут же запалюється. Процес різання матеріалу забезпечується її безперервністю і рівномірним переміщенням уздовж визначеної лінії (контуру). Різаки бувають різних моделей.

 До них може підходити або 3 шланга (2 для газу-нагрівача і 1 - для кисню), або 2 (один з яких - кисневий). Точно так само і регулювальних вентилів може бути 1 або 2. Але принцип роботи залишається незмінним, і його нескладно зрозуміти з цього малюнку.
До них може підходити або 3 шланга (2 для газу-нагрівача і 1 - для кисню), або 2 (один з яких - кисневий). Точно так само і регулювальних вентилів може бути 1 або 2. Але принцип роботи залишається незмінним, і його нескладно зрозуміти з цього малюнку.
З тим, як «вести» пальник (поступально, без відхилень), зрозуміло. Але чому так важлива саме стабільність полум'я? Якщо воно згасне, то метал почне різко остигати (особливо при роботі поза приміщенням). Отже, перш ніж повторно приступити до різання, його доведеться знову розігрівати.
Кисневе «спис»
Більш досконала методика. Суть процесу в тому, що підвищення температури в області оброблюваної ділянки забезпечується так званої «газовою трубою» (списом). Одночасно через неї, під тиском, подається кисень. Що це дає? Різання металів, що мають температуру плавлення нижче 600 0С, вищевказаними способами проводити не варто. В цьому випадку весь процес зведеться до банального видалення поверхневого шару, і наскрізного розрізу не вийде. А в деяких випадках надмірний нагрів матеріалу до високих температур може призвести до руйнування його структури.
Тому зараз нерідко і використовується дана удосконалена технологія, при якій і розігрів, і різка здійснюються паралельно. Це забезпечується застосуванням різака зі специфічним наконечником. На відміну від більш «старих» аналогів, на ньому розташовані 3 сопла. Принцип його функціонування ясний з малюнка.
Яке обладнання необхідне
- Різак газовий зі змішувачем. Як правило, для «кисневої» методики використовуються моделі Р1-01П ( «стара», для зварних робіт не застосовується!), РП2 (або 3) -01 (новіші).
- Редуктор. Служить для зниження тиску газу, що надходить до необхідного значення. На ньому кріпляться 2 манометра (вимір на вході і виході пристосування).
- Пристрій регулювання тиску.
- Балони з вентилями. В одному - кисень, в іншому ацетилен або пропан. Іноді в якості «нагрівача» використовується і суміш цих двох газів, якщо необхідно різати матеріал підвищеної міцності. Але таке обладнання коштує досить дорого.
- Шланги з'єднувальні (високого тиску).
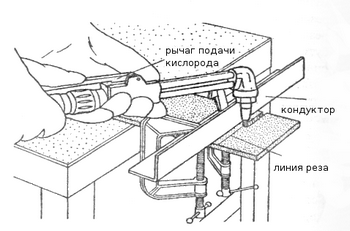
Як підвищити якість розрізу? Є досить простий і невитратний спосіб. Для цього досвідчені зварники користуються «трафаретці» (це сленгові вираз, що означає спеціальні накладки). Вони забезпечують отримання шва, близького до ідеального.
У статті дано лише загальні поняття з газового різання. Перш ніж приступати до роботи, потрібно і ще дещо знати. Наприклад, як правильно регулювати тиск, на якій відстані тримати різак, особливості роботи з різними видами металів і багато інших нюансів. Але це вже - тема для окремої розмови.
Компанія «МетіСтр» здійснює газову (кисневу) різання листів металу товщиною до 300 мм. Роботи виконуються досвідченими операторами на автоматизованому німецькому обладнанні за вигідними розцінками і зі знижками.
Послуги з газового різання металу в ТОВ «МетіСтр»
| товщина, мм | чорна сталь, руб. (Max) | чорна сталь, (руб.) min | врізка, руб. / шт. |
|---|---|---|---|
| 10 | 85 | 60 | 10 |
| 12 | 90 | 80 | 30 |
| 14 | 90 | 80 | 30 |
| 16 | 115 | 110 | 30 |
| 20 | 140 | 130 | 30 |
| 25 | 180 | 170 | 60 |
| 30 | 220 | 200 | 60 |
| 40 | 300 | 250 | 60 |
| 50 | 350 | 300 | 60 |
| 60 | 420 | 370 | 60 |
| 70 | 500 | 450 | 100 |
| 80 | 550 | 480 | 100 |
| 90 | 700 | 540 | 100 |
| 100 | 800 | 600 | 100 |
| 120 | 1100 | 700 | 300 |
| 150 | 1600 | 900 | 300 |
| 200 | 2000 (догів.) | 1300 | 300 |
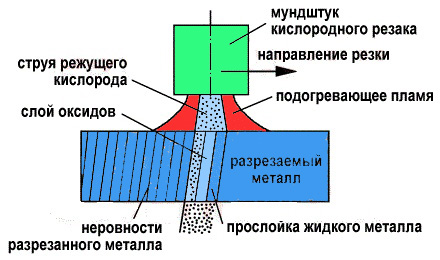
У процесі газового різання струмінь чистого технічного кисню впливає на метал, попередньо розігрітий до +1300 ° С. Вона пропалює заготовку, розрізаючи її в потрібному для оператора місці.
При газовому різанні утворюється оксид заліза, який в розплавленому стані видувається з робочої зони. Даним методом допускається обробляти будь-які вуглецеві і леговані сталі товщиною від 1 до 300 мм.
Переваги газового різання металу
Цей спосіб обробки металевих заготовок застосовується як в чорній і кольоровій металургії, так і в машинобудуванні, будівництві идругих галузях. Переваги газового різання:
- низька вартість обробки металу;
- можливість роботи з листами значною (до 300 мм) товщини;
- мінімальна ширина вироблення від струменя кисню;
- якісний розріз під будь-яким кутом до поверхні;
- додаткова обробка кромки не потрібно.
Фірма виконує дані замовлення більше двадцяти років, результатом чого є величезний практичний досвід. Сьогодні підприємство здатне переробляти методом газового різання до 20 тисяч тонн металу товщиною від 4 до 300 мм. Фахівці фірми успішно обробляють будь-яку сталь, починаючи від «Ст3», «09Г2С» і закінчуючи такими високоміцними марками, як HARDOX і WELDOX.


Досягнуті обсяги газового різання металу стали реальністю завдяки запровадженим комплексу технологічних рішень. До них відносяться:


- автоматизація даного процесу;
- використання особливо чистих технологічних газів;
- застосування сучасного обладнання (наприклад, спеціального оснащення німецької фірми Messer Cutting & Welding GmbH);
- інноваційна система газорозподілу;
- чітке дотримання технологічних інструкцій фірми Messer.
Крім цього, установки для газового різання металу, мають робочі зони 3x12 метрів, об'єднуються в локальну комп'ютерну мережу. Це дозволяє істотно оптимізувати процес розкрою і мінімізувати відходи матеріалу.
Завдяки перерахованим вище факторам підвищується якість газового різання, відсутні «напливи» металу і «завали» кромки. Також виключається надмірний перегрів оброблюваної заготовки. Для нанесення фінішного покриття після газового різання досить легкого очищення металу від окалини.
Різання металу за допомогою зварювання до певного часу застосовувалася активно, як основний спосіб обробки металевих конструкцій в домашніх умовах. Одержуваний рез не відрізнявся красою, тому застосування болгарки помітно потіснила зварювання. До перевіреного роками способу як і раніше вдаються, його можливості розширилися за рахунок використання нового обладнання.
За допомогою зварювання ріжуть метал в наступних випадках:
- в польових умовах, коли відсутні до джерела електроенергії,
- виникає необхідно розрізати дуже товстий метал,
- при різанні необхідно отримати фігуру складної форми,
- необхідно розрізати метал в важкодоступному місці.
Зварювання відноситься до універсальних процесів, виконуючи які можна як з'єднати, так і розділити деталі на частини. Найбільш застосовні в домашніх умовах наступні варіанти обладнання для різання металу:
- дугою (інвертором),
- газовим різаком,
- плазморезом.
У цій статті ми детально поговоримо про особливості, технології та основні засади різання металу зварювальним інвертором, Газового різання металу за допомогою кисню і пропану, і про плазмової різки металу. Вивчивши основні принципи роботи з різними видами обладнання ви зможете здійснити різання металу своїми руками.
різка дугою
При навчанні основам зварювання новачок найбільше боїться пропалити метал і повністю зруйнувати з'єднання. При різанні металу мета зварника саме пропалити, розрізати метал.
Для того щоб розрізати метал зварювальної дугою необхідно нагріти його до температури плавлення і видалити розплавлений метал із зони зварювання. Видалення виконується під власною вагою розплавленого металу, за рахунок тиску з боку дуги або потік повітря, що подається в зону зварювання.
Для різання металу застосовують такі електроди:
- покритий металевий,
- вугільний,
- трубчастий,
- вольфрамовий.
Цим способом ріжуть сталь, в тому числі і леговану, кольорові метали і сплави.
До недоліків відноситься низька якість різу, нерівні краї, наявність окалини. Тому, якщо метал надалі йде для створення конструкцій, кромки необхідно додатково обробити, наприклад, зачистити.
Різання виконують на тому ж обладнанні, що і зварювання, у всіх просторових положеннях. Як устаткування в домашніх умовах раніше використовувався трансформатор або випрямляч, тепер найчастіше застосовують інвертор.
Основи дугового різання
Для того щоб розрізати метал дугою встановлюють силу струму на 30-40% вище, ніж при зварюванні. Запалюють потужну дугу на верхній кромці металу і поглиблюються вниз, при цьому розрізають кромку.
Різання металу зварювальним інвертором
Для різання вибирають електрод невеликого діаметра, а ось ток, навпаки, виставляють більше ніж необхідно для зварювання. Наприклад, на діаметр електрода 2,5 мм, встановлюють 140А.
Запалюйте дугу і залишайте електрод на одному місці. Чи намагаєтеся, щоб дуга поглиблювалася, як би пропалювала метал.
Якщо пластину розмістити вертикально, розплавлений метал буде акуратно стікати. При горизонтальній різанні металу зварювальним інвертором патьоки будуть збиратися внизу пластини.
Щоб забезпечити кращий прогрів металу, при різанні вбирають прямоїполярності. У цьому випадку метал прогрівається глибоко, але рез виходить вузьким.
На відео показано, які можливості відкриваються при застосуванні різання дугою. Пластина в 10 - 20 мм завтовшки розрізана буквально за кілька хвилин з легкістю і красиво.
Різка газовим різаком
До недавнього часу газорезка металу залишалося основним способом розділу металу, особливо якщо потрібно виконати рез по складному контуру, обробити кромку або отримати отвір. Перевага в тому, що для виконання робіт немає потреби в джерелі електроенергії.
Різання металу газовим різаком виконується наступним чином: запалюють суміш кисню з пальним газом, отриманим факелом розігрівають метал в зоні різу до температури горіння, не менше 12000С. Подають струмінь кисню.

Метал запалюється і виходить лінія різу. Найчастіше для різання використовується кисень в суміші з пропаном. Газовим різанням обробляють стали, як вуглецеві, так і леговані, титанові сплави.
Газове різання металу на суміші пропану і кисню
До початку роботи метал готують: очищають бруд, жир, окалину, іржу.
Устаткування для газового різання
Для виконання газового різання потрібно менше навичок ніж при зварюванні, тому що немає необхідності забезпечувати герметичність з'єднання. З обладнання потрібно газовий різак, балони кисню і пропану.

На кожному балоні є редуктор для регулювання тиску. Газ від балона до редуктора подається по шлангу високого тиску.
Перед тим як приступити до роботи продувають шланги, щоб очистити від бруду. Всі шланги оглядають, місця з'єднання з редуктором, все роз'ємні з'єднання перевіряють на герметичність.
Перевіряють справність самого різака і продувають його киснем. Для цього під'єднують балон з киснем до місця кріплення кисневого шланга. Балон з пальним газом поки не під'єднують. Встановлюють на редукторі 5 атм і відкривають обидва вентилі на різаку. Підносячи палець до другого штуцера можна спостерігати, чи є підсмоктування. При його відсутності, канали різака необхідно продути.
Порядок роботи
Газове різання виконують, витримуючи пропорцію: 10 частин кисню на 1 частину газу. Тому встановлюють на газовому редукторі 0,5 ати, а на редукторі кисню 5 ати.
Для початку трохи відкривають подачу пропану і підпалюють газ. Соплом впираються в метал і потроху починають подачу кисню. За допомогою обертання вентилів можна встановити потужність і отримати необхідне полум'я для роботи. Чим товще метал передбачається розрізати, тим більше має бути свідченням полум'я, для чого необхідна велика подача газу і кисню.
Увага: полум'я регулюється за допомогою тиску кисню регулює, а не ріжучого.
 Палаюче полум'я підноситься до металу в тому місці, де потрібно виконати рез, витримуючи відстань між соплом і металом в 5мм. Під дією полум'я метал нагрівається до необхідної температури. Це відбувається швидко, секунд за 10. Спостерігаючи за процесом помічають, що в цей момент метал як би стає мокрим. Тільки метал запалиться, тут же включають ріжучий кисень.
Палаюче полум'я підноситься до металу в тому місці, де потрібно виконати рез, витримуючи відстань між соплом і металом в 5мм. Під дією полум'я метал нагрівається до необхідної температури. Це відбувається швидко, секунд за 10. Спостерігаючи за процесом помічають, що в цей момент метал як би стає мокрим. Тільки метал запалиться, тут же включають ріжучий кисень.
Для того щоб уникнути зворотного удару полум'я, який може супроводжуватися бавовною, включають ріжучий кисень поступово.
В цьому випадку кисень сам загориться як тільки доторкнеться до гарячої поверхні металу. На відео показано, як за допомогою газового різання можна вирізати фігури найскладнішої форми.
На якість різання впливає швидкість зварювання. Контролюють швидкість орієнтуючись на іскри в зоні різання. Якщо іскри попереду, це означає що швидкість недостатня. При високій швидкості іскри знаходяться позаду різака, в цьому випадку важко якісно розрізати заготовки.
Для того щоб виконати отвір, місце нагрівається до необхідної температури, подається ріжучий кисень. Метал запалюється. Різак подається в зону металу і пробивається отвір.
Різання металу плазмовим різаком або плазморезом
Про можливості плазмотрона добре розказано в відео. Переглянувши ролик ви обов'язково захочете мати в господарстві таке чудове обладнання, навіть незважаючи на його велику ціну.
Різання металу відбувається під дією енергії плазми. Виходить це в такий спосіб. Коли натискають кнопку розпалу, подається струм від джерела і всередині плазмотрона утворюється чергова зварювальний дуга. Через неї проходить стиснене повітря, іонізується, і плазмою виривається через сопло з високою швидкістю. Плазма має температуру понад 10 тис. Градусів і швидкість в два рази більше швидкості звуку. Цієї енергії достатньо, щоб метал розплавився і навіть випарувався.
 Оператор підносить плазморез до місця, де необхідно виконати розріз і метал починає плавитися. Швидкість ручного переміщення повинна забезпечувати розріз металу. Параметрами різання є сила струму і тиск повітря.
Оператор підносить плазморез до місця, де необхідно виконати розріз і метал починає плавитися. Швидкість ручного переміщення повинна забезпечувати розріз металу. Параметрами різання є сила струму і тиск повітря.
Подробиці про те, як виходить плазма і влаштований різак добре показано у відео.
При неправильно підібраних параметрах на кромці може утворитися окалина. Після закінчення різання відразу не відключають подачу стисненого повітря. Він подається деякий час для охолодження металу.
Технологія роботи з плазморезом
Перед початком робіт зачищають кромки, видаляють з них забруднення та іржу.
Роботи з плазмового різання будь-якого металу починають з установки сили струму. Принцип простий: сила струму розраховується залежно від товщини металу. Величину сили струму, яка необхідна для розрізання 1 мм товщини металу, множать на товщину металу, який необхідно розрізати. Якщо необхідно розрізати 25 мм стали, то необхідно 25 помножити на 4А (струм, необхідний для різу 1 мм сталі або чавуну). Разом на обладнанні виставляють 100А.

Швидкість з якою необхідно виконувати різання безпосередньо впливає на якість роботи, але залежить від уміння різьбяра. Фахівці радять на початковій стадії виконання робіт орієнтуватися на наявність іскор із зворотного боку виробу. Якщо вони відсутні, то метал прорізається в повному обсязі.

Перед тим як розпалити дугу протягом півхвилини різак продувають газом, щоб видалити бруд і можливий конденсат. Далі оператор натискає кнопку розпалу чергової дуги, вона горить 2 сек. Якщо ріжуча дуга не утворилася, процес повторюють ще раз.
Залежно від моделі підпал буває контактний і безконтактний:
- При контактному необхідно коротке замикання. Як тільки плазма вийшла з сопла між металом і електродом утворюється плазмова дуга і починається процес різання.
- При безконтактному дуга запалюється між соплом і електродом. Коли сопло наближають до металу, утворюється робоча дуга.
Під час різання необхідно підтримувати постійну довжину дуги. Якщо вона не забезпечується спеціальним упором, то цей параметр витримує різьбяр, він повинен бути від 1,6 до 3 мм.
При роботі необхідно сопло тримати до металу під кутом 900С. Для того щоб зменшити деформації на тонкому металі, Пальник тримають під невеликим кутом. Під час різання звертають увагу, щоб метал не засмічував сопло пальника.
Детально про роботу плазматрона дивіться у відео.
За допомогою розглянутих способів різання можна порізати метал по самому складному контуру. Ці роботи під силу виконати своїми руками, після невеликої теоретичної і практичної підготовки. Головне - це наявність обладнання та відповідних матеріалів.
Газове різання ручним способом - найпоширеніший, простий і досить ефективний спосіб розкрою листового металу. Якщо раніше різання листового металу здійснювалося механічними способами, наприклад, болгаркою, то в даний час вони використовуються, лише в тих випадках, коли недоступно зварювальне обладнання. Різка листа газом відрізняється від механічної більшою точністю і швидкістю, можливістю вирізати отвори, а за допомогою додаткових насадок можна робити різання під скосом, кільцеву або фігурну. Ручна газове різання листового металу популярнішим машинної за рахунок своєї низької ціни.
Послуги ручного різання листового металу здійснюються за допомогою газових пальників. Апарати для кисневої газової різання мають невеликі розміри, їх легко транспортувати і вони незалежні від джерел електроживлення, що дозволяє використовувати їх де завгодно.
Різка листового металу ручним способом високо затребувана в самих різних сферах діяльності. Вона служить для розбору металоконструкцій, вирізки заготовок або виготовлення одиничних деталей з листового прокату, оброблення крайок, обрізки відходів, перемичок і в інших випадках, коли немає можливості застосувати машинну різку або вона економічно невиправдана, наприклад, при проведенні ремонтних робіт.
Перша газовий пальник, що працює на ацетилено-кисневої суміші з'явилася в 1901 році у Франції. Вона була сконструйована інженерами Шарлем Пікаром і Едмоном Фуше. З тих пір її конструкція практично не зазнала змін.
Проста ручне різання листового металу, що не вимагає високої точності розрізів, здійснюється за допомогою найпростішого пристосування, що складається з газових балонів, Регуляторів тиску, шлангів, змішувача і газового пальника.
Різка за допомогою газового пальника може застосовуватися для розкрою листового металу товщиною до 300мм. Автогеном добре ріжуться стали, температура плавлення яких вища за температуру їх згоряння в струмені кисню, інакше метал буде плавитися до того, як почнеться його горіння в кисні. Даному умові повністю відповідають низьковуглецеві і низьколеговані сплави з часткою вмісту вуглецю до 0,3%, які плавляться при температурі 1500 ° С, а спалахують при 1300 ° С.
Газове різання листа металу ацетиленом і киснем здійснюється в кілька етапів. Перед початком роботи поверхню металу, що розрізає необхідно очистити по лінії різу від окалини, іржі, лакофарбових покриттів і інших забруднень. Потім проводиться нагрів місця розрізу ацетиленом до температури займання металу в кисні від 1000 до 1250 ° С в залежності від виду стали. Після цього на розігрітий метал направляється потужна вузьконаправлена струмінь кисню під великим тиском до 12 атмосфер. Коли струмінь досягає нагрітої поверхні, вона від дотику запалюється. Газове різання листового металу здійснюється в результаті тривалого безперервного впливу палаючої струменя кисню на метал, який окислюється, плавиться, згорає і прожигается на всю товщину. В результаті виходить порівняно широкий рез з нерівними загартованими крайками, який вимагає додаткової обробки, так як при з'єднанні металу з палаючим киснем можливе утворення окалини, напливів та оксидів.
Ручна різання листового металу автогеном в порівнянні з іншими термічними способами володіє найнижчою вартістю. Ціни на послуги ручного кисневого різання листового металу залежать від товщини і хімічного складу, що підлягає різанні металу, використовуваного обладнання, витраченого часу, виду і якості різу. Вартість різання листового металу розраховується індивідуально. Ціни на кисневу різку листового металопрокату можна дізнатися, зв'язавшись з нашими фахівцями будь-яким зручним для Вас способом.
Також в нашому сервісному металоцентрі існують такі види різання листового металопрокату.




