Plastmassa payvandlash manbalarining ultrasonik manbai. Ultrasonik payvandlash texnologiyasi. Polimerlarni qanday birgalikda payvand qilish kerak
Ultrasonik tebranishlar hozirgi kunda turli sohalarda va jismoniy hodisalarni o'rganishda keng qo'llaniladi. Ultrasonik texnologiyani rivojlantirishning hozirgi bosqichi oldindan ishlab chiqilgan usullarni takomillashtirish, ultratovush tekshiruvining yangi ilovalarini kengaytirish sifatida tavsiflanadi.
UZKning sanoatdan foydalanish ikki yo'nalishda rivojlanmoqda:
Resurslarni qabul qilish mezonlari bir necha manbalardan olinishi mumkin. Resurs plitasi odatda payvandlarning o'lchamlarini va ehtimol, manbalarning uzunligi va o'rni kabi boshqa o'lchovli ma'lumotlarni beradi. Ushbu me'yoriy talablar, odatda, hisob-kitoblarni hisoblash yo'li bilan o'rnatiladi yoki tasdiqlangan strukturalardan olinadi, ular manbaga qo'yilgan qo'shimchalarning ishlash talablariga javob beradi.
Barqarorlik va qabul qilinadigan darajadagi muammolar payvand choki sinovdan o'tkazilganda odatda payvandlash standartlari va kodlaridan olinadi. Ko'p turdagi payvandlash uchun standartlar va dastlabki kodlar ishlab chiqilgan. Muayyan dasturlarda yoki siz jalb qilayotgan sanoatda foydalanish uchun mo'ljallangan payvandlash standartini tanlash muhimdir.
past zichlikli to'lqinlardan foydalanish (kam energiyali tebranish) (0.8, 12.0 MGts), qobiliyatni aniqlash, o'lchash, signal, ishlab chiqarishni avtomatlashtirish va boshqalar.
yuqori energiyali tebranishlar (yuqori zichlikdagi to'lqinlar) moddalarga va turli texnologik jarayonlarga faol ta'sir qilish uchun - ehtiyot qismlarni tozalash, metall va plastmassali payvandlash, mexanik ishlov berish va boshqalar.
Payvandlash inspektsiyasi odatda payvandlash inspektoridan juda ko'p ma'lumot talab qiladi: manba sirtlari, payvandlash belgilarini, payvandlash, payvandlash jarayonlari, standart talablari va kodlari va sinov usullari, shuningdek, insholarni bilish. Shu sababli, ko'plab payvandlash standartlari va kodlari manba mutaxassisi rasman malakali bo'lishi yoki muayyan xizmatlar uchun zarur bo'lgan bilim va tajribaga ega bo'lishini talab qiladi. Bir qator bor trening kurslari payvandlash va bir nechta xalqaro sertifikatlash dasturlari.
Bu manba tasdiqlangan dastur. Sertifikatlash - payvandlash inspektori sifatida: odatda, bu mutaxassis tomonidan tekshiruv vaqtida payvandlash inspektsiyasini bilib olishni talab qiladi. Resurs tekshiruvining ko'lamini to'liq baholash uchun tekshirish usullari va payvandlash inspektsiyasini qo'llashning aniq sohalarini o'rganish kerak. Resurs tekshiruvini tavsiflash uchun quyidagi mavzular tanlangan.
Yuqori zichlikdagi va yuqori chastotali (MHz) ultratovush texnikasi 60 yildan ortiq qo'llanilgan.
Yuqori zichlikdagi ultrasonik tebranishlar (bir necha Vt / sm dan ko'p) va f= 18, 44 kHz taxminan 40 yil mobaynida moddalar va texnologik jarayonlarga faol ta'sir qilish uchun ishlatiladi.
Payvandlash texnologiyasida ultratovush quyidagi yo'nalishlarda qo'llaniladi:
Payvandlash jarayonini tekshirish va sinovdan o'tkazish: bu talablar uchun ishlatiladigan tekshirish turlari va ularning barcha manbalar sifatini ta'minlash tizimining muhim qismi bo'lishi mumkin. Vizual tekshiruv: odatda, eng oson, eng arzon usul bo'lib, ehtimol, to'g'ri bajarilgan bo'lsa, ko'plab ilovalar uchun payvandni tekshirish uchun yanada tejamkor bo'ladi.
Yuzaki yoriqlarni aniqlash: Penetratsion siyohni tekshirish va magnit zarralar bilan monitoring qilish kabi usullar. Ultrasonik payvandlash va rentgen nurlari tahribatsiz sinovlar deb ataladigan usullardir va odatda payvandlangan komponentni yo'q qilmasdan uning yaxlitligini o'rnatish uchun payvandning ichki strukturasini o'rganish uchun keng qo'llaniladi.
Kristalizatsiya paytida payvandlash havzasiga duch kelganda payvand chokining mexanik xususiyatlarini yaxshilash. Payvand chokining mexanik xususiyatlarini yaxshilash payvandlash metallining strukturasini maydalash va gazlarni chiqarib tashlash bilan bog'liq.
Sifatda energiya manbai Nuqta va tikuv qo'shimchalarini olish uchun (ayniqsa mikroelektronikada) ultratovush vibratsiyalari tabiiy va sun'iy plyonkalarni faol ravishda yo'q qiladi, bu esa metallarni bir oksidlangan yuzaga, lak-qatlam bilan qoplangan va boshqalar bilan payvand qilish imkonini beradi, yupqa metall folga qo'shilish mumkin.
Tahribotli Resurs Testi: Bir manba yaxlitligi yoki ishlashini aniqlash uchun ishlatiladigan usullar, odatda turli xil mexanik yoki fizik xususiyatlarni baholash uchun payvandlash komponentini kesib yoki yo'q qilish. Muvaffaqiyatli payvandlash sifati tizimining asosiy tarkibiy qismlaridan biri qattiq manba yordamida payvandlash dasturini yaratish, amalga oshirish va boshqarishdir. Faqat payvandlash va qabul qilish mezonlari sifat talablarini to'liq baholashdan so'ng test va nazorat qilishning to'liq metodlaridan foydalanish mumkin va ushbu dastur uchun malakali yoki tajribali payvandlash mutahassislari mavjud bo'lishi mumkin.
Ultrasaj payvandlash paytida yuzaga keladigan stresslarni va deformatsiyalarni pasaytiradi yoki yo'q qiladi. Ular o'z-o'zidan deformatsiyalanish ehtimolini yo'qotib, payvandlash metallining tarkibiy qismlarini barqarorlashtirishi mumkin payvandlash ishlari vaqt o'tishi bilan.
Sifatni baholash uchun payvandlangan bo'g'inlar (ultratovush etishmovchiligi) turli metallar va qotishmalar.
Metall materiallarni payvandlash sanoat texnologiyalari sohasidagi eng muhim jarayonlardan biridir. Mahsulotning sifati payvandlash nuqtalarining sifati bilan bevosita bog'liqligini bilamiz, shuning uchun payvandlash nuqtalarining holatini baholash kerak. Hozirgi tekshirish jarayoni payvandlangan bo'g'inlarni yo'q qilishdan iborat, lekin yuqori qo'shilgan xarajatlar va cheklovlar hisobga olinadigan bo'lsa, mahsulot sifatini yomonlashmasdan belgilash uchun buzilmaydigan sinovlarning turli usullarini ishlab chiqish va amalga oshirish kerak.
Nuqta nazorat qilish usuli ultratovushli payvandlash Ultrasonik to'lqinlarning ishlatilishiga asoslanadi, bu oddiy zilzilada o'lik zona bilan bog'liq muammolardan qochish mumkin bo'lgan yuqori chastotali probdan kelib chiqadigan material orqali tarqaladi. Pulsning namunadan o'tishi va pastki devordagi yansimalari, shuningdek, yuzaga kelishi mumkin bo'lgan yoriqlar yoki nuqsonlar vaqt uzunligi vertikal ayirishlar shaklida namoyon bo'ladi, ularning balandligi mos keladigan eko akustik bosimiga mutanosib. Shunday qilib, echo, susayish, ajralish, amplituda va uning o'rnini aniqlash bilan bog'liq bo'lgan signal olinadi.
Ultrasound ko'plab termoplastik polimerlarni (masalan, polistirol) pishiradi.
Metalllarning ultratovushli payvandlash bo'yicha dastlabki tajribalari 1936-37 yillarda Germaniyada olib borildi va 50-yillarning boshida Qo'shma Shtatlarda UZS uskunalari va texnologiyasini yaratish bo'yicha ishlar boshlandi.
SSSRda dastlabki ishlar bo'yicha metallar so'mlari 1958 yilda paydo bo'lgan.
Tizim turli yo'nalishlarni o'rganish asosida ishlab chiqilgan bo'lib, bu sizning ba'zan mos yozuvlar parametrlarini belgilash imkonini beradi, shunda siz to'lqin shaklini tahlil qilishingiz mumkin, shuning uchun nuqta sifati yoki agar mavjud bo'lsa, qusur turi avtomatik tarzda baholanishi mumkin.
Ushbu halokatli va buzilmaydigan testlarning bir xil nuqtalarida amalga oshirilishi bizni ishonchliligini tekshirishga imkon beradi. Natijalarning muvaffaqiyati shuni ko'rsatadiki, halokat sinovlari ultratovush tekshiruvi bilan almashtirilishi mumkin. Avtomobilsozlik sohasida sifatni nazorat qilish.
VNIISO Leningrad, Bauman Moskva nomidagi Moskva davlat texnika universiteti, NIITOP N.Novgorod va boshqalar O'S sohasida ilmiy-tadqiqot ishlarini olib bormoqda.
Metallni ultrasonik payvandlash jarayoni
Ultrasonik payvandlashda metalllarni doimiy bog'lash yuqori chastotali mexanik tebranishlarning tafsilotlarini va ularning kontakt yuzasiga an'anaviy tarzda qo'llaniladigan nisbatan kichik bosim kuchlarini birgalikda ta'sir qilganda shakllanadi f= 10, 100 kHz, salınım genliği x = 1, 100 mm).
Avtomobil sanoati uchun metall materiallarni payvandlash nuqtalari bilan birlashtirish eng muhim jarayonlardan biridir. Yakuniy mahsulot sifati payvandlarning sifati bilan bevosita bog'liqligi ma'lum, shuning uchun payvandlarning holatini o'rganish mutlaqo zarurdir. Ko'rib uchun bu ehtiyojdan, yoriq mexanikasi tamoyillarini qo'llash, ular halokatga uchragan qarshilikka muvofiq qismlarning holatini aniqlash uchun keldi. Ushbu test usullari bir necha yillar davomida ishlatilgan, ammo vaqt o'tishi bilan tekshirish usullarining ahamiyati ishlatilgan usullar bilan ziddiyatli ekanligi, shuningdek, ular yuqori xarajat va katta miqdordagi cheklovlar bilan bog'liqligi aniqlandi.
Yuqori chastotali mexanik tebranishlarni olish uchun odatda ishlatiladi magnetostriktsiya ta'siri. Bu o'zgaruvchan magnit maydon ta'sirida ba'zi qotishmalarni qayta o'lchashdan iborat.
Ultrasonik transduserlar odatda sof nikel yoki temir-kobalt qotishmalaridan foydalanadilar. Magnitostriktiv materiallarni qayta o'lchamlari juda kichik: nikel uchun magnetostriktif bo'shliq 40 × 10 -6 ga teng. Shuning uchun, energiya, vibratsiyasini amplitudasi va kontsentratsiyasini oshirish va manba joyiga mexanik tebranishlarni etkazish uchun to'lqin qo'llanmalariodatda, torayish shakli mavjud. To'lqin ko'rsatgichlarining kuch koeffitsienti odatda 5 ga teng, to'lqin manbaining oxiridagi amplituda esa bo'sh 20-30 mikron bo'lishi kerak. Ultrasonik mikro payvandlash tajribasi shuni ko'rsatdiki, osilatsiya amplitudasining kattaligi x = 1-3 mm, ishonchli ulanishni ta'minlaydi.
Ushbu vaziyatdan kelib chiqadigan bo'lsak, ushbu loyiha boshqa sinov usullaridan foydalanishga asoslangan tekshiruv tizimini o'rganish va ishlab chiqishdan iborat. Bu esa, bu qismni yo'q qilish keraksiz taqdim etilgan nuqsonlarni tekshirishga imkon beradi. Viktorina usuli bo'yicha qaror qabul qilish uchun biz qaysi turdagi bo'g'imlarning turlarini ko'rishimiz va eng mos sinov usuli bo'lgan nuqta payvandlash jarayoni o'rganildi.
Qarshilikni payvandlash jarayoni elektrotlar orasidagi oqim kontsentratsiyasi orqali hosil bo'lgan mahalliy eritmani qo'llash orqali qoplama plitalarini ulashdan iborat. Lehimli qismlar bir-biriga bog'lab, elektrodlar har tomondan quvvatlanadi va kuchli elektr oqimi boshqa elektrodni bosib o'tadi. Ikki qism orasidagi birlashmada noma'lum aloqa bor, shuning uchun elektr tokining o'tishi qizib ketadi. Bu issiqlik bunday plitalar orasidagi kichikroq maydonda birlashish imkonini beradi, shuning uchun mashinaning hozirgi bosimi ostida manba nuqtasi paydo bo'ladi.
To'lqin ko'rsatgichlari bir tekislik to'lqinining tebranish energiyasini magnetostriktiv o'tkazgichdan manba uchiga (asbob)
1-rasm. To'lqin ko'rsatgichlarining ko'rinishi
D 1 va d 2 2 d = 2 d 2 2 d 2 va d 2 dagi to'lqin usulining kirish va chiqish uchlari diametri bo'lgan salınımlı eğilme amplitüdü.
UZS uchun mashinaning asosiy tuguni magnitostriktiv o'tkazgichdir. Joylashtirilgan payvandlash uchun uning sxemasi quyidagi shaklga ega.
Ushbu turdagi tikuvlarda qatlamlarning qalinligi bir necha millimetrdan oshmaydi va sinov o'tkaziladigan qo'shimchaning maydoni odatda elektrod bosimi bilan deformatsiyalanadi. Ko'rsatilganidek, payvandlash nuqtalarini shakllantirish jarayonida asosiy parametrlar quyidagilardan iborat: oqim, tranzit vaqt, elektrodlarga kuch va ularning xususiyatlari, shuning uchun sinovlar natijasida muntazam ishlab chiqarilgan nuqsonlar aniqlanadi, bu biz bajarishimiz kerak bo'lgan parametrlar.
Resurslarni ultratovush nazorat qilish. Payvandlash jarayoni va olingan nuqtalarning xarakteristikalarini bilish uchun u tahribatsiz tekshirishning turli metodlari, ultratovushdan foydalanish va materiallarning tuzilishi bilan tanishish uchun ularni qo'llash usulida nazorat qilish usuli sifatida tanlangan.
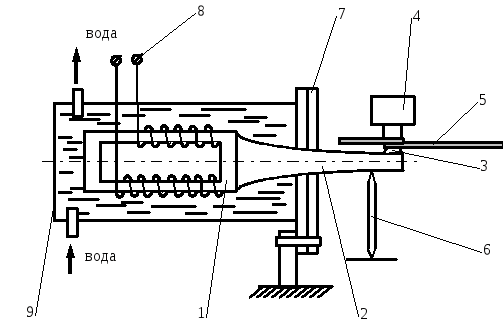
1-magnitostriktiv o'tkazgich; 2 to'lqin usullari; 3-chizma; 4-diskni siqish (siqishni mexanizmi); 5-modda; 6 sarkaçli yotoq; 7 diafragma; 8 ta oqim; 9-qavatli suvni sovutish.
2-rasm. To'g'ri payvandlash uchun o'rnatish sxemasi
Ultratovush tekshiruvi printsipi yuqori bosimli to'lqinlarning mos keladigan uskuna yordamida tarqalishiga asoslanadi, shuning uchun ultratovushli uskuna yordamida elektr pulsini elektr pulsatsiyalanib turish uchun piezoelektrik xususiyatlarga ega kristallga yuboradigan elektr impulslar hosil qilamiz ultratovush to'lqinlari. Ushbu to'lqinlar materialga kirib, molekulalarning o'zlari orqali o'tadi va ular to'siqqa duch kelganda, ular yana prob orqali tutib olinadi va ekranga yuboriladi, vahiy olingan bo'lib, bu har bir holatda ko'rsatilgan qusur turini aniqlash uchun tahlil qilinadi. .
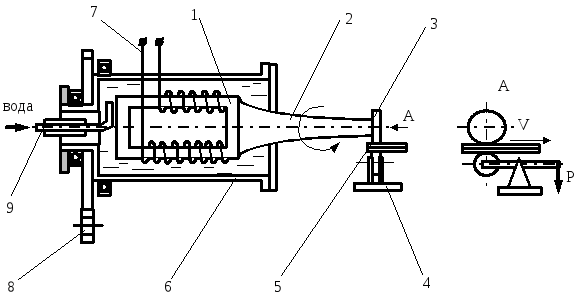
1-magnitostriktiv o'tkazgich; 2 to'lqin usullari; 3 ta payvandlash rollari; 4-pinli rollarda; 5-modda; 6 konvertorli uy; Magnitostriktiv o'tkazgich uchun 7 ta oqim; 8-aylanish haydovchi; 9-sovutish suv ta'minoti.
3-rasm. Ultrasonik tikuv payvandlash uchun o'rnatish rejasi
Magnitostriktiv o'tkazgichning sarguzashti ultratovush generatoridan yuqori chastotali oqim bilan quvvatlanadi. Mexanik tebranishlar to'lqin qo'llanmasi orqali uzatiladi va kuchaytiriladi. To'lqinlar to'lqinining oxirida ishlaydigan yorug'lik bor. Payvand chog'ida yuqori chastotali moslashuvchan vibratsiya to'lqin uzatish usuli orqali yuqori chastotali gorizontal mexanik harakatlar shaklida ish burchagiga uzatiladi.
Ultrasonik shamol to'lqin harakatining tenglamalariga bo'ysunadi, shuning uchun pulsning namunadan o'tib ketishi, pastki devorga tushishi va mumkin bo'lgan yoriqlar yoki nuqsonlar uzunligi muvozanatning echoining akustik bosimiga mutanosib vertikal shovqinlar shaklida vaqtinchalik tarzda ifodalanishi mumkin.
Eng yaxshi signalni tarqatish uchun, prob o'lik zonadagi muammolarni bartaraf etishi kerak. Ultrasonik nurlanish dvigatelning qulayligi bilan tavsiflanadi va payvandlash jarayonida sezilarli darajada kichik qusurlarni topishga va aniqlashga imkon beruvchi juda qisqa to'lqin uzunligiga ega va tarqalish atom yoki titrashga qodir molekulalarga ega bo'lgan har qanday moddiy vositalar yordamida amalga oshirilishi mumkin, aksincha, akustik energiyani probdan namunaga o'tkazish va probka qaytishi suyuq yoki yarim suyuq aloqa vositalaridan foydalanishni talab qiladi.
Payvandlash jarayonining davomiyligi payvandlangan metallga va uning qalinligini bog'liq, chunki u qalinligi kichikligi bir soniyagacha aniqlanadi.
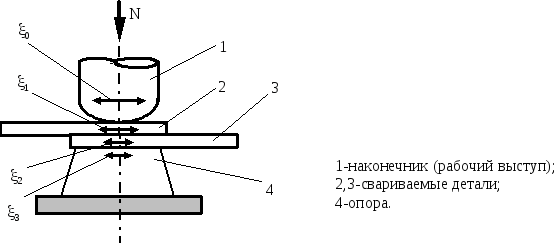
4-rasm. Metalllarning so'mli sxemasi
Uch tipidagi tebranishlar yuqori plastinka yuzasiga to'g'ri keladigan tekislikda polarizlanadi.
Amaldagi usulning asoslarini tahlil qilgach, ushbu usulni turli manbalarni tekshirish uchun qo'llash uchun tadqiq o'tkazildi. Shu maqsadda, payvandlash parametrlarini o'zgartirish, payvand sifatini aniqlash va sinov akkumulyator batareyalari bilan bir qatorda bir nechta sinovlar o'tkazildi. Ushbu sinov batareyasi bilan turli nuqsonli nuqta ko'p edi. Ultrasonik sinovdan so'ng, natijalarni solishtirish uchun ballar odatiy buzish usuli bilan vayron qilingan. Ushbu taqqoslash jihozlarning muayyan parametrlarini to'g'rilash imkonini berdi, shuning uchun keyingi test sinovlarida nuqta sifatini etarlicha va avtomatik ravishda aniqlash imkoni paydo bo'ldi.
Ipning (ishchi chiqib ketish vositasi) harakati dalgalanish vibratsiyasiga va x 1, x 2, x 3 va x 0\u003e x 1\u003e x 2\u003e x 3 amplitudalari bilan qo'llab-quvvatlanadi, batafsil detali "," tafsilot-quvvatlash "- tebranuvchi energiyani iste'mol qilishdir.
Payvandlash jarayoni N kuchlari ta'siri ostida birlashtirilishi kerak bo'lgan sirtlarning asperitlari ta'siridan boshlanadi va ularning deformatsiyasi sodir bo'ladi.
Uskuna parametrlarini o'rnatish bo'yicha dastlabki tadqiqotni yakunlagach, men haqiqiy qismlarni o'rganishga bordim. Bunday holda, nuqsonlarni aniqlash qiyinroq bo'ladi, chunki nuqsonlar shafqatsiz va shuning uchun bu qadar aniq emas. Biroq, halokatli tekshiruvlar bilan yangi qiyosiy tadqiqotlar ultratovush usulining ishonchliligini ko'rsatdi.
To'lqinlar turli xil problar bilan tekshiriladigan materialga kiritildi, ularning barchasi, pulsed echo, qabariq va yuqori chastotali, ularning farqlari barmoq izlarining turli xil diametrlariga ega bo'lib, ularning turli nominal diametrlariga moslashish mumkin. payvandlash
Birlashtirilishi kerak bo'lgan sirtlarning nisbiy tebranishlari natijasida UZKni yoqib bo'lgach, kontaktga uchragan usulsüzlükler kaydırılır va qisman deforme bo'ladi, yaqinlashish, sirtni tozalash, joylarni belgilash va boshqalar.
Ultrasonik vibratsiyaning dastlabki paytlarida payvandlanadigan sirtlarda quruq ishqalanish paydo bo'lib, u oksidli plyonkalarning va adsorbsiyalangan gazlar va suyuqliklarning filmlarini yo'q qilishga olib keladi. Balog'atga etmagan yuzalar paydo bo'lgandan so'ng, quruq ishqalanish jarayoni toza ishqalanishga aylanadi, bu esa sozlash nuqtalarining shakllanishiga olib keladi. Olovli sirtlarning salınımının kichik amplitüdünün va ushbu salınımların o'zaro ta'sirini tushunishga hissa qo'shadi.
Turli payvandlash usullari bilan bir-biriga bog'langan turli metallar misollari bo'yicha metallografik tadqiqotlar (kuch, davomiyligi, turli xil bosim), to'qimalarining strukturasining payvand zonasida metallga yuqori harorat ta'sir qilmagan. Payvandlash zonasidagi harorat yuqoriroq bo'lmaganligi aniqlandi 0,6 eritma nuqtasida.
Resurs zonasidagi harorat (t °) bo'yicha ba'zi ma'lumotlar 1-jadvalda keltirilgan.
1-jadval
|
Materiallar |
Resurs rejimi | |||
|
Payvandlash davomiyligi, va |
R siqish, kgf (dan) | |||
|
Alyuminiy | ||||
Natijada payvandlash zonasida (5-20%) kichik o'lchamdagi bir deformatsiya mavjud.
Ultrasodali metall manba bo'lishi quyidagicha aniqlanadi:
ularning fizik-mexanik xususiyatlari t ° payvandlashda;
mexanik osmillatorlik tizimining xususiyatlari, payvandlashdan oldin sirtni tozalash turi va boshqalar.
To'g'ri payvandlash usuli bilan payvandlash qo'shma quvvati kuchga teng kuchga ega asosiy metall.
Ultrasonik payvandlash : mohiyati va asosiy dastur sohalari.
Ultrasonik payvandlash metalllar - bu oddiy yuzalar va kichik amplituda o'zgaruvchan tejovchi o'zgaruvchan nisbiy o'zgarishlarni ish qismida birgalikda harakat qilganda, ular yuzaga keladigan sirtlardagi juvenil maydonlarni yaratish va ular o'rtasidagi jismoniy aloqa maxsus vosita bilan ta'minlangan qattiq fazada doimiy aloqani olish jarayoni. Ushbu o'zgarishlar qismli tekislikda ultratovush chastotasi bilan sodir bo'ladi, normal kuch bilan birgalikda ular metallning sirt qatlamida asperitlarning plastik deformatsiyasiga olib keladi va ifloslantiruvchi moddalarni payvandlash zonasidan evakuatsiya qilishga olib keladi (1-rasm).
Boshqa tegishli sahifalar
Ultrasonik payvandlash
Mexanik ultratovush vibratsiyasini asbobdan payvandlash joyiga tashqi tomondan ishlov beriladigan materialning qalinligi orqali uzatiladi. Jarayon asbobning sezilarli slippage oldini olish va ish qismlari yuzalarida qo'llab-quvvatlash uchun tashkil etilgan. Vibratsiyani parchalanish metall qismidan o'tishi, dastlabki davrda (tekis issiqlik manbaida) payvandlanadigan sirtlar orasidagi o'lchamdagi ichki ishqalanish va energiya tarqalishi bilan birga, sozlash zonasi tashkil etilgandan so'ng qurol va quvvatli ultratovush vibratsiyasining sharoitida qo'llab-quvvatlanadigan materialning ichki ishqalanishi (gipertermiya yo'qolishi, harorat). Bu tarkibdagi temperaturani (0,4 ... 0,7) ko'tarishida namoyon bo'ladi. T pl. Issiqlikning ko'tarilishi, o'z navbatida, plastik deformatsiyalarni osonlashtiradi. Ultrasonik tebranishlarni qo'llash metallning xarakteri va manba jarayonining kinetikasi xususida ma'lum bir o'ziga xoslikni keltirib chiqaradi. Bo'lim tekisligidagi teginsel harakatlar - ular tomonidan kelib chiqadigan qismanlik va stresslar, payvandlash kuchining P (murakkab stress holati) yordamida siqilgan stresslar bilan birga harakat qilib, kichik hajmli sirt qatlamlarida zich plastik deformatsiyani lokalize qiladi. Shu bilan birga, oddiy bosim kuchlanishining qiymatlari payvandlanadigan materiallarning oqim kuchiga nisbatan ancha past bo'ladi. Ushbu jarayon oksidli filmlarni boshqa ifloslantiruvchi moddalarga siqib chiqarish va mexanik tarzda olib tashlash bilan birga amalga oshiriladi. Plastik deformatsiyaga ultratovush vibratsiyasini o'tkazib, metallning oqim kuchini kamaytirish orqali erishiladi.
Chizish 1. Metallarni ultrasonik payvandlash uchun odatiy osmillator tizimlarning sxemalari: a - uzunlamasına; b - uzunlamasına oqsoqollar; uzunlamasına-vertikal; g - torsional; 1 - elektroakustik transduser; 2 - to'lqinli aloqa; 3 - akustik izolyatsiya; 4 - payvandlash uchi; 5 - payvandlangan qismlar.Sanoat qo'llanilishi.
Ultrasonik payvandlash Bu nisbatan nozik folga, choyshab, simlar va boshqalarni ulash uchun ishlatiladi. Bu jarayon ayniqsa, turli materiallarni birlashtirish uchun afzaldir. Foydalanish sohalari orasida mikroelektronika, yarimo'tkazgichli qurilmalar ishlab chiqarish, uy muzlatgichlari uchun isitgichlar, nozik mexanik va optik qurilmalar, turli xil ingichka materiallardan (mis, alyuminiy, nikel va ularning qotishmalari) rulonlarning uchlarini birlashtiradi.
Uslubning texnologik imkoniyatlari.
Ushbu uslubning eng oson usuli - plastik metallar (kumush, mis, alyuminiy, nikel, oltin, va boshqalar) o'zaro bir-biri bilan birlashtirilishi, shuningdek, qattiq bo'lmagan plastmassa materiallar. Qattiqligida o'sish bilan bu usul yomonlashadi. Metall bo'shliqlar shisha, seramika, yarimo'tkazgich materiallariga (silikon, germaniya) payvandlanadi. Yog'ochga chidamli metallar: volfram, tantal, zirkonyum, niyobiy, molibden. Ish qismlarini uchinchi metalldan tashkil topgan qatlam orqali payvandlash mumkin, masalan, po'lat va po'lat alyuminiy orqali payvandlanadi. Sun'iy oksid, tabiiy oksidlar, laklar, polimer va boshqalar bilan qoplangan metallar muvaffaqiyatli manbalar bilan ta'minlanadi.
Metallni payvandlashda asosiy turdagi aloqa elementlarning turli tizimli dizayni bilan chambarchas bog'liq (2-rasm). Payvandlash yopiq konturda bir yoki bir necha nuqta, doimiy tikuv orqali amalga oshirilishi mumkin. Ba'zi hollarda, tel-igna uchining maxsus ishlab chiqarilishi simni T-oynalarini samolyot bilan qiladi. Bir nechta bo'shliqlarni bir vaqtning o'zida (to'plami) ultratovushli manba qilish mumkin.
Manba qilinadigan metall qalinligi oralig'i yuqori chegaralar bilan cheklanadi. Ish qismining qalinligi oshishi bilan materialning qalinligida energiya yo'qotilishini qoplash uchun katta amplitudali tebranishlardan foydalanish kerak. Amplitudani oshirish ish qismlarining sirtidagi asbobdan sezilarli chuqurchalar shakllanishi bilan charchash yoriqlari xavfi bilan bog'liq ma'lum bir chegaraga qadar ruxsat etiladi. Qalinligi 3 .. 4 mikrondan 0,5 ga qadar bo'lgan tekis elementlarning payvandlash ishlari amalga oshirildi. .. 1 mm yoki diametri 0,01 .. 0,0 mm. Ikkinchi elementning qalinligi qo'llab-quvvatlovchi element bilan aloqa qilishda ancha katta bo'lishi mumkin. ≥1: 1000 kalinlikta ultrasonik payvandlash holatlari mavjud. Minimal payvandlangan qalinligi 3 .. 4 mikrondur.
Qisqa vaqt qolish yuqori haroratlarda intermetallik birikmalar hosil bo'lishiga moyil bo'lgan turli xil materiallarning yuqori sifatli birikmasini olish imkonini beradi. Payvandlash jarayonida payvandlanadigan materiallar uning xususiyatlarini biroz o'zgartiradi, begona moddalar bilan ifloslanmaydi. Aralashmalar yuqori kimyoviy homogenlikka ega. Ultrasonik manba foydalanish yaxshi gigiena sharoitlarini yaratadi.
Muayyan amaliy qiyinchiliklar jarayonning asosiy parametrlaridan biri - tebranishlarning amplitudasi tomonidan boshqariladi.
Ultrasonik payvandlashda foydalanilganda, mavjud bo'lgan ulanishlarning charchoqni sindirish xavfini batafsil ravishda hisobga olish kerak. Payvandlash paytida keleplar bir-biriga nisbatan ochilishi mumkin. Payvand qilinadigan qismlar yuzasida asbobdan choklar mavjud. Jamoa o'zining ishlaydigan sirtining eroziyasi tufayli cheklangan xizmat muddati mavjud. Qismning materiallari asbobga alohida nuqtalarda payvandlanadi, bu esa uning aşınmasına olib keladi. Tuzatish muayyan qiyinchiliklar bilan bog'liq, chunki bu asbob akustik tugunning yagona ajralmas tarkibiy tuzilmasining elementi bo'lib, hajmi va konfigüratsiyasi operatsion chastotada aniq hisoblab chiqiladi.
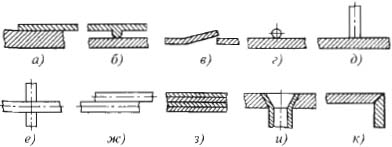
2-rasm. Metalllarning payvandlangan birlashmalarining asosiy turlari: a - qoplama; b - kabartmalarda; in - ezilgan qirralar bilan; g - parallel, yassi elementli tekislik; d - uchidan uchigacha yumaloq tekis element; e - cruciform, dumaloq elementlar; V - parallel, yumaloq elementlar; h - ko'p qatlamlik qismlar va filmlar; va k - burchak.
Yuzaki tayyorgarlik.
Ultrasonik payvandlash usuli murakkab preparatni talab qilmaydi. Ulanish sifatining barqarorligini yaxshilash uchun faqat uning qismlari yuzasini hal qiluvchi bilan yuvish tavsiya etiladi. Payvandlash ishlarining kinetikasini aniqlaydigan payvand choklarga energiyani uzatish jarayoni uzluksiz o'zgarib turadigan qismlarning bir-biriga va asbobga ulanishi mumkin.
Resurs rejimi parametrlarini tanlang.
Jarayonning asosiy parametrlari asbobning ishlaydigan qismining tebranishlarining amplitudasi, mm; kompressiv statik kuch P, N; payvandlash muddati t, s; salınım chastotasi f, kHz.
Tartib parametrlarining qiymatlari odatda ma'lum chegaralar va boshqalarning sobit qiymatlari bo'yicha parametrlardan birini o'zgartirgan holda bir-biriga bog'langan namunalar ketma-ketligini mexanik sinash natijalarini qayta ishlash asosida eksperimental ravishda tanlanadi. Odatiy tanlash tartibi quyidagilardir: P - T - A. Ultrasonik manba parametrlarining qiymati quyidagicha chegaralanadi: P = 0,3 ... 4000 N (kichik qiymat quyi qalinligi payvandlash uchun ishlatiladi); A = 14 ... 25 m. f = 15 ... 75 kHz; t = 0.1 ... 4s.
Muayyan ish uchun ultratovushli payvandlash usulining parametrlarini tanlash uchun quyidagilarni hisobga olish kerak. Jarayon to'g'ri boshqarilganda, bir juft asboblardagi ishqalanish kuchlarining nisbati - qism, batafsil - qo'llab-quvvatlash, detal - detallashtirilgan bo'lishi kerak, chunki asbob-uskuna ustki qismida sezilarli toymasin va qo'llab-quvvatlanmaydi. Katta miqdorda ishqalanish sharoitlari statik bosim kuchida o'zgarish bilan tartibga solinishi mumkin. Kichik R bilan asbob qismlarga bo'ylab pasayadi va ultratovushli payvandlash mumkin emas. Bu parametrning haddan ziyod ortishi ish qismlarining muhim ifloslanishiga (tishlarga) olib keladi va qisman qismning tekisligida nisbiy kesma aralashmalarini amalga oshirmaydi. Dastlabki davrda ishchi qismlarining sirtlari orasidagi ishqalanishning yo'qligi sirt ifloslanishidan xalos bo'lishga imkon bermaydi, bu esa sifatli qo'shimchalarning sababi hisoblanadi.
Materialning qalinligi va payvandlash nuqtasi kattalashib, siqishni quvvatining qiymati oshishi kerak. Dalgalanish amplitudasi ham mutanosib ravishda ortishi kerak. Siqilish kuchini va tebranishlarning amplitudasini oshirish ultratovush vositasiga qo'shimcha elektr energiyasini talab qiladi. Chiqib ketishning deformatsiyalarini ishlov berish metallining qalinligi orqali payvandlash tekisligiga o'tishi materialning energiya tarqalishi bilan yakunlanadi, bu esa natijada qismning nisbatan o'zgarishlarining amplitudasiga ta'sir qiladi.
Shuning uchun, ishlov beriladigan qismning qalinligi oshib borishi bilan, amplitudalarga yuqori kattaliklarni belgilash kerak, bundan tashqari, materialning ichki ishqalanish koeffitsienti kattaroq bo'ladi. Charchoqdan zararlanishning kelib chiqishi ayniqsa, perçinlenmiş materialga xosdir. Bunday hollarda, agar iloji bo'lsa, bo'shliqlarni oldindan chiqarib yuborish mumkin, ammo eng samarali usul salınım genliğinin ma'lum bir chegarasiga tushishdir.
Ko'p nuqtali bo'g'inlar davomida, shuningdek murakkab geometrik shakllardagi ishlov berish buyumlarini payvandlash vaqtida va katta miqdordagi kattaliklarda ishlab chiqarilgan nuqtalarga va asosiy materiallarga zarar etkazmaslik uchun ultratovush vibratsiyasini materialga ta'sir qilish maydonini cheklash uchun rezina yostiqli maxsus kliplar qo'llanilishi mumkin. Kirish akustik quvvatini saqlab qolish uchun tebranishlarning amplitudasining ba'zi kompensatsiyasi chastotani oshirishi mumkin. Bu usul ko'proq foydali, materialni payvandlanadigan tiner. Biroq, boshqa chastotaga o'tish faqat dinamik tizim bu chastotaga mo'ljallangan uskunadan foydalanganda mumkin.
Payvandlash jarayonining davomiyligi eng kichik tanqidiy parametr bo'lib, u materialning qalinligi, uning qattiqligi va asbobga kam quvvat sarflaganda qanchalik katta bo'lsa, shuncha katta bo'ladi. Ultrasonik metall payvandlash jarayoni vaqt bilan tartibga solinadi.
Ultrasonik manbaani tashqi manbadan isitish bilan birlashtiruvchi sxemadan foydalanilganda, issiqlik pulsining parametrlarini tanlash va uni qo'llash momentini aniqlash kerak. Sferik metallarni payvandlash uchun maqbuldir, ultratovushni yoqish momentiga nisbatan issiqlik pulsidagi kechikish davri. Ish qismidagi materialning nisbatan katta qattiqligida, isitishdan keyin ultratovushni kiritish tavsiya etiladi. Ushbu turdagi usul mikroelektronik tuzilmalar ishlab chiqarishda qo'llaniladi.
Payvandlashning texnologik sxemalari.
Mavjud ultratovushli payvandlash diapazonlari dastgoh salınımlarının tabiatında (uzunlamasına, bükülme, torsiyonel), manba qilingan mahsulot yuzasiga ko'ra, mekansal tartibga solish, bosim kuchini ish qismlariga o'tkazish usuli va qo'llab-quvvatlash elemanının dizayni (Qarang: 2-shakl) farq qiladi. Metall, tikuv va konturni payvandlash uchun uzunlamasına va egiluvchan vibratsiya variantlari qo'llaniladi. Ultrasonik tebranishlarning ta'siri, ish qismlarini alohida issiqlik manbasidan mahalliy pulsli isitish bilan birlashtirilishi mumkin. Shu bilan birga, ba'zi texnologik afzalliklarga erishiladi: salınımların amplitüdünün kamayishi, ultratovush va vaqtning uzatish kuchi. Issiqlik pulsining energiya xususiyatlari va ultratovushga qo'llaniladigan vaqt qo'shimcha jarayon parametrlari hisoblanadi.




