Metal konstruktsiyali payvandlangan paychalarining sifatini nazorat qilish. Metall konstruksiyalarni payvandlash va ularni nazorat qilish normalari. Metall konstruktsiyalarni payvandlash talablari
Resursning sifati butun elementning ishonchliligini to'g'ridan-to'g'ri ta'sir qiladi, bu ayniqsa, ko'tarilgan yoki ko'tarilgan yuklarni o'z ichiga olgan qismlar uchun juda muhimdir. Shu sababli, sifatni nazorat qilish uchun, asosiy ishdan so'ng, nuqsonlarni aniqlash uchun tekshirish o'tkaziladi. Ularga ajratilgan ko'plab diagnostika usullari mavjud
- zararli
- zararli bo'lmagan.
Birinchisi, uning xatolarini aniqlash uchun payvandda mexanik yoki boshqa ta'sir ko'rsatadi. Shu bilan birga, payvandlangan qismning bir qismi yoki hammasi uning tarkibiy xususiyatlarini yo'qotadi.
Payvandlangan bo'g'inlarni yo'q qilish usullarini nazorat qilish
Resurslarning sifatini ta'minlash uchun yuqori sifatli payvandlashni nazorat qilish dasturiga ega bo'lish muhimdir. Buning uchun kompaniya manba xususiyatlarini qanday baholashni, payvandlash sifatini aniqlashni va turli xil sinov usullarini bajarishga qodir manba inspektoriga ega bo'lishi kerakligini tushunishi kerak.
Resurslarning muayyan tartib-qoidalarni bajarishini ta'minlash, umumiy manba sifat tizimida juda muhim qadamdir. Resursni tekshirish uchun bir necha sabablar mavjud, ularning eng muhimi, uning sifati mo'ljallangan maqsadlarda foydalanish uchun etarli bo'lmagani aniqlanadi. Resurs sifatini baholash uchun uning xususiyatlarini solishtirish uchun baholash usuli va baholashni amalga oshirish uchun malakali mutaxassis bo'lishi kerak. Sifatni baholashning aniq mezonlari bo'lmasdan baholash uchun amaliy emas.
Shu sababli, payvandlarni nazorat qilishning buzilmaydigan usullari yanada kengroq va maqbul hisoblanadi va keyinroq muhokama qilinadi.
Hozirgi vaqtda quyidagi buzilmaydigan usullar ajratilgan:
- tashqi ekspertiza;
- nurlanish usuli;
- magnit tadqiqotlar;
- ultratovush usuli;
- kapillyar usul;
- geçirgenlik nazorat qilish.
Vizual tekshirish
Payvandlangan bo'g'inlarning har qanday sifat nazorati oddiy tashqi tekshiruvdan boshlanadi. Bu tashqi va ichki bo'shliqlarni aniqlash uchun kifoya qiladi, shuning uchun ham tahribatsiz sinov uskunalarini ishlatishga hojat yo'q. Misol uchun, boshqa tikuvning balandligi turli sohalarda noto'liq penetratsiyani ko'rsatishi mumkin. Tekshiruvdan oldin datchiklar texnologik jihatdan rivojlangan ifloslanishdan, ya'ni shlak, shkala va metall chayqalishdan tozalanadi.
Ushbu vazifani bajarish uchun kerakli tartiblarni tushunmaydigan kishi uchun ham foydasiz. Resurs xususiyatlarini baholash manba o'lchamlarini va bo'shliqlar mavjudligini o'z ichiga oladi. Resurs kattaligi juda muhim bo'lishi mumkin, chunki u tez-tez quvvat va mos keladigan ishlash bilan bevosita bog'liq. Pishirilgan payvandlash parvarishlashdan kelib chiqadigan stresslarga bardosh bera olmaydi va katta o'lchamdagi payvandlar stress kontsentratsiyasini yaratishi yoki payvandlangan tarkibiy qismning mumkin bo'lgan deformatsiyasiga hissa qo'shishi mumkin.

Resursni vizual tekshirish
Kichik qusurlarni yanada aniqroq qilish uchun sirt spirtli eritma bilan, keyin esa 10% nitrat kislota eritmasi bilan ishlanadi. Ushbu amaliyotdan keyin sirt zerikib qoladi va bo'shliq va yoriqlar paydo bo'ladi.
Ochilish oralig'idagi payvandlar ham muhimdir, chunki payvand choki yoki uning yaqinidagi joylar, ularning o'lchamlari yoki joylashuviga bog'liq holda, payvandning maqsadga erishishiga to'sqinlik qilishi mumkin. Tanaffuslar qabul qilinadigan kattalikda yoki qabul qilinadigan joylarda ularni payvandlashda nuqsonlar deb ataladi va ular payvandning erta noto'g'ri ishlashiga, quvvatni pasayishiga yoki payvandlash tarkibiy qismlarida stress kontsentratsiyasini yaratishga olib kelishi mumkin.
Resurs sifati mezonlari bir qator manbalardan kelib chiqishi mumkin. Resurs ishlab chiqarish chizilgan yoki chizilganida payvandlarning o'lchamlari va payvandlik kattaligi, masalan, uzunligi va joyi kabi boshqa talablar taqdim etiladi. Ushbu me'yoriy talablar hisob-kitoblar vositasida yoki payvandlash qo'shimchasining ishlash talablariga javob beradigan tasdiqlangan namunalardan olingan.
Eng muhimi, tikuv muammosini bartaraf etishdan so'ng kislota spirtli ichimliklarni tozalashni unutmaslikdir.
Tekshiruv - bu geometrik o'zgarishlarni aniqlashning asosiy usuli - masalan, ko'zalar, yoriqlar, oqimlar, pastki qismlarni aniqlash. Ushbu element qo'shimcha jihozlar yordamida yanada sifatli sinovdan o'tkazilishi mumkin.
Buni amalga oshirish uchun magnitafonli shisha, shuningdek yaxshiroq yoritish, eng avvalo, mobil yorug'lik manbai bilan foydalanish yaxshidir. Büyütücü shisha, ko'zingizga yashiradigan yoriqlar va gözenekleri aniqlashga imkon beradi, shuningdek, ularning yo'llarini izlar. Silindrlarning kengligini nazorat qilish uchun siz o'lchash asboblarini, masalan, o'lchagich yoki kaliperdan foydalanishingiz mumkin.
Ultrasonik nazorat usuli
Resurslarni tekshirish uchun maqbul va qabul qilinmaydigan manba yoriqlar soni odatda payvandlash kodlari va standartlardan olingan. Payvandlash kodlari va standartlari bir qancha turdagi payvandlash dasturlari uchun ishlab chiqilgan. Muayyan sohada yoki siz jalb qilayotgan dasturda foydalanish uchun mo'ljallangan, payvandlash standartini tanlash muhimdir.
Resurs inspektorining vazifalari
Resurs tekshiruvi chizmalar, ramzlar, qo'shma dizayn, protsedura, kod va standart payvandlash talablari, shuningdek, nazorat va test usullarini bilishni talab qiladi. Shuning uchun ko'plab payvandlash kodlari va standartlari payvandlash inspektori rasman malakali bo'lishi yoki muayenani o'tkazish uchun kerakli bilim va tajribaga ega bo'lishini talab qiladi.

Vizual o'lchovlarni boshqarish vositalari
Radiatsion nuqsonlarni aniqlash
Manba birlashmalarining radiografik tekshiruv usuli ikkita variantda mavjud:
- rentgen nurlari;
- gamma nurlanishi.
Resurs xatolarini aniqlashning eng oddiy usuli mahsulotni rentgen nurlari bilan yoritishdir. Ular filmda harakat qilayotib, metall narsalarga kira olish qobiliyatiga ega. Shunday qilib, natijada olingan tasvir kamchiliklarning aksariyatini bevosita xaritadir. Kiradigan nurlardan foydalanib ular shlak inlarini, gazli ko'zalarni, qirralarning burmalarini, kuyishlar va boshqa bo'shliqlarni ko'rsatadi.
Qurilish materiallari nazariyasi haqida qisqacha ma'lumot
Resursni tekshirish testlarni bajaruvchi shaxsdan ko'ra yomonroq emas. Manba inspektori bilishi va bajarishi kerak bo'lgan vazifalar bir necha bor. 
Payvandlash inspektorining ayrim vazifalarini hisobga olsak, payvandlash inspektorining ko'p vazifalari bo'lishi mumkin. Ushbu mas'uliyatlar odatda bitta muhandislik yoki ishlab chiqarish muhitidan boshqasiga farq qiladi. Biroq, dastgoh ishlovchilarining asosiy vazifasi - tashkilot ichida payvandlash sifatini nazorat qilish faoliyatini muvofiqlashtirishdir.
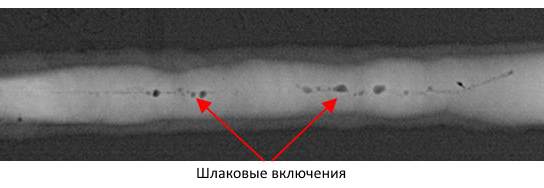
Radiostantsiyaga cüruf qo'shilishi
Ishni boshlashdan oldin, o'rganish maydoni va tagida joylashgan samolyot to'g'ri tozalanishi kerak. Buning uchun, cürufu, buzadigan amallar, skala va boshqa kamchiliklarni olib tashlang. Bundan tashqari, o'tkazgichdan oldin, majburiy tarzda tekshiruv o'tkaziladi va agar past sifatli hududlar aniqlansa, ularni yo'q qilish kerak.
Chelik konstruktsiyalarning payvandlangan bo'g'imlarini tekshirish
Muvaffaqiyatli payvandlash sifatini nazorat qilish tizimining asosiy tarkibiy qismlaridan biri ovoz manbaini sinovdan o'tkazish dasturini yaratish, amalga oshirish va monitoring qilishdan iborat. Dastur faqatgina payvandlash yoki qabul qilish mezonlari bo'yicha sifatni baholashni bajarish, nazorat qilish usullari va sinovlari haqida ma'lumot olish va malakali va tajribali payvandlash mutaxassislaridan foydalanish natijasida yaratilishi mumkin.
Payvandlangan bo'g'inlarni nazorat qilish usullari. Tahribatsız boshqarish usullari
Tahribatsiz tekshiruvlarning har bir shaklining afzalliklari va kamchiliklarini tushunish sizning ilovangiz uchun eng yaxshi usulni tanlashingizga yordam beradi. Payvand choklari va inshootlarini ishlab chiqarishni tez-tez boshqaradigan falsafa "payvandlash sifatini ta'minlash" dir. Biroq, "payvandlash sifati" atamasi nisbatan. Dastur yaxshi yoki yomonni belgilaydi. Odatda, har qanday payvand choki tashqi ko'rinish talablariga javob beradigan sifatli hisoblanadi va u o'z-o'zidan mo'ljallangan ishni davom ettiradi.
Tashqi nuqsonlar mavjudligi orqali skanerlashni boshlash taqiqlanadi, chunki protsedura yashirin nuqsonlarni aniqlash va aniqlash uchun mo'ljallangan.
Xatolar aniqlangandan keyin ma'lum bir qismni qabul qilish yoki o'zgartirish to'g'risidagi qaror normativ hujjatlarga asoslanadi. Ushbu mahsulot uchun belgilangan normalarda xatolar yuzaga kelishini aniqlash imkonini beradigan belgilangan qoidalar va ko'rsatmalar. 
Resurs sifatini ta'minlashning dastlabki bosqichi dastur tomonidan talab qilinadigan darajani aniqlashdan iborat. Standart xizmat talablari asosida o'rnatilishi kerak. Resurs sifatini oshirish uchun ishlab chiqilgan standartlar ishdan tortib to ishtiyoq bilan farq qilishi mumkin, ammo tegishli manba usullari yordamida tegishli standartlarga rioya qilinishini ta'minlaydi. Sifat standarti nima bo'lishidan qat'i nazar, barcha manbalar tekshirilishi kerak, hatto tekshirish har bir payvandlash paychasidan keyin o'z ishini kuzatuvchi manbachi emas.
Ushbu protsedura uchun radiometr naychasi shamolni to'g'ri burchakka tushishi uchun joylashtiriladi. Mahsulotning boshqa tomonida rentgen plyonka bo'lgan kassetalar mavjud. Mavjud nuqsonlar rentgen nurlarining o'tkazuvchanligiga kamroq ta'sir qilganligi uchun filmda quyuqroq joylar ko'rinadigan bo'ladi. Radiologik testlar filmning sifatiga, qalinligi va markaziga bog'liq. Film ko'rgach, siz payvandlash natijasini ko'rishingiz mumkin.
Resurslarning musbat tomonlari
Manba qilingan sirtning yaxshi ko'rinishi ko'p marta sifatli payvandlash ko'rsatkichi hisoblanadi. Biroq, sirt ko'rinishi yaxshi mahorat yoki ichki sifatni kafolatlamaydi. Tahribatsiz tekshirishni boshqarish usullari payvand choki va atrofidagi taglik materiali yuzasini va yuzasini o'rganish bilan siz standartlarga muvofiqlikni doimiy ravishda tekshirish imkonini beradi. Tayyorlangan payvandlarni o'rganish uchun beshta asosiy usul keng qo'llaniladi: ingl., Suyuq penetran, magnit zarralar, ultratovush va radiografik.
Radiografik tekshiruv aniqlanmaganda:
- radiostantsiya yo'nalishidagi o'lchovlarga ega bo'lgan har qanday uzilishlar va qo'shimchalar nazorat qilish sezuvchanligidan ikki baravar kamroq;
- neprovara va yoriqlar, uning oshkor qilinishi translyatsiya yo'nalishi bilan mos kelmasligi;
- suratlardagi tasvirlar begona qismlar, o'tkir burchaklar yoki o'tkir metallning yoriqlarida o'tkir pasayishi bilan mos tushsa, har qanday uzilishlar va qo'shimchalar.
Jarrohlik printsipi bo'yicha gamma - nurlanish rentgen sifatida deyarli bir xil. Ular metallga kirib, uning noto'g'riligi bilan reaksiyaga kirisha oladigan radioaktiv nurlardir. Shunday qilib, loyiha mas'uliyatli bo'lsa, u holda barcha tikuvlarning 10 foizidan 25 foizigacha tekshiraman.
Ma'lum metallarga mos keladigan turli kimyoviy elementlardan foydalangan holda radiatsiya manbai sifatida:
Ayrim usullar yordamida kompyuterlashtirishning o'sib borishi, qo'shimcha tasvirni takomillashtirishni ta'minlaydi va real vaqtda yoki real vaqt rejimida ko'rish, taqqoslashlar va arxiv xususiyatlariga imkon beradi. Har bir usulning umumiy ko'rinishi muayyan ish uchun va eng samarali imtihon uchun qaysi jarayonlar yoki jarayonlarning kombinatsiyasini hal qilishiga yordam beradi.
Vizual tekshiruv Vizual tekshirish odatda eng iqtisodiy usuldir, lekin payvandlash vaqtida va undan keyin amalga oshirilishi kerak. Ko'p standartlar uni boshqa usullar oldida qo'llashni talab qiladi, chunki murakkab sinov usullari uchun yomon yomon manba xizmat qilishda hech qanday nuqta yo'q. Yaxshi ko'rish va etarli yorug'likdan tashqari, zarur bo'lgan barcha narsalar - cho'ntak qoidalari, kalibrlash rollari, kattalashtiruvchi stakan va to'g'ri chiziq va burchakni to'g'rilash, to'g'rilash va vertikallikni tekshirish.
- Kobalt - 60 (25 sm qalinlikdagi po'lat, quyma temir, mis, bronza va guruch) qattiq penetrasyon tufayli, element ko'p po'lat va katta qalinligi uchun javob beradi;
- Sezyum - 137 (10 sm gacha po'lat);
- Iridium-192 (5 smgacha po'lat, 10 smgacha alyuminiy);
- Thulium-170 (20 smgacha po'lat va alyuminiy).
O'tkazuvchanlikdagi pasayish bilan qotishmalarning turi va ularning qalinligi kamayadi, biroq ayni paytda o'rtacha tasvir sifati saqlanib qoladi va asosiy nuqsonlarni aniqlash imkonini beradi.
Birinchi marta urishdan oldin payvand choki materiallar sifati, turi, hajmi, sofligi va nuqsonlardan ozodligi uchun texnik talablarni qondirish uchun tekshirilishi kerak. Yog ', bo'yoq, yog', oksid plyonkasi yoki og'ir vazn o'chirilishi kerak. Fittingslar tekislik, to'g'ri va o'lchovli aniqlik bilan tekshirilishi kerak. Xuddi shunday, joylashtirish, o'rnatish va qo'shma tayyorgarlik usullarini o'rganish kerak. Nihoyat, jarayonning o'zgaruvchilari va protseduralarini, shu jumladan elektrod o'lchami va turini, jihoz sozlamalarini va oldingi isitish yoki keyingi isitish uchun joylarni tekshirish kerak.

Portativ rentgen apparati MART-250
X-raydan farqli o'laroq gamma nurlarining bir nechta afzalliklari bor:
- izotoplar uzoq vaqt ishlaydi;
- engil uskunalar;
- murakkab tugunlarni bartaraf etish imkoniyati;
- nurlarning ko'payishi;
Bu juda muhim! Har ikki turdagi radiatsiya odamlar uchun juda xavflidir. Shu sababli, ishga kirish faqatgina to'liq himoyalangan uskunalar bilan jihozlangan maxsus o'qitilgan xodimlar uchun bo'lishi mumkin. Penetratsion uskunaning joylashishi va ishlashi, shuningdek, bu maqsadda himoya plitalari, ekranlar va boshqa vositalar qo'llanilishi kerak.
Ushbu ehtiyot choralari qo'llanilgan usuldan qat'i nazar qo'llaniladi. Ishlab chiqarish jarayonida payvandlash va qiruvchi kraterlarni vizual tekshirishda yoriqlar, gaz etishmovchiligi va gazning yaxlitligi kabi muammolarni aniqlash mumkin. Ko'zni tanqid qilish mumkin bo'lgan manba kamchiliklari orasida yorilish, sirt qoldig'i inklüzyonu, sirt porozitesi va pastki qismlari mavjud.
Oddiy payvandlash har bir operatsiyani boshlash uchun tekshirish va davriy ish tartibi etarli bo'lishi mumkin. Biroq, agar bir nechta metall plomba qatlami qo'llanilsa, keyingi qatlamni qo'llashdan avval har bir qatlamni sinash kerak. Ko'p o'tishli ildiz passasi payvandlashning ishonchliligi uchun juda muhimdir. Ayniqsa, yorilishga moyil bo'ladi va u tezda qattiqlashishi tufayli gaz va cürufni tuzatishi mumkin. Keyinchalik o'tayotganda payvandlash shakli yoki qo'shilish sharoitida o'zgarish natijasida yuzaga keladigan holatlar yanada yorilishga olib kelishi mumkin, shuningdek, cürufni sindirish va yopishtirishga olib kelishi mumkin.
Magnit qusurlarni aniqlash
Manba birlashmalarining bunday nazorati metallning qalinligidagi o'zgarishlarga ta'sir qilish uchun magnit maydonning xususiyatlariga asoslangan. Bunday o'zgarishlarni maxsus qurilmalar bilan mustahkamlash orqali qotishmalarning yuqori qismida va yuqori aniqlikda xatolar topilishi mumkin.

Vizual tekshirish payvandlashdan oldin bu kamchiliklarni aniqlasa, ta'mirlash xarajatlarini minimallashtirish mumkin. Dastlabki ishlab chiqarish bosqichida vizual tekshirish ham keskinlik va ortiqcha yukni kamaytirishi mumkin. Texnikada talab qilinadiganlardan kam bo'lgan payvandlashga yo'l qo'yilmasligi kerak. Juda katta bo'lgan boncuklar keraksiz xarajatlarni oshiradi va qo'shimcha stress tufayli buzilishlarga olib kelishi mumkin.
Payvand chog'ida vizual tekshiruv keyingi tekshirish tartib-qoidalariga qaramasdan, yoriq, ko'zoynak va to'ldirilgan kraterlarni o'z ichiga olgan turli sirt defektlarini aniqlay oladi. Dengizlarning o'lchamlari, deformatsiya va tashqi ko'rinishdagi nuqsonlar, shuningdek, payvandning o'lchamlari xususiyati baholanishi mumkin.
Hozirgi vaqtda usulning uchta turi mavjud:
- magnit chang;
- magnit induktsiya;
- magnit grafikalar
Tuproq, quruq chang yoki emulsiya sirtiga qo'llaniladi, uning o'rmon qo'shilishi ortidan o'tib ketadi, keyin qotishma magnitlanadi va noaniqliklar aniqlanadi. Agar "quruq usul" olinadigan bo'lsa, temir oksidi yoki oksidlar chang shaklida ishlaydi. Mahsulot magnitlangan elektromagnit, solenoid yoki mahsulotga oqilona qo'llaniladi. Keyinchalik, bolg'acha bilan ozgina tegib, changni bering
O'z o'rnini egallash imkoniyati. Ortiqcha havo oqimlari bilan olib tashlanadi va undan keyin kamchiliklar aniqlanadi. Oxirgi qadam degaussing.
Sirt qusurlarini tekshirishdan avval, payvand choklarini bo'shatish kerak. Blastni tozalash oldin tekshiruvdan o'tkazilmasligi kerak, chunki bükme ta'siri kichik yoriqlarni yopib qo'yishi va ko'rinmas holga keltirishi mumkin. Vizual tekshirish manba yuzasida nuqsonlarni aniqlay oladi. Xususiyatlar yoki amaldagi kodlar payvandlangan va qo'shni metall zonalarning ichki qismini ham tekshirishni talab qilishi mumkin. Tahribatsiz muayyan tekshiruvlar qusur mavjudligini aniqlash uchun ishlatilishi mumkin, ammo agar ular kamchilik va xizmatni ta'sir qiladigan ayrim xususiyatlar o'rtasidagi korrelyatsiyaga asoslanmagan bo'lsa, ular mahsulotning ishlashiga ta'sirini o'lchay olmaydi.
Suvli usulda magnit chang kerosin yoki maxsus yog' bilan aralashtiriladi. Olingan ishlab chiqarish tikuvga, uning harakatlanishi, tarqalishi yoki changni bevosita xatolarning identifikatorlarini to'plash uchun qo'llaniladi.

Magnit qusur detektori
İndüksiyon usuli bilan barcha ma'lumotlar indikatsion sariq tomonidan qayd etilgan. Maxsus qurilmalar - qusur detektorlari, qalinligi 25 mm gacha bo'lgan metallarni rekord magnit dispersiyasi.
Grafika magnit oqimni maxsus lentada o'rnatadi. U tikuv bo'ylab biriktiriladi, so'ngra katod nurlari trubasining ekranida sapmalar aniqlanadi.
Magnit usullar ferromagnit qotishmalarga mos keladi, boshqa metallar bu tarzda tekshirilishi mumkin emas.
Ultrasonik nazorat usuli
Oldingi usul bilan bir qatorda, ultratovush etishmovchiligi aniqlanishi to'lqinlarning turli xususiyatlarga ega bo'lgan muhit chegaralaridan chiqishi natijasida yuzaga kelgan og'ishlarni bartaraf etishga imkon beradi. 
Ultratovush manbasi qotishma yakuniga etganida aks ettirilgan signalni yuboradi. Agar signal uzilib qolgan bo'lsa, bu to'lqin to'laligicha aks ettiriladi, bu esa o'z navbatida qurilmada aniqlanadi. Turli qusurlarning o'z fikrlari bor, shuning uchun bu nuqsonning xususiyatini aniqlash oson.

Ultrasonik qusur detektori
Yuqorida tasvirlangan usullardan foydalanishni eng qulay deb hisoblashadi. Buning sababi, metallning chuqurligi va yuzasida qusurni aniqlashga qodir. Bundan tashqari, uskuna magnit kabi qattiq cheklovlarga ega emas. Ultrabin bilan ta'minlanmagan quyma temir kabi yirik donali metallar mavjud, ammo boshqa barcha qotishmalar uchun sifat nazorati oson amalga oshirilishi mumkin. payvandlash.
Yana bir noqulayliklar mavjud - ma'lumotni dekodlashning murakkabligi. Afsuski, qusur detektorlari foydalanuvchini shifrlangan bo'lishi kerak bo'lgan juda aniq ma'lumotlarni beradi. Dastlabki tayyorgarliksiz, buni qilishning iloji yo'q, shuning uchun ishlar uchun malakali mutaxassis kerak.
Mayda tekshiruv
Ushbu uslub suyuqliklarning past sirt tarangligi xususiyatlariga asoslangan. Bunday suyuqliklar bir joyda katta tomchilarga aylanmaydi va ular oqimga moyil bo'ladi, lekin ayni paytda ular eng kichik oluklar va teshiklarni to'ldirishga qodir. Yuzaki nuqsonlar va kamdan-kam hollarda kanallar orqali shunga o'xshash tarzda aniqlanadi.

Mayda tekshiruv
Datchiga maxsus yechim qo'llaniladi, bu barcha oluklar, ko'zlar va boshqa kichik kamchiliklarni bir zumda to'ldiradi. Keyin tikuvni tekshirish katta kamchiliklarni aniqlay oladi. Batafsil qulaylik uchun, suyuq rangli bo'yoq, flüoresan va boshqa rang-barang qo'shimchalar qo'shing.
Permeability payvandlash sifatini nazorat qilish
Bu usul kapillyarning mantiqiy davomi hisoblanadi. Asosiy fikr shundaki, chuqur penetratsion xususiyatlarga ega suyuqliklarni ishlatish, tikuv kanallari orqali aniqlanishi mumkin.
Buning uchun sodda kerosinni oling, drenajning bir tomoniga qo'ying va boshqa tuzatib turing. Kamchiliklar qatorida, payvandning teskari tomoni tasodifiy ifloslanishini oldini olish uchun sirtni yaxshilab tozalash va barcha bosqichlarda aniqlikni ta'minlash zarurligini ta'kidlash lozim.
Xulosa
Metall konstruktsiyalarning payvandlangan bo'g'inlarini payvandlash va sifat nazorati bir jarayonning ajralmas qismi hisoblanadi. Uyda yoki ishda ish olib borilayotgani muhim emas, mahsulot mustahkamlik sinovidan o'tmasdan davom eta olmaydi. Yuqorida keltirilgan usullar tikuvni yo'q qilmasdan payvandlangan bo'g'inlarning sifatini tekshirishga imkon beradi.
Yoqilg'i va energetika vazirligi Rossiya Federatsiyasi
(Rossiya yoqilg'i va energetika vazirligi)
Rossiya Federatsiyasining uy-joy qurilishi va qurilish siyosati bo'yicha Davlat Qo'mitasi (Rossiya Davlat statistika qo'mitasi)
Tasdiqlandi
Rossiya yoqilg'i va energetika vazirligi
1996 yil 14 mart tasdiqlangan
Rossiya Qurilish vazirligi
1996 yil 20 may
Qo'llanma hujjati
RD 34 15.132-96
Metall konstruktsiyalarning payvandlangan bo'g'inlarini payvandlash va sifatini nazorat qilish
sanoat ob'ektlarini qurish binolari
BBK 38.634
C24
UDK 69.057.4: 621.791.052: 658.562
Ishlab chiqaruvchi OAJ "Orgenergostroy"
Tomonidan tuzilgan: S.S. Jacobson, nom. texnologiya. fanlari; N.D. Kurnosova, nom. texnik fanlar; G.S. Sislin, nomzod. texnik fanlar; M.L. Elyash, Cand. texnologiya. fan haqida
Rossiya Federatsiyasi Yoqilg'i va energetika vazirining o'rinbosari Yu.N. Korsun 1996 yil 14 mart, Rossiya Federatsiyasi qurilish vaziri o'rinbosari S.I. Poltavtsev 20.05.96
Boshqaruv hujjati (RD) sanoat binoning metall konstruktsiyasini qurishda payvandlashni tashkil etish va texnologiyasini, shuningdek, payvandlangan bo'g'inlarning sifatini baholash, nazorat qilish tartibi va standartlarini belgilaydi.
RD 34 15.132-96 quyidagicha manba turlarini o'z ichiga oladi: tayoqli elektrodlar bilan qo'lda yoy, o'z-o'zidan saqlanib qolgan korpusli simli mexanik (yarim avtomatik) payvandlash va karbonat angidridda avtomatik va mexanizatsiyalashgan oqim ostida.
RD 34 15.132-96 payvandlash va yirik qurilish loyihalarini yig'ish bilan shug'ullanadigan ishchilar uchun mo'ljallangan
1. Umumiy bo'lim
1.1. Maqsad va doirasi
1.1.1. Ushbu yo'riqnoma (RD) sanoat binolarining metall konstruksiyalarini birlashtirish va o'rnatish vaqtida yig'ish va payvandlash ishlarini olib borishda xodimlar uchun mo'ljallangan.
Ushbu RDning metall konstruktsiyalarini yig'ish va payvandlashni tashkil qilish va texnologiyasi talablarini bajarish me'yorlarga muvofiq eng kam ishchi kuchi bilan sifat standartlariga javob beradigan payvandlangan bo'g'inlar ishlab chiqarishni ta'minlaydi. RD loyiha ishlarini va boshqa texnologik hujjatlarni ishlab chiqish uchun qo'llanma.
1.1.2. RD RD tayanch elektrodlari bilan mexanik (yarim avtomatik) payvandlashni o'z-o'zidan himoyalangan korpusli simli va karbonat angidrid, avtomatik va mexanizatsiyalashgan suv osti manbali payvandlashda qo'lda boshq manbaiga qo'llanadi.
1.1.3. Ushbu RD GOST 27772 bo'yicha uglerodli va kam yassi po'latdan yasalgan metall konstruktsiyalarni birlashtirish va o'rnatish uchun yig'ish va payvandlash texnologiyasini belgilaydi:
po'latdan (burchaklar, I-chiziqlar, kanallar) - po'latdan S235, S245, S255, S275, S285, S345, S345K, S375;
s235, S245, S255, S275, S285, S345, S345K, S375, S390, S390K, S440 po'latlaridan temirdan yasalgan buyumlar va kavisli profillar.
GOST 27772 bo'yicha (chidamlilik quvvati) va boshqa tegishli standartlarga muvofiq po'latdan tayyorlangan po'latlarni belgilash Qo'shimcha 1da berilgan.
RD quyidagi normativ va texnik hujjatlar (NTD) bilan birgalikda harakat qiladi:
SNiP 3.03.01-87. Yotgan va yopuvchi inshootlar;
SNiP II-23-81 *. Dizayn standartlari. Chelik tarkibi. M., 1991 yil.
1.1.4. In hujjatni boshqarish Payvandlash ishlarini tashkil etish bo'yicha asosiy qoidalar keltirilgan. qurilish maydonchalari, payvandlash materiallari va jihozlarini tanlash bo'yicha ko'rsatmalar;
konstruktsion elementlarni yig'ish va payvand qilish, payvandlash usullari, nazorat qilish tartibi va payvandlash bo'g'inlarining sifatini baholash standartlari.
Bundan tashqari, ushbu RD tanlangan odatda, eng tez-tez uchraydigan temir konstruktsiyalarini payvandlash texnologiyasi bo'yicha tavsiyalar beradi.
1.2. Payvandchilar, inspektorlar va muhandislar malakasiga talablar
1.2.1. Sanoat binolarining metall konstruksiyalarini payvandlash ishlari Rossiya Gosgortexnadzor tomonidan tasdiqlangan "Resurslarni sertifikatlash qoidalari" ga muvofiq ularga etkazib beriladigan tegishli payvandlash ishlarini amalga oshirish huquqini beruvchi sertifikatiga ega bo'lgan payvandchilar tomonidan amalga oshirilishi kerak.
390 MPa (40 kgf / mm2) va undan ko'p bo'lgan temir konstruktsiyalarini ushbu po'latlarni payvandlash uchun sertifikatlangan payvandlash qurilmalariga payvandlash mumkin.
Nazariy va amaliy mashg'ulotlarning maxsus kursini tamomlagan va ushbu asarlarni ishlab chiqarish huquqini sinovdan o'tgan dastlabki payvandlash operatorlari mexanizatsiyalashgan payvandlash usullariga yo'l qo'yiladi.
Barcha mutaxassisliklar va malakatlarning manbalari elektr xavfsizligi bo'yicha 2-bosqichda sinovdan o'tishi kerak. Bundan tashqari, barcha qayishgichlar yong'in xavfsizligi va xavfsizlik sinovlaridan o'tishi kerak.
1.2.2. Ushbu tashkilotda dastlab payvandlashni boshlaydigan dastlabki ishchi, ishga qabul qilinishdan avval, tegishli ishni bajarish huquqiga ega bo'lganligi to'g'risida guvohnomaga ega bo'ladimi, testdan (namunalarni) namunalar bilan to'ldirishga qaramasdan, kerak. Sinov namunalarini dastlabki payvandlash konstruksiyalarni payvandlanadigan holatlar bilan bir xil sharoitlarda amalga oshirilishi kerak.
Sinov namunalari dizayni va payvandlash apparati mutaxassislari tomonidan ishlab chiqarish yo'nalishlarining turiga va sifatini hisobga olgan holda payvandlash inspektori tomonidan belgilanadi. Viktorina payvandlarining sifati tikuvning yaxlitligini va shakllanishini aniqlash uchun vizual tekshirish va kerak bo'lganda (payvandlash boshi saylagan holda) - buzilmaydigan fizikaviy tekshirish usuli bilan aniqlanadi.
Sinovli payvandlangan bo'g'inlarning sifati bir xil ishlab chiqarish bo'g'inlari uchun belgilangan standartlarga muvofiq baholanishi kerak. Viktorina ulanishlari sinovdan o'tkazgich tomonidan payvandlanadigan ishlab chiqarish yo'nalishlariga nisbatan bir xil yoki bir xil turdagi bo'lishi kerak. Bir xil turdagi payvandlangan bo'g'inlarning xususiyatlari "Qo'rg'oshinlarni sertifikatlash qoidalari" da keltirilgan.
1.2.3. Resurslarga sertifikatda ko'rsatilgan ish turlariga ruxsat beriladi. Sertifikatda po'lat buyumlar yoki po'lat buyumlar guruhining ro'yxatini "Resurslarni sertifikatlash qoidalari" ga muvofiq ro'yxatlash kerak.
1.2.4. Minus 30 ° Cdan past haroratda payvandlash uchun dastgoh dastlabki sinov misoli misollarini belgilanganidan yuqori bo'lmagan haroratda payvandlashi kerak. Sinov namunalarini mexanik sinovdan o'tkazishning qoniqarli natijalari bilan, payvandlovchi sinov namunalarining payvandlash harorati ostida 10 ° S haroratda payvandlanishi mumkin.
1.2.5. Payvandlash ishlarini boshqarishni maxsus tayyorlangan yoki payvandlash sohasidagi o'quv hujjati bo'lgan shaxs amalga oshirishi kerak.
SNiPga mos keladigan, hozirgi davrda ishlab chiqarilgan mahsulotlar, ishlab chiqarish va texnologik hujjatlar (PTD) va nazorat qilish bo'yicha metodik ko'rsatmalarga ishlov beradigan muhandislarga payvandlash, payvandlash ishlarini nazorat qilish va operatsion nazoratni amalga oshirishga ruxsat beriladi. Muhandislik kadrlarni bilish va ularni o'qitish payvandlash ishlab chiqarish kompaniyaning boshlig'i tomonidan tayinlangan komissiya tomonidan tekshirilishi kerak. Muhandislar va mutaxassislarning bilimlari kamida uch yilda bir marta tekshiriladi.
1.2.6. Nazariy va amaliy mashg'ulotlarning maxsus dasturini tamomlagan inspektorlar va payvandlangan bo'g'inlarning defektoskopiyasi bo'yicha ishlarni bajarish huquqini sertifikatlash uchun mos tipdagi (usulda) manbalarga ishlov berish sifatini nazorat qilish bo'yicha ishlarni amalga oshirishga ruxsat beriladi. Fizikani nazorat qilish usullari uchun nazorat qiluvchi organlar Rossiya Federatsiyasining Gosgortexnadzor tomonidan 1992 yil 18 avgustda tasdiqlangan "Buzmaslik mesh-tekshiruvi mutaxassislarini sertifikatlash qoidalariga" muvofiq tasdiqlanishi kerak.
1.2.7. Boshqaruvchilarni o'qitish maxsus ravishda amalga oshirilishi kerak ta'lim muassasalari yoki birliklar kasbiy ta'lim payvandlash sifatini nazorat qilish bo'yicha ishlarni amalga oshiruvchi korxonalar (o'quv yurtlari, markazlar, kurslar va shu kabilar) va shu kabi ishlarni bajarish uchun litsenziyaga ega.
Nazoratchilarni o'qitish nazorat usullari (ultratovush tekshiruvi, rentgenografiya va boshqalar) va kerak bo'lganda, ularning sertifikatlarida ko'rsatilishi kerak bo'lgan payvandlangan bo'g'inlar turlarida ixtisoslashtirilishi kerak. Har bir tekshiruvchi faqat uning sertifikatida ko'rsatilgan nazorat usullariga kiritilishi mumkin. 6 oydan ortiq vaqt mobaynida (bu turdagi nazoratchilikda) ishlamay qolgan nazoratchi yana imtihonlarni to'liq topshirishi kerak.
1.3. Payvandlashni tashkil etishning asosiy qoidalari
1.3.1. Binolarning metall konstruktsiyasini o'rnatish uchun ishlarni ishlab chiqarish loyihasini ishlab chiqishda, payvandlash payvandlarini payvandlash, payvandlash va nazorat qilish uchun tuzilmalarni o'rnatish uchun shart-sharoitlar hisobga olinishi va aks ettirilishi kerak.
CPD ga optimal darajadagi mexanizatsiyalashgan eng ilg'or montaj va payvandlash texnologiyasi qo'yilishi kerak.
1.3.2. Payvandlangan bo'g'inlarni yig'ish, payvandlash va sifat nazorati bo'yicha ishlarni tashkillashtirish va amalga oshirishda xavfsizlik qoidalariga rioya qilish uchun barcha sharoitlar yaratilishi kerak. yong'in xavfsizligi quyidagi normativ hujjatlar talablariga muvofiq:
SNiP III-4-80. Qurilishda xavfsizlik texnikasi;
GOST 12.3.003. Kasbiy xavfsizlik standartlari tizimi. Elektr payvandlash ishlari. Xavfsizlik talablari;
"Elektr ta'minoti qoidalari";
"Iste'molchilarning elektr qurilmalarini texnik ekspluatatsiya qilish qoidalari";
"Iste'molchilarning elektr qurilmalarini ishlatish uchun xavfsizlik qoidalari";
"Ruhshunoslik inspeksiyasining sanitariya qoidalari", № 2191-80;
"Radioizotop etishmovchiligini aniqlashning sanitariya qoidalari", № 1171-74;
Metallni payvandlash, payvandlash va chiqib ketish sanitariya qoidalari, № 1009-73;
"Xalq xo'jaligi ob'ektlarida payvandlash va boshqa otishni o'rganish uchun yong'in xavfsizligi qoidalari";
"Qurilish va montaj ishlarini olib borishda yong'in xavfsizligi qoidalari".
1.3.3. O'rnatish va payvandlash ishlarini bajaruvchi tashkilot quyidagi manbalarga asosan payvandlangan bo'g'inlarning sifatini ta'minlashi kerak:
xizmat ko'rsatiladigan asbob-uskunalardan foydalanish;
sifatli payvandlash materiallaridan foydalanish tegishli nazoratdan o'tgan;
pDD tomonidan reglamentlangan mahsulotlarni yig'ish va payvandlash uchun texnologik talablarni bajarish;
montaj va payvandlash jarayonlarini tezkor nazorat qilish;
tayyorlangan payvandlangan bo'g'inlarni sifatli nazoratini o'z vaqtida bajarish.
1.3.4. Asosiy materiallar (plitalar, prokat mahsulotlari) va payvandlash materiallari (elektrodlar, payvandlash paychalarining ishlab chiqarish va texnologik hujjatlarda (PDD) ko'rsatilgandan farqli bo'lgan, PDD tashkiloti-ishlab chiqaruvchi tashkilotning texnikaviy qarori, sanoat ixtisoslashtirilgan tashkilot va tashkilot - ish.
1.3.5. O'rnatish bloklarini montaj qilish va yig'ish tartibi va ishlarning ketma-ketligi eng ilg'or payvandlash usullarini qo'llash imkoniyatini ta'minlashi kerak. Payvandlangan bo'g'inlarning sifatini ta'minlash va payvandlangan bo'g'inlarni yig'ish, payvandlash va sifat nazorati bo'yicha ishlarni amalga oshirishda mehnat unumdorligini oshirish uchun ushbu bobda bayon etilgan qoidalarga amal qilish kerak.
1.3.6. Metall konstruksiyalarni birlashtirish va o'rnatishning turli bosqichlarida payvandlash usuli ishlarni ishlab chiqarish loyihasi (CPD) bilan aniqlanishi kerak.
Payvandlash usulini tanlashda esda tuting:
mexaniklashtirilgan payvandlash usullaridan foydalanishning maqsadga muvofiqligi texnik va iqtisodiy hisob-kitoblar bilan tasdiqlanishi kerak;
katta uzunlikdagi payvandlash uchun konstruksiyalarni oldindan yig'ish uchun avtomatik suv ostida-payvandlash manbai ishlatilishi kerak;
quyma, burchakli va vertikal postlarda payvandlash paychalarining metall konstruktsiyalarini birlashtirish va o'rnatishda o'z-o'zidan himoyalangan oqimli korpusli mexanik (yarim avtomatik) payvandlash ishlarini bajarish mumkin;
manba joylari shamoldan himoyalangan bo'lishi sharti bilan, har qanday holatidadir metall konstruktsiyalarni yig'ish va montaj qilish uchun karbonat angidrid (mexanik (yarim avtomatik) payvandlash) ishlatilishi kerak.
Avtomatlashtirilgan va mexanizatsiyalashgan payvandlashni qo'llash mumkin bo'lmagan hollarda, qo'lda boshq manbaidan foydalanish kerak.
1.3.7. Resurs va jihozlarni sozlash uchun muhandislik-texnik xodimlarning soni mexaniklashtirilgan payvandlash qurilish maydonchasida payvandlash va ishchi payvandchilar soniga bog'liqdir. Qurilish-montaj ishlarining payvandlash xizmati to'g'risidagi nizomga muvofiq tashkil etilgan.
1.3.8. Qurilishgacha bo'lgan uchastka uchastkasi va payvandlash uchun yig'iladigan yoki rekonstruksiya qilinadigan binoning hududi etkazib berilishi oldindan qurilgan uchastkaning barcha qismlariga va yig'iladigan binolarga elektr payvandlash oqimi kabelidan foydalangan holda amalga oshirilishi kerak.
1.3.9. Tarmoqqa payvandlash uchun quvvat manbaini ulash uchun paychalarining kesilishi jadvalga mos ravishda tanlanishi kerak. 1.1. Qo'l bilan boshq manbai elektrod ushlagichi payvandlash oqimiga qarab tanlangan bo'lishi kerak bo'lgan PRD, PRI, KOG 1, KOG 2 turlarini kauchuk izolyatsiyalash bilan moslashuvchan mis simli, payvandlash zanjiriga ulanadi: 100A dan to hozirgacha - kamida 16 mm2, 250A - 25 mm2da, 300A - 50 mm2. Moslashuvchan simning uzunligi kamida 5 m bo'lishi kerak.
1.1-jadval
Payvandlash manbalari tarmog'iga ulanish uchun simli bo'lim
Maksimal manba oqimi Mis simli trubkasi, mm2, tarmoq kuchlanishli V
quvvat manbai, A 220 380
300 16 10
500 35 16
1000 70 50
2000 - 120
4000 - 240
__
* Alyuminiy simni kesishishi 1,5 baravar kattaroq bo'lishi kerak
1.3.10. O'rnatish va payvandlash ishlarining katta hajmlari bilan yig'ish maydonchalari va qurilishi tugallanmagan kislorod va yonuvchan gaz bilan quriladigan binolarni markazlashtirilgan tarzda elektr markazidan kesish postlariga ulash orqali amalga oshirish kerak. Markazlashtirilgan elektr ta'minoti tizimidan foydalanishning maqsadga muvofiqligi hisob-kitob bilan tasdiqlanishi kerak.
Katta sanoat ob'ekti qurilishi uchun kislorod va yonuvchan gazni taqsimlash loyihada qurilishni tugatgandan so'ng, ob'ektni foydalanish vaqtida ta'mirlash ishlarini bajarish uchun doimiy gaz ta'minot tizimi sifatida ko'zda tutilishi kerak.
Qurilish maydonida markazlashtirilgan gaz taqsimoti uzilishlarga muvofiq vaqtincha gaz etkazib berish sifatida amalga oshiriladi.
1.3.11. Mahalliy sharoitlarga qarab, asetilen, propan-butan yoki tabiiy kesish uchun yonuvchi gaz sifatida ishlatiladi. yonuvchan gaz. Asetilen nafaqat propan-butan yoki tabiiy gazni ishlatish uchun texnik jihatdan imkonsiz yoki iqtisodiy jihatdan qulay bo'lmasa, bino rafinari va tabiiy gaz quvurlaridan sezilarli darajada uzoqlashganida kesish uchun ishlatiladi.
1.3.12. Kislorod O'zining statsionar kislorodli zavodlaridan (masalan, KGN-30, 2KG-30 va boshqalar) yoki gazli stantsiyadan, temir yo'l yoki avtomobil tanklarida ob'ektga etkazilgan suyuq kislorod gaz quvuri orqali gaz quvuri orqali jo'natiladi. ish joylariga yoki kislorod rampalariga Kislorodni etkazib berish usuli mahalliy sharoitga bog'liq va hisoblash yo'li bilan tasdiqlanishi kerak.
1.3.13. Suyultirilgan propan-butan yetkazib berish etkazib beruvchi zavodining maxsus avtomobil tannarxi yordamida amalga oshirilishi kerak. Qurilish maydonlarida propan-butan saqlanadigan er osti tanklari quriladi; iste'mol joylariga gazli propan-butan etkazib beriladi.
1.3.14. Kislorod va yonuvchan gaz quvurlarini loyihalash, qurish, sinovdan o'tkazish va ekspluatatsiya qilish «Gaz zavodlari uchun xavfsizlik qoidalariga» muvofiq amalga oshirilishi kerak (Gosgortexnadzor, 1992).
1.3.15. Resurs strukturasi va ishlov berish joyining payvandlash yuzalari yomg'irdan, qordan, shamoldan va shamlardan himoyalangan bo'lishi kerak.
Atrof-muhit harorati minus 10 ° C atrofida bo'lganda, ishlov berish joyining yaqinida isitish uchun inventarizatsiya xonasi bo'lishi va 40 ° Cdan kam haroratlarda payvandlash harorati 0 ° C dan yuqori bo'lgan qizigan xonada amalga oshirilishi kerak.
1.3.16. Har bir qurilish maydonchasida omborni payvandlash materialini (elektrodlar, sim va oqi) saqlash uchun issiq iliq xonada jihozlash kerak. Harorat omborda 15 ˚ C dan past bo'lmasligi kerak, va nisbiy namlik 50 foizdan oshmasligi kerak.
Payvandlash materiallari namlik va mexanik shikastlardan himoya qiladigan sharoitlarda tovar belgisi, partiya va diametri bo'yicha alohida saqlanishi kerak. Resurs oqimi havo o'tkazmaydigan konteynerda saqlanishi kerak.
Sovutgichlarda elektrodlarni kaltsiylashtiradigan pechlar, korpus simli va oqsillarni, 150 ° S gacha bo'lgan haroratda fen bilan jihozlash kerak.
1.3.17. Elektr bilan ishlangan elektrotlar va korpusli sim bir dastgoh paytida payvandchi ishi uchun zarur miqdorda ish joyiga beriladi.
Taxminan 390 MPa (40 kgf / mm2) chastotali temirdan tayyorlangan konstruksiyalarni payvandlashda to'g'ridan-to'g'ri kalsifikatsiya qilish yoki quritadigan pechdan olingan elektrodlar ikki soat ichida ishlatilishi kerak.
Kalsinlangan payvandlash materiallarini saqlash va tashish yopiq idishda bajarilishi kerak: elektrodlar - maxsus metall konstruktsiyalarda, suv o'tkazmaydigan mahsulotlarda yoki yopiq plastmassa qopqog'ida, korpusli tel - yopiq idishlarda yoki suv o'tkazmaydigan mahsulotlarda.
1.3.18. Mexaniklashtirilgan payvandlash usullari uchun kasetlarda paychalarining tozalanishi va o'rab turilishi ish beruvchilar tomonidan doimiy ish joyida amalga oshirilishi kerak. Barcha telli kasetlarda tovar belgisi va telning diametri ko'rsatilgan markalar bo'lishi kerak.
1.3.19. Ishga qabul qilish uchun elektrga ishlov berish dastgohi ish joyida quyidagi asbob-uskunalar va asboblar to'plamini saqlab qolishi kerak: himoya qiladigan qalqon yoki niqob, qo'lqop, shaffof ko'zoynakli ko'zoynaklar, bolg'a, o'tkir yoki shlakli shlakli shpallar, temir cho'tka, shaxsiy shtamp, quti yoki sumka. elektrodlar uchun ajratilgan holda, tikuv geometriyasini tekshirish uchun tegishli andozalar. Ish joyi dastgohi oldindan tayyorlanishi, begona narsalardan tozalanishi va yoritilgan bo'lishi kerak.
1.3.20. 345 MPa va undan ortiq (C345 va undan yuqoriroq) chastotali chuqurlikdan tayyorlangan payvandlash manbalari payvand chokining kamida yarmi to'la yoki butun uzunligi bo'ylab yoki eng kamida 800-1000 mm uzunlikdagi (1 m dan ortiq manba uzunligi bilan) kesilmaguncha bajarilishi kerak. Ishda majburiy tanaffuslar mavjud bo'lsa, qo'shimchaning asta-sekin va bir tekis sovutilishini har qanday vositalar (masalan, qatlamning asbest bilan qoplanganligi) bilan ta'minlash va payvandlash qayta boshlanganda qo'shma qism 120-160 ° S haroratgacha qizdirilishi kerak.
Jihozni payvandlash tugaguniga qadar hech qanday kuch ta'sir qilmaydi.
1.3.21. Manba va tozalangan tikuv belgilangan raqam yoki belgisi (marka) bilan payvandlash apparati tomonidan markalash kerak. Markaning o'zi (ular) tomonidan tayyorlangan payvand choki chegara uzunligidan 40-60 mm masofada joylashtiriladi: bitta payvandchi - bir nechta payvandlar tomonidan amalga oshirilganda - payvandning boshida va oxirida. Markalarni o'rnatish o'rniga, payvandchining imzosi bilan ijro sxemalarini tuzish mumkin.
1.3.22. Payvandlash jarayonida payvandlangan bo'g'inlardagi yoriqlar yoki boshqa qabul qilinmagan nuqsonlar mavjud bo'lganda, payvandchi bu ishni to'xtatishi kerak. payvand choki va payvandlash ustasini xabardor qiling.
1.3.23. Dastlabki payvandlash payvandlarini dastlabki payvandlash apparati yoki usta tomonidan qabul qilingan assimetrik birikmalarni yig'ish uchun qabul qilinganidan so'nggina bajarish mumkin.
2. BASIC MATERIALLARGA QO'YILADIGAN TALABLAR
2.1. Binolar, uglerod va po'lat konstruktsiyalar uchun kam qotishma po'latdir GOST 27772 bo'yicha.
Binolarning temir konstruktsiyalari uchun ishlatiladigan asosiy po'lat buyumlar kimyoviy tarkibi va mexanik xususiyatlari 2 va 3-ilovalarda keltirilgan.
2.2. Qurilish maydonchasiga keladigan plitalar va qurilish po'latlari ishlab chiqaruvchi tomonidan kimyoviy tarkibi va mexanik xususiyatlari ko'rsatilishi kerak.
2.3. Ishlab chiqarish, kontsentratsiyalash va o'rnatish zavodiga kiruvchi metall inshootlarini (plitalar, plitalar) va metall konstruksiyalarining tarkibiy qismlari quyidagilarni o'z ichiga oladi:
sertifikat yoki pasport mavjudligini tekshirish, unda mavjud bo'lgan ma'lumotlar to'liqligi va ushbu ma'lumotlarning standart, texnik talablar, dizayn yoki loyiha hujjatlari talablariga muvofiqligi;
zavod markirovkasining mavjudligini va uning guvohnomasi yoki pasport ma'lumotlariga muvofiqligini tekshirish;
metall va konstruktsion elementlarning GOST 19903 va GOST 19904 tomonidan tartibga solingan, metall qoldiqlarini minus sapmalardan tashqariga olib chiqadigan sirt kamchiliklarini va zararni aniqlash uchun tekshirish;
loyiha hujjatlarida ko'rsatilgan geometrik shakllar va strukturalarning o'lchamlarini buzadigan deformatsiyalarni aniqlash uchun tizimli elementlarning (tugunlar, bloklar, trusslar, rafters va boshqalar) tekshiruv va o'lchash (PDD bo'yicha tegishli ko'rsatmalar mavjud bo'lsa).
2.4. Sertifikat yoki to'liq bo'lmagan sertifikat ma'lumotlari mavjud bo'lmagan taqdirda, ushbu metallardan foydalanishga faqat metallning standart yoki texnik talablarning barcha talablariga javob berishini tasdiqlaydigan zarur testlar o'tkazilgandan so'ng yo'l qo'yiladi.
2.5. Asosiy materiallarni (metall va konstruktsion elementlarni) nazorat qilish ushbu materiallar buyurtmachisi - tashkilot tomonidan amalga oshiriladi. Kirishni nazorat qilish natijalari konstruktsiyalarni ishlab chiqarish yoki o'rnatish bilan shug'ullanuvchi tashkilotga o'tkazilishi kerak.
Belgilangan faylda jadvallar, tasvirlar va ilovalar bilan hujjatning to'liq versiyasi ...




