Boshq manbaini qanday tayyorlashni qanday o'rganish kerak. Resurs bilan pishirishni qanday o'rganish kerak
Bu qo'lda boshq manbaiga oid kichik seminarlar. Biz maqolada yangituvchi dastxatchi oldida turgan eng keng tarqalgan muammolar va muammolarga e'tibor berishga harakat qildik.
"Uy uchun, dacha uchun" payvandlash apparati sotib olishni o'ylab, ko'plab oddiy odamlar bu ishni rad qilishadi, chunki ular elektr arqonlarini payvandlashning donoligini mustaqil ravishda o'rganishlari mumkinligiga shubha qilishadi. Har bir inson yuqori malakali qayishgichlar yaratuvchisi, hunarmandlarning alohida kasti ekanligini biladi. Shu bilan birga, haqiqat shundaki, ko'pchilik hollarda payvandlashda mahalliy qurilishni qo'llash ma'lum bir payvandlash sifatini talab qilmaydi, va payvandlangan bo'g'inlar, aslida oddiygina murvatli / murvatli birikmalarning o'rnini bosadi. Bunday holatda, albatta, yangi bosh usta payvandlashni amalga oshirmasligi kerak, masalan, suv quvurlari yoki yuklangan qoplamali trusslar, natijalar juda yoqimsiz bo'lishi mumkin.
Pishirishni o'rganishning eng yaxshi usuli - tegishli kurslarga yozilishdir. Bundan tashqari, ingl. Sifatida, real vaqtda, uning harakatlariga rioya qilish, savollar bilan azoblash va asosiy texnikani o'rganish uchun bir muncha vaqt tajribali ustoz bilan ishlash foydali bo'ladi. Ammo bu zaruriy emas, asosiy nazariy mashg'ulotlar tashqariga chiqib, o'zingizni o'rganishga kirishingiz mumkin. Ayniqsa, siz payvandlash manbasini tanlashni tanlasangiz, siz hozirgi vaqtda eng amaliy bo'lgan va yangi boshlovchini juda kechiradigan invertorlarga ustunlik bergansiz. Biz payvandlash uskunasini tanlash masalasini allaqachon muhokama qildik. "Resurs inverterini qanday tanlash kerak" maqolasida. Professional maslahat. Keyinchalik, eng keng tarqalgan manba turini - uglerodning bir qismini ulash uchun mo'ljallangan, qo'lda elektr arqon (MMA) haqida suhbatlashamiz. tizimli po'latdir qismli qoplangan elektrodlardan foydalaning.

Resurslarni tayyorlash
Nima tugallanishi kerak
Kiyim-kechak
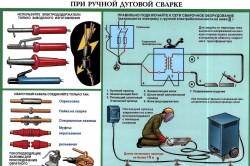
Payvandlash inson uchun juda zararli jarayondir, shuning uchun usta o'zini himoyalashi kerak. Siz kiyim bilan boshlashingiz kerak. Olovga chidamli payvandchi kostyumlari sotuvga qo'yiladi, shuningdek, turli jag'lar, arpalar va boshqalar. Qo'llar alohida himoya qilinadi, bu maqsadlar uchun maxsus lentalar, qo'lqoplar yoki qo'lqoplar talab qilinadi. Shimlarni yopish uchun baland bo'lishi kerak bo'lgan poyafzallarni va issiq uchqunlarga dosh berishga bardoshli issiqlikka e'tibor bering. Eng muhimi, vizyonun himoyasi. Shu maqsadda, niqobga o'rnatiluvchi yorug'lik filtrlari ishlab chiqildi, ko'zni zararli radiatsiyadan himoya qila oladi, ammo manba havuzining aniq ko'rinishini beradi. Ular soni bor va soyalar bilan ajralib turadi. Yorug'lik filtrlarining soyali ishlashi ish sharoitlariga (arka qizg'inligi) muvofiq tanlanadi. Ko'pchilik xo'jayinlar xameleyon turidagi yorug'lik filtrlarini yaxshi ko'rishadi. Qurilmaning ishlab chiqaruvchilari, odatda, niqob yoki qo'lqoplardan ba'zilari to'plami ichiga kiritishi mumkin, lekin har doim ham bu oddiy sifatli qurilmalar.

Yuqori kuchlanish simlari
Payvandlash mashinasining o'zi (payvandlash oqimining manbai) bilan bir qatorda, elektrod ushlagichini va zichlab qisqichini (tuproq terminali) o'tkazish uchun simlar bo'lishi kerak. Ular maxsus oqim quvvati uchun mo'ljallangan katta kesimning maxsus mis simlari bo'lib, oqim qanchalik katta bo'lsa, ular qanchalik katta bo'lsa va ular qancha oqilsa, shuncha kattalashadi. In turmush sharoitlariNisbatan kam kuch inverterlari ishlatilganda, uzunligi 2,5-4 metr bo'lgan 200 A gacha bo'lgan oqim uchun mo'ljallangan konduktorlar juda mos keladi. Odatda, bu simlar birlashtirilgan, lekin ba'zida ular alohida sotib olinishi kerak.

Yuk tashish tartibi
İnverterni tarmoqqa ulash uchun (yuqori sifatli mashinadan ishlaydigan 25 A uchun ishonchli tuproqli chiqish joyidan tashqari) deyarli har doim tashish kerak. Har bir iletkenin tasavvurlar maydoni 2,5 mm dan kam bo'lmasligi kerak. Uning uzunligi ellik metrga etishi mumkin, ammo qanchalik qisqa bo'lsa, oqim chiqishi aniqroq bo'ladi. Har qanday holda, kengaytma g'altakning to'liq qizib ketmasligi uchun uni to'liq ochish kerak.
Yordamchi vosita
Payvandlash ishlarida burchakni ishlov beruvchilar («bolgar») har doim ham qulay, ham "katta", ham "kichik" darajada yaxshi bo'ladi. Asbob sifatida siz ehtiyot qismlarni kesish va maydalash bilan jihozlashingiz kerak. Tozalash uchun ehtiyot qismlarga metall cho'tka kerak. Shlakni olib tashlash uchun bolg'acha kerak. Birgalikda payvandlanadigan qismlarni mustahkam tarzda mustahkamlash uchun termal xavf-xatarlar tufayli plastmassa ishlamaydi. Keling, har qanday qadamni ochiqdan-ochiq tortadigan iskala haqida gapiraylik. Ular payvandlash jarayonini to'liq nazorat qilishlari va qismlarni "stolda" tayyorlagan holda ish joyida xizmat qilishlari kerak.

Elektrodlar
MMA payvandlash uchun elektrodlarning tasnifi juda keng. To'g'ridan-to'g'ri oqim inverter bilan payvandlash uchun juda mos bo'lgan ANO, OZS, MP kabi taniqli brendlar yordamida biz vazifalarni bajaramiz. Chiziqning diametri haqida esa, bizning o'lchamimiz "ikki" va biroz kamroq "uchlik" dir. Bir oltin qoida tushuniladi: elektrodning diametri payvandlanadigan qismlarning metall qalinligi bilan tanlanadi va elektrodning diametridan allaqachon tanlanadi manba oqimi. Metallning kimyoviy tarkibi, qirralarning shakli, qismlarning ulanishi, shuningdek, kosmosdagi payvandning holati ham hisobga olinishi bilan birga, bu asosiy, asosiy mezondir.

Taxminan 1,5 dan 3 mm gacha bo'lgan metall uchun 2-2,5 mm diametrli elektrodni olishingiz kerak. Uch kishi qalinligida 5 mm qalinlikdagi metallni qaynatadi - bu bizning chegaraimiz bo'ladi, elektrod esa qismlarga metallini isitmaydi. Ichki tarmoq 4 mm elektrodlarni tortib olmaydilar (joriy quvvati 200 A ga yaqin va yuk 5 kV ga yaqinlashadi - mashina o'chadi) va uning imkoniyatlari kamdan-kam talabga ega. Quyidagilarni o'qing:
Tafsilotlarni qanday tayyorlash mumkin?
Resurslarni qayta ishlash
Qaerda tashkil etiladigan ikkita qismni birlashtirish zonasi payvand choki, axloqsizlik va namlikdan tozalanishi kerak, shuningdek, metall cho'tka yordamida zangni olib tashlash kerak bo'lgan qirralardan, bo'yoq va loyqa birikmalarning qoldiqlari (metalning qo'shilishdan bir necha santimetrgacha nashr etilishi kerak). Agar uning qismlari qalinligi 3 mm dan oshsa, unda metall qirralarning yaxshi pishirilishiga imkon beradigan qirralarning paxta qismi tavsiya etiladi.
Tomning yo'nalishi
Manba tikuvi gorizontal yuzaga joylashtirilgan (manba "pastki holatidadir") bo'lsa, qo'lda payvandlashni osonroq bajarish mumkin. Ushbu usul bilan, manba hovuzini boshqarish uchun juda qulaydir. Gravitatsiya eritmadan yuqoridan pastgacha harakat qiladi, uni o'zgartirmasdan, elektrod to'lg'azish metallini foydalanuvchi yaratgan to'rga o'tkazishga yordam beradi. Shu sababli, agar imkoniyat bo'lsa, yangi boshlovchi stolda pishirishni afzal ko'radi va faqatgina "kengaygan" qismlarni "joyida" yig'ish kerak.

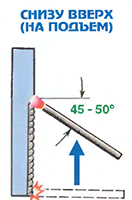
Vertikal holat yanada murakkab, ammo tez-tez ko'rinadi, bu yo'nalish usuli vertikal tekislikda vertikal yoki gorizontal ravishda pishirishni talab qiladi. Birinchi holda, tikuv ko'pincha pastdan yuqoriga qarab chiqadi, lekin nozik metall uchun yuqoridan pastga harakat qilish yaxshiroqdir - bu bilan u kamroq isitiladi va kuyish ehtimoli kamroq bo'ladi. Ikkinchi turdagi payvandlashning xususiyati (vertikal sirtda gorizontal ravishda) manba hovuzining og'irlik kuchiga perpendikulyar bo'lganligi, shuning uchun metallning oqmasligi, eritmaning miqdori (manba hovuzining kattaligi) minimal bo'lishi kerak, kamon imkon qadar qisqa tutilishi mumkin.

Aniq sabablarga ko'ra, shipni payvandlash eng qiyin va samarasiz, chunki noprofessor emas, uni qabul qilish yaxshi emas.
Shuni ta'kidlash kerakki, payvandlash qismlari bir-biriga nisbatan turli xil yo'llar bilan joylashtirilishi mumkin. Ulardan bir nechta payvandlash turi mavjud: uchidan uchigacha, qoplama, burchak, tavrovaya. Butt-payvandlash jarayoni "deyarli" tekis elektrod tomonidan amalga oshiriladi, boshqa uchta turdagi elektrod yonma-yon joylashgan bo'ladi, chunki siz o'zaro perpendikulyar samolyotlarda joylashgan ikki qismni qaynatishingiz kerak. Muammo mavjud: Masalan, agar qismlarning burchakli ulanishi odatdagi tarzda jadvalga joylashtirilsa, unda biz L harfini, ya'ni gravitatsiya sababli, pastki chetning manba hovuziga tushadigan qismini ko'ramiz. Shuning uchun uning qismlarini "qayiqda" joylashtirish mantiqiy bo'ladi (V shaklida bo'linadi), so'ngra har ikki qirrali ham yaxshi payvandlanadi.
Hozirgi holat qanday
Biz allaqachon payvandlash payti elektrod qalinligidan kelib chiqqan holda tanlanganini aytdik. Birinchidan, faqat quyi oqim limiti texnik jihatdan cheklanganligini yodda tuting. Misol uchun, ikkitadan foydalanib, yaxshi tikuv olish uchun joriy kalitni 70-80 yoki undan ortiq amperga (yuqori, tezroq elektrod yonadi) o'rnatishingiz kerak. Uch uchun, 100 dan 140 A gacha bo'lgan oqindi, to'rtta - 160 A. Birinchidan, oqim minimaldan bir oz ko'proq harakat qilib ko'ring va agar kerak bo'lsa, uning qiymatini oshiring. Quvvat rejimini to'g'ri tanladingizmi yoki yo'qligini bilishning yaxshi usuli bor: payvandlash ovozi chirigan, gurgling yoki chayqalishga o'xshamasligi kerak.

Elektrod ushlagichini va massani polarizatsiya qilish
Inverter to'g'ridan-to'g'ri oqim bilan ishlaydi, shuning uchun yuqori kuchlanishli simlarni ikki holatda ulash imkonini beradi, siz elektrod yoki yerga "ortiqcha" yoki "minus" qo'llashingiz mumkin. Agar elektrod ortiqcha (teskari polarlik) bo'lsa, unda kuchli kuchayadi va minus (to'g'ridan-to'g'ri polarizatsiya) bo'lsa - bu qism. Teskari polarizatsiya tez-tez ishlatiladi, an'anaviy payvandlash uchun odatiy hisoblanadi. To'g'ridan-to'g'ri kutupluluk, maxsus elektrodlar bilan yuqori tezlikli sochlarni payvandlash uchun ishlatiladi.
Resurs burchagi bilan ishlash
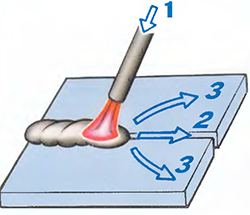
Barcha tayyorgarlik ishlarini tugatgandan so'ng, siz o'qishga kirishingiz mumkin. Iloji boricha qulayroq bo'lib turing, yaxshiroq o'tiring, stolga suyanib, elektrodni ikkala qo'l bilan ushlang. Keyinchalik pastki holatdagi eng oddiy payvandlashda, asosiy payvandlash qismlarida, elektrodda ikkita, metall (yoki plitalar), xamfersiz tekis qirralarning, bir qatlamli tekis tikuvning asosiy harakati va texnikasini ko'rib chiqamiz. Buyumlar taxminan ish tartibida bo'ladi, biroq bir vaqtning o'zida bir necha tadbirlar amalga oshiriladi. Har bir element, albatta, biror harakatni ko'rsatma emas, balki diqqat qilish muhim ahamiyatga ega.
1. Ignition Agar yoyning paydo bo'lishi uchun (yoritilgan), elektrodning yorqin harakatini, xuddi o'yinda bo'lgani kabi, qismida bajarish kerak. Dori-darmon yo'nalishi bo'yicha ishlaydigan buyum buzilmasligi uchun zarba berish kerak. Elektrodning o'zi vertikal (taxminan 30 daraja) ga nisbatan bir oz tebranishi kerak.

2. Arkni nazorat qilish, payvandlash havzasining shakllanishi. Yassi yiqilib bo'lgandan so'ng, biz uni tikuvning boshiga keltiramiz va metallning eritilishini kutamiz. Birinchidan, 2-3 soniya davomida elektrod ostida qizil nuqta paydo bo'ladi, u oqimni yoqadi. Keyin siz sarg'ish-to'q sariq rangdagi ko'rinishni ko'rishingiz mumkin.
3. Manba havzasining shakllanishi vaqtida elektrodning joylashuvi. Elektrod deyarli vertikal holda joylashgan bo'lib, tikuv yo'nalishi bo'yicha (25-40 daraja) bir oz egilib turadi. Elektrod va uning qismlari o'rtasida taxminan 3 millimetr masofani saqlab turish kerak, odatda, bu maqsadda, payvandlash uchun bo'shliqlar metall gipsga qo'llaniladi.

4. Dik shakllanishi, payvandlash manbai. Shunday qilib, payvandlash havzasining ko'rinishi - titroq yuzasi bilan to'q sariq rangli joyning ko'rinishi. Yassi ateşlenmesinin boshidan boshlab, hammom (eritilgan metall) 2-3 soniyadan keyin paydo bo'ladi va biz payvandlash usuli bo'yicha elektrodni bir-ikki millimetrga siljitishimiz kerak. Keyin yana bir marta to'q sariq nuqta ko'rinishini kutamiz, endi u bir soniyadan kam davom etadi. Shunday qilib, millimetr bilan millimetr asta-sekin harakatlaning.
5. Dikişin shakllanishi vaqtida elektrodning joylashishi, turi.
Birinchidan, siz har doim to'g'ri burilishni saqlashingiz kerak. Agar elektrod juda ko'p chidamli bo'lsa, yassi manba hovuzini suv oqimi bilan qaytarib, tikuvni baland qilib, metallni isitish uchun qiyinlashtiradi. Yana vertikal elektrod kamonni hammom ustiga bosib, uni yoyib yuboradi. Shunday qilib, elektrodning moyilligi tikuvning balandligi bilan boshqarilishi mumkin, shuning uchun to'g'ridan to'g'ri payvandlanadigan sirtlar bo'ylab cho'zilib ketadigan tikuv bo'ladi. Shunga qaramasdan, eskirgan elektrod bilan, payvandlash havzasining holatini ingl. Nazorat qilish osonroq.

Ikkinchidan, kamon bo'shlig'iga chidamli bo'lishni unutmang. Aslida, elektrod iste'mol qilinadi va ular aytadiki, manba hovuziga "quyib" tushirish kerak. Elektrodni iloji boricha yaqinlashtirmaydigan bo'lsa, payvandni hosil qilish uchun metall bo'lmaydi va katta bo'shliq boshqni beqaror holga keltiradi. Elektrodga ehtiyotkorlik bilan aloqasi qisqa tutashuvga olib keladi va inverterda himoya qilish mumkin bo'ladi. Nishab elektrodlari bilan elektrod qoplamasi bilan faqat uning qismlariga tegib turadigan bo'lganda mos yozuvlar nuqtasining balandligini oling.
Uchinchidan, elektrod harakati turi yangi boshlanuvchilar uchun tekis chiziqni, o'ta kichik vaziyatda (hammom atrofida) va ayni paytda harakatlanish harakatlarini tanlash uchun yaxshiroqdir. Biz bir-birimizni yarimiga o'xshash bo'lgan "tarozi" deb nomlanamiz. Eng yaxshi tikuv - kichik pulli. Aytgancha, barcha zigzaglar va sakkiztasi keyinroq o'zlashtiriladi, ular qalin metall bilan ishlashi kerak.

To'rtinchidan, harakat tezligi. Ushbu parametrga rioya qilmaslik ko'pincha katta payvandlash nuqsonlarini keltirib chiqaradi - penetrasyon yoki yonishning etishmasligi. Raqamli echimlar berilmaydi. Elektrod ostidagi hududning holatini (rangi) kuzatib boring, silliq siljiting, haddan oshib ketmang. To'xtang va tikuvning tugagan qismlariga qarang. Elektrodning ingichka qismi, metallni isitadi, shuncha sekin tushadi. Shubhasiz, chegara vaziyatlarda (qismlar uchli va pastki qismlarga bo'linishi mumkin bo'lgan hollarda) yangi boshlanuvchilar uchun ko'proq foydalanishi mumkin nozik elektrod va uning xabarini sekinlatadi. Qobiliyatlarni takomillashtirish - oqimni kuchaytirish va qalin elektrod foydalanish.
6. Resurs havzasini boshqarish vizual tarzda amalga oshiriladi. Hammaga va orqasiga qarama-qarshi tomonga qarang, yoyning o'zi emas. Sizning tikani bir xil qalinligi va kengligi (elektrodi diametrining 0,8 dan 1,5 ga teng bo'lishi) uchun kamida kamchiliklari (GOST 30242-97) bilan tekshiring. Ichki sharoitda ko'pgina payvandlash nuqsonlari qo'shimcha podvarivaniem bilan muammosiz yo'qoladi, lekin faqat tikuvni sovutib, uni cürufdan tozalashdan so'ng. Yangi boshlovchi uchun, ehtimol, manba hovuzini yaxshiroq ko'rish uchun sezilarli egilgan elektrod bilan ishlash yaxshiroq. Birinchidan, dorani bir burchak bilan payvand qilishni to'xtatmaslik kerak, natijada paydo bo'lgan tikuvning geometriyasini (kesimini) to'xtatib chiqing va ko'rib chiqing: shkalasi / tuberkli - yaxshi; oyog'idagi bir to'p - kichik oqim kuchi; yonib ketadigan va kraterlar - yuqori oqim, ma'lum bir traektoriya bo'ylab sekin elektrodning harakatlanishi.
7. Payvandni qanday tugatish kerak. Dikişin oxirida elektrodni zudlik bilan olib tashlamang, balki metallni maydalab, kichik doira hosil qiling, aks holda chuqur ajralish nuqtasida krater qoladi. Elektrodni ish tashlash bilan engil torting. Payvandlashdan so'ng, u jilov sovutib, qora rangga aylangach, tikuvdan bolg'a va qattiq cho'tka bilan chiqariladi. Tegishli payvandlashda katta zarralar bilan reboundlanadi va payvandlash metallida shlak qoplamasi yo'q.

Bu maqola, albatta, keng qamrovli yo'lboz bo'lishni da'vo qila olmaydi, lekin biz yangi manbalaridan ba'zi tez-tez so'raladigan savollarga javob berishga harakat qildik. Shuni ham ta'kidlashni istardimki, mashq qilishdan oldin payvandlash apparati va elektrodlarni ishlab chiqaruvchining tavsiyalarini diqqat bilan o'qib chiqing va payvandlash paytida xavfsizlik qoidalarini diqqat bilan o'qib chiqing. Va hamma narsa siz uchun ishlaydi.
Anton Turishchev, rmnt.ru
Odatda kundalik hayotda payvandlashni qo'llash kerak, ayniqsa, xususiy uyda. Agar juda ko'p ish bo'lsa, u holda siz payvandlovchi xizmatidan foydalanishingiz mumkin, lekin agar u juftlik mahsuloti bo'lsa, unda inverterli payvandlash mashinasidan foydalanish kerak.
Nima uchun inverter? Aslida, u eng oddiy, arzon va qulay manba turlaridan biridir. Inverter bilan payvandlash payvandlash uchun payvandlangan bo'g'inlar mavzusiga kirib borish uchun asosiy qismlarni ajratishga, ko'p pul sarflashga, konusni to'ldirishga yordam beradi.
İnverterli payvandlarning afzalliklari
Buni osonlashtirish uchun ushbu turdagi payvandlashning afzalliklarini ko'rib chiqamiz:
- mavjudlik (deyarli uy asbob-uskunasi, har bir payvandlash apparati do'konlari keng turdagi inverterlar bilan ta'minlaydi);
- arzon narx (ba'zi bir payvandchi payvandchi xizmatlariga haq to'lashdan arzonroq);
- kam og'irlik, harakatlanish (3 dan 10 kg gacha bo'lgan o'lchov asboblari va osongina joydan joyga ko'chirilishi mumkin);
- juda moslashuvchanlik (bunday apparatlar bilan deyarli har qanday metallni payvandlash mumkin);
- samaradorligi (taxminan 90% ning invertor samaradorligi, ya'ni elektr energiyasining badallari katta bo'lmaydi);
- past kuchlanishli talablar (3 mm elektrod tarmoqdagi 180-170 V past oqimlarda payvandlash uchun ishlatilishi mumkin)
- o'rganish qulayligi (bu materialni o'qib bo'lgandan so'ng, siz o'zingizni payvandlashni boshlash uchun etarli bilimga egasiz).
Pishirishni boshlashni bilishdan oldin inverter manbai, oldindan tayyorgarlik ko'rishingiz kerak. Bu xavfsizlik talablari qatoridan iborat bo'lib, ular to'g'ri tartibga solingan kiyimlardir. ish joyi, shaxsiy himoya vositalari va boshqalar.
Boshqa tomondan, mos elektrodlar, shuningdek, to'g'ri foydalanish. Ushbu ma'lumotsiz silliq, sifatli tikuvni olish juda qiyin, ammo xavfsizligini ta'minlash yanada qiyin.
Himoyalar
Biz qanday qilib xavfsiz tarzda pishirishni yoki invertor bilan metallni payvandlash paytida o'zingizni qanday himoya qilishni o'rganishni boshlaymiz. Bizga kerak bo'ladi:
- Qalin matodan qilingan (rezinali emas) qo'lqoplar.
- Manba niqobi. Har bir payvandlash oqimi uchun niqob ustida filtr bo'lishi kerak, aks holda siz "bunnies" yoki xohlaysizmi. Bundan tashqari, sotib olishingiz mumkin - bu manba zichligi mustaqil ravishda moslashtiruvchi dastani uchun maxsus maska. Xameleyon uchun bitta kuzatish mavjud - past haroratlarda reaktsiya tezligi pasayadi.
- Uchqunlardan yong'in chiqmaydi kiyim. Shimlar, sumkalar va poyafzallarga bo'lgan talablar universaldir - ular zarbaga dosh berishlari va kuymasliklari kerak.

Ish joyini tayyorlash
Keyingi qadam pishirishni o'rganish uchun qulay ishchi platformalar yaratishdir. manba invertori. Tajribali payvandchi maxsus payvandlangan stoldan foydalanishni afzal ko'radi, har qanday metall stol yangi boshlovchilar uchun qulay tarzda tartibga solinadi va zarurat bo'lganda payvandlanadigan qismlarni to'g'rilaydi.
Albatta, etarli yorug'likni sozlash kerak. Shunday qilib, invertor bilan ishlash vaqtida uchqunlar va katta oksidlar paydo bo'lishi sababli, jadval va uning atrofidagi joylar yonuvchan va yonuvchan suyuqliklar va materiallardan tozalanishi kerak. Elektr o'rish mashinasi yog'och taxta kabi elektr toki zarbasidan himoya qiladigan sirt ustida turishi kerak.
Elektrodni qanday tanlash kerak
Yangi boshlanuvchilar uchun invertor bilan payvandlashda elektrodni olish uchun biz bilishimiz kerak: metallning turi va uning qalinligi. Keyinchalik tajribali payvandchilar payvandlash pozitsiyasini, penetratsion chuqurlik va boshqa nuancelarni hisobga oladi, ammo biz faqat ikkita fikrga ehtiyoj sezamiz. Har bir metall turi uchun elektrod turiga kiradi, ular ma'lum metal tarkibi uchun ishlab chiqariladi.
Zanglamaydigan qotishma, quyma temir yoki oddiy temir bir tovar bilan pishirilmaydi. Elektrodning qalinligi metallning qalinligi va istalgan penetrasyon chuqurligi asosida tanlanadi. Yangi boshlanuvchilar uchun po'lat qismlarni olib, ularni elektrodlar bilan tayyorlash tavsiya etiladi, masalan OK-46 yoki UONII 13/55 diametri 3-4 mm.

UONII elektrodlari
İnvertör simi diagrammasi, polarite
Bosh sxemaga shunday bir narsa - manba invertor uyasi, er simini va elektrodli simi ko'rinadi. Bu erda manba inverteri simlarini ulashdan ko'proq manfaatdormiz. Qurilmadan ikkita kabel keladi: birinchisi massa, u oxirida sumkasi yoki klipi bor, ikkinchisi esa elektrod uchun klip bilan tutqich shaklida bo'ladi.
Ommaviy simi to'g'ridan-to'g'ri payvandlanadigan qismga yoki mahsulot bilan aloqa qilishda payvandlash jadvaliga ulanadi. Qo'shtirnoqli paychadagi telda elektrodni torting.
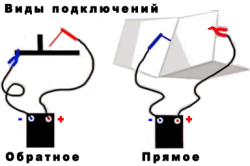
Ikki ulanish imkoniyatlari mavjud: to'g'ridan-to'g'ri polarite (ommaviy +, qo'l -) va teskari polarite (mass - arm +). To'g'ridan-to'g'ri kutupluluğu bilan, metall ustida ishlaydigan issiqlik miqdori kamayadi, termoyadroviy chuqurroq bo'ladi. Payvand chastotasini to'g'ridan-to'g'ri ulash siz qalin metallni payvandlash imkonini beradi.
Invertor bilan payvandlashda teskari polarizatsiya mahsulotga issiqlik yoğunlaştıracak va yanada keng ko'lamli joylashtirishga imkon beradi, lekin kamroq penetrasyona olib keladi. Ushbu ulanish bilan yonish oson bo'lgan nozik metallni qaynatib oling.
Resurs inverterini tarmoqqa ulash
Metall tayyorlash
Tukli buyumlar ehtiyotkorlik bilan tayyorlanishi kerak. Buning uchun qirralarning maxsus cho'tka bilan tozalanadi, oksid qatlamini chiqaradi. Qattiq tozalashdan so'ng qo'shimcha yog 'olish maxsus vositalar yordamida amalga oshiriladi.
Manba qilingan qismlarni to'g'ri joylashtiring. Ularning joylashuviga qarab ular ulanish turlarini emas, balki elektrodning harakatlanish naqshini, kuchlanishni, to'g'ridan-to'g'ri yoki teskari burilishni farqlashadi. Quyidagi moddalar tanlanadi:
- bo'g'imlarning bo'g'imlari;
- burchak;
- buqa;
- yuz;
- o'zaro to'qnashuv.
Ushbu dastlabki tayyorgarlik yakunlandi. Hozirgi kuchning masalasi hal qilinmagan. Boshlash uchun bu elektrod ishlab chiqaruvchisi ko'rsatgan qiymatlarga qarab, bu parametrni tanlashga arziydi. Ular qutida topish mumkin. Qiymati maksimal qiymatni belgilash taqiqlanadi, aks holda metallning yonib ketishi mumkin, lekin siz shu tarzda metallni kesib qo'yishingiz mumkin. Agar oqim juda past bo'lsa, kamon yonmaydi va elektrod yopishib qoladi.
Payvandlash faqatgina ulanishi mumkin emas, balki qismlarini ham kesishi mumkin. Biror invertorni payvandlash uchun qanday ishlatishni bilib olsangiz, "metallni qanday qilib kesish mumkin?" Deb tushunishingiz mumkin. Akkumulyatorning kuchini oshirish uchun siz armatura yoki burchaklarni kesib qo'yishingiz mumkin. Shuni ta'kidlash kerakki, qanday darajadagi kesish haqida hech qanday savol yo'q.

Elektrod yordamida payvandlashda oqim kuchini tanlash
Resurs inverteri bilan ishlash
Yangi boshlanuvchilar uchun invertor payvandlash metall va elektrod o'rtasida hosil qilingan yassi elektrod yadrosini va metallning bir qismini eritib turganda paydo bo'ladi. Natijada paydo bo'lgan vannada metallar aralashadi va tikuv hosil qiladi. Vannada eritilgan metall oksidlanishiga va sochib ketishidan saqlanish, elektrodga biriktirilgan maxsus qoplama qatlamiga yordam beradi.
Ark o'qi
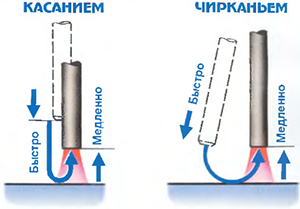
Buni amalga oshirish uchun ikki usuldan birini tanlang:
- chirping;
- teging.
Elektrodli (matoga o'xshab) jo'shqin, payvandlashning boshlanish joyi bilan biz boshqning boshlanishini qo'zg'atamiz. Agar aniq bo'lsa, biz metall elektrodga tegib qolamiz, so'ngra uni sirtiga tegizamiz va elektrodni belgilangan masofaga osongina ko'taramiz. Bunday holatda, olov kelib chiqmasa, eritilgan elektrod qismlari metall ustida qolishi mumkin. Shuning uchun to'g'ridan-to'g'ri kavşağa yoki yaqiniga urish kerak.
Deyarli bir xil yonadigan elektrodni tegizish. Farq shundaki, biz uni metall yuzasida olib bormaymiz, balki faqat chetga teginishimiz kerak payvandlash kabeli, payvandning boshlanishi va elektrodni olib tashlash.
Çakma olov usullari
Elektrodni payvandlash jarayonida qanday harakat qilish kerak
Yuqorida aytib o'tilgan barcha jarayonlar boshlang'ichga hech qanday qiyinchilik tug'dirmadi, ammo endi biz murakkab vazifalarga o'tmoqdamiz. Yangi boshlovchi dastlabki qiyinchilik elektrodning bir tekis tikuv hosil qilish harakati hisoblanadi.
Agar siz boshqani yoqib yuborsangiz va elektrodni birlashma bo'ylab to'g'ridan to'g'ri olib boradigan bo'lsangiz, u holda yaxshi penetrasyon va hatto tikuv olish ehtimoli minimal. Istisnolar mavjud nozik metallarBuning uchun bu payvandlash usuli qo'llaniladi.
Chiroyli tikuvni ushlab turadigan uchta ustun:
- elektrod burchagi;
- uzunlamasına va oqsoqollar harakatlar sxemasi;
- elektrod tezligi.
Metallni qanday aniq payvand qilishni o'rganish
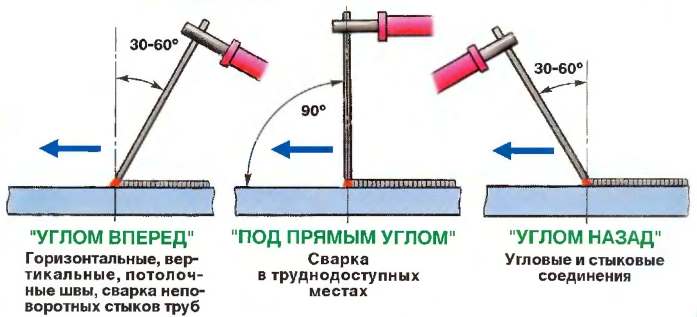
Nishab burchagi bilan boshlaylik. Optimal, oldinga va orqaga payvandlash uchun 30 dan 40 gradusgacha bo'lgan burchak. Qattiq joylarga etib borish uchun, ishni o'ng tomondan (90 daraja) burchak ostida foydalanishingiz mumkin.
Payvand chog'ida elektrod burchagi
Aytganimizdek, tikuv chiziqli harakat bilan emas, balki umumiy uzunlamasına va oqsoqollar harakati bilan joylashtiriladi. Elektrodni harakatlantirish uchun mashq qilishingiz mumkin bo'lgan maxsus modellar mavjud. Ikkala tomonning oddiy burchaklaridan boshlashingiz mumkin, keyinchalik murakkab va burchakli naqshlarni qo'llang. Har bir payvandchi o'zi uchun qulay sxemani mustaqil tanlaydi. Siz o'z qo'lingiz bilan uyda, payvandlashsiz, qog'ozda diagrammalarni chizishingiz mumkin.
Manba tikish usullari
Tezlik diyagramlarni chizishda qisman o'rgatiladi. Har bir yo'nalish aniq aniqlanishi kerak, shuning uchun barcha harakatlar muammosiz va o'rta darajada yuzaga keladi. Vaqt o'tishi bilan, vannaning holatiga qarab, siz tezlikni o'zgartirasiz.
Elektrod tezroq harakatlansa, penetratsiya qanchalik tez o'tib ketadi. Agar siz uni asta-sekin qo'zg'aysan, metall qizib ketishi va uni yoqishi mumkin.
Jodugar bo'shlig'i boshqaruvi
Va nihoyat, nuqta, elektroddan, metallga yoki arqon bo'shlig'iga masofa. 2 mm gacha bo'lgan kichik bo'shliq qisqa burilish hosil bo'lishiga olib keladi. Jo'natmani etarlicha qizdira olmaydi, shuning uchun penetratsiyali sayoz va eritilgan elektrodning bir qismi sirtdan kuchli chiqib ketadi.
3 millimetrdan ortiq katta bo'shliq, kamon juda katta ekanligiga olib keladi. Katta arqon barqaror emas va doimo eritma yo'nalishini o'zgartiradi. Bundan tashqari, bunday uzoq masofani bosib o'tib, erituvchi hammom to'liq himoyalanmagan qatlam bilan qoplanmaydi, ya'ni spreyi ortadi.
Agar inverter bilan yaxshi ovqatlanish uchun to'g'ri tanlangan bo'sh joy kerak. Yangi boshlovchi uchun optimal kamon bo'shligi 2-3 mm. Bunday masofada masofa, chuqur va keng penetrasyona erishish uchun metall etarli darajada isitadi, shuningdek, to'liq ishlaydigan himoya qatlami.
İnverter modeliga va payvandlashni osonlashtiradigan turli funktsiyalarda mavjud bo'lishiga qarab, ba'zan elektrod va metall o'rtasidagi masofani saqlab qolish uchun zarur emas. Elektrodni metall yuza bo'ylab olib borish kifoya qiladi.
Yuqorida keltirilgan foydali ma'lumot quyidagi videoni tomosha qiladi:
- Himoya vositalarini, ayniqsa ko'zni himoya qilishni beparvo qilmang. Resursga nazar tashlash hatto retinaning kuyishiga olib kelishi mumkin va uzoqroq harakatlar muqarrar ravishda buzilish yoki hatto ko'rishni yo'qotishiga olib keladi.
- Har xil ulanishlarni dastaklashga urinib ko'rganingizda, ko'p xatolarga yo'l qo'yasiz. Ishni boshlashdan oldin turli xil birikmalarda bir necha kunlik treningni tavsiya etamiz.
- Payvandlash bilan ishlay boshlang, ehtimol hatto farzand, lekin hatto ishonchli payvand choki - trening va biznesga ehtiyotkorlik bilan munosabatda bo'lish natijasi.
- Jenkani mag'lub qilishni unutmang, chunki payvandlashdan keyin, aks holda siz korroziya jarayonlarini rag'batlantirasiz.
- Emas, balki nima uchun elektrod tayoq? Mavjud sozlashlarga, shuningdek elektrodlarning quruqligiga e'tibor bering.
- İnverter uchun elektrodlar quruq xonada yaralanishi kerak. Xom elektrodlar pechda quritilishi mumkin.
- Telefonni yoqish / o'chirishdan oldin simni tekshiring, aks holda qisqa tutashuv sodir bo'lishi mumkin.
- Resurs invertorining ko'rsatmalar to'plami vazifa aylanishiga oid ma'lumotlarni o'z ichiga oladi. Bu mexanizmning uzluksiz ishlashining optimal davomiyligi, undan keyin ish apparati qizib ketadi. Vazifani bajarish vaqti-vaqti bilan o'zgarishi kerak.
Umid qilamizki, ushbu material sizning savollaringizga to'liq javob bergan va inverterni osongina ulashingiz mumkin, invertorli payvandlash usuli siz uchun mavjud bo'ldi. Ushbu qo'llanmani ishlatib, asta-sekin o'z mahoratingizni yaxshilashga kirishasiz, osonlik bilan invertor yordamida metallni payvandlashingiz mumkin.
Biroz amaliy mashqdan keyin siz mustaqil ravishda devorni almashtirishingiz mumkin, uzumning ostidagi kamarni va boshqa bir qator payvandlangan asarlarni payvandlashingiz mumkin.
Qanday qilib pishirishni o'rganishga harakat qilishdan oldin, invertor komponentlari bilan tanishib chiqishingiz va bir nechta amaliy mashg'ulotlarda ishtirok etishingiz kerak (videoni payvandlash orqali qanday tayyorlash mumkinligini bilib olishingiz mumkin). Resurs invertori quyidagi qismlardan iborat:
chastota konvertori; nazorat qilish tizimi; kuch filtri va rektifer; yuqori chastotali transformator; quvvat redresörü.
Odatda, payvand chokining o'lchamlari kichik bo'lib, uni butun ish kuni davomida elkama-elka kiyishga ham imkon beradi.
Qanday qilib invertor payvandlash usuli bilan pishirishni o'rganish mumkin, kimdir o'rganishi mumkin. Buning uchun siz uchta asosiy turdagi manba elektrodlarini ishlatishingiz kerak:
- yuqori darajada alyuminiy;
- uglerod;
- alyuminiy.
Tegishli foydalanish natijasida siz yetarli sifatli tikuvni olishingiz mumkin. Inverter tipidagi payvand chastotasi 60-85 kHz dan oshmasligi kerak.
Resurs invertori juda tejamkor, bu qurilma uchun juda katta miqdor. Uskunaning o'lchamlari va uning samaradorligi Yevropa standartlariga muvofiq belgilanadi, bu esa energiya iste'moli uchun juda qattiq asos yaratadi.
Payvandlash (video) bilan qanday tayyorlanishni bilish uchun hech bo'lmaganda zarur bo'lgan qo'shimcha jihozlarni o'zingiz qabul qilishingiz kerak: (sizning boshingizdagi qulay maskani tanlashingiz kerak), egalari, himoya qo'lqoplari va kostyum.

Resurs uchun qaysi manba mashinasi tanlanadi?
İnverterli payvandlashda tayyorlash uchun, avvalambor, payvandlash uchun mashinani tanlash kerak. Zamonaviy bozorda turli xil payvandlash mashinalarining modellari, shuningdek, video manba bilan ishlash bo'yicha bo'limida ko'plab video materiallar mavjud.
Eng munosib birlikni tanlash uchun siz har bir modeldagi xususiyatlar bilan tanishishingiz kerak. Avvalo, inverterni tanlashda, payvandlash oqimining sozlanishiga e'tibor qaratiladi. Misol uchun, mamlakatda payvandlash ishlarini bajarish uchun qurilma 160-200 A gacha bo'lgan ko'rsatkich bilan mukammal bo'ladi.
Resurs orqali "videodagi invertorlarni" qanday payvand qilish mumkin, ehtimol, PV kabi indikator to'g'risida ma'lumot - bu inverterni o'chirish davomiyligi. Bu indikator har doim ko'rsatiladi texnik xususiyatlar payvandlash mashinasi (%). Misol uchun, agar PV 40% bo'lsa, u holda ish vaqti mos ravishda 60% bo'ladi.
Sizning qo'lingiz bilan payvandlashni amalga oshirishdan avval, ko'p narsalarni o'rganishingiz mumkin.
Voltaj bo'sh joy va quvvat iste'moli - tanlovda muhim rol o'ynaydigan ikkita ko'rsatkich. Voltaj 50-90 A, kuchlanish 16-25 A dan oshmasligi kerak.
Bundan tashqari, "Video payvandlash bilan ishlash" bo'limida qurilma sumkasining chang va namlik xususiyatlariga oid ma'lumotlar mavjud.

İnvertorni payvand qilish uchun elektrod tanlovi
"Payvand choki bilan videoni qanday tayyorlay olasiz?" Moddasi invertorli payvandlash bilan ishlash uchun qaysi elektrodlarni xarid qilish kerakligi haqida ma'lumotni o'z ichiga oladi.
Elektrodlarni tanlash, asosan, qanday materiallarga ishlov berishga bog'liq (past, o'rta uglerodli çelikler, past qotishma, zanglamaydigan). Misol uchun, yuqori po'latdan yasalgan elektrodlar maxsus qoplamalar bilan qoplash va ishlov berish uchun ishlatiladi, alyozlangan elektrodlar payvandlashda payvandlash uchun ishlatiladi.
Elektrodlarni tanlash ham ish turiga bog'liq. Misol uchun, payvandlash ko'pincha muhim yuklamasdan amalga oshiriladigan mamlakatda siz MP-3 yoki ANO sinfidagi elektrodlardan foydalanishingiz mumkin. Agar qiyinroq payvandlash ishlari olib borilsa, OUNI klassining elektrodlaridan foydalanish yaxshiroqdir. Bundan tashqari, elektrodlarning diametrini va markasini hisobga olish kerak.
Yangi boshlanuvchilar uchun payvandlash asoslari
Muhim qismlarni payvandlashni boshlashdan oldin, keraksiz narsalarni payvand qilishingiz kerak. Agar manba bu kabi mahsulotlarda hech qanday tajribaga ega bo'lmasa ham, u payvand orqali qanday pishirishni o'rganishni o'zi uchun tushunishi mumkin.
Elektrodni maxsus tutqichga to'ldirish kerak, payvandlash uchun qismidagi kelepçeleri joylashtiring.
Elektrod mahsulotga 65 daraja burchak ostida o'rnatilishi kerak va payvandlashda har doim elektrod va uning qismlari orasidagi masofani saqlab turishga harakat qiling. Dikkani qo'ygandan so'ng, barcha shlaklar butunlay qulab tushishi uchun bolg'a bilan urish tavsiya etiladi.
Payvandlash videolari bilan qanday taqsimlanadi, uchta asosiy turdagi turlarning mavjudligi to'g'risida ma'lumot mavjud:
- vertikal;
- gorizontal;
- ship

Muvaffaqiyatli ish uchun siz bir nechta qoidalarni ham bajarishingiz kerak:
- to'g'ri tutish kerakligini o'rganish kerak payvandlash elektrodlari;
- olish payvand choki ikki shaklda: kaltaklash yoki chizish bilan;
- chizikli chastotani inverterdan uzilib, payvandlangan qismga ulangan ikkinchi simni (massa) etkazib berish bilan birga olib borish;
- elektroddan qisman - 2-6 mm oralig'ida optimal masofa;
- agar burunning uzunligi bo'ylab silliq va tekis yo'l ochilsa, arqon metall yuzasiga ishlaganda hosil bo'lgan chuqur eritilgan metall bilan to'ldiriladi (videoni payvandlashda qanday batafsil ma'lumot mavjud).
Resanta uskuna qurilmasi, har qanday boshqa kabi, yaxshilikka yo'l qo'ymaydi turli sabablarga ko'ra. Payvandlash apparati turiga qarab, umumiy yechimlar to'plami farq qiladi.
Magnit burchaklarni qo'llash orqali payvandlash ishlari osonroq va aniqroq bo'ladi, shuning uchun bu element payvandlash sohasidagi ko'plab mutaxassislar tomonidan tavsiya etiladi. Agar payvandlash uchun magnit burchaklardan foydalansangiz ...
Zamonaviy payvandlash mashinalari, invertrlar, payvandlash va dastaklanish uchun qulay bo'lgan (avvalgi transformatorlarga nisbatan) kichik qurilma. Inverter bilan pishirishni o'rganish transformator qurilmasiga qaraganda ancha osonroq.Shu sababli, payvandlash endi professionallarning imtiyozi emas, o'z saytida mashq qilish va uni qo'llash uchun mashhur mashg'ulotga aylandi. Invertor yordamida metallni qanday payvand qilishni qanday o'rganishni ko'rib chiqing.
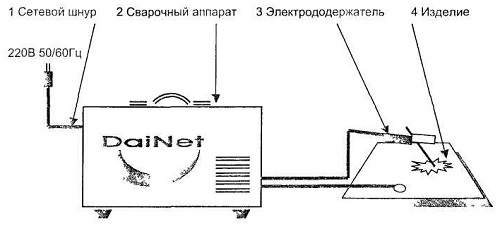
İnverterli payvandlash apparati qurilma va ishlash tamoyili.
Qurilmani payvandlash invertori: boshq qanday?
İnvertor kichik o'lchamli metall quti (0,5 metrgacha), 10 kg gacha bo'lgan vaznga ega. Payvandlash mashinasining asosiy vazifasi belgilangan parametrlarning oqimini hosil qilishdir. Buning uchun inverter oqimni tarmoqdan (AC 220 Vt) manbaga o'zgartiradi. Ko'pchilik uy jihozlarining payvandlash oqimi doimiy.
To'g'ridan to'g'ri va teskari oqim aloqasi.
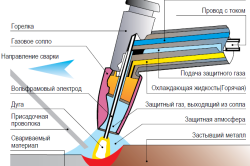
Har bir invertorda ikkita terminal mavjud: katot ("-" bilan belgilanadi) va anod ("+" bilan belgilanadi). Bir elektrod bir terminalga, ikkinchisi esa payvandlangan metallga ulanadi. Elektr tokini qo'llaganidan so'ng, umumiy elektr inshooti hosil bo'ladi. O'chirish joyida devorda kichik bir sinishi (bir necha millimetrli masofani bosib) bilan havoning lokal ionlashi paydo bo'ladi va payvand chizig'i paydo bo'ladi.
Asosiy issiqlik chiqarilishi kamonda paydo bo'ladi. Uning yonishi harorati 5000-7000 ºC. Bu ishlatilgan barcha metallarning erish nuqtasidan yuqori. Ark yonayotganida, metall qirralari va elektrod eriydi va aralashtiriladi. Chaqirilish engil materialdir, u yuzasiga suzadi va asosiy metalni oksidlanishdan va azot bilan to'yinganligidan himoya qiladi. Qattiqlashtirilgandan so'ng payvand hosil bo'ladi.
Mavjud va payvandlash parametrlarining polarligi - bu nima?

Resurs oqimi katotdan anotega va aksincha, anoddan katotgacha ketishi mumkin. Bu turli xil kutupsal oqimini hosil qiladi. Katotdan hozirgi vaqtda harakatlanadigan bo'lsa, u bevosita kutupluluktır. Orqaga harakat (anoddan) - teskari. To'g'ridan-to'g'ri va teskari kutupluluk nima?
Turli xil kutuplulukların foydalanish, yuqori harorat, elektr oqimining oqishi bo'lgan terminalda bo'lishi bilan bog'liq. Agar oqim to'g'ridan-to'g'ri polaritr bo'lsa, anodada (ya'ni, payvandlanadigan joylarda) yuqori harorat hosil bo'ladi. Bu payvandlashning eng keng tarqalgan turi bo'lib, eng yangi dastlabki payvandorlar u bilan ishlaydi. Agar mavjud bo'lsa teskari polarlikkatodda yuqori harorat hosil bo'ladi (elektrod unga ulanadi). Bu temir bilan ishlayotganida va haddan tashqari qizib ketmaydigan temir yozuvlari (masalan, yuqori undirilgan) bilan ishlashda talab qilinadi.
Elektrodning diametri payvandlangan qismlarning qalinligi bo'yicha tanlanadi. Elektrodning o'lchami va elektr tokining kuchi bir-biriga mutanosibdir: elektrod qanchalik qalin bo'lsa, oqim kuchliroq bo'ladi. Taxminiy hisob-kitoblar uchun, oqim diametri 3.5 ga ko'paytirilgandir. Ya'ni 3 mm elektrod uchun oqim kuchi quyidagicha bo'ladi: 3 * 3,5 = 105 A.
Oqimning kuchi shuningdek tikuvning (gorizontal, vertikal yoki ship) joylashuvi ta'sirida elektrod materiallaridan foydalanilganda, dastlabki dastlabki payvandchining elektrod diametri uchun oqim kuchlanish stolini va payvandlanadigan elementlarning qalinligi bo'ylab diametrini tanlashini osonlashtiradi (1-rasm va 2-rasm). Keyin metallni inverter bilan pishirish mumkin.
Transformatorning transformator ustunligi
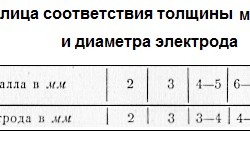
1-rasm. Metallning qalinligi va elektrodning diametri bilan yozishmalar jadvali.
O'rganish chog'ida invertor yordamida payvandlash san'ati usta bo'lishi osonroq bo'ladi. İnverter yordamida payvandlash oson, chunki qurilma ta'minlaydi to'g'ridan-to'g'ri oqim payvandlash (tarmoqdagi voltaj o'zgarishidan qat'i nazar). Natijada, kamon doimiy ravishda kuyadi, metall biroz püskürtülür. Resurs oqimining kattaligi muammosiz o'rnatiladi.
Resurs invertor manbai mavjudligi sababli yangi boshlanuvchilar uchun qulay qo'shimcha funktsiyalar. Misol uchun, invertorda "Hot Start" (Hot-Start) ishlanishi mumkin, u ish boshlanishida payvandlash oqimini oshiradi (bu boshqni osonroq ishga tushiradi). Boshqa bir funktsiyani "kuchli arqon" (Arc-Force) ishlov beruvchisi metallga juda yaqin bo'lganida faollashadi. Bunday holatda inverter avtomatik ravishda oqimni oshiradi, erishishni tezlashtiradi va yopishishini oldini oladi.
Yopish uchun Anti-yopish xususiyati yoqadi. Bu oqimni kamaytiradi va elektrodni metalldan yirtib olish va payvandlashni davom ettirish imkonini beradi. İnverter ishlaganda nisbatan kichik miqdorda elektr sarflanadi. Masalan, 3 mm diametrli elektrod bilan payvandlash uchun 4 kV kuchlanishli (ikki elektr chovgumning ishlashiga mos keladigan) oqim talab qilinadi. Elektr energiyasini tejash invertorning nisbatan qimmat bahosi uchun to'lanadi.
Resurs xavfsizligi choralari
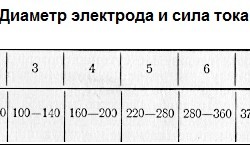
2-rasm. Elektrod diametri va amperaj.
Ishga kirishishdan oldin, bir necha metr radiusda bo'shliq yog'och va boshqa tutatiq narsalardan bo'shatiladi. Bu yangi boshlovchi uchun muhim. Payvandlash elektrodlari yoki uning qismlari yuqori haroratga ega, yaqin atrofdagi platalarga, qutilarga va qog'ozlarning tuproqlariga o't qo'yish mumkin. Butun tanani qoplagan kiyim (uzun shim, uzun ko'ylak) kiyinadi. Bu yangi boshlanuvchilar uchun ham muhimdir, chunki metall tomchi tomchilari jarayonida qo'lning yoki oyoqning ochiq teri ostiga tushishi mumkin. Qora shisha (yorug'lik filtrli) bilan yuz qalqoni kiyib oling. Quyosh nurlari uchun bu oynalar sindirilmaydi. Filtr orqali yonayotgan yassi paydo bo'ladi.
Himoyalovchi oynaga ega bo'lmagan kamon tomosha qilish xavfli bo'lsa, ko'zingizni yoqishingiz mumkin. Yonishning zaif darajasi (yoyga qaraganda bir yoki ikki marta) ko'zlar oldida yorug'lik dog'lari shakllanishiga olib keladi ("bunniyalarni yig'ib oldi"). Yonishning o'rtacha darajasi, ko'zning og'rig'i va qichishi (ko'zga qum hissi bor). Yonish darajasining kuchli darajasi qisman yoki to'liq ko'rish qobiliyatini yo'qotadi.
Arkni qanday yoqish mumkin?
Payvandlash uchun xavfsizlik qoidalari.
Metall sirtni payvand qilish uchun dumani qanday boshlash va uni saqlashni o'rganish kerak. Avval invertörün terminallerini ulashingiz kerak. Biz to'g'ridan-to'g'ri polaritik oqim bilan ishlaymiz, shuning uchun elektrodni katod terminaliga ("-") joylashtiramiz. Operatsion qulayligi uchun biz diametri 3 mm bo'lgan elektrodga ega bo'lamiz. Qalin elektrod bilan payvandlash yanada qiyinlashadi, arqoq uzunligi va beqaror yonishning o'zgarishiga olib keladi va ko'proq professionallikni talab qiladi. Biz 100 A oqimini o'rnatdik (3 mm elektrod uchun va payvandlanadigan sirtlarning gorizontal joylanishi uchun). Biz dastani terminallarni elektrod bilan ushlab turamiz, inverterni (oqim oqimini) yoqing va himoya ekraniga qo'yamiz.
Himoya ekranisiz payvandlash ko'rishni yo'qotmaslikning oldini olish taqiqlanadi.
Ba'zi noqulaylik hissi ko'zning sog'lig'iga yaramaydi. Arkni yoqishdan oldin, elektrodning oxiri gipsni chetidan olib tashlash uchun metallga tegish kerak. Bu alevlenmeyi osonlashtiradi. Ikkita turdagi otash mavjud va qo'llaniladi:
- Chirping. Elektrodni metall yuzasiga olib kelish va ularga zarba berish kerak (bu harakat o'yinni yoqish bilan bir xil). Ya'ni, yangi elektrod.
- Ni bosing Elektrod metalga tushiriladi va uning yuzasiga engil ta'sir qiladi, undan keyin u darhol bir necha millimetrlik masofaga chiqariladi. Payvandlash to'xtatilganda elektrod yonuvchan bo'ladi (yopishqoqlik yoki dastani pichoqni metall yuzadan chiqarib tashlagan).
Payvandlash jarayoni: qanday qilib arqonni qo'llab-quvvatlash kerak?
Metall va elektrod o'rtasida kichik (3-5 mm) masofani kuzatish muhimdir. Ushbu masofaga yoy uzunligi deyiladi. Artar ekan, yomg'ir yoqib yuboriladi.
Arkning uzunligi taxminan elektrodning diametriga teng. Ya'ni, 3 mm elektrodli doimiy yonish va hatto payvandlash uchun payvandlanadigan sirtlardan 3-5 mm masofani saqlash kerak.
Elektrod metall yuzasiga juda yaqin bo'lsa, qisqa tutashuv paydo bo'ladi: elektrod metallga yopishadi. Elektrodni payvandlanadigan joydan ajratish uchun boshqa yo'nalishga burish yoki inverterni o'chirish kerak. Elektr ta'minoti kesilganda elektrod yopiladi.
Elektrod burchagi boshqacha bo'lishi mumkin. Yangi boshlovchi uchun metalning yuzasidan 70 daraja (ya'ni vertikal holatdan engil og'ish bilan) yopishtirish yaxshiroqdir.
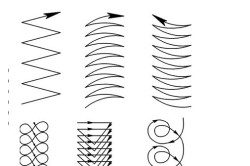
Shakl 3. Arkni payvandlash paytida elektrodning harakatlanish traektoriyalari.
Sifatli tayyorlash uchun, manba havzasini o'lchash uchun ingichka (yorug'lik filtrlari orqali) o'rganish kerak. Filtrdagi qizg'ish hovuz kengligi elektrodning qalinligi (diametri) ning 2 baravaridan ko'p bo'lishi kerak.
Vannaning kattaligi elektrod harakati tezligidan ta'sirlanadi. Agar u juda sekin harakat qilsa, juda ko'p eritilgan metall hosil bo'ladi va kengroq payvandlangan hammom yoyni payvandlanadigan taglik bilan ta'sir qilishiga to'sqinlik qiladi, bu esa penetratsiya etishmovchiligini yuzaga keltiradi. Agar kamon juda tezlik bilan harakatlansa, qirralarning etarlicha erishi va natijada penetratsiyaning etishmasligi kuzatiladi.
Manzoda birinchi qadamlar
Har qanday ortiqcha metall yuzaga chiqishga harakat qiladigan birinchi payvandlash operatsiyalari. Arkni olovdan keyin elektrodni metallning ustida olib borish kerak, u ham erga tekis izlanish olib borishga harakat qiladi. Arkni yoqish uchun barqaror bo'lgach, sirtni payvandlashni boshlashingiz mumkin. Ularni bir-biriga uchiradi, arqon oladi va ulanish liniyasi bo'ylab elektrod o'tkazadi. Bunday holda, harakatlar tekis bo'lmasligi kerak (tikuv davomida), lekin salınımlı (o'ngga, keyin chapga). Elektrodning payvandlash jarayonida odatdagi chizilgani shakl. 3
Sovutgandan so'ng, tashqi jabha qatlami bolg'a bilan uriladi va ulanishning sifati ingl. Sifatida baholanadi. Yaxshi manba bir xil qalinlikda bo'lishi kerak, hech qanday ko'rinadigan bo'shliq va yoriqlar bo'lmaydi.
Bir-ikki soat mashq qilgach, eng yangi dastlabki payvandchilar doimiy ravishda kamon yondirib, yonib turishadi. Oddiy metall birikmalar mumkin. Agar payvand chastotasi sifatida ishlashni o'rgansangiz, shaxsiy uchastka bo'yicha mustaqil ishlarni bajarishingiz mumkin.
Shunday qilib, siz payvandlash uchun yangi va TD Doka orqali ajoyib indikatorli manba mashinasi va ajoyib "chameleon" niqobini sotib oldingiz, keyin bu maqola siz uchun.
Payvandlash ishlarini boshlashdan avval men ishlayotgan paytda xavfsizlik qoidalari haqida gapirishni istardim payvandlash uskunalari. Bu onni e'tiborsiz qoldirmang. Biz EMP (elektr qurilmalari ishlash qoidalari) 7.6 "Elektr payvandlash qurilmalari" ni o'rganishni tavsiya etamiz. Ushbu hujjatdan siz payvandlash uskunasini ishlatishda faqat xavfsizlik qoidalari haqida emas, balki butun uyingizning uyi, yozgi uyi xavfsizligi haqida juda ko'p foydali ma'lumotlarga ega bo'lishingizga ishonch hosil qiling.
Keyinchalik yuqori sifatli payvandchi qo'lqoplarga (yassi tovoqlar) va yonmaydigan materiallardan tayyorlangan kiyimlarga muhtoj emassiz. Ko'pchilik uyda (bog ') qo'lqopda, ba'zan esa kiyilmagan holda kiyimda ovqat tayyorlashga harakat qilishadi. Menga ishoning - manba spreyi kuyish juda og'riqli va ko'p vaqt davomida shifo topadi. Shuningdek, barcha tugmachalarni mahkamlang va sifatli poyafzallarni joylashtiring. Ayniqsa, issiq metallarning uchib ketishi va yoqa va chiziqlari bilan shimlari ularga yopishtirilgan edi. Shovqinlar, raqslar, harakatchanlikning boshlang'ich qaynatgichlari.

 Uzoq yuk tashuvchilarni iloji boricha uzoqroq ishlatishga harakat qiling, chunki bu payvandlash mashinalarining muhim quvvat yo'qotilishiga olib keladi. Agar siz hali ham bunday tashuvchini ishlatayotgan bo'lsangiz, kabelni g'altakning oxirigacha oching.
Uzoq yuk tashuvchilarni iloji boricha uzoqroq ishlatishga harakat qiling, chunki bu payvandlash mashinalarining muhim quvvat yo'qotilishiga olib keladi. Agar siz hali ham bunday tashuvchini ishlatayotgan bo'lsangiz, kabelni g'altakning oxirigacha oching.
Elektrodlar quritilishi kerak, kerak bo'lganda kaltsiylashtirilishi kerak. Yangi boshlovchi sifatida siz payvandlash chizig'ini yoqish qiyin bo'lishi mumkin va uni kaltsiy bo'lmagan elektrodlar bilan qilish juda qiyin. Elektrodlarni o'rashda kaltsiyalash usullari (harorat va vaqt) ko'rsatiladi. Bizning do'konda payvandlash uchun hamma narsa bor, shuning uchun siz elektrodlarni o'chirish uchun pechni yoki ishni sotib olishga qaror qilsangiz, sizni tanlashda sizga yordam berishdan mamnun bo'lamiz.

Maskaning "xameleyon" muayyan ish turi va payvandlash oqimining miqdori uchun tuzilishi kerak. Pasport yoki payvandlash niqobi ko'rsatmalarini diqqat bilan o'qib chiqing. Yorug'lik filtrining ishlayotganligiga ishonch hosil qilmasdan payvandlashni boshlamang. Ba'zilar buni Grind (sweep) pozitsiyasidan tarjima qilishni unutishadi - yaxshi "quyon" bo'lsin.
 Resurs oqimi turiga qarab tanlanishi kerak payvandlash aloqasipastki holatida har doim shiftga nisbatan 20-30 foizga va vertikalga nisbatan 10-20 foizga yuqori ekanligini unutmang. Taxminan oqim quvvati elektrodli qutida ko'rsatiladi.
Resurs oqimi turiga qarab tanlanishi kerak payvandlash aloqasipastki holatida har doim shiftga nisbatan 20-30 foizga va vertikalga nisbatan 10-20 foizga yuqori ekanligini unutmang. Taxminan oqim quvvati elektrodli qutida ko'rsatiladi.
Yangi boshlanuvchilar uchun MP3-C rutilli elektrodlar bilan qaynatish tavsiya etiladi.
Mahsulotni pishirishga darhol urinmang: idishni suv bilan to'ldirish, yoki panjara qo'yish va hokazo. Umuman olganda, bu juda qiyin emas. Unutmangki, harbiy asirning asosiy quroli belkurak bo'lib, novcha payvandchi burchak silliqlash mashinasidir, u bolgar. Shu sababli, kelajakda asosiy vositadan foydalanishni kamaytirish uchun, siz "payvandlashni his qilish" uchun test tsilindrlarni joylashtirish (sirtish) bilan boshlashingiz kerak.

Birinchi mashq uchun etarli miqdordagi qalin metall plastinkalarni topish tavsiya etiladi. Metall sirtini maydalagich bilan metall parıltıya qadar silkitib, agar o'ng qo'li va o'ngdan chapga o'ng qo'ysangiz, burchakni pastki holatida elektrodning chapdan o'ngga siljitsiz oldinga surib qo'ying.
Payvand choki va elektrod manipulyatsiyasi miqdorini sinab ko'ring.
 Keyinchalik silindrsimon silindrsimon, osmitsimon transvers harakatlarni ishlab chiqaradi. Odatda, elektrod manipulyatsiyasi geometrisi quyidagi rasmda ko'rsatilgan variantlar bilan ifodalanadi. Yostiq hatto tarozi bilan silliq bo'lishi kerak. Umumiy qoida mutaxassislar tomonidan: yuqori sifatli kirish va tashqi ko'rinish uchun payvandlash oqimi imkon qadar yuqori bo'lishi kerak.
Keyinchalik silindrsimon silindrsimon, osmitsimon transvers harakatlarni ishlab chiqaradi. Odatda, elektrod manipulyatsiyasi geometrisi quyidagi rasmda ko'rsatilgan variantlar bilan ifodalanadi. Yostiq hatto tarozi bilan silliq bo'lishi kerak. Umumiy qoida mutaxassislar tomonidan: yuqori sifatli kirish va tashqi ko'rinish uchun payvandlash oqimi imkon qadar yuqori bo'lishi kerak.
Qisqa chuqurlikni saqlashga harakat qiling, ya'ni. elektrod har doim manba po'chog'idan 2-3 mm gacha bo'lishi kerak, buning uchun oqim tezligi va kattaligiga qarab, asta-sekin payvandlash zonasida oziqlantirilishi kerak. Bu ham xuddi shunday bo'lishi kerak.
Tuproqni yoki "tuproqni" payvandlash nuqtasiga iloji boricha yaqinroq qilib qo'yishga harakat qiling. Elektrodni ushlagichga mahkam yopishtiring. Sham uchi kamida 10 sm bo'lishiga ishonch hosil qiling, elektrodni yoqishdan saqlaning.
Resurs havuzini tomosha qiling. Metallni cürufdan ajratib olishni o'rganing. Chuqurlikdan o'ting payvandlash maskasiQuyoshdagi qorong'i joylarga o'xshaydi.

 Payvandlashdan so'ng, maxsus bolg'a bilan cürufni qisqa suring. Men ehtiyotkorlik bilan ta'kidlab o'taman, barcha doping bilan kesishmasligingiz kerak, ochiq teri va ko'zlar ustiga to'ldirilgan shlaklar ko'p hollarda bor va, odatda, yangi boshlanuvchilar azob chekadi. Agar sizda "xameleon" niqobingiz bo'lsa, unda bu operatsiya davomida uni ko'tarmaslik tavsiya etiladi.
Payvandlashdan so'ng, maxsus bolg'a bilan cürufni qisqa suring. Men ehtiyotkorlik bilan ta'kidlab o'taman, barcha doping bilan kesishmasligingiz kerak, ochiq teri va ko'zlar ustiga to'ldirilgan shlaklar ko'p hollarda bor va, odatda, yangi boshlanuvchilar azob chekadi. Agar sizda "xameleon" niqobingiz bo'lsa, unda bu operatsiya davomida uni ko'tarmaslik tavsiya etiladi.
Resurs elektrodini yoqing yoki qisqa tuting yoki matoga o'xshash "teal".
Agar elektrod yopishtirilsa va siz uni yirtib bo'lgandan keyin yonmaydigan bo'lsa, siz qo'llaringiz bilan qoplamani asta-sekin yo'q qilishingiz kerak, chunki bunday hollarda elektrod novdasi odatda yonib ketadi. Agar siz elektrodni siydik bilan urib qo'ysangiz, aksincha, gips kerak bo'lgandan ko'ra ko'proq chiqib ketadi va yalang'och tayoq qoladi va yana yopish ehtimoli chidamli ravishda oshadi.
Shuningdek, payvandlash mashinasida arqoncha kuchlanish bilan tajriba qilishni tavsiya etamiz. "Yassi qattiqligi" ni sozlash uchun mo'ljallangan. "Yumshoq kamon" nozik tomchilatib yuborish jarayonida past chayqatishni ta'minlaydi, va "qattiq" payvand chuqur kirishiga imkon beradi. Bundan tashqari, arktik kuchlarni sozlash elektrod yopishmasligi uchun ko'plab "in-subject" manbalari tomonidan qo'llaniladi. Odatda bu kabi holatlarda payvandlash boshlangandan keyin u to'liq ochiladi va olovdan keyin yoylar kerakli joyga qaytadi.
Yosh kurashchining navbatdagi bosqichi vertikal silindir.
Biz plitani ushlaymiz, masalan, kirish qutbiga va vertikal tikuv qo'yishga harakat qilamiz. Pastdan yuqoridan payvandlash yo'nalishi. Agar elektrodlar rutil bo'lsa, payvandlash jarayoni "yiqilish" da bajariladi, aks holda payvandlash vannasi "oqadi".
Asosan, vertikal holatda sirt qoplamani muvaffaqiyatli tugatgan bo'lsangiz, unda asta-sekin "qurulish qurilishini" boshlashingiz mumkin. Yangi boshlanuvchilar uchun bu etarli bo'ladi va qolganlarini "jangda" o'rganadi.
Biroq, eng qiziqarli, gorizontal va ship joylarida amal qilishi mumkin.
Albatta, bir necha kishi yuqori nuqtada yaxshi payvand chokini oladi, ammo bu sizga payvandlash shakllari, metallning payvandlashda qanday ishlashi va hokazo.
Muvaffaqiyatli "panjara qurilishi" uchun faqatgina payvandlashni emas, balki to'g'ri payvandlash va payvandlashga tayyorgarlik ko'rish kerak.
Misol uchun, payvandlash payti doimo "siqilgan" bo'lsa, unda siz pishirayotgan yo'nalish bo'yicha olib boriladi. Kabinetga va payvandlash paychalarining o'ylab ko'ring, chunki bu sizning tuzilmalaringiz hajmiga katta ta'sir ko'rsatishi mumkin. Agar iloji bo'lsa, biz maxsus qurilma (qisqich, va hokazo) yordamida qurilishni yig'ishtirishni tavsiya etamiz, keyinchalik o'lchovlar va geometriyani yana tekshirib chiqamiz va boshning boshini "oxirigacha" mahkamlang. Agar tikuv uzoq bo'lsa, men sizga ikki tomonlama bo'lsa, uni "markazga tashlash" da, shkaf taxtasi ko'rinishidagi qisqa tikuvlar bilan markazdan pishirishni maslahat beraman. "Ettiz marta o'lchab, bir bo'lak" me'yori payvandlashda ko'proq ahamiyatga ega. Bu yuqorida keltirilgan muammolardan qochishga yordam beradi.
Agar biror narsa ishlamasa, umidingizni yo'qotmang - albatta, keyinroq paydo bo'ladi. Payvandlash bemorni sevadi va qat'iyatli, shunday bo'lishni o'rgatadi. Qanday bo'lmasin, TH "DOKA" sizga omad tilaydi!





