Qaysi elektrodlar va nima uchun. Korroziyaga chidamli, issiqlikka chidamli va issiqlikka bardoshli po'lat va payvandlash manbalari uchun elektrodlar. Elektrodlarning turlari va markalari.
Manba materiallari sifatida elektromagnit boshq manbai qo'llaniladigan elektrodlar, payvandlash va payvandlash simlari.
Stick elektrodlari
Arkni payvandlash uchun elektrodlar ikkita asosiy turga kiradi: erish va erigan bo'lmaydi.
Eritadigan elektrodlar. Qoplangan eritish elektrodlari keng qo'llaniladi payvandlash Uyda - bu asosiy material.
Natijada, ko'plab sanoat sohalarida payvandlash ishlari olib borilmoqda. Astarlar odatda juda kuchli va ayrim ilovalarda payvandlash vositalarining oxirgi metalurjik kamchiliklari uchun qatlamdan foydalanish kerak. Aşınma, korroziya va issiqlikning turli darajalariga qarshilik ko'rsatadigan elektrodlar va simlar mavjud bo'lib, vanalar va o'rindiqlar kabi qiyin joylarga, yoki aksincha, katta joylarda, masalan, qo'llab-quvvatlash chizig'i yuzasida yoki po'latdan yasalgan tegirmonda foydalanish mumkin.
Po'latni payvandlash uchun elektrodlarning roliklari past karbonli, alyuminiy yoki yuqori darajada alyuminiydan tayyorlanadi payvandlash paychalarining. Ushbu standartda po'lat simning 77 gradusi mavjud bo'lib, diametri 1,6 dan 6 mm gacha bo'lgan elektrodlarni ishlab chiqarish uchun ishlatiladi.
Qoplama payvandlash elektrodlari Bu juda ko'p ta'sirga ega: u havoni kisloroddan va azotdan himoya qiluvchi atmosferani hosil qiladi, yoyning yonishini mustahkamlaydi, eritilgan metalldan zararli moddalarni chiqaradi va uning xususiyatlarini yaxshilash uchun uni bekitib qo'yadi. Ushbu funktsiyalarni bajarish uchun qoplama ko'plab tarkibiy qismlarni o'z ichiga oladi:
Payvandlash ko'pincha shakar va plastmassa ishlab chiqarishda tabiiy gaz va kon qazish usullarini ta'mirlashda va boshqa ko'plab sohalarda qo'llaniladi. Submerged boshq manbaida, chuqur ishlov berish qismi va payvandlash paychalarining yoki tarmoqli orasidagi osilib turadi, ularning har ikkisi ham eritilgan yoki aglomeratsiyalangan oqi qatlami bilan qoplanadi. Oqimning qolgan qismi olinadi va qayta ishlatiladi.
Oqimning bir qismi eriydi va manba hovuzining ustki qismidagi himoya qopqog'ini hosil qiladi. Arkni payvandlash faqat mexanizatsiyalashgan holda amalga oshiriladi payvandlash uskunalari. Ishlashni yaxshilash uchun bir nechta elektrod bilan ham ishlash mumkin. Usulning yuqori hosildorligi tufayli, u odatdagi ish holatida uzoq yo'nalishlarni to'g'irlash uchun juda mos keladi. U asosan bosimli idishlar, kimyo uskunalari, og'ir mashinalarni payvandlash, kemalarni ta'mirlash va qurish uchun ishlatiladi.

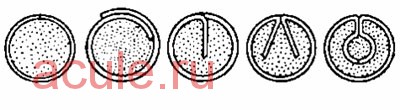
Elektrodni payvandlash uchun: 1 - novda, 2 - o'tish qismi, 3 - elektrod gradusli, 4 - qoplama.
- Metallni azot va kisloroddan himoya qiladigan chigit hosil qiluvchi moddalar. Ular orasida marganets rudasi, kaolin, titan kontsentrati, bo'r, marmar, dala shpati, dolomit, kvarts qumi mavjud.
- Eriydigan metalldan kislorodni olib tashlaydigan moddalarni deoksidlovchi. Ular uchun marganets, silikon, alyuminiy, titanium ferroalyaj shaklida qo'llaniladi.
- Gazni hosil qiluvchi komponentlar, bu qoplamaning yonishi paytida gazli muhit yaratadi, eritilgan metallni kislorod va azotdan himoya qiladi. Bu asosan dekstrin va yog'och undir.
- Resurs metalliga xos xususiyatlarga ega qotishmalar - mustahkamlik, issiqlikka chidamlilik, aşınma qarshiligi, korroziyaga chidamliligi oshiriladi. Buning uchun xrom, marganets, titanium, molibden, nikel, vanadiy va boshqa ba'zi moddalar ishlatiladi.
- Ionlashtirish stabillashadigan elementlar payvand choki - natriy, kaliy, kaltsiy.
- Birlashtiruvchi materiallar qoplama qismlarini bir-biriga va butun qoplamani elektrod shaftiga ulash uchun ishlatiladi. Asosiy biriktiruvchi kaliy yoki natriyli suyuq shisha (silikat yopishtiruvchi) hisoblanadi.
Rangli metallar va ularning qotishmalarini payvandlash uchun, sarflanmagan, erigan elektrodlar bilan bir qatorda tegishli metallar va alyuminiy, alyuminiy, mis, nikel, bronza, guruch va boshqalardan foydalaniladi.
Kuch elektrod va payvandlash payvandlash jarayoni boshlanganidan keyin paydo bo'ladi. Eritilgan oqim qo'shib qo'yilganida, cüruf shakllanadi va keyin hammom chuqurligi oshadi. Slag harorati ko'tarilganda, kamon o'chadi va manba oqimi eritilgan cüruf bilan nazorat qilinadi, bu erda zarur bo'lgan payvandlash energetikasi qarshilik bilan yaratiladi.
Qattiq, suv bilan sovutilgan mis yoki harakatlanadigan oyoqlar va bo'g'inlar oldida payvandlash. Payvandlash boshi payvandlash usuli bilan yuqoriga qarab harakatlanadi. Plastinka qalinligidan kelib chiqqan holda, bir yoki bir necha elektrod ishlatiladi. Asosiy material juda kuchli bo'lsa, elektrod aylantirishi mumkin.

Elektrodlarning tasnifi va belgilanishi. Payvandlash va sirtni qoplash uchun ishlatiladigan elektrodlar turli xil xususiyatlarga ko'ra tasniflanadi:
- (po'latdan, quyma temir, rangli metallar, qoplama ishlari uchun va boshqalar);
- texnologik funktsiyalar bo'yicha (turli masofaviy joylashuvlar uchun, chuqur penetratsiya bilan payvandlash uchun va boshqalar);
- qoplama turi bo'yicha (nordon, rutil, asosiy va h.k.) va uning qalinligi (qalin, ingichka, o'rta, juda qalin);
- qoplama va novda kimyoviy tarkibi bo'yicha;
- payvandlash metallining mexanik xususiyatlari;
- oqimning tabiatiga va kutupluluğuna ko'ra, nominal kuchlanish bo'sh joy quvvat manbai.
- ishlab chiqarish sifati, qoplama sirtining holati, fosfor va oltingugurt zararli moddalarining tarkibi.
Har bir elektrod parametri markaning muayyan qismida o'z alifatik yoki raqamli belgilariga ega. Ayniqsa, uglerod va kam alyuminiy manbalarni tayyorlash uchun elektrodlar qurilish po'latlari 60 kgf / mm 2 gacha bo'lgan vaqtinchalik tortishish kuchi bilan harf bilan ko'rsatiladi Have. O'rta qalinli rutilli qoplamali elektrodlar markada xat bor Bilan (o'rtacha) va R. (Rutil). Oldingi raqam 1 elektrod har qanday kengaytma pozitsiyasini joylashtirish uchun ishlatilishi mumkinligi haqida xabar beradi 0 Ushbu elektrodning ishlash vaqtida ishlatilishini bildiradi payvandlash mashinasi doimiy oqim berish.
Ushbu usulning nochorligi, katta hajmdagi energiyaning asta-sovutilishiga olib keladi, bu issiqlik ta'sir zonada donning sezilarli o'sishiga olib keladi. Ushbu sohadagi asosiy materialning chidamliligi talablarni qondirish uchun etarlicha yuqori emas payvandlangan tuzilmalar past haroratlarda yorilishga qarshilik ko'rsatadi.
Elektrogaz payvandlash elektroklaga payvandlashiga o'xshaydi va uni dizayn va ishlatish jihatidan o'xshaydi. Asosiy material eritma hammomining harorati bilan eritiladi. Himoya atmosferasida barcha boshqa payvandlash turlari bilan bir qatorda bu erda ham to'liq va quvurli simlar qo'llaniladi. Xuddi shu turdagi ham foydalaniladi. himoya gaz. Elektroslagli payvandlash bilan taqqoslaganda, bu usul issiqlik ta'sir qiladigan kichikroq zonani ishlab chiqaradi va kuchlanish chidamliligidan ko'ra bir oz yaxshiroqdir. Uzunroq tayoq elektrodlari afzalroq bo'lishi mumkin, chunki u yuqori payvandlash tezligini ta'minlaydi va kamroq eritilgan taglik materialini va kamroq issiqlikni beradi.
GOST 9466-75 ga muvofiq elektrod namunasi toifa, marka, diametri va boshqa xususiyatlari haqida ma'lumot beradi. Strukturaviy çeliklerin payvandlash uchun elektrod turini belgilash xatni o'z ichiga oladi Uh ("Elektr burchakni payvandlash uchun") va manba metalining yoriqlarini kgf / mm 2 ga kamaytirish uchun minimum vaqtinchalik qarshilik ko'rsatuvchi raqam. Agar raqamlardan keyin bir harf bo'lsa A (Masalan, E42A, E46A), bu elektrodning manba metalining yuqori plastik xususiyatlarini ta'minlaganligini bildiradi.
Ishqalanish manbai, eritma nuqtasiga etib bormasdan, soch metallini, ayniqsa alyuminiyni bog'lash uchun ishlatilishi mumkin bo'lgan qattiq fazli penetratsiya jarayonidir. Ishqalanish manbaida silindrsimon elkali va profilli pinli asbob aylanadi va asta-sekin ikki bo'lak metall yoki bir-biriga payvandlangan material plitasi orasiga qo'shiladi. Komponentlar yuzlari boqmasligi uchun pastga chikishi kerak. Aşınmaya bardoshli payvandlash moslamasi va payvandlash moslamasi o'rtasida hosil bo'ladigan issiqlik dastgittari eritma nuqtasiga etib bormagan holda, yumshatilishiga olib keladi va asbobni payvandlash liniyasidan o'tishi mumkin.
Bunday turdagi elektrotlar brendga ega. Elektrodlarning bir nechta turi elektrodlarning bir turiga mos kelishi mumkin. Masalan, E42 tipidagi elektrodlar GOSTS-2, TsM-7, ANO-6 markalariga mos keladi.
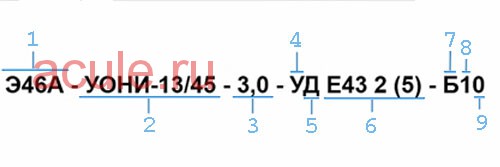
1 - elektrod turi (boshq - payvandlash uchun E - elektrod, 46 - chidamlilik 460 MPa, A - payvandlash metallining mustahkamligi va mustahkamligi);
2 - elektrod belgisi;
3 - novda diametri;
4 - elektrodning maqsadi (Y - uglerodli va kam yengil po'latlarni payvandlash uchun);
5 - qoplama qalinligining xususiyatlari (D - qalin);
6 - manba metallining xususiyatlarini ko'rsatuvchi indeks guruhi;
7 - Qoplam turi (B - asosiy);
8 - Dikişin mekansal holati (1 - barcha postlar uchun);
9 - Oqim turi (0 - doimiy, teskari polarlik).
Yumshoq materiallar asbobning chetiga ko'chiriladi va jamoa qo'li bilan pin profil o'rtasida qattiq aloqa bilan itariladi. Ushbu ikki qism orasidagi sovutganda, qattiq o'zgarishlar bog'lanishiga ruxsat beriladi. Ishqalanishli payvandlash alyuminiy plitalari va plastinalarni qo'shimcha simli yoki ekranli gazsiz ulash uchun ishlatilishi mumkin. 1, 6 dan 30 mm gacha bo'lgan qalinligi bilan to'liq kirish va ichki bo'shliqlarsiz ko'zoynakni payvand qilish mumkin. Oliy empedans past deformatsiyaga erishish mumkin payvandlashodatda alyuminiy qotishmalari va an'anaviy termoyadroviy payvandlash usullari bilan payvandlash qiyin bo'lgan materiallar.
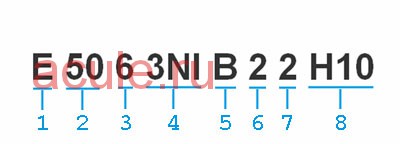
1 - boshq manbai uchun elektrod;
2 - Minimal oqim kuchi (500N / mm 2);
3 - 47J (taxminan 60 ° S) minimal zarba kuchining ta'minlangan haroratni tavsiflaydi;
4 - Resurs metallining kimyoviy tarkibini tavsiflaydi (Ni - 2.6-3.8%);
5 - elektrod qoplamasining turi (asosiy);
6 - ishlash kodi va oqim turi (<=105%, постоянный);
7 - payvandlash uchun payvandlash pozitsiyasi kodi (barchasi vertikaldan yuqoridan pastgacha);
8 - Resurs metallidagi (10 ml / 100 g) vodorod miqdori tavsiflanadi.
Yaqinda ishqalanish manbai qo'rg'oshin, mis, magniy, hatto titaniumli eritmalar uchun o'tkazildi. Filialni payvandlash uchun talablar qanday? Kirish va payvandlash oqimini qanday ajratish mumkin? Qurilmalarni almashtirish va almashtirish haqida nimalarni bilasiz? Bozorda elektrotlar joylashtirilganda, har qanday turdagi namunalarni sinovdan o'tkazish kerak?
Payvandlash uskunalarini ishlatishda tekshirish va sinovdan o'tkazish. Ushbu standart payvandlash uskunalari bilan bog'liq muammolarni hal qilishning birinchi to'liq qarashidir. Sinov va test sinovlari ta'mirlash va tekshirishlar va muntazam testlardan so'ng belgilanadi. Tekshiruvlar mutaxassislar tomonidan amalga oshirilishi kerak, va agar ular payvandlash bilan yaxshi tanish bo'lsa, eng yaxshi variant hisobga olinadi.
Sarflanmagan elektrotlar. Sarflanmagan elektrodlar uglerod, grafit va volfram hisoblanadi. Ushbu materiallarning erish nuqtasi payvandlash vaqtida qizib ketadigan narsadan ortiq bo'ladi. Bu xususiyat va ularning nomi aniqlandi.
Grafit elektrotlar sintetik bosimli grafit, uglerod - elektrokimyodan tayyorlanadi. Grafitdan tayyorlangan elektrodlar ugleroddan ma'lum afzalliklarga ega. Ular oqim zichligi 2,5-3 barobarga ko'payishiga va yuqori haroratlarda oksidlanishga nisbatan yuqori qarshiligiga yo'l qo'yadigan yuqori elektr o'tkazuvchanligiga ega. Bu oxirgi sifati ko'mir bilan solishtirganda iste'molini kamaytirishga imkon beradi.
Belgilangan sinash tekshiruvlar va sinovlar paytida g'amxo'rlik bilan amalga oshirilishi kerak. Bu "ehtiyotlik" ayniqsa, ba'zi sinovlar uskunaga shikast etkazishi mumkinligini anglatadi. Bunday hollarda o'lchov payvandlash va asosiy kontaktlarning noqonuniy oqimini o'lchash bilan almashtiriladi. Cheklar va imtihonlarning tartibi va mazmuni.
Muntazam tekshiruvlar: - vizual tekshirish - bo'sh kuchlanishni o'lchash - izolyatsiyalash qarshiligini o'lchash Eslatma: muntazam tekshiruvlar funktsional testlarni talab qilmaydi. Tekshiruvdan keyingi tekshiruvlar va testlar - vizual tekshirish - bo'sh kuchlanishni o'lchash - izolyatsiyaga qarshi chidamliligini o'lchash - himoya o'tkazuvchanlik nazoratining qarshiligi. Vizual tekshirishning mumkin bo'lgan maydoni.


Tungsten bo'lmagan sarflanadigan elektrotlar toza yoki volframli qo'shimchalar mavjud bo'lganda tayyorlanadi. Torium, itriy, lantan va boshqa moddalar oksidi qo'shimchalar sifatida ishlatiladi. Muayyan hissa moddasining mavjudligi elektrodning markasi va rangi bilan ko'rsatiladi. EV (WP) atamasi tyumen (qizil rangli), EVI (WY) - yttrium (quyuq ko'k), (WL) - lantan (ko'k yoki qizil rangli) bilan EVT (WT) - tungsten, oltin, lantan tarkibiga qarab), WC - seryum (kulrang), WZ - zirkonyum (oq) bilan.
Vakuum kuchlanishini o'lchash: chiqadigan payvandlash terminallari orasidagi bo'sh turgan o'lchov kuchlanishi va manba quvvat manbai nominal voltaj uchun mo'ljallangan. Ayrim komponentlar uchun qo'shimcha talablar standartda keltirilgan. Agar o'lchov vaqtida qurilma nishonchasida ko'rsatilgan qiymatlarning ≤ qiymatlariga erishilsa, bu qoniqarli hisoblanadi. Eski qurilmalarda, xususan, yorliq o'qilmaydi yoki umuman o'qilmaydi.
Bunday holda, biz ishlab chiqarish standarti talablariga muvofiq yo'l tutishimiz mumkin. Yuk ko'tarmasdan kuchlanishni o'lchash uchun qurilma. Sızıntı oqimlari: Noqonuniy oqim manba pallasida va asosiy pallasida o'lchanadi. Asosiy kontaktlarning zanglashiga o'lchashda siz mavjud o'lchov usulini yoki differentsial oqim o'lchash usulini ishlatishingiz mumkin. O'lchov aloqasi quyida ko'rsatilgan.
Chelik, quyma temir, mis, guruch, bronza, alyuminiy va boshqa metallar isrofsiz elektrotlar bilan payvandlanadi. Resurs ko'pincha himoya qiluvchi gazda (argon, geliy, azot va ularning aralashmalari) amalga oshiriladi. Bu plomba materiallari bilan yoki ularsiz bajarilishi mumkin. Ikkinchisi sifatida tel, metall chiziqlar yoki chiziqlar ishlatiladi.
Maksimal ruxsat etilgan qiymatlar asosiy oqim oqimi hisoblanadi. Maksimal ruxsat etilgan qiymatlar manba devorining qochqin oqimi. Manba devorining qochqin oqimini o'lchash uchun ulanish. Birlamchi qochqin oqimining o'lchami: O'lchash qurilma nominal quvvat zo'riqishidan quvvat olayotgan sharoitda, chiqish davri kutish rejimida ishlaydigan, bosim o'tkazuvchi kondansatkichlari uzilmagan va o'lchov qismlarini tashqari, qurilma erga ulanmagan holda amalga oshirilishi kerak. Agar himoya o'tkazgich orqali oqim o'lchash usuli qo'llanilsa, qurilma erdan ajratilishi kerak.
Po'lat payvandlash uchun elektrodlarni tanlash
Po'latni payvandlash uchun elektrod turini tanlash nafaqat uning brendiga bog'liq, balki qo'shimchasining tabiati, payvandning masofaviy holati, payvandlash oqimining turi (doimiy yoki o'zgaruvchan), ish paytida atrof-muhit harorati va hokazo. Ga bog'liq. Bugungi kunda elektrotlar uchun bir necha yuz turdagi elektrotlar eng turli maqsadlar.
Quyidagi raqamlardan ko'rinib turganidek, ortiqcha kuchlanish o'lchami va oqim oqimi hisoblab chiqilgan. Asosiy oqim oqimini o'lchash uchun oqim. Himoya o'tkazgich orqali oqadigan oqimni o'lchash uchun ulanish. Funktsional testlar. Yoqish / o'chirish moslamasi erga ulanmasdan yoki hamma simlar ustiga o'chirilgan bo'lishi kerak va shart aniq ko'rsatilishi kerak. Agar kuch manbai voltajni kamaytirish qurilmasiga ega bo'lsa, payvandlash devorining qarshiligi 200 Ohmsdan oshsa, bu kuchlanish kamaytirilishi kerak. Solenoid klapanning to'g'ri ishlashini bildiradi. Protokol quyidagilarni o'z ichiga olishi kerak: - sinovdan o'tiladigan payvandlash uskunalarini aniqlash; - sinov sanasi; - sinov natijalari; - testni amalga oshiruvchi shaxsni identifikatsiya qilish; - mutaxassis va uning tashkilotining imzosi; - test ob'ektini identifikatsiya qilish.
- Barcha xavfsizlik va payvandlash funktsiyalari tekshirilishi kerak.
- Barcha transmitterlarning funktsiyalari tekshiriladi.
Chelikalar uchun elektrodlar bir necha guruhlarga bo'linadi - ular payvandlash uchun mo'ljallangan materialning sinfiga qarab.
Birinchi guruh 0,25% gacha uglerodga ega bo'lgan va 490 MPa ga qadar kuchlanish kuchiga ega bo'lgan uglerodli va past bo'lmagan alyuminiy tuzilmali çeliklerin payvandlash uchun elektrodlardan iborat. Bu kabi po'latlar St5ps, St3sp, St0 va boshqa turdagi metallarni ishlab chiqarish uchun ishlatiladigan, jumladan, ko'pgina tuzilmalar kundalik hayotda yaratilgan va ularning kuch-quvvatlariga, to'siqlariga va hokazolarga alohida talablar qo'ymaslik uchun ishlatiladigan boshqa sinflarni o'z ichiga oladi. Barcha payvandorlarga ma'lum bo'lgan ushbu elektrodlar manba uchun ishlatiladi. ANO-4, ANO-21, MP-3, OZS-41 kabi. Populyar MP-3 elektrodlari payvandning barcha kengaytma pozitsiyalarida vertikal ravishda yuqoridan pastga qadar o'zgaruvchan va to'g'ridan to'g'ri oqim bilan payvandlash uchun javob beradi.
Qizig'i shundaki, u muntazam tekshirishlar uchun umumiy shablon sifatida emas, balki ta'mirlashdan keyin protokol uchun shablon sifatida ko'rsatilgan. Protokoldagi barcha testlar bo'lishi kerak, agar bajarilmagan bo'lsa, uni belgilash kerak. Sinovdan o'tgach, qurilma sinov sanasi yorlig'i bilan belgilanishi kerak. Ushbu qurilmalar yuqoridagi standart talablariga mos kelmasligi mumkin.
Bunday holda, jurnalga quyidagi ma'lumotlar kiritilishi kerak: - qaysi maxsus talablar bajarilmaganligini aniqlash - bu talabning qanchalik bajarilmaganligini aniqlash, - talablarga rioya qilmaslik xavfini baholash - agar kerak bo'lsa, tuzatuvchi choralar ko'rsating.
490 dan 590 MPa gacha bo'lgan kuchga ega bo'lgan po'latlarni payvandlash uchun E50A, E60 (UONI-13/55, OZS-28, UONI-13/65) turidagi elektrodlar qo'llaniladi. Ushbu elektrodlar oldingi elektrod guruhiga qaraganda ko'proq yuklarga dosh bera oladigan tikuvni ta'minlaydi.
590 MPa dan ortiq kuchlanish quvvati yuqori bo'lgan va yuqori mustahkamlikka ega bo'lgan strukturaviy qotishma çeliklari NIAT-5, EA-981/15, EA-395/9 (agar payvandlashdan keyin issiqlik bilan ishlov berilmasa) elektrodlari yoki OZSh-1, NIAT- 3M, UONI-13/85 - agar payvandlash strukturasi tikuvlarning teng kuchliligini ta'minlash uchun issiqlik bilan ishlov berish rejalashtirilgan bo'lsa.
Eslatma: egasi yoki akkreditiv. payvandlash apparati foydalanuvchisi elektr fazilatlariga ega bo'lmagan shaxs bo'lishi mumkin. Shu sababli, yuqoridagi ma'lumotlar, foydalanuvchi qurilmadan foydalanish yoki uni o'zgartirish yoki o'chirish bo'yicha malakali qaror qabul qilishi uchun jurnalga shakllantirilishi kerak.
Ko'rsatilgan standartning ushbu qismining sarlavhalari ishlab chiqaruvchilar uchun qoidalar bo'lib, ular bir qator hisob-kitoblar va turdagi protseduralar va boshqa testlar va shunga o'xshash ma'lumotlarni o'z ichiga oladi. Ushbu oralig'i navbati bilan. Ushbu qurilmalarni ishlatish, texnik xizmat ko'rsatish, ta'mirlash, tekshirish va sinash uchun talablarning mazmuni mutlaqo keraksizdir. Shu bois, ushbu bo'limning maqsadi ushbu qurilmalar foydalanuvchilari uchun zarur bo'lgan kontent, xizmat ko'rsatuvchilar va, ayniqsa, nazorat qilish va test bo'yicha mutaxassislarning asosiy yo'nalishi haqida ma'lumot berishdir.
E-09X1M, E-09MH, E50A (ANZR-2, OZS-11, TsU-5) tipidagi elektrodlar past haroratli va quyoshga chidamli issiqlikka chidamli çeliklarni payvandlash uchun 550-600 oC
Tez-tez, lekin kundalik hayotda 550-600 ° C dan yuqori haroratlarda ishlashga mo'ljallangan issiqqa chidamli va issiqlikka bardoshli po'latlarni payvandlash kerak. Misol uchun, o'choq uchun olovli panjara ishlab chiqarishda. Bunday po'latni olishingiz mumkin bo'lsa, uni KTI-7A, OZL-38, TsT-15 elektrodlari bilan tayyorlashingiz kerak.
TsL-11, OZL-7, OZL-22 navlarining elektrodlari bilan kislotali, gidroksidi va boshqa zanglamaydigan sharoitlarda korroziyaga chidamli po'latdir, "kundalik hayotda" zanglamaydigan po'latdan "tanilgan.
Elektrod diametrini tanlash. Elektrodning diametri asosan payvandlangan metallning qalinligi asosida tanlanadi. Boshqa ish sharoitlari: payvandlangan metall turi, oqim turi, tarmoq voltaj parametrlari, qirralarning tayyorlash shakllari va boshqalar. - ular elektrodning diametriga o'z talablarini ham bajarishlari mumkin, lekin metallning qalinligidan ko'ra juda kam darajada.
Elektrodning dastlabki tanlovi uchun quyidagi jadvaldan foydalanishingiz mumkin: pastki tikuvga mos keladigan qiymatlar.
Vertikal va ship joylarida payvandlash ishlarini bajarishda diametri 4 mm dan oshmaydigan elektrodlar qo'llaniladi. Agar chiqib ketish tomoni bo'lsa yoki uning qismlari orasidagi bo'shliqni eritib turadigan bo'lsangiz, ildiz tikuvi 2,5-3 mm kichik diametrli elektrod bilan bajarilishi mumkin.

Resurs manbai
Payvand choklari turli mis, po'latdan, misdan, alyuminiydan va boshqa metallardan ishlab chiqariladi. GOST 2246-70 bo'yicha ishlab chiqarilgan tayoq elektrodlarini payvandlash, sirt qoplash va ishlab chiqarish uchun mo'ljallangan po'lat simli. Ushbu standartda turli xil kimyoviy tuzilmalar - kam karbonli, alyuminiy va yuqori darajada qotishtirilgan po'lat simlarning 77 navi mavjud.
Materialning diametri 0,3 dan 12,0 mm gacha. Avtomatik payvandlash uchun 2-5 mm diametrli tayoq elektrodlari bilan qo'lda payvandlash uchun diametri 1,6-6 mm bo'lgan yarim avtomatik shlang manbai uchun 3 mm gacha bo'lgan tel qalinligi ishlatiladi. Surma uchun ishlatiladigan katta diametrli material. Qoplamaning turi bo'yicha tolasi va misi toza. Mis qoplamasi tikuvning mustahkamligi va tozaligini yaxshilaydi, arqonning barqarorligini oshiradi, metallning parchalanishini pasaytiradi.
Tel harflar va raqamlar sinfi belgilashda ishlatiladi. Sv-08GS ning belgilashicha u uglerod - 0,8%, marganets (H) - 1%, silikon (S) - 1% gacha bo'lgan payvandlash simi (Sv).

Resurs paychalari: zanglamaydigan, mis qoplama, alyuminiy.
Yarim korpus
Yarim avtomatik mashinalar bilan payvandlash uchun ishlatiladigan oqi korpusli tel (aka oqimi yoki o'z-o'zini himoya qilish) maxsus kukun bilan to'ldirilgan metall niqobadir. Suvli elektrodlarni qoplash bilan bir xil funktsiyaga ega bo'lgan materiallar (ferroalyajlar, minerallar, rudalar, kimyoviy moddalar va boshqalar) aralashmasidan iborat. Bu eritilgan metall kislorod va azotdan himoya qilish, metallni alyuminiy va deoksidatsiyalash, boshq ajralishini barqarorlashtirish va boshqalar.
Qabul qilgich sifatida 10,5 litr hajmli OHP-10 yong'inga qarshi söndürücüsü olingan, PM5 bosim uzatmasi ham sotib olingan, suv uchun mo'ljallangan, ammo havo uchun ham mos. Bundan tashqari, ikkita namlikni ajratuvchi filtr va bitta avtomobil yonilg'i filtrini sotib oldim. Men uni zudlik bilan kompressor kirishiga qo'ydim. Turli xil adapterlar, xochlar sotib oldim, shuning uchun ...
Suv tesisatı va kanalizatsiya qilish, uy hayvonlari va parrandalar uchun kuşhane qilish, chiroyli gullar va boshqa ko'p narsalar uyda foydali bo'lishi, mavjud qismlarga va materiallardan tayyorlangan elektr payvandlash apparatlariga yordam beradi. 4 mm diametrli elektrodlar bilan ular 1-20 mm qalinlikdagi metallni payvandlashlari mumkin. O'rnatish AC quvvatida ishlaydi ...
Mashina asbob-uskuna ustaxonasi arsenalasi sarkodni to'ldirish uchun foydalidir. Bu ish qismiga ishlov beriladigan qismga mahkamlangan metall buyumning yon tomoniga o'rnatilishi mumkin. Ish vositasi - abraziv disk. Chelik chiziqlar, burchaklar, quvurlar, choyshablar va hatto metlax chinni, chinni va stakan har qanday qattiqlikka qattiqroq, unga qiyin ... sirt ...
Turli payvandlash elektrodlari har qanday payvandlash usullarini sezilarli darajada soddalashtirishga imkon beradi, ayni paytda materiallarni oqilona iste'mol qilish va payvandlashning yuqori sifatini kafolatlaydi.
1 Manba elektrodlari - xarakteristikalar, asosiy ma'lumotlar
Ma'lum bir elektr o'tkazuvchanligiga ega bo'lgan materialning metall bo'lmagan yoki metall naychalarini tushunib olishda, payvandlangan sirtni oqim bilan ta'minlash uchun ishlatiladi. Payvandlash texnologiyalari tarixi va payvandlash ishlarini rivojlantirish jarayoni elektrotlar paydo bo'lgan va takomillashtirilishi bilan uzviy bog'liqdir. 1802-yilda V.Petrov bir qator eksperimentlarni o'tkazdi, unda u dunyoda birinchi marta elektrodlardan foydalangan. Faqat 80 yil o'tib, Rossiyadan ixtirochi Nikolay Bernados o'zining metall qirralarini payvand qilish uchun elektr arqondan foydalanishning asosiy qoidalarini bayon etgan asarlarini nashr etdi.
Uning asarlari "tuzatilgan" N.Slavyanov. U non-sarflanmagan uglerod o'rniga metall rodli elektrod yordamida payvandlashni amalga oshirish, shuningdek, metallurgiya eritilgan oqi bilan payvandlash jarayonini amalga oshirishni taklif qildi. Ushbu texnologiya tufayli manbalar havuzunda yonadigan metall miqdori sezilarli darajada kamaydi, u juda oz oksidlanishni boshlagan va payvandi fosfor va oltingugurtsiz (juda zararli) moddalarsiz olingan.
Keyinchalik elektrotlar qoplamalarining xususiyatlari va turlari doimiy ravishda takomillashtirildi, bu esa payvandlash ishlarining sifatini oshirdi. Shunday qilib, 1904 yilda Shvetsiyalik O. Kjellberg eritish bilan qoplangan elektrodlardan foydalana boshladi. 7 yil o'tgach, ular Britaniyalik A. Strohmenger (natriy silikat bilan to'ldirilgan asbest qoplamasi va alyuminiy simdan qo'shimcha qatlam) tomonidan ishlab chiqilgan. 1925 yilda A. Smit elektrodlarni qotish va himoya changli moddalar bilan qoplash uchun standartlarni ishlab chiqdi.
Ushbu ixtirolarning barchasi 1930 yillarga kelib erigan elektrodlarda aniq qoplama tarkibi va ishlab chiqarishni rejalashtiradigan sxemaga ega bo'lishiga olib keldi.

Payvandlash uchun qoplama mahsuloti quyidagi maxsus moddalarni o'z ichiga oladi:
- qotishma (tikuv strukturasi va tarkibi);
- gazni hosil qilish (havoni payvandlash maydonidan ajratish);
- stabillashadigan (ular past ionlash potensiali bo'lgan elementlarni tushunishgan);
- cüruf shakllanishi (kristallanish va eritilgan metallni gaz fazasiga tegib turish uchun zarur).
2 Elektrodlarning turlari: qanday tasniflanadi?
Shunday qilib, elektrodlarning yagona tasnifida hozircha mavjud emas. Bu dunyoning turli mamlakatlariga bo'linadigan va turli-xilligi bilan bevosita payvandlash mahsulotlarining xususiyatlariga bog'liqdir. Elektrodlarni muayyan brendlarga bo'linish rasmiy standartlar bilan tartibga solinmaydi, u tayyor mahsulot pasportlari va ishlab chiqarishning texnik shartlari bo'yicha amalga oshiriladi.

Bugungi kunda 200 dan ortiq shu kabi mahsulotlar ishlab chiqarilmoqda. Ba'zi hollarda ba'zi elektrodlar har qanday markada yoki bir nechta markalarda bir vaqtning o'zida ularga mos kelmaganligini ko'rish mumkin. Mamlakatimizda elektrodlar ikkita katta guruhga bo'linadi (metall va metall bo'lmagan), keyinchalik bir qator kichik guruhlarga bo'linadi. Metall mahsulotlar iste'mol qilinmasligi mumkin (lantanirovannmi, volfram, itrirovannmi va toriatsi) va eritiladi:
- hozirgi vaqtda manbalar havzasini saqlaydigan gazlar muhitida ishlash uchun doimiy ravishda doimiy turdagi payvandlash paychalarining shaklida qo'llaniladi;
- qoplangan: po'lat, bronza, quyma temir, alyuminiy, payvandlash uchun mis elektrotlar va boshqalar.

Metallni eritish va sarflash uchun maxsus elektrodlar, masalan, GOST 1975 9466-ga ko'ra, maxsus qoplama optsiyasiga ega. Bu quyida muhokama qilinadi. Shuni ta'kidlash kerakki, argon-arc manbasini sarflanmaydigan elektrod bilan texnologiyasi (ko'pincha) volframli mahsulotlardan foydalanishni o'z ichiga oladi, ularning boshqa turlari esa kamroq qo'llaniladi.
Qoplangan elektrodlar qanday tasniflanadi?
Avvalo, ular ishlatiladigan qoplama turiga qarab oltita turga bo'linadi:
- rutil belgilash R;
- asosiy - B;
- nordon - A;
- aralash (ikki harf bilan ko'rsatilgan): RZ - temir kukunlari va rutil, RC-tsellyuloza-rutil, AR - nordon-rutil, AB-rutil-baz);
- tsellyuloza - S;
- boshqa - P.
Ushbu davlat standarti shuningdek, elektrodlarni kesishish nisbati va rodning D / d kesim nisbati (aslida - ularning qoplamasining qalinligi bo'yicha) bilan taqsimlanadi. Shu nuqtai nazardan, qoplama quyidagilar bo'lishi mumkin:
- o'rtacha (S): D / d qiymatining qiymati 1.45 dan kam;
- nozik (M) - 1,2 dan kam;
- ayniqsa qalin (G) - 1,8 dan ortiq;
- qalin (D) - 1.45-1.8.
Uchrashuv bo'yicha elektrodlar odatda quyidagi turdagi po'latni payvandlash uchun maqbul bo'lganlarga bo'linadi:
- strukturaviy qotishma, bu erda bo'shliq qarshilik (vaqtinchalik) kamida 600 MPa teng ("L" harfi bilan ko'rsatilgan);
- past haroratli va uglerodli tuzilishga qarshiligi 600 MPagacha (markalash - "U");
- yuqori alyuminiy, maxsus xususiyatlarga ega ("In");
- issiqlikka chidamli doplangan ("T").

Maxsus sirt qatlamlari yuzasi "H" harfi bilan belgilangan elektrodlar yordamida amalga oshiriladi.
Tasniflash shuningdek, payvandlash metallini kimyoviy tarkibiga va uning mexanik parametrlariga va metallda fosfor va oltingugurt miqdori, elektrod mahsuloti qoplamining holati va aniqligi sinfi bilan tavsiflangan uchta alohida guruhga qarab, payvandlash ishlarini bajarish uchun mahsulotning bir necha turga bo'linishini o'z ichiga oladi.
Boshqa narsalar bilan bir qatorda, elektrodlar, ulardan foydalanishga ruxsat etilgan boshqa masofaviy pozitsiyaga ega bo'lishi mumkin:
- pastda "qayiqda" va pastroqda;
- har qanday vertikal tashqari;
- albatta, har qanday;
- vertikal va pastroq.
4 Misni payvandlash uchun maxsus elektrodlar
Tajribali dastgichlar mis konstruktsiyasini ulash uchun maxsus elektrodlardan foydalanadilar, bu esa misning maxsus xususiyatlaridan kelib chiqadi (yuqori oqim, issiq qizarish, nisbatan past haroratda erish, yuqori va hk). Bunday holda, mis simlarni payvandlash uchun elektrodlar odatda an'anaviy - grafit yoki uglerod ishlatiladi.
Birinchisi yaxshi eroziya qarshiligiga va issiqlikka chidamliligiga ega, ular nozik emas (payvandlash vaqtidagi yorilish ehtimoli minimal), bir necha yillar davomida ularning xususiyatlarini yo'qotmasdan saqlanishi mumkin, uzoq umr ko'rish va juda tejamli. Ko'mir bu afzalliklarning aksariyat qismiga ega emas, shuning uchun ular endi kamroq va kam qo'llaniladi.

Bundan tashqari, ajratilgan tel inshootlarida miltillovchi tuynuklar uchun (ikki xil millimetrdan ortiq bo'lmagan) tasavvurlar bilan quvurli elektrodlar (mis) mavjudligini alohida ta'kidlab o'tamiz.
![]()
Ular quyidagi afzalliklarga ega:
- qattiq qurilish;
- past elektr qarshiligi;
- maksimal burg'ulash chuqurligi;
- elektrodning kerakli uzunligini tanlash imkoniyati, qaysi mashinaga ishlatilishi mumkinligi;
- mahsulotning tashqi qismining kichik po'stlog'i va noyob aniqligi;
- eroziya mahsulotlarini olib tashlash uchun suyuqlik oqadigan maxsus kanalning elektrodida mavjudligi.




