Metallni havo burmasi kesish. Plazma dog'ini kesishning mohiyati va qo'llanilishi
Havo zarlarini kesishning mohiyati metallni eritishda ko'mir burchagi (uglerod elektrodlari va metallning oxiri o'rtasida yonib) bilan eritib olinadi va suyultirilgan suyuq metallni siqilgan havo oqimi bilan zo'rlik bilan olib tashlashdan iborat. Havoni yoyish po'latdan, rangli metallarga nisbatan yomonroqdir. Ko'pincha, ushbu usul to'qimalarni qazib olish uchun foyda olish, shuningdek, to'qimalarni ajratish, nuqsonli manbalarni chiqarib tashlash, teshiklarni yoqish va boshqalarni ishlatish uchun ishlatiladi. Havo yoylarining kesilmasligi karbonlashgan bo'lmagan sirt metalidir.
Albatta, plazmali mash'allarning ko'plab dizaynlari bor, ular sifatini va tezligini oshiradi, shuningdek, uning narxini pasaytiradi. Plazma gazining tashqarisidagi suyuqliklarni sug'urtalash va suyuq metallni chiqarib tashlash va himoya gazni kesish zonasini havoga kirishdan himoya qiladi va qo'shimcha ravishda hududni himoya qiladi. Qo'shimcha plazma kamonning qisqarishini qo'llash himoya gaz plazma stenozining darajasini va uning harorati oshiradi, bu ayni oqimni saqlab turish paytida chiqib ketish tezligini oshirish imkonini beradi.
Ushbu yechim plazma gaz Bu odatda argon yoki argon va vodorod aralashmasi bo'lib, ikkinchi gazning himoya turi va konusning kesilishi metallning turiga bog'liq bo'ladi. Misol uchun, kam uglerodli va kam yengil po'latlarni kesganda, ikkinchi gaz havo yoki kislorod bo'lishi mumkin, bu temirning ekzotermik yonishi tufayli chiqib ketish tezligining qo'shimcha o'sishini ta'minlaydi. Amalda teng muvaffaqiyat bilan qancha jismoniy hodisalarni qo'llash mumkin?
Avtojen-mash Kirovakan zavodi havo dvigatelini kesish uchun RVDM-315 kesgichini va RVDl-1000 qurilmasini bir xil turdagi pichoq bilan ishlab chiqaradi.
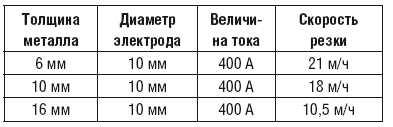
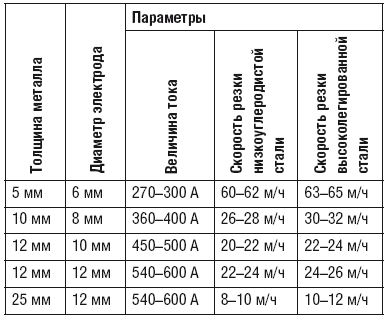
Havo chizig'ini kesish uchun uglerod, grafit yoki payvandlangan elektrodlar qo'llaniladi. RVDM-315 kesgichida oqimning kuchiga qarab 6 dan 10 mm gacha elektrodlar ishlatiladi. 250-270 A oqimida elektrodning diametri 380-480 A-10 m, oqimdagi 300-380 A -8 mm oqimdagi 6 mm. RVDm-315 kesimidan farqli o'laroq, RVDl-1000 kesmasi to'rtburchaklar shaklidagi 15X: 25 mm, uzunligi 250 mm bo'lgan elektrodlarga ishlaydi. O'zgaruvchan tok bilan yuqori quvvatli kesgichlarni ishlab chiqarish uchun sanoat 1600 A gacha bo'lgan nominal oqimga ega bo'lgan maxsus transformator TDR-1601UZ ishlab chiqaradi.
Maqola oylik "Dizayn va qurilish" dan olingan. Uglerodli payvandlash uchun elektrodlarning asosiy ishlatilishi elektromagnit maydalash va kesish jarayonidir. Yig'ish va kesish jarayonining mohiyati ishlangan qismlarning elektr arqonini eritishdan iborat bo'lib, erigan materialni siqilgan havo bilan chiqaradi.
Uglerod elektrotlaridan foydalanish ta'siri. Faoliyatning qulayligi Yuqori texnologik samaradorlik Azaliy ish yuklari jarayonlar samaradorligi. Uglerod elektrodlari eng ko'p qo'llaniladigan jarayonlar. Temir, temir va rangli metallarni payvandlash, eski payvandlarni burmalash va pardozlashni olib tashlash, temir va rangli metallarni tozalash va payvandlash, suv ostidagi metallni kesish. Elektr tozaligini kesish va chizish jarayonining jadalligini oshirish uchun karbon elektrodlari elektrolitik mis qatlami bilan qoplangan.
Havodagi chiziqlarni kesish usuli metallning elektr eritmasi bilan kesish joyida erishi va uning siqilgan havosi bilan uzluksiz olib tashlanishiga asoslanadi. Kamar kesilgan mahsulot va uglerod elektrodlari orasida yonadi. Siqilgan havo 0,5 MPa bosim ostida harakatlanadigan kompressor yoki zavodning siqilgan havo tarmog'idan ta'minlanadi. Ushbu usul plitka va profilni o'rash mahsulotlarini ajratish va sirtini kesish, payvandning nuqsonli bo'linmalarini olib tashlash, yoriqlarni olib tashlash, tikuvning orqa tarafidan va paxta uchun kesish uchun ishlatiladi. Sirtlarni kesish jarayonida ko'plab qora va rangli metallar qayta ishlanadi, ajralish esa uglerod va aloylangan po'latlarni, quyma temirni, guruchni va qattiq oksidlovchi qotishmalarni ta'sir qiladi. Qalinligi 30 mm dan oshmaydigan metall uchun havo burunlarini ajratib olishni tavsiya etish tavsiya etiladi.
Tavsiya etilgan elektrodlarning diapazoni
Maxsus oqim talablari bo'lgan iste'molchilar uchun maxsus elektrodlar ishlab chiqilishi mumkin.
Jismoniy va mexanik parametrlar
Ismi: Semestr: Fakultet: O'qish joylari: Guruh. Artur Balabuch mavzusi mashqlari. Termal kesish: kislorod va plazma. Qoplangan elektrodlar bilan arqon manbai. Sana: O'qituvchi nomi: Baholash.Kislorodli kesish metall kislorod aralashmasi va yonuvchan gazning yonishi natijasida issiqlikni metall bilan birga isitish orqali sof kislorod oqimi bilan metallning mahalliy yonishini o'z ichiga oladi. Quyidagi shartlar bajarilganida kislorodni kesish mumkin: - metall kislorod bilan yoqiladi va yonish reaktsiyasi ekzotermik bo'ladi; - kislorod eritma nuqtasi ostidagi metallning ateşleme harorati; - olingan oksidlarning erish nuqtasi metallning eritilish nuqtasiga nisbatan past; shlaklar ingichka, oson urilish kerak.
Ajratish va yuzani kesish uchun elektrod ushlagichining shimgichidan elektrodning oxirigacha bo'lgan masofa 100 mm dan oshmasligi kerak. Kuyganda, elektrod asta-sekin jag'dan chiqariladi. Kesilgan yuza silliq va silliq. Kesilgan oluklarning kengligi elektrod diametridan 1-3 mm kattaroqdir. Chiqish to'g'ridan-to'g'ri oqim bo'yicha amalga oshiriladi teskari polarlik. Bevositadan erigan metall miqdori oqim kuchiga mos keladi.
Taxminlarga ko'ra, faqat temir va alyuminiy kam qotishma po'latdir va po'latdan po'latdan ishlov beradigan sharoitlar uchun javob beradi, shuning uchun ular faqat kesish natijasida hosil bo'lgan qoniqarli sirt sifatini ta'minlash uchun kislorod bilan kesilishi mumkin. yumshoq, shlakli va erigan qirralarsiz. Temir oksidlanish reaktsiyasi natijasida hosil bo'ladigan issiqlik, nazariy jihatdan, metallni porlash nuqtasiga qizdirish uchun etarli bo'lishi kerak. Biroq, amalda, temirni yondirish jarayonining uzluksizligini ta'minlash uchun, har doim issiqlik olovi ishlatiladi.
Ba'zi hollarda havo oksijen bilan almashtiriladi, bu esa eritilgan metalga boshqdan masofadan uzatiladi. Kislorod eritilgan metallni oksidlaydi va uni kesilgan bo'shliqdan chiqaradi. Agar ko'mirning o'rniga havo-burunli kesish ishlatilsa, metall elektrod ishlatilishi mumkin, buning uchun anorganik elektrod ushlagichiga dairesel bir nozul o'rnatilgan bo'lib, bu orqali bosimli havo chiqib ketish maydonchasiga etkaziladi.
Kuygan olov ham zang, zeis va boshqa kesmalarga to'sqinlik qiladigan po'lat sirtini olib tashlaydi, ammo ularni qum qilish yo'li bilan kesishdan oldin olib tashlash yaxshiroqdir. Havo bilan, unga issiqlik beradi va chiqib ketish qismini har ikki tomonida issiq metall qoplaydi. Quyidagi diagramma uchun burni diagrammasi ko'rsatilgan kislorodni kesish. Unda kislotali kislotani isituvchi kislotali kislorod chiqariladi, u asetilen bilan birgalikda yonuvchan gaz shaklida olov hosil qiladi. Plazma bilan ishlov berish materialning mahalliy erishi va plazma naychasidan yuqori tezlikda oqib chiqadigan plazma ionlashtirilgan gaz bilan chiqarilishini o'z ichiga oladi.
Havo-burunli kesishning mohiyati metallni eritishdan iborat bo'lib, u elektrokardning elektrodlari va metallning oxiri o'rtasida elektr uzatish chizig'ini yondiradi va eritilgan suyuqlik metallni bosimli havo oqimi bilan olib tashlaydi. Ushbu uslubning salbiyligi
jetning oqimi va qo'shimcha energiyasi kesish maydonchasidan katta miqdorda cürufni olib tashlash uchun olovsiz chiqib ketishdan ko'ra olovning 2 barobar kuchini oshiradi. Kesish birikmasi ham bir qator katta bo'lishi kerak. Plitkaning chetidan yoki oldindan tayyorlangan teshikdan chiqib ketish. Kesishning boshi oq isitishga oldindan qizib ketgan. Shundan so'ng, chiqib ketish kislorodining klapani bir vaqtning o'zida kislorod-oqsil aralashmasini etkazib berishni o'z ichiga oladi. Erigan cüruf kesilgan mahsulotning pastki chetiga etganida, to'sar chiqib ketish liniyasi bo'ylab harakatlana boshlaydi va chiqib ketish kislorod ta'minot vanasi to'liq ochiladi. To'sar bir tekis harakat qilishi kerak, kesish oxirida metallning to'liq kalinlikta kesilishi uchun ushlab turilishi kerak. Martensitik tipdagi o'tkir po'latdan oldin, u 250-350 ° C gacha qizdiriladi va ferrit va ostenitik tolalar parchalari uchun isitish talab qilinmaydi. Isitish olovining quvvati va og'zining uchidan metallning yuzasiga kesilgan masofa an'anaviy kislorod bilan kesishdan ko'ra ko'proqdir. Yuqori qotishma çeliklarni tekislashda kesish uchun to'sar metall yuzasiga perpendikulyar yoki burchak ostida o'rnatiladi. Kislorodli oqimlarni kesish jarayoni kislorodni kesish, issiqlik olovining kuchi, chiqib ketish tezligi, oqim va oqim iste'moli uchun bosim va iste'molning to'g'ri tanlanishiga ta'sir qiladi. Kislorod iste'moli va uning bosimi kesilgan metallning qalinligi va kesish tezligiga qarab belgilanadi. Optimal oqim iste'moli ingl. Sifatida o'rnatiladi. Katta yoki kam oqim sarflash jarayoni keskinlashadi. Kesish hududiga etkazilgan kislorod va oqi miqdori mos keladigan kesishish tezligi, barqaror chiqib ketish jarayoni mumkin. Kesilishning kengligi kesilgan metallning qalinligiga bog'liq.
Ko'p ishlatiladigan plazma torli mash'allarni mustaqil o'tkazgichlar bilan to'ldirishi mumkin. Buning aksincha, elektrod va burmalashtirgich paychalarining o'rtasida kesilgan metalldan ajraladigan mustaqil ark yelpazalari, shuningdek, keramika va plastmassa kabi o'tkazmaydigan materiallarni ham kesishi mumkin. Barcha metallarni kesish qobiliyati katta afzalliklarga ega. plazma chiqib ketish. Yuqori samaradorlik, chiqib ketish yuzasining yaxshi sifati va 30 mm gacha qalinligi bo'lgan metalllarni kesish uchun lazer va kislorodni kesish uchun qulay iqtisodiy ko'rsatkichlar mavjud.
Havoni kesib olishdan farqli o'laroq, suv osti qismini kesish metallni kuchli suv bilan to'ldiradi, sho'ng'in uskunasi to'sarlarning harakatlanishiga to'sqinlik qiladi, visibility cheklangan. Kesish uchun zarur bo'lgan metallni isitish, suvni olovdan va isitiladigan maydondan uzoqlashtiradigan kesish joyida gaz qabariqini yaratish orqali erishiladi, va olov tufayli havoda o'xshash ishlarga qaraganda 10-15 marta kuchliroqdir. Gazli olov, elektr ark va kislorodli suv osti suvi ishlatiladi. Vodorod-kislorod va benzin-kislorodli kesish mavjud. Pichoqning olovi suv ustida yona boshlanadi, keyin siqilgan havo og'ziga beriladi va to'sar suvga tushadi. Katta chuqurlikda ishlayotganda balchiq olovini ishlatish batareya yoki shovqinli plastinka. Vodorod-kislorod olovi aniq bir yadroga ega emas, bu uning sozlanishini murakkablashtiradi, shuning uchun benzin yoqilg'i sifatida qulayroqdir. Kesilgan metall to'q sariq rangli nuqta paydo bo'lguncha qizdiriladi. Keyin kislorodni kesib oling va to'liq kalinlikta metallni kesib oling. Shundan so'ng, to'sar chiqib ketish liniyasi bo'ylab harakatlanadi.
Plazma chiqib ketishning kamchiliklaridan biri shovqinning yuqori darajasi, toksik gazlar hosil bo'lishi, chang, ultrabinafsha va infraqizil nurlanishdir. Bu, boshqa narsalar qatorida, oldini oladi. Suyuq moddani va burnini suv ostida o'nlab millimetr chuqurlikda joylashtiring va shamollatish va ekranlardan foydalaning.
Ushbu usul bilan payvandlash elektrodga eriydigan metalning payvandlangan payvandi bilan birga elektr arqonga soladigan metall elektrod yordamida elementlarni birlashishni o'z ichiga oladi. Elektrod - muayyan diametr va uzunlikdagi metall rod, bu qopqoq deb nomlangan maxsus xususiyatli maxsus massa bilan qoplangan. Payvandlash jarayoni odatda qo'lda bo'ladi, chunki payvandchi elektrodning erish nuqtasini dastlabki metallga o'tqazib, doimiy kamonni saqlab turadi va shu bilan birga uning nurli uchini payvandlash liniyasi bo'ylab harakat qiladi.
Olovni solishtirish bilan solishtirilganda, elektr tokini qo'shimcha chora-tadbirlar ko'rish zarur. Elektrodga to'g'ri keladigan barcha oqimlarni yaroqsiz oqim oqimini kamaytirish uchun ishonchli tarzda ajratish kerak. Asosan, chiqib ketish metallli erigan elektrod bilan amalga oshiriladi, bu esa yuqori rentabellikga ega bo'lgan tor kesmani beradi. Elektrotlar 6-7 mm, uzunligi 350-400 mm bo'lgan, 2 mm qoplama qalinligi bo'lgan past karbonli çeliklerden ishlab chiqariladi. Qoplama suvdan himoyalangan, kerosin, selüloid vernik yoki boshqa namlikka chidamli materiallar bilan singdirilgan. Kuch-quvvat to'g'ridan-to'g'ri oqim asosiy metall va elektrodning kuchli sovutilishi tufayli to'g'ridan-to'g'ri kutupluluğun havoga chiqib ketishdan ko'ra 10-20% ko'proq bo'lishi kerak. Chiqib ketish rulman usuli bilan amalga oshiriladi. Karbon yoki grafit elektrodlari ham ishlatilishi mumkin.
Jarayon, ma'lum darajada mexanizatsiyalashgan, tortishish kuchi boshq manbaiunda asbobga biriktirilgan tayanchli elektrod uning tortishish kuchi ostida eriydi. Elektrodni va manba metallini eritish uchun zarur bo'lgan issiqlik manbai ma'lum bir kuchlanish va zichlikdagi yoydir. Yorqinligi uchun energiya qayishqoq DC quvvat manbaidan olinadi. Resurs oqimi elektrod diametri, uning turi va manba joylashuviga qarab o'zgaradi.
Elektr datchikni kesishning o'zgarishi elektr va kislorodni kesish orqali mahsulot va quvurli po'lat elektrod bilan yonayotgan arqon bilan elektr kislorodning kesilishi hisoblanadi. Metall, uglerod va grafit elektrotlaridan foydalaning. Elektrodlar uchun tashqi diametri 5-7 mm bo'lgan po'lat choksiz quvurlar ishlatilgan. Uglerod yoki grafit elektrodlarida eksenel kanalga mis yoki kvarts trubkasi qo'shiladi. Elektr o'tkazuvchanligini oshirish va elektrodning mexanik kuchini oshirish uchun, choklarni tashqi tomondan suv o'tkazmaydigan qoplama qo'llaniladigan metall niqob bilan qoplangan. Ushbu elektrodlarning kamchiliklari ularning katta diametri (15-18 mm) bo'lib, bu elektrodning kesilgan kaviteye tushishiga imkon bermaydi. Chelik qoplamali va suv o'tkazmaydigan qoplamali karborund elektrodlari ham ishlatiladi. Elektr kislotali kesish 100 m chuqurlikda to'g'ridan-to'g'ri polaritning bevosita oqimida amalga oshiriladi.
Ship, devor va birinchi tikuv kabi majburiy joylarda payvandlash uchun kichik qiymatlar qabul qilinadi. shlang Juda kam zo'ravonlik noturg'un yong'in yomg'iriga va ortiqcha ortiqcha purkashga va qopqoqning noto'g'ri qizib ketishiga olib keladi. Qoplangan elektrodlar bilan payvandlash usuli eng kombinatsiyadir, chunki u kombinatsiyalashgan holda qo'llaniladi: - ham ingichka, ham qalin elementlar. Boshqa tomondan, qalinligi 4 mm dan ortiq elementlar ko'p qatlamli; - turli xil metallar va qotishmalar tovarlari.
Asosan puflamagan va alyuminlangan po'latlarni, quyma temir va nikel, mis va ularning qotishmalarini; - har qanday holatda, maydon sharoitida, balandliklardagi barcha konnektorlar, chunki asboblar oddiy va osongina uzatiladi. Kislorodli chiqib ketish texnologiyasining afzalliklari va kamchiliklari Kamchiliklar: qalinligi yuqori vertikal tomonining kengligi mashinaning past narxini kesishning arzonligi.
Havoni yoyish usuli eritilgan metallni havo oqimi bilan intensiv olib tashlash bilan elektr arqon bilan kesish chizig'i bo'ylab metallni eritishga asoslanadi.Qo'rg'oshin kesish sirtni ishlov berish uchun ishlatiladi, lekin ajratishni kesish uchun ishlatilishi mumkin. Ajratish jarayonida elektrod kesilgan metallning butun qalinligi ustida chuqurlashadi.
Yirik bo'shliqlar va chiqib ketish maydoni, zanglamaydigan po'lat va kislota qarshiligi, shuningdek alyuminiy, mis kabi boshqa materiallar. Uzaytirilishi mumkin emas, uzoq vaqt o'tishi mumkin emas. Plazma chiqib ketish texnologiyasining afzalliklari va kamchiliklari Avzalliklar: isitishsiz yuqori chiqib ketish tezligi - tor chiqib ketish ta'sir zonasining tez kesilishi - Yuqori tezlik va tor haroratni kesish uchun barcha materiallarga nisbatan nisbatan past haroratli ta'sir. katta miqdordagi gazlar va bug'lar kesish effekti bo'yicha vertikal qirralarni saqlashda qiyinchiliklar bilan farqlanadi.
Havo chizig'ini kesish va yuzadan ajratish uchun VNIIAvtogenmash tomonidan ishlab chiqilgan, 1-58 yuqori bosimli shlangi qurish mash'alasi (54-rasm) ishlatiladi.
Hozirgi vaqtda RVD-4A-66 kesmasi ishlab chiqilgan va ishlab chiqarilgan.
To'sar, siqilgan havoni etkazib berish uchun 4-gachasi valfli dastani 5 bilan jihozlangan. Karbon elektrod 1 sobit 3 va harakatlanuvchi 2 jag'ning orasiga o'rnatiladi. Siqilgan havo shimgichdagi ikkita teshikdan chiqadi. U shlangdan 4-5 kgf / sm gacha bo'lgan bosim ostida nipel orqali kesiladi va eritilgan metallni kesish nuqtasidan zarb qiladi. Kesuvchi yuzani kesish bilan kesuvchi o'rni ko'rsatiladi. Elektrodni uzatish 100 mm dan oshmasligi kerak. Uglerod elektrodlari bilan kesilganida, yivning kengligi elektrod diametridan 1-3 mm kattaroq bo'lishi kerak. Ishning chidamliligini oshirish uchun uglerod elektrodlari qalinligi 0,06-0,07 mm (HP elektrodlari) mis qatlami bilan qoplangan. Muqobil oqimdagi havo burunli kesishning ishlashi doimiy qiymatdan kamroq.
Kamchiliklari: ○ Past payvandlash xususiyati, ayniqsa og'ir manba uchun, ○ Pastak payvandlash tezligi, ○ Jilochani olib tashlash va elektrodlarni almashtirish jarayoni, bu jarayonning samaradorligini yanada kamaytiradi ○ Payvandlash sifati kuchli ishlov beruvchining qobiliyatiga bog'liq. ○ Namlikka nisbatan yuqori sezuvchanlik - boshqa usullar bilan taqqoslaganda payvandlash materiallarining nisbatan yuqori xarajati, ○ Ko'p miqdorda emissiya qilingan gazlar va payvandlash gazlari.
Biz ushbu qurilmaning imkoniyatlarini tekshiruvdan o'tkazishimiz mumkin bo'lgan. U 80% samaradorligi bilan ajralib turadi. Uning og'irligi 9 kg, nominal vazifa davri esa 60% ni tashkil etadi. Bu eng ko'p muhim parametrlarmanbaini tavsiflaydi. İnvertor payvandlash mashinasining ishlashi tarmoqdan iste'mol qilinadigan oqimning chastotasini sezilarli darajada oshiradi. Natijada, nisbatan kichik transformatorlar ham yuqori darajaga chiqishga imkon beradi payvandlash oqimlari. Inverter texnologiyasidan foydalanish manba mashinasining og'irligini sezilarli darajada pasaytirishi va generatorlardan quvvat olganda ham barqaror oqimga ega bo'lishi mumkin.
Arqonni kesish texnologiyasi
Metallarni (po'lat, quyma temir, rangli metallarni) kesish uchun elektr arqon bilan bir necha usullar ishlab chiqilgan va ishlatilgan.
1. Quyidagilardan foydalanib, metallarni kesish:
1) metall erigan elektrod. Bu usul metallni yuqori oqim bilan eritishdan iborat (yong'og'i payvandlash paytida 30-40% ko'proq).
Ichki harorat sensori qurilmasi haddan tashqari issiqlik tufayli haddan tashqari issiqlikning oldini oladi. Har bir ishlab chiqarish usuli uchun ishlab chiqaruvchi maxsus jihozlarni taqdim etdi. Elektrodlarni payvandlashda paychani va elektrod ushlagichini payvandlash mashinasiga ulang. Polarizatsiyani tanlash payvandlangan materialning turiga va foydalaniladigan elektrodlarga bog'liq. Yo'naltirilgan polarizatsiya holatida elektrod ushlagichi salbiy chiqishga ulangan va massa ushlagichi ijobiy terminalga ulanadi. Ushbu tartib bilan elektrod payvand metaldan kamroq qiziydi.
Elektr chizig'i kesilgan boshning yuqori qismida harakat qiladi va asta-sekin chetidan o'tadi (rasm 73).
Suyuq metall tomchilarni visor elektrod qoplamasi. Bunga qo'shimcha ravishda, elektrodni ajratib, metallga yopishishini oldini oladi.
Shakl. 73. Metalni eritish elektrodlari yordamida kesish sxemasi
Shu tarzda chiqib ketish, bir qator kamchiliklarga ega, ayniqsa, unumdorligi pastligi va sifati past bo'lganligi sababli. Kesishni amalga oshiradigan usullar stolda taqdim etiladi. 39;
Bu elektrodning asta-sekin eritilishiga olib keladi va uning tarkibiy qismi chuqurroq eritma bilan bajariladi. Teskari qutb uchun elektrod ushlagichini ijobiy va ommaviy tutqichni minusga ulang. Bu qo'shimchalar yuqori uglerod, qotishma po'latdir va ortiqcha qizib turishga sezgir bo'lgan maxsus temir payvandlash uchun ishlatiladi. Bunga qo'shimcha ravishda, bu polarizatsiya bilan metall plitalar yaxshi manbalar. Ishlab chiqaruvchi tavsiya qiladi payvandlash elektrodlari 2, 5 mm gacha. Yassi ishi juda oddiy edi.
Bu rutil va tayanch elektrodlarga ham tegishlidir. Arkdan keyin kamon barqaror va payvandlash jarayoni uzluksiz davom etdi. Qo'shimchalar teng ravishda katlanabilmekte va bo'g'imlarning istalgan chuqurlikka erishi mumkin. Uzoq muddatli payvandlashda ham termal kalit ishlamadi. Qishloq xo'jaligi texnikasi juda qizib ketganida maxsus ko'rsatkich nuri bor. Mashinaning sovishini kuting, so'ngra payvandlashni davom eting. Yoqilgan payvandlash mashinasi ishchi kaliti kerak.
Jadval 39
Sarflanadigan elektrod bilan metallni kesishning namunaviy usullari
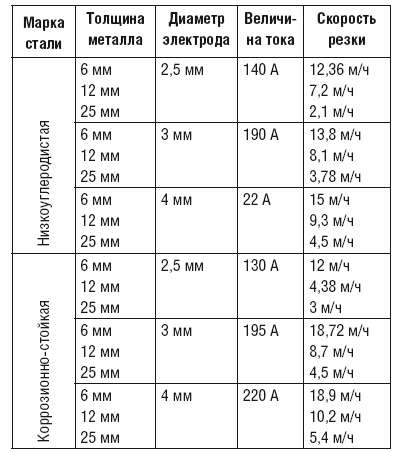
2) uglerod elektrodlari. Bu usul chukur temir, rangli metallar va po'latni kesishda foydalanilganda, barcha o'lchamlarga qat'iy rioya qilish kerak emas, va kesishning sifati va kengligi rol o'ynamaydi. Bunday holatda, chiqib ketish liniyasi bo'ylab metallni eritish yo'li bilan amalga oshiriladi. Chiqib ketish suyuq metall oqimini engillashtirish uchun eritilgan sirtni gorizontal tekislikka engil burchakka joylashtirib, yuqoridan pastgacha sobit yoki o'zgaruvchan tokda amalga oshiriladi. Chiqib ketish usullari jadvalda keltirilgan. 40
3) argonda eriydigan volfram elektrodlari. Ushbu kesish usuli kamdan-kam ishlatiladi, asosan qotishma va rangli metallar bilan ishlaganda. Uning mazmuni, payvandlash vaqtida qiymati 20-30 foizdan ortiq bo'lgan elektrodga oqim berilganligi va metalning izdan chiqishi bilan bog'liqdir.
40-jadval
Uglerodli elektrodli po'latni kesishning taxminiy usullari
2. Oxygen-arka kesish (rasm 74). Bu holda metall va arzon uglerodli yoki zanglamaydigan po'latdan tayyorlangan rod elektrodlari (tashqi diametri 5-7 mm, ichki diametri 1-3,5 mm) o'rtasida energiya hosil qiluvchi elektr arqon bilan eritiladi, undan keyin u kislorod oqimida yonib ketadi. naychaning teshiklari va oksidlovchi metall va shishgan. Kislorodli-ariqlarni kesish asosan suv osti ishlarida qo'llaniladi.
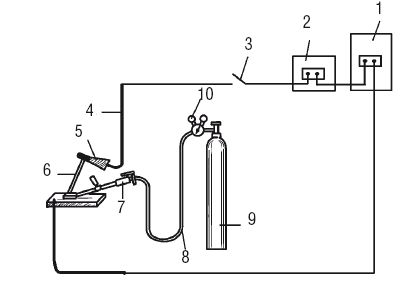
Shakl. 74. Kislorod dvigatelga ishlov berish apparati jihozlari sxemasi: 1 - elektr ta'minoti (transformator); 2 - regulyator; 3 - to'sar; 4 - simi; 5 - elektr ushlagichi; 6 - elektrod; 7 - to'sar RGD-1-56; 8 - kislorodli shlang; 9 - kislorod shishasi; 10 - vites qutisi
3. Havo chizig'ini kesish uchun (75-rasm) metall bilan mahsulot o'rtasida karbonli elektrod (plastinka yoki dumaloq) o'rtasida harakatlanadigan elektr arqon bilan eriydi va siqilgan havo oqimi bilan chiqariladi.
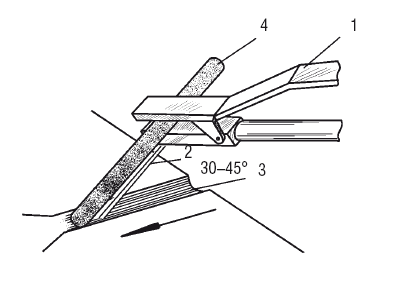
Shakl. 75. Havo kamarning kesish sxemasi: 1 - to'sar; 2 - havo oqimi; 3 - truba; 4 - elektrod
Kesish jarayoni teskari polaritning bevosita oqimi yordamida (to'g'ridan-to'g'ri kutuplulukla, isitish zonasi kengdir, metallni olishda qiyinchiliklarni keltirib chiqaradi) yoki muqobil oqim yordamida amalga oshiriladi.
Oqimning kattaligi quyidagi formula bilan aniqlanadi:
bu erda men hozirgi;
K - uglerod va grafit elektrotlar uchun mos ravishda 46-48 va 60-62 A / mm koeffitsientlari;
d elektrodning diametri.
Ushbu usulda ikki turga ega bo'lgan va shuning uchun har xil chiqib ketish usullarini taklif qiluvchi maxsus kesuvchilar qo'llaniladi:
Havo oqimi izchil joylashtirilgan dastgohlar;
Havo oqimining halkalı tartibga ega kesiciler.
Havoni yoyish usuli ikki xilga bo'linadi, ular turli usullarga mos keladi (41 va 42-jadvallar):
Metall shaklida yoki kesish uchun ishlatiladigan sirt chuqurligi payvand choki nuqsonlari, ildiz tikuv va paxta terish;
Zanglamaydigan po'lat va rangli metallarni qayta ishlashda bo'linadigan pichoq.
Jadval 41
Sirt havoni yoyishning taxminiy usullari

Jadval 42
Ajratishning havo bosimining taxminiy usullari
4. Plazma-arka kesish, uning mohiyati metallning metallning erning kichik qismiga kesib olinadigan va kuchli tezlikda gaz püskürtmesiyle chiqib ketish maydonidan chiqarilgan kuchli ark yayılımı bilan eritildiğidir. Bruserga kiradigan sovuq gaz atrofida oqadi volfram elektrodlari va oqim zonasida plazma paydo bo'ladi. Keyin u mis quvuridagi kichik tuynuk bilan 30.000 ° S ga (yoki undan ko'p) yuqori tezlik va haroratga ega yorqin porlab turgan jet shaklida tugaydi. Chizma diagrammasi Plazma-orqa qismini kesish shakl. 76.
Plazma chiqib ketish mustaqil yoki mustaqil qarama-qarshilik bo'lishi mumkin. Bunday holda, ular to'g'ridan-to'g'ri yoki bilvosita ta'sir plazma arqoni haqida gapirishadi.
Chizib qo'yish mumkin bo'lgan chiqib ketish rejimi jadvalda grafik shaklda taqdim etiladi. 43
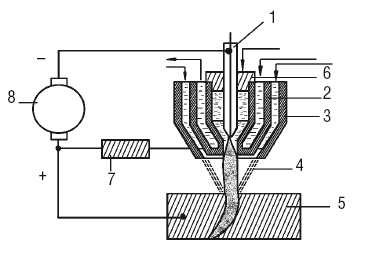
Shakl. 76. Plazma-arqonlarni kesish jarayonining sxemasi: 1 - elektrod; 2 - suv bilan sovutilgan nozli; 3 - tashqi ko'krak; 4 - plazma jeti; 5 - metall; 6 - izolyatsiyalash moslamasi; 7 - balastlarga qarshilik; 8 - quvvat manbai
5. Suv ostida kesish. Su kabi suyuq muhitda siz yuqori harorat va sezilarli issiqlik quvvatiga ega suyuqlikni bug'langanda va ajrata oladigan kuchli aylanma oqimini yaratishingiz mumkin. Orqa deşarj bug 'va gazlarning shakllanishiga hamroh bo'ladi payvand choki gaz konvertiga, ya'ni, aslida, gazning gazli muhitda bo'ladi.
Jadval 43
Ikkita turdagi materialni plazma-arka kesishning taxminiy usullari

Standart quvvat manbalaridan barqaror payvand choki uglerod va metall elektrodlari bilan beriladi.
Suv ostida kesish uchun ular tashqi tomondan sovutilganda, elektrod novdalaridan ko'ra asta-sekin eriydi, qalin suvga (parafin-emprenye) qoplangan bo'lishi kerak. Natijada, oxir-oqibat, kofe shaklidagi kichkina visor paydo bo'ladi, buning natijasida gaz konvolining barqarorligi va yoyning yonishi ta'minlanadi.




