Fémhegesztési technikák kezdőknek. Hegesztési elektródák kiválasztása. A hegesztés néhány árnyalata
Gyakorlatilag minden javítási munkához hegesztőgépet kell használni. A teljesítmény minőségétől hegesztés a kapcsolatok megbízhatóságától és a fémtárgyak életétől függ.
Hegesztési munkák során védőmaszk használata szükséges
Annak érdekében, hogy a hegesztés megfelelő legyen, egyértelműen meg kell érteni a folyamatot, az eljárást és a biztonsági intézkedéseket (védőfelszerelést kell használni). A kezdőknek is el kell kezdeniük az elméleti tanulást - használjanak egy önkormányzati kézikönyvet vagy videó utasításokat. A videó segítségével megtanulhatja, hogyan készítsen fémeket egy kezdőnek.
A munka előkészítésének szakaszai:
- a biztonsági követelmények tanulmányozása, az elektromos szerszámokra vonatkozó utasítások;
- a munkahely előkészítése (el kell távolítani a gyúlékony tárgyakat, nyílt ablakokat, távolítsuk el az idegen tárgyakat a folyosóktól);
- ellenőrizze a teljesítményt, és hagyja a tűzoltó elemeket a munkahely közvetlen közelében.
A saját kezével való biztonságos munkavégzéshez védő maszkot, ruházatot, kesztyűt és egyéb védőfelszerelést kell vásárolnia. A megfelelő maszknak ki kell terjednie az arcra és a nyakra, és a védőruházatnak teljesen be kell borítania a bőrt.
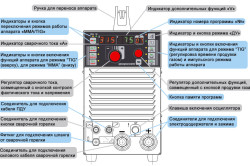
A hegesztőgép használata
A munka kézzel történő elvégzéséhez a személynek rendelkeznie kell a biztonsággal és az eszközellenőrzéssel kapcsolatos szükséges ismeretekkel, valamint képesnek kell lennie megfelelően alkalmazni. A videó azt mutatja be, hogyan lehet a fémet félig automata módon hegeszteni.
Mit kell tudni:
- a hegesztés alapjai;
- a hegesztésre használt készülék tervezési jellemzői, működési módjai.
Mit kell tudnia egy hegesztőnek:
- válasszon hegesztőgépeket és fogyóeszközöket (az elektródák típusa és száma) minden célra;
- képesnek kell lennie a hegesztendő alkatrészek berendezésének és munkafelületeinek előkészítésére;
- minőségi fém főzés;
- helyesen alkalmazza az elméletet és a tapasztalatot, hogy még a varratokat kapjon.
A megfelelő felszerelés és minőségi anyag kiválasztása javítja a munka minőségét és csökkenti a javítási időt.
Cél és fajták
A készülékek célja ívhegesztés olvadó elektródákkal. A hegesztést az elektróda kézi mozgatásával végezzük.
Ennek részeként automatikus hegesztőgép létezik egy olyan mechanizmus, amely automatikusan a huzalt (olvasztó elemet) a hegesztett felületekre táplálja.
A félautomatikus hegesztés előnyei:
- magas munkatermelékenység;
- kiváló minőségű hegesztések;
- a hegesztett felületek korróziójának alacsony érzékenysége;
- vékony fémek hegesztésének lehetősége.
A hegesztőgép alkatrészei:
- egyenirányító - az áram átalakításához;
- égő;
- elektromos csatlakozó készlet (hosszabbító kábel és dugó);
- készletek hegesztő kábelek - tartókkal, kapcsokkal (a félig automatikus eszköz áramforrásának a hegesztendő felületekhez történő csatlakoztatására);
- az olvasztóelem betáplálási mechanizmusa;
- védőgázpalack;
- hüvely a készüléknek a hengerhez való inert gázzal történő csatlakoztatására;
- vezérlőegység - hegesztési módok beállításához.
A félautomata eszközök típusai a hegesztés védelmének módszerével:
- Inert gázokban (argon, hélium, stb.). A leggyakoribb típus.
- Szálas huzal. Az inert gázhegesztés alfaja.
- Egy fluxus réteg alatt. Ritkán használják.
Az elrendezés típusától függően megkülönböztethetők az egytestű modellek, az összes részlet egy elrendezésben, és kettős testűek, amikor a vezérlőegységgel ellátott egyenirányított áram forrása egy házba van helyezve, a másik pedig a huzaladagoló. A munkahelyen történő telepítés módja szerint - álló (nem mozgott munka közben) és mobil, kerekekkel vagy alvázzal felszereltek.
A bemeneti áram jellege egyfázisú és háromfázisú, áram - pulzáló, impulzusos, állandó.
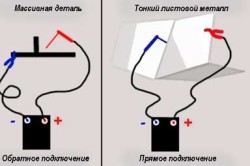
A csatlakozás polaritása révén a hegesztést az egyenesen (ritkán) és a fordított polaritás. A videó azt mutatja be, hogyan kell a fém forró és fordított polaritása.
Az olvasztóelem táplálásának módszere is elválik:
- Húzási típus, amelyben az égőben lévő adagoló húzza ki a huzalt a tekercsből.
- Nyomógomb. A mechanizmus a huzalt a fáklya hüvelyébe tolja.
- Húzási és toló típusú.
A készülék előkészítése a munkához
- Az eszköz beállítása. A próbahegesztés után szükséges elegendő áramerősség kialakítása. Általában a termékre (vagy a félig automatikus eszközre) vonatkozó utasítások tartalmazzák a szokásos hegesztési típusokra vonatkozó információkat.
Az aktuális érték megfelelő kiválasztása esetén a fém jól elterjed, és a varrás vékony és tiszta. A DIY hegesztési hegesztés akkor tekinthető sikeresnek, ha a fém cseppje a felület hátoldalán a megfelelő alakú.
Hogyan állíthatja be az aktuálisat? Ha a fém nem olvad meg, és az alkatrészek nem csatlakoznak, a féláramú áram elégtelen. Meg kell növelni az értéket.
Abban az esetben, ha a készülék a lyukakon keresztül érintkezik a felületen, csökkenteni kell az áramot addig a pontig, amíg a hegesztési pont meg nem szűnik, és egy kis csepp olvadt fém jelenik meg a hátoldalon.
- Előtolás beállítása inert gáz az eszköz adatlapjában szereplő adatok szerint végezzük. A szükséges érték beállítását a sebességváltó szelepe végzi.
A megfelelően beállított gázadagolás jele egy nagy sűrűségű varrat.
- Gázáram beállítás. Elégtelen gázáramlás esetén a varrat porózus szerkezetű.
Nem ajánlott túlértékelt gázáramot beállítani a felesleg nem befolyásolja a varratok minőségét. Ugyanakkor növekszik a hegesztés pénzügyi költségei.
A mennyiség ellenőrzése után védőgáz Meg kell kezdeni a hegesztési folyamatot.
A hegesztést csak saját kezével kell elvégezni, miután megvizsgálta a "Biztonsági intézkedésekre vonatkozó utasításokat a hegesztési műveletek során". A folyamatbiztonság csak akkor biztosítható, ha a szabványok valamennyi követelménye és ajánlása teljesül.

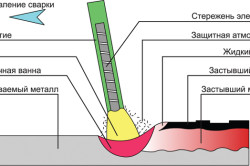
Hegesztési folyamat
A hegesztett tárgyak felületét tisztítani kell a szennyeződésektől és speciális oldószerekkel zsírtalanítani. A nyersdarabok szilárdan rögzítve vannak úgy, hogy a csomópont között nincsenek rések és ferdék.
eljárás:
- Állítsa az olvasztó elektróda adagoló vezérlőt az üzemi helyzetbe.
- A védelem módjától függően:
- töltse fel a tartályt a hegesztőgépen fluxussal;
- telepítsen porelektródát;
- nyissa ki az inert gázellátó szelepeket.
- Hegesztés: a tervezett hegesztés helyére 4 mm-es távolságot kell elérni, és nyomja meg az indítást (tartsa be a folyamat végéig legfeljebb 3 másodpercig).
hegesztés alumínium felületek csináld magad:
- A biztonság érdekében a földelő csatlakozót a hegesztendő felületekhez kell csatlakoztatni.
- Helyesen állítsa be az alumínium félautomata működési paramétereit.
- Kapcsolja be a készüléket.
- A vezetéket 3 mm-es kioldással kell hagyni.
- Az ív megjelenése után szükséges a hegesztés.
Ha hosszabb időn át érintkezik a felszínnel, a félig automatikus eszköz hőmérséklete nő. Túlmelegedés esetén a készülék automatikusan kikapcsol. Miután a készülék lehűlt, a hegesztés folytatódhat.
Inverter hegesztés

Inverter hegesztéshez
előnyei:
- a készülék tömörsége, kis súlya;
- magas telepítési hatékonyság;
- teljesítményét;
- az áram zökkenőmentes beállítása;
- alacsony költség
A videóban láthatja, hogyan kell főzni a fémet egy frekvenciaváltóval.

hegesztés inverter gép
Biztonságtechnika
A hegesztés során veszélyek lehetnek:
- áramütés;
- káros kibocsátások kibocsátása a légkörbe;
- forró fém kifröccsenésekor ég.
A munka megkezdése előtt szükséges:
- Készítse elő a munkahelyet - távolítsa el az összes idegen tárgyat, amely nem kapcsolódik a hegesztési folyamathoz. Szerelje be a lámpát (megvilágítás hiányában).
- Viseljen védőruházatot: nadrágot, kabátot, kesztyűt, zárt cipőt, maszkot.
- Ellenőrizze: a hegesztőgép egészségét, az elektródák ellátását, a védőgázokat, az elektromos hálózat és a kapcsolóberendezések működőképességét, a hálózat csatlakoztatását a földelő áramkörhöz, a tűzvédelmi berendezések jelenlétét.
Ahhoz, hogy megtanulják a fém főzését, meg kell felelnie a használati utasításban meghatározott követelményeknek. Ezenkívül a kézikönyv leírja a vészhelyzetekre vonatkozó eljárást.
A saját kezek hegesztése inverterekkel elég biztonságos, mert A vezetékeket és a készülék fő elemeit műanyag zárt dobozban helyezik el.
Alapvető biztonsági irányelvek:
- Tilos esős és havas időben hegesztési munkát végezni. A készüléket védeni kell a nedvességtől.
- Csak teljesen szervizelhető eszközöket szabad használni.
- A hegesztést csak sötétített üveg és ujjatlan védőmaszkban kell elvégezni.
- A munkahelynek tűzoltó készülékeknek, homoknak stb. Kell lennie.
Hegesztési elektródák kiválasztása
Az elektród átmérőjét a készülék használati utasításának megfelelően kell kiválasztani. A rögzítőelem márka a hegesztendő felületek típusától függ.
Az első mintákhoz egy speciális olvadékhéjjal rendelkező szilárd rudak formájában lévő elektródák alkalmazhatók. Ez a kialakítás szinte mindig lehetővé teszi, hogy sima varratokat kapjon. Annak érdekében, hogy megtanulják, hogyan kell főzni a fémeket, nem ajánlott a régi elektródák használata nagy a valószínűsége, hogy az anyag nedves.
Elektródákat kell vásárolni a munka előtt. A "jövőért való" elhagyás szintén nem ajánlott.
Hegesztési varratok típusai
Hely szerint megkülönböztethető a függőleges, vízszintes, alsó és a mennyezeti csatlakozások. A legegyszerűbb az alsó varrás, a mennyezet - a legnehezebb. A videó megmutatja, hogyan lehet a fémeket vízszintes és függőleges öltéssel hegeszteni.
Az alkalmazott erőfeszítések szerint időszakos és folyamatos varratok vannak. A varrat megszakítása olyan helyeken megengedett, ahol az ízületek nem igényelnek nagy sűrűséget.

Volframelektródák hegesztéshez
A hegesztési varrat típusa szerint
- ferde,
- egyesítjük,
- szárnyon,
- fej-on.
Formában
- homorú
- konvex,
- normális.
A forma az alkalmazott elektródától és a hegesztett szerkezetek jellemzőitől függ.
A kapcsolatok típusa szerint
- szögletes - részek kötözővel, végével és fedőlapokkal való összekötésére használatos;
- csuklós ízületek - átfedés nélkül.
A bemutatott videóban láthatjuk, hogyan kell a fémek hegesztését átfedéssel és anélkül.
videó
A hegesztéshez az elmélet és a gyakorlati készségek ismerete szükséges. Megtanulhatja, hogyan kell főzni a fémet. Több edzés után már jó minőségű öltések is elvégezhetők. Hegesztés során mindig kövesse a használati utasítást és a biztonsági előírásokat.
A hegesztés a modern építés egyik legnépszerűbb technológiai típusa. Ez azért van, mert hegesztés a szerkezet fémelemeinek erős és megbízható csatlakozását képezi. Az anyag, amelyből készült, nagyon változatos lehet, a végső rész konfigurációjának hihetetlenül összetettsége. A több részhegesztéshez szükséges minőségi feladatok elvégzéséhez szükséges a megfelelő felszerelés kiválasztása, és néhány végrehajtási készség. De ha a tapasztalat hiányzik vagy kicsi, akkor megtanulják, hogyan kell magadnak lenni, ez teljesen lehetséges.
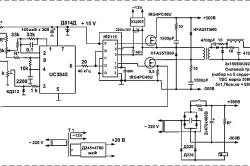
Az inverter hegesztőgépének néhány jellemzője
A hegesztő inverter olyan berendezés, amely olyan elemekből áll, mint:
- ellenőrzési rendszer;
- frekvenciaváltó;
- nagy frekvenciájú transzformátor;
- vezetni;
- áram- és hálózati egyenirányítók;
- hálózati szűrő.
A frekvenciaváltó hegesztőgépének sajátossága az, hogy nem vezet elektromos hálózatra a hálózathoz, amelyhez csatlakozik. Ez annak köszönhető, hogy tartalmaz egy tároló kondenzátort, amely biztosítja a megszakítás nélküli elektromos hálózatot, valamint az ív lágy gyújtását és további megtartását.
Az ilyen meglehetősen bonyolult összetétel ellenére ez az eszköz kompakt, ami lehetővé teszi, hogy a vállán viseljen. Ebben az esetben a súgó minősége, a segítségével készült kis méret nem érinti. A frekvenciaváltó hegesztőgépe háztartási célokra és gyártásra is használható. Könnyű munkájával meglehetősen nehéz helyeken vezethet, ahol más berendezések és felszerelések nem szállíthatók.
Biztosítani biztonságos munka frekvenciaváltóval hegesztőgép Hegesztőmaszk vagy védőszemüveg kell, hogy legyen. A szükséges számú elektródnak is meg kell felelnie az acél minőségnek.
A hegesztési inverter eszköz kiválasztásának jellemzői:
- A szabályozás lehetősége hegesztőáram. mert belföldi igényeket ennek a mutatónak 160-200 A tartományban kell lennie.
- A hegesztő inverter folyamatos munkájának ideje. Az útlevéladatokban ez az érték százalékban van megadva. Ha például 40% -ot jelez, akkor ez azt jelenti, hogy mennyi ideig képes a készülék megbízhatóan és túlmelegedés nélkül működni. A fennmaradó 60% a pihenésből származik. A túlmelegedés elleni védelmet a gyártó telepíti. A készülék automatikusan kikapcsolja ezt az arányt. Ezeket a százalékokat a frekvenciaváltó hegesztőgépének maximális terhelésénél adjuk meg.
- A hatalom, amit képes fogyasztani. Két érték van feltüntetve: üzemi állapotban, azaz amikor a hegesztési folyamat megtörténik, és üresjáratban van.
- Készülékház Ha a burkolat kialakítása további védelmet nyújt a nedvesség és a por ellen, akkor az ilyen készülékek olyan iparágakban használhatók, amelyek fokozott adatjellemzőkkel rendelkeznek. Háztartási felhasználásra ezeknek a mutatóknak a megerősítése nem szükséges.
A munka előkészítése
A hegesztési munkák megkezdéséhez elő kell készíteni:
- hegesztő maszk;
- speciális védőruházat vagy ruházat, amely képes szikrák elleni védelemre;
- durva ronggyal;
- egy kalapács éles hegyével, amellyel a hegesztés során kialakított méretarány és éles sarkok lesüllyednek;
- elektródák, amelyek megfelelnek az acél típusának és minőségének.
Az elektródák kiválasztásakor nemcsak a fém összetételét, hanem annak vastagságát, a varrás irányát is figyelembe kell venni. Ne feledje, hogy nagy elektródátmérővel az áramfogyasztás növekszik. Kis átmérője csak kis fémvastagságra alkalmas. Ezért, ha nincs sok tapasztalat a hegesztésben, akkor 2-3 mm-es elektródát kell választani.
Végzett hegesztési munkák
A frekvenciaváltó hegesztőgépével való szakszerű főzéshez szükség van az áram és az elektróda márkájának erősségére. Ezeket a paramétereket a csatlakoztatandó fém vastagsága határozza meg.
Az elektróda speciális tartóba van szerelve. Ne hozza gyorsan az elektródát a felülethez. Ez ragasztáshoz vezethet, vagyis az elektróda a fémhez tapad, és lehetetlen további hegesztést végrehajtani. A földi csatlakozó a hegesztendő felületre van rögzítve.
Ezután meg kell gyújtania az ívet. Ehhez az elektróda egy bizonyos szögben a fémfelületre kerül, 2-3 alkalommal érinti. Ez aktiválja a hegesztő elektródát, és ívet képez. Az elektróda csúcsa és a hegesztendő felület közötti optimális távolság, amikor az ív mindig a kívánt méretben marad, megegyezik az elektróda átmérőjével. Ebben a magasságban kívánatos, hogy az elektródát a teljes varrás végrehajtása alatt tartsuk. Ezután az elektróda a csomóponton vezet. A varrást fémfúzió képezi.
Lehetetlen az elektródát gyorsan hegeszteni a hegesztendő felületen. Ez annak köszönhető, hogy:
- A varrás minősége csökken, vagyis a fémmegkötés egyenetlen lesz.
- Az ív a hegesztőfelület és az elektród között eltűnik. Új gyújtása túlzott kiolvasztáshoz vagy égéshez vezethet.
Ha a munka során a megkötött anyagot és a feleslegesen lerakódott anyagot képezték, azokat el kell távolítani. Ez egy kalapáccsal vagy más fémszerszámmal történik.
A hegesztési varrat nem feltétlenül szilárd. Ha meg kell szakítani, akkor az elektróda felemelkedik. Így megszakad az ív, és megáll a varrás folyamat. Ezután az ív új helyen meggyullad, és a folyamat folytatódik.
A hegesztés néhány árnyalata
Annak érdekében, hogy a varrás minimális hibákat okozjon és helyesen tudjon főzni egy inverter hegesztőgéppel, a fürdővezetéket alacsonyabbra kell helyezni, mint a hegesztett fém felületét. Ha az ív behatolása a fémrészbe mély, akkor a fürdőt visszahúzza, ezáltal egy varrás keletkezik. Ezért a munkavégzés során meg kell győződni arról, hogy a kialakuló varrás egybeesik a fémgel.
Az elektróda mozgása a varrás mentén eltérő lehet. A körkörös vagy cikcakk mozgások végrehajtásakor megbízható és tökéletes varrás alakítható ki. Körkörös mozdulatok elvégzése során gondosan ellenőrizni kell, hogy a varrás hogyan alakuljon ki úgy, hogy a fürdő egyenletesen eloszlik egy körben. Amikor egy cikk-cakk elektróda mozog, óvatosan figyelni kell, hogy a varrás a fürdő egyik végén kezdődik, majd a tetején, majd a másik végén. Ebben az esetben mindennek egyenletesen kell történnie.
A cikk-cakk varrás eléggé bonyolult a kivitelezésben, és a tapasztalattal rendelkező hegesztő már jó minőségű.
A hazai igények kielégítésére elegendő egy folyamatos varrás görgős technika.
A réselt fémrész akkor keletkezik, amikor az elektróda nem elég ahhoz, hogy a hegesztett fürdőt teljesen oldalirányú mozgáshoz töltse. A fürdő külső széleinek ellenőrzése megakadályozza az oldalsó nyílás kialakulását. A fürdő szabályozásához használja az ív erejét, amely a hegesztett felület és az elektród között helyezkedik el. Az inverter hegesztőgép lehetővé teszi, hogy zökkenőmentesen és folyamatosan vezérelje azt.
Ezen túlmenően, ha az elektróda szögét a felületre változtatja, megváltoztathatja a fürdő méretét. Az elektróda maximális függőleges helyzetében azonban konvex varrás keletkezik. Ez annak a ténynek köszönhető, hogy ezzel az elrendezéssel az összes szükséges hő közvetlenül alatta van.
Ez azt jelenti, hogy a fürdő teljesen lefelé van, a fém jól megolvadt. Ha megdönti az elektródát, akkor a teljes hőmérséklet visszafelé irányul, ezáltal felemelve a fémet és egy varrást képez.
A kezdőknek meg kell vizsgálniuk a hegesztési videó leckéket, hogy elkerüljék a gyakori hibákat, és biztonságossá és magas színvonalúvá tegyék munkájukat. Mindig emlékezzen arra, hogy a munka megkezdése előtt munkaruhát kell viselnie, nevezetesen:
velúr- és / vagy vászonkesztyű; kötény vagy köntös; ; kots csizma.
A maszk szűrőjét minden egyes személy számára külön-külön választják ki, attól függően, hogy a szemek mennyire érzékenyek a fényre, az elektróda vastagsága és az áram teljesítménye. Minél magasabbak ezek a mutatók, annál nagyobb a védőszűrő száma. Miután befejezte a maszkszűrőt, ellenőrizze, hogy nincs-e rés a fényre nézve. Az üveg cseréjét úgy kell végrehajtani, hogy karcolások vagy szennyeződések jelennek meg rajtuk, ami megnehezíti a hegesztőmedence és a varrás látását.
A munka megkezdése előtt meg kell tisztítani a kezelt felületet a szennyeződésektől, a rozsdától vagy az olajfoltoktól. Ez az egyetlen módja annak, hogy elvárjuk, hogy a hegesztési munkákat magas színvonalú, videó leckékkel végezzék el, amelyek a honlapunkon kerülnek közzétételre.

Elektróda kiválasztása
(videó) az elektróda választásával kezdődik. Általában vastagságának meg kell egyeznie az alkatrész vastagságával. A választás függ az alkalmazott anyagtól is.
Az ANO és az UONII és az 1., 2. és 3. kategória formátuma leginkább az acél számára alkalmas.
Az ötvözött acélokra 1Y, 2Y és 3Y elektródák szükségesek. Az ábrák azonban közvetlenül arányosak a hegesztési varrat szilárdságával.
Színesfémek esetében megfelelő elektródokat választanak ki. És itt a szilumin nem alkalmas a hagyományos hegesztésre. A kezdőknek nem szabad öntöttvasot venniük, mivel ez a folyamat magas képzettséget és nagy tapasztalatot igényel.
Az elektróda frekvenciaváltóhoz való csatlakoztatása után meg kell határozni az áramszilárdságot, amelyet az egység burkolatán jelez a különböző típusú anyagok esetében.
A kezdők (videó) hegesztési leckéje azt mutatja, hogy lehetetlen az elektródát túl gyorsan a munkafelületre vinni, mert ragasztáshoz vezet.
A hegesztés megkezdése előtt csatlakoztassa a földi csatlakozót a termékhez, majd megkezdheti a hegesztési folyamatot.

Arson ív
A hegesztési videóórák azt tanítják, hogy az elektródának a munkadarabhoz való elhelyezéséhez a felülethez képest 700-as szögben kell elhelyezkedni. Ezután többször érdemes megérinteni a felületet. Ezután az elektródát el kell távolítani a fém felületről az elektród átmérőjével megegyező távolságra, és elkezdeni fürdő kialakítását. A feldolgozott fém felmelegítéséhez 2–3 kis elektróda körkörös mozgás szükséges a hegesztési medence kerületén. Biztosítani kell, hogy az átmérője mindig azonos legyen.
Íves rés
A hegesztési munkákon keresztül (videóórák) különös figyelmet kell fordítani arra, hogy az ívrés ne változzon. Ez a legfontosabb és legnehezebb dolog, amit a kezdő hegesztőknek meg kell tanulniuk. Az a tény, hogy a hegesztés során az elektróda mérete fokozatosan csökken, és folyamatosan csökkenteni kell.
Ha a rés kisebb, mint a normál, az alapfémnek nincs ideje felmelegedni, és a felületek fúziója rossz minőségű lesz. Nagy rés esetén az ív nehezen tartható a helyén, és szabályozza a letétbe helyezett fémet. Az állandó rés megtartása mellett kiváló minőségű és tiszta varrás jön létre, amely garantálja az alkatrészek megbízható csatlakoztatását.

Hegesztés
A hegesztési videó leckék azt mutatják, hogyan lehet helyesen végrehajtani a körkörös vagy cikcakk mozgásokat egy elektróddal a megfelelő varrás létrehozásához. Ha a fürdő áthalad, akkor a fém hiánya alatt aluljáratok is lehetnek, amelyek a varrás szélei mentén, a felszín alatt található kis hornyok. Az inverteres hegesztési órák (videó) segítenek elkerülni az ilyen hibákat, és megtanulják használni az ív erejét a fürdőszoba vezérléséhez. Az alapötlet az, hogy minél nagyobb az elektróda dőlésszöge, annál erősebb lesz a varrás, és fordítva.
Hegesztés
Hűtés után hegesztési varrás egy kalapáccsal óvatosan eltávolítjuk a mérlegből, ahogy azt a honlapunkon látható videó mutatja.

Hegesztési minőségellenőrzés
A hegesztési munkák befejezése után külső ellenőrzésekkel, szivárgásvizsgálattal és a rejtett hibák észlelésével ellenőrizni kell a varratok minőségét. Ezek közé tartoznak a csomók, az alulcsapások, a repedések, az égési átfedések, a behatolás hiánya, a varratok beágyazódása a varratokban és mások.
A hegesztési videóórák segítenek megérteni a házasság okát. Ezek lehetnek a hálózatban fellépő túlfeszültségek, az elektróda hibásan kiválasztott szöge, a hegesztett huzal betápláló görgőinek csúszása, a hegesztés sebességének változása a hegesztés során és mások.
További információ erről a témáról honlapunkon:
-
A szóhegesztést általában technológiai folyamatnak tekintik, ahol a fűtés eredményeképpen intermolekuláris és interatomikus kötések jönnek létre az alkatrészek között. Így közvetlen anyagok kapcsolódnak. Alapvetően ... -
Még egy kis tapasztalattal rendelkező kezdő is hegesztést végezhet vízszintes felületen. De a magas színvonalú függőleges varrás nélkül a szükséges elméleti ismeretek és jó gyakorlatok nélkül ... -
Az alumínium és az alumínium hegesztési folyamata számos olyan tulajdonsággal rendelkezik, amelyeket figyelembe kell venni mind a munka során, mind a berendezés kiválasztásakor. Először is, az alumínium ... -
Minden szabályozási módszer képes pozitívan befolyásolni a hegesztőegység munkáját, de minden módszernek saját hátránya van, amit kívánatos tudni és elkerülni a kellemetlen ...




