تکنیک های جوشکاری برای مبتدیان. نحوه انتخاب الکترودهای جوشکاری. برخی از تفاوت های جوش
عملا برای تمام کارهای تعمیراتی لازم است از یک دستگاه جوش استفاده شود. از کیفیت عملکرد جوشکاری بستگی به قابلیت اطمینان اتصالات و عمر اشیاء فلزی دارد.
هنگام انجام کار جوش لازم است از یک ماسک محافظ استفاده کنید
برای اینکه جوش خود را به درستی انجام دهید لازم است درک روشنی از فرآیند، روش و اقدامات ایمنی (استفاده از تجهیزات حفاظتی) داشته باشید. همچنین، یک مبتدی باید از نظریه یاد بگیرد - از دستورالعملهای خودآموزی و یا دستورالعملهای ویدئویی استفاده کنید. با کمک این ویدیو، می توانید یاد بگیرید که چگونه برای یک مبتدی به پختن فلز بروید.
مراحل آماده سازی قبل از کار:
- مطالعه الزامات ایمنی، دستورالعمل های ابزار قدرت؛
- آماده سازی محل کار (لازم است برای حذف اشیاء قابل اشتعال، پنجره های باز، حذف اشیاء خارجی از راهرو)؛
- عملکرد را بررسی کنید و اقلام آتش نشانی را در نزدیکی محل کار ترک کنید.
برای کار ایمن با دستان خود، باید یک ماسک محافظ، لباس، دستکش و سایر تجهیزات حفاظتی خریداری کنید. ماسک صحیح باید صورت و گردن را پوشش دهد و لباس محافظ باید پوست را به طور کامل پوشش دهد.
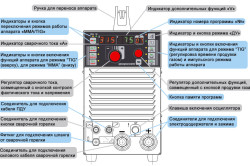
استفاده از دستگاه جوش
برای انجام کار دست، فرد باید دانش لازم را در مورد ایمنی و کنترل دستگاه داشته باشد و همچنین بتواند به درستی آنها را اعمال کند. این فیلم نشان می دهد که چگونه با فلز نیمه اتوماتیک جوش داده شود.
آنچه شما باید بدانید:
- اصول جوشکاری؛
- ویژگی های طراحی، حالت کارکرد مدل دستگاه که برای جوش استفاده می شود.
چه جوشکاری باید داشته باشد:
- جوشکاری و مواد مصرفی (نوع و تعداد الکترودها) را برای هر هدف انتخاب کنید
- قادر به تهیه تجهیزات و سطوح کاری قطعات قابل جوش است؛
- آشپزی با کیفیت فلز
- درستی اعمال نظر و تجربه برای به دست آوردن حتی درز.
انتخاب مناسب تجهیزات و کیفیت مواد کیفیت کار را بهبود می بخشد و زمان تعمیر را کاهش می دهد.
هدف و انواع
دستگاه ها در نظر گرفته شده اند جوش قوس با الکترودهای ذوب جوشکاری با حرکت دادن الکترود دستی انجام می شود.
ترکیب شده است دستگاه جوش اتوماتیک یک مکانیزم وجود دارد که به طور خودکار سیم (عنصر ذوب) را به سطوح جوش داده می شود.
مزایای جوشکاری با نیمه اتوماتیک:
- بهره وری بالا؛
- جوشکاری با کیفیت بالا
- حساسیت کم به خوردگی سطوح جوش داده شده؛
- امکان جوشکاری فلزات نازک.
اجزای دستگاه جوشکاری:
- یکسو کننده - برای تبدیل جریان؛
- مشعل
- کیت اتصال برق (سیم کشی برق و پلاگین)؛
- مجموعه ها سیم جوش - با نگهدارنده ها، کلیپ ها (برای اتصال منبع برق دستگاه نیمه اتوماتیک به سطوح جوش داده شده)؛
- مکانیسم تغذیه عنصر ذوب؛
- گاز سیلندر محافظ؛
- آستین برای اتصال دستگاه به سیلندر با گاز بی اثر؛
- واحد کنترل - برای تنظیم حالت جوشکاری.
انواع دستگاه های نیمه اتوماتیک با روش حفاظت از جوش:
- در گازهای بی اثر (آرگون، هلیوم و غیره). شایع ترین نوع.
- سیم خاردار این یک زیرگونه از جوشکاری گاز بی اثر است.
- تحت یک لایه شار به ندرت استفاده می شود
با توجه به نوع ترتیب، مدل های تک بدن، با تمام جزئیات در یک طراحی و دو طرفه، زمانی که منبع جریان جبران شده با واحد کنترل در یک مسکن قرار داده شده است، و فیدر سیم در دیگری، متمایز است. با توجه به روش نصب در محل کار - ثابت (در طول کار منتقل نمی شود) و تلفن همراه، مجهز به چرخ یا شاسی.
با ماهیت جریان ورودی به تک فاز و سه فاز، در شکل جریان - pulsating، pulse، constant است.
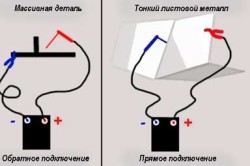
با قطب اتصال، جوشکاری می تواند بر روی مستقیم (به ندرت) و قطب معکوس. این فیلم نشان می دهد که چگونه فلز را در قطب مستقیم و معکوس جوش می دهیم.
همچنین با روش تغذیه عنصر ذوب، تفکیک می شود:
- کشیدن نوع، که در آن فیدر، واقع در مشعل، سیم از سیم پیچ خارج می شود.
- نوع فشار این مکانیسم سیم را به آستین مشعل هل می دهد.
- کشیدن و هل دادن نوع.
آماده سازی دستگاه برای کار
- تنظیم دستگاه پس از جوشکاری مورد نیاز برای ایجاد نیروی کافی فعلی لازم است. به عنوان یک قاعده، دستورالعمل برای محصول (یا بر روی بدن دستگاه نیمه اتوماتیک) حاوی اطلاعاتی درباره انواع معمول جوشکاری است.
هنگامی که مقدار فعلی به درستی انتخاب شده است، فلز به خوبی گسترش می یابد و درزگیر و نازک است. جوشکاری جوشکاری DIY اگر قطره فلز در قسمت پشتی سطح شکل صحیح داشته باشد موفق خواهد بود.
چگونه خودتان را تنظیم کنید؟ اگر فلز ذوب نمی شود و قطعات اتصال نمی کنند، جریان نیمه اتوماتیک کافی نیست. لازم است ارزش را افزایش دهیم.
در مواردی که در اثر تماس با دستگاه از طریق سوراخ ها روی سطح ظاهر می شود، لازم است جریان را تا نقطه ای که نقطه ذوب جوشکاری می شود و قطره ای از فلز مذاب در طرف عقب نشان داده شود، کاهش دهیم.
- تنظیم میزان خوراک گاز بی اثر بر طبق داده های موجود در صفحه داده دستگاه انجام می شود. تنظیم مقدار مورد نیاز توسط شیر روی جعبه دنده انجام می شود.
نشانه ای از میزان تغذیه مناسب گاز تنظیم شده است.
- تنظیم جریان گاز. با جریان گاز ناکافی، درز دارای ساختار متخلخل است.
از آنجایی که سرعت جریان گاز بیش از حد تعیین نشده است، توصیه نمی شود بیش از حد به کیفیت درزها تاثیر نمی گذارد. اما در عین حال هزینه های مالی برای جوشکاری افزایش می یابد.
پس از بررسی مقدار گاز محافظ لازم است که فرآیند جوشکاری آغاز شود.
جوشکاری باید با دستان خود تنها پس از مطالعه دستورالعمل های ایمنی در طول عملیات جوش آغاز شود. ایمنی فرایند را می توان تنها در صورتی که تمام الزامات و توصیه های استانداردها را تامین کند تضمین شود.

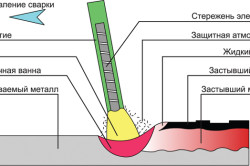
فرایند جوش
سطوح کاری اجسام جوش باید از خاک تمیز شود و با حلال های خاص تمیز شود. سطلها به گونه ای ثابت هستند که بین شکاف و شکاف وجود ندارد.
روش:
- تنظیم کننده جریان الکترود ذوب را به موقعیت عملیاتی تنظیم کنید.
- بسته به روش حفاظت:
- مخزن را در جوش شارژ کنید؛
- نصب پودر الکترود
- دریچه های تامین گاز غیر مستقیم را باز کنید.
- جوش: فاصله 4 میلی متر را به جوش جوش داده شده بسپارید و شروع را فشار دهید (تا حداکثر 3 ثانیه تا پایان فرایند).
جوشکاری سطوح آلومینیوم خودتان انجام دهید:
- برای اطمینان از ایمنی، باید ترمینال زمین را به سطوح جوش متصل کنید.
- پارامترهای عملکرد نیمه اتوماتیک برای آلومینیوم را به درستی تنظیم کنید.
- دستگاه را روشن کنید.
- سیم باید با انتشار 3mm باقی بماند.
- پس از قوس به نظر می رسد، لازم است جوش.
با تماس طولانی با سطح، دمای دستگاه نیمه اتوماتیک افزایش می یابد. هنگامی که بیش از حد گرم می شود، دستگاه به طور خودکار خاموش می شود. پس از خنک شدن دستگاه، جوشکاری می تواند ادامه یابد.
جوشکاری اینورتر

جوش اینورتر
مزایا:
- فشرده سازی دستگاه، وزن کم؛
- راندمان بالا نصب؛
- سرعت؛
- تنظیم صاف جریان
- کم هزینه
در ویدیوی شما می توانید ببینید که چگونه با یک اینورتر فلز را طبخ کنید.

جوشکاری اینورتر ماشین
مهندسی ایمنی
هنگام انجام جوش، خطرات ممکن است وجود داشته باشد:
- شوک الکتریکی؛
- انتشار گازهای مضر در جو؛
- از تکه های فلز گرم داغ می سوزد.
قبل از شروع کار ضروری است
- سایت کار را آماده کنید - تمام اشیای خارجی که با فرآیند جوشکاری مرتبط نیست را حذف کنید. نصب لامپ (با کمبود نور).
- پوشیدن لباس های محافظ: شلوار، ژاکت، دستکش، کفش بسته، یک ماسک.
- بررسی: سلامت دستگاه جوشکاری، عرضه الکترودها، گازهای محافظ، قابلیت کارکرد شبکه برق و وسایل سوئیچینگ، اتصال شبکه به مدار زمین، وجود تجهیزات حفاظتی آتش.
به منظور یادگیری نحوه طبخ فلز، لازم است که با الزامات مندرج در دستورالعمل دستورالعمل مطابقت داشته باشید. علاوه بر این، در این کتابچه راهنمای روش های اضطراری را شرح می دهد.
جوش دست خود را با استفاده از اینورتر کاملا امن است، زیرا سیم ها و عناصر اصلی دستگاه در یک جعبه پلاستیکی مهر و موم شده است.
دستورالعمل های ایمنی عمومی:
- کار جوشکاری در هوای بارانی و برفی ممنوع است. دستگاه باید از رطوبت محافظت شود.
- مجاز به استفاده از دستگاه های کاملا قابل استفاده است.
- جوش باید به طور انحصاری در یک ماسک محافظ با شیشه و پاهای تیره ساخته شود.
- محل کار باید آتش خاموش کننده، شن و غیره باشد
نحوه انتخاب الکترودهای جوشکاری
قطر الکترود باید مطابق دستورالعمل مربوط به دستگاه انتخاب شود. نام تجاری عنصر فیوز بستگی به نوع سطوح جوش داده شده دارد.
الکترودها به شکل میله های جامد با پوسته ذوب مخصوص برای نمونه های اول مناسب می باشند. این طراحی تقریبا همیشه شما را قادر می سازد تا درزهای صاف را دریافت کنید. از آنجا که برای یادگیری نحوه طبخ فلز، توصیه نمی شود از الکترود قدیمی استفاده شود احتمال بالایی وجود دارد که ماده خیس باشد.
الکترود نیاز به خرید قبل از کار دارد. ترک "برای آینده" نیز توصیه نمی شود.
انواع جوش های جوشکاری
با موقعیت مشخص عمودی، افقی، پایین تر و مفاصل سقف. ساده ترین درز پایین است، سقف - سخت ترین. این فیلم نشان می دهد که چگونه به فلز جوش با بخیه های افقی و عمودی.
با توجه به تلاش های انجام شده، درزهای متناوب و پیوسته وجود دارد. قطع درز در مکان هایی که مفاصل به چگالی بالا نیاز ندارند، مجاز است.

الکترودهای تنگستن برای جوشکاری
با نوع جوش جوش
- کج
- ترکیبی
- بطری
- جلو
در فرم
- مقعر
- تکان دادن
- عادی
فرم به الکترودهای کاربردی و ویژگی های سازه های جوش بستگی دارد.
با نوع اتصالات
- زاویه ای - برای پیوستن به قطعات با لبه، پایان و با پوشش استفاده می شود؛
- مفاصل مفاصل - بدون همپوشانی.
در ویدئو ارائه شده شما می توانید ببینید که چگونه به جوش فلز با و بدون همپوشانی.
ویدئو
جوشکاری اتمسفری نیاز به دانش تئوری و مهارت های عملی دارد. شما می توانید یاد بگیرند که چگونه طبخ فلز خود را. پس از چندین تمرین، امکان انجام صاف با کیفیت بالا وجود دارد. هنگام جوشکاری، همیشه دستورالعمل های عملیاتی و مقررات ایمنی را دنبال کنید.
جوش یکی از محبوب ترین فن آوری های کار در ساخت و ساز مدرن است. این دلیل است جوش یک اتصال قوی و قابل اعتماد از عناصر فلزی ساختار را شکل می دهد. مواد از آن ساخته شده است می تواند بسیار متنوع با پیچیدگی باور نکردنی پیکربندی بخش نهایی است. برای انجام وظایف با کیفیت برای جوش چند بخش، لازم است که تجهیزات مناسب را انتخاب کرده و مهارت های اجرایی داشته باشید. اما اگر تجربه وجود ندارد یا کوچک است، سپس یاد بگیرید که چگونه به خودتان، این کاملا امکان پذیر است.
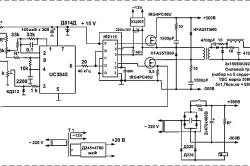
برخی از ویژگی های دستگاه جوش اینورتر
اینورتر جوش یک وسیله است که شامل عناصر مانند:
- سیستم کنترل؛
- مبدل فرکانس؛
- ترانسفورماتور، که دارای فرکانس بالا است.
- رانندگی
- برق و شبکه های یکسو کننده؛
- فیلتر شبکه
خاصیت دستگاه جوشکاری اینورتر اینست که به شبکه برق وصل نمی شود. این به دلیل این واقعیت است که آن شامل یک خازن ذخیره سازی است که شبکه برق متناوب را تضمین می کند و همچنین احتراق نرم و قوسی را حفظ می کند.
با وجود چنین ساختاری نسبتا پیچیده، این دستگاه جمع و جور است، که اجازه می دهد تا بر روی شانه پوشیده شود. در این مورد، کیفیت درز، ساخته شده با کمک او، اندازه کوچک تاثیر نمی گذارد. دستگاه جوش اینورتر می تواند به منظور استفاده خانگی و همچنین در تولید مورد استفاده قرار گیرد. با سهولت کار شما می توانید در مکان های نسبتا دشوار که تجهیزات و تجهیزات دیگر را تحویل نمی دهید هدایت شود.
برای اطمینان کار ایمن با اینورتر ماشین جوشکاری شما باید یک ماسک جوشکار یا عینک ایمنی داشته باشید. تعداد مورد نیاز الکترودها که به درجه فولاد مربوط می شود نیز باید در دسترس باشد.
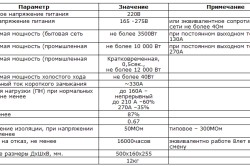
ویژگی های که ممکن است برای انتخاب دستگاه جوشکاری اینورتر عبارتند از:
- امکان تنظیم جریان جوشکاری. برای نیازهای داخلی این شاخص باید در محدوده 160-200 A باشد.
- زمان کار مداوم توسط اینورتر جوش. در داده های گذرنامه، این مقدار به عنوان یک درصد نشان داده شده است. به عنوان مثال، اگر 40٪ نشان داده شود، این بدان معنی است که چه مدت می تواند دستگاه به طور قابل اعتماد و بدون بیش از حد کار کند. 60٪ باقی مانده از استراحت می آید حفاظت از گرما توسط سازنده نصب شده است. این تجهیزات را پس از رسیدن به این نسبت به صورت خودکار غیرفعال می کند. این درصد در حداکثر بار در دستگاه جوش اینورتر داده می شود.
- قدرت که می تواند مصرف کند. دو مقدار نشان داده شده است: در شرایط کار، یعنی زمانی که فرآیند جوشکاری خود انجام می شود، و در حالت غیر فعال.
- مسکن دستگاه اگر طراحی پوشش فراهم می کند حفاظت بیشتری در برابر رطوبت و گرد و غبار، پس از آن چنین دستگاه را می توان در صنایع با ویژگی های داده افزایش یافته است. برای استفاده داخلی، تقویت این شاخص ها نیازی نیست.
آماده سازی در محل کار
برای شروع کار جوشکاری، آماده سازی لازم است:
- ماسک جوشکاری
- لباس محافظ خاص و یا هر لباس که قادر به محافظت در برابر جرقه است؛
- دستکشهای پارچه ای کمرنگ؛
- یک چکش با یک نوک تیز، که با آن مقیاس و گوشه های تیز در جوشکاری شکل می گیرد؛
- الکترود های مربوط به نوع و درجه فولاد.
هنگام انتخاب الکترود، لازم است که نه تنها ترکیب فلز، بلکه ضخامت آن، جهت هدایت را نیز در نظر بگیریم. باید در نظر داشت که با قطر الکترود بزرگ، مصرف فعلی افزایش می یابد. و قطر کوچک آن فقط برای ضخامت فلز کوچک مناسب است. بنابراین، اگر تجربیات زیادی در جوشکاری وجود نداشته باشد، باید یک الکترود 2-3 میلیمتری انتخاب شود.
جوشکاری
برای اینکه به درستی با یک دستگاه جوش اینورتر طبخ کنید، لازم است که قدرت جریان و نام تجاری الکترود را انتخاب کنید. این پارامترها توسط ضخامت فلز متصل می شوند.
الکترود در یک نگهدارنده ویژه نصب شده است. الكترود را به سطح بالا نبريد. این می تواند به چسباندن منجر شود، یعنی الکترود به فلز متصل می شود و جوشکاری بیشتری انجام نمی شود. ترمینال زمین به سطح جوش داده شده آویزان است.
بعد، شما باید قوس را به آتش بکشید. برای انجام این کار، الکترود در یک زاویه مشخص به سطح فلز می رسد، 2-3 بار آن را لمس می کند. این الکترود جوشکاری را فعال می کند و قوس می دهد. فاصله مطلوب از نوک الکترودها تا سطح جوش داده شده، زمانی که قوس همیشه در اندازه مورد نظر نگهداری می شود، برابر با قطر خود الكترود است. در این ارتفاع، مطلوب است که الکترود را در طول اجرای تمام جوش حفظ کنید. بعد، سرب الکترود در محل اتصال. این درز توسط ترکیب فلزی تشکیل شده است.
الکترود را از طریق اتصال سطوح جوش داده شده به سرعت هدایت نمی شود. این به خاطر این است که:
- کیفیت یک درز کاهش می یابد، یعنی متلاشی شدن فلز، ناهموار خواهد بود.
- قوس بین سطح جوشکاری و الکترود خاموش می شود. اشتعال جدید آن می تواند منجر به جوش خوردن بیش از حد و یا سوزاندن.
اگر در حال انجام کار، جوش و مواد بیش از حد سپرده شده شکل گرفت، آنها باید حذف شوند. این کار با یک چکش یا ابزار فلزی انجام می شود.
جوش جوش ممکن است لزوما جامد نباشد. اگر لازم است که آن را قطع کنید، الکترود بالا می رود. این چگونگی شکستن قوس است و روند متوقف کردن آن. سپس قوس در محل جدید احاطه شده و روند ادامه می یابد.
برخی از تفاوت های جوش
برای اینکه جوش حداقل نقص داشته باشد و به درستی با یک دستگاه جوشکاری اینورتر طبخ شود، لازم است که خط حمام پایین تر از سطح فلز جوش داده شود. اگر نفوذ قوس به قسمت فلزی عمیق باشد، آن را به عقب فشار می دهد، در نتیجه ایجاد یک درز. بنابراین، هنگام کار، لازم است اطمینان حاصل شود که شکل سوراخ شده با فلز است.
حرکت الکترود در امتداد درز ممکن است متفاوت باشد. در هنگام انجام حرکات دایره ای یا زایگاگ، می تواند شکل قابل اعتماد و کامل ایجاد شود. هنگام انجام حرکات دایره ای، لازم است به دقت کنترل کنید که چگونه شکل تشکیل شده است به طوری که حمام به طور مساوی در یک دایره توزیع شده است. هنگامی که یک الکترود zigzag حرکت می کند، باید دقت کنید که در یک انتهای حمام شروع به تشکیل یک سیم می کند، سپس در بالای آن، سپس در انتهای دیگر. در این مورد، همه چیز باید به طور مساوی اتفاق بیفتد.
جوش زنجبیل در اجرای بسیار پیچیده است و می تواند به صورت کیفی با یک جوشکار با تجربه ساخته شود.
برای نیازهای داخلی، به اندازه کافی برای داشتن یک تکنیک غلتک درونی استفاده می شود.
قسمت فلزی شکاف زمانی اتفاق می افتد که الکترود به اندازه کافی برای کامل شدن حمام جوش داده شده در طول حرکت جانبی حرکت نکند. کنترل لبه های بیرونی حمام از تشکیل یک شکاف جانبی جلوگیری می کند. برای تنظیم حمام، از نیروی قوس استفاده کنید که بین سطح جوش داده شده و الکترود قرار دارد. دستگاه جوش اینورتر اجازه می دهد تا آن را به طور مساوی و مداوم کنترل کنید.
علاوه بر این، اگر زاویه الکترود را به سطح تغییر دهید، می توانید اندازه حمام را تغییر دهید. یعنی، در موقعیت حداکثر عمودی الکترود، با این حال، یک درز محدب شکل می گیرد. این به خاطر این واقعیت است که با این ترتیب، تمام حرارت لازم به طور مستقیم در زیر آن قرار دارد.
این به این معنی است که حمام به طور کامل به پایین، فلز به خوبی ذوب شده است. اگر شما الکترود را شیب دهید، کل دمای به سمت عقب حرکت می کند، در نتیجه فلز را بالا می برید و یک درز تشکیل می دهید.
مبتدی ها باید درس های ویدیویی جوشکاری را بررسی کنند تا از اشتباهات رایج جلوگیری کنند و کارشان را با کیفیت و با کیفیت بالا انجام دهند. شما همیشه باید به یاد داشته باشید که قبل از شروع کار شما نیاز به پوشیدن لباس کار، یعنی:
دستکش جیر و یا بوم دوربين يا ريب؛ ؛ چکمه های کرزی
فیلتر ماسک برای هر فرد به صورت جداگانه انتخاب می شود، بسته به حساسیت چشم به نور، ضخامت الکترود و قدرت جریان. این نشانگرهای بالاتر، بیشتر از تعداد فیلتر محافظ استفاده می شود. پس از اتمام فیلتر ماسک، با نگاه کردن به نور، باید هر شکاف را بررسی کنید. جایگزینی شیشه باید بر روی آنها ظاهر شود، به همین علت به نظر می رسد که خراش ها یا خاک بر روی آنها ظاهر می شود و بدست آوردن استحکام جوش و جوش بسیار دشوار است.
قبل از شروع کار، سطحی که از لکه های خاکی، زنگ زدگی و روغن درمانی درمان می شود، باید کاملا تمیز شود. این تنها راه پیش بینی می شود که کار جوشکاری با کیفیت بالا انجام شود، درس های ویدیویی که در وب سایت ما قرار داده شده است.

انتخاب الکترود
(ویدیو) با انتخاب الکترود آغاز می شود. به طور معمول، ضخامت آن باید برابر با ضخامت بخشی باشد. همچنین انتخاب به مواد مورد استفاده بستگی دارد.
فرمت های ANO و UONII و دسته های 1، 2 و 3 برای فولاد مناسب است.
فولادهای آلیاژی نیاز به الکترود 1Y، 2Y و 3Y دارند. این ارقام، با این حال، به طور مستقیم با قدرت جوش جوش متناسب است.
برای فلزات غیر آهنی، الکترودهای مناسب انتخاب می شوند. و در اینجا Silumin قابل دسترسی به جوشکاری معمولی نیست. همچنین، مبتدیان نباید آهن را بگیرند، زیرا این فرآیند مستلزم شرایط عالی و تجربه فراوانی است.
پس از اتصال الکترود به اینورتر، لازم است که قدرت جریان را تعیین کنید، که در مورد دستگاه برای انواع مختلف مواد نشان داده شده است.
درس جوشکاری برای مبتدیان (ویدئو) نشان می دهد که غیر ممکن است که الکترود را به سطح کاری بسیار سریع برساند، زیرا باعث می شود که چسبیده شود.
قبل از شروع جوشکاری، ترمینال زمین را به محصول وصل کنید، پس از آن می توانید فرآیند جوشکاری را شروع کنید.

قوس آرگون
درسهای تصویری جوشکاری یاد میگیرند که برای آوردن الکترود به قطعه کار باید در زاویه ای به سطح باشد که 700 باشد. پس از آن چندین بار ارزش دارد تا سطح را به آرامی به سطح تبدیل کنید. پس از آن، الکترود باید از سطح فلز تا فاصله ای برابر قطر الکترود برداشته شود و شروع به ایجاد حمام نماید. برای گرم کردن فلز مورد پردازش، 2-3 حرکت کوچک دایره ای الکترود در اطراف محیط استخر جوش مورد نیاز است. لازم است اطمینان حاصل شود که قطر آن همیشه یکسان است.
شکاف قوس
با نگاهی به کار جوشکاری (درسهای ویدیویی)، باید توجه ویژه ای به این نکته داشته باشید که شکاف قوس نباید تغییر کند. این مهمترین و دشوارترین چیزی است که جوشکاران تازه کار باید یاد بگیرند. واقعیت این است که در طی جوشکاری الکترود به تدریج در اندازه کاهش می یابد و لازم است که آن را به طور مداوم پایین بیاوریم.
هنگامی که فاصله کمتر از حد معمول است، فلز پایه زمان برای گرم شدن ندارد و همجوشی سطوح از کیفیت پایین برخوردار است. با یک شکاف بزرگ، قوس دشوار است در محل نگهداری و کنترل فلز سپرده. در حالی که حفظ یک شکاف ثابت، یک دریچه با کیفیت بالا و شسته و رفته تشکیل شده است، که یک اتصال قابل اعتماد از قطعات را تضمین می کند.

شکل گیری جوش
درسهای تصویری جوشکاری نشان می دهد که چگونه به طور صحیح حرکات دایره ای یا زایگاگ را با یک الکترود انجام می دهند تا شکل صحیح را ایجاد کنند. اگر حمام در اطراف حرکت می کند، پس با کمبود فلز، می تواند زیر سوزنی باشد، که شیارهای کوچک در امتداد لبه های درز، واقع در زیر سطح است. درسهای اینورتر جوشکاری (ویدیو) کمک می کند تا از چنین اشتباهاتی اجتناب شود و یاد بگیرند که از قدرت قوس برای کنترل حمام استفاده کنند. ایده اصلی این است که بیشتر میل به الکترود، برجسته تر خواهد بود، و بالعکس.
پردازش جوش
پس از خنک نگه داشتن جوش جوش آن را به دقت از مقیاس با چکش حذف شده، همانطور که در ویدیو در سایت ما نشان داده شده است.

کنترل کیفیت جوش
پس از اتمام کار جوش، بررسی کیفیت درزها توسط بازرسی خارجی، آزمایش نشت و تشخیص نقص های پنهان لازم است. این شامل گره ها، تخریب ها، ترک ها، فرسایش، عدم نفوذ، حضور سرباره در جوش ها و دیگران می باشد.
درسهای تصویری جوشکاری به شما در درک علل ازدواج کمک خواهد کرد. این می تواند موج های برق در شبکه باشد، یک زاویه انتخاب نادرست از گرایش الکترود، لغزش در غلطک های خوراکی سیم جوش، تغییر سرعت جوش در هنگام تشکیل جوش و دیگران.
بیشتر در مورد این موضوع در وب سایت ما:
-
واژه جوش معمولا به عنوان یک فرآیند تکنولوژیکی شناخته می شود که در نتیجه حرارت، اتصال بین مولکولی و اتمی بین قطعات ایجاد می شود. بنابراین، مواد مستقیم متصل می شوند. اساسا ... -
حتی یک مبتدی با تجربه کمی می تواند جوش بر روی سطح افقی ایجاد کند. اما برای ایجاد یک درز عمودی با کیفیت بالا بدون نیاز به دانش نظری و عمل خوب ... -
فرایند آلومینیوم و آلومینیوم جوشکاری چندین ویژگی دارد که باید در هنگام کار و هنگام انتخاب تجهیزات برای آن مورد توجه قرار گیرد. اول، آلومینیوم است ... -
هر روش تنظیم قادر به تأثیر مثبت بر کار واحد جوشکاری است، اما هر روش دارای معایب خاص خود است، که مطلوب است بدانید و قادر به اجتناب از ناخوشایند باشید ...




