چگونه به کار جوشکاری ما با روش فریاد قوس را روشن می کنیم. انواع الکترودها، ساختار و ترکیب آنها
چندین صد سال از زمانی که مردم برای اولین بار به دو سطح فلز متصل شدند، با استفاده از فرآیند ذوب شدن یک میله فلزی با استفاده از جریان الکتریکی، چندین سال است. این میله الکترود است.
ترکیب الکترود و ارزش آن
پوشش و یا سطح آن شامل مخلوطی از فلزات - نیکل، منگنز، آهن و مواد معدنی - آلومینا، منیزیم، سنگ آهک است که در حالت پودری قرار دارند. فلزات ذوب شده و مواد معدنی نوعی محافظت از اکسیژن هستند. چنین حفاظت برای تقویت اتصال لازم است. یک رنگ به این مخلوط افزوده می شود، که باعث تشخیص آنها توسط گونه ها می شود.
پایه پوشش یک سیم فلزی نازک است. نوع آن بستگی به کارهایی دارد که قصد دارد از این محصول برای استفاده استفاده کند. اساسا سیم فولادی ضد زنگ یا سیم کربن برای این کار استفاده می شود.
این محصول انتقال جریان الکتریکی است، طراحی شده برای گرم کردن و ذوب شدن سطح فلز.
هر شخص، دیر یا زود در زندگی، با چنین شرایطی روبرو می شود، وقتی که با کمک جوشکاری الکتریکی و دستگاه، چیزی در زندگی روزمره بخورید. اول از همه، شما باید داشته باشید ماشین جوشکاری و، البته، مهارت های کار، زیرا شما باید بدانید که چگونه با الکترودها طبخ کنید.
اصل فرآیند جوشکاری الکتریکی
اگر شما با جوشکاری الکتریکی در خانه کار می کنید، از دستگاه جوشکاری استفاده کنید که حداکثر توان آن 160 آمپر است. در طول کار، قوس بین قسمت هواپیما و الکترود هیجان آور است. برای کار موفق لازم است برخی از قوانین را رعایت کنید:
- برای هواپیما قطعاتی که نیاز به جوشکاری دارند، شما باید یک سیم را که از ترانسفورماتور دور می شود متصل کنید - جرم و سیم دیگر، که الكترود به دارنده متصل است، باید به هواپیما نقطه جوش آورده شود و در انتهای محصول هدایت شود. قوس رخ خواهد داد.
- به منظور جوش دادن به درستی، لازم است که به درستی با استفاده از الکترودها طبخ شود. این با انتخاب فاصله دلخواه از سطح مفصل به دست می آید. فاصله مطلوب از 2 تا 6 میلیمتر است. به عنوان یک نتیجه از درجه حرارت بالا قوس، فلز ذوب در سطح جوشکاری و پر از شیار، که در حال حاضر در اثر ضربه قوس بر روی سطح فلز تشکیل شده است. اگر شما به درستی و دقیق الکترود را در طول اتصال به سمت راست هدایت کنید، این شیار با فلز مذاب پر شده است.
- از اهمیت زیادی برای نتیجه موثر و با کیفیت بالا، انتخاب الکترودها است. برای انجام کار از نوع خود استفاده کنید: فولاد، مس، چدن، دو فلزی، برنج. آنها همچنین به مارک ها تقسیم می شوند، به عنوان مثال، 332، 350 و دیگران. برای تعیین مارک های خود، یک شاخص عجیب و غریب استفاده می شود که نشان دهنده پارامتر ویسکوزیته جوش است و اعداد روی شاخص نشان دهنده سطح سختی فلز است. قاعده اصلی که شما باید در انتخاب خود استفاده کنید محاسبه ضخامت فلز است.
- به منظور جوشکاری، لازم است که بتوانید الکترود جوشکاری را به درستی نگه دارید. شیب باید حدود 80 درجه باشد، به سمت قوس. ظهور قوس را می توان با دو روش بدست آورد: ترسیم (محصول باید همچون یک بازی در حین اشتعال نگه داشته شود) و بلند کردن (آنها روی سطح می شود و هنگامی که قوس به نظر می رسد، بلند می شود).
درز افقی
مهم نیست که الکترود جوشکاری را به درستی نگه دارید، بلکه همچنین باید فشار قوی را انتخاب کنید. اگر خیلی کوچک است، قوس دائما بیرون می آید
توانایی نگه داشتن الکترود در طی جوشکاری، امکان پر کردن دست و طبخ در سطح بالاتر و با سرعت بیشتری را فراهم می آورد.
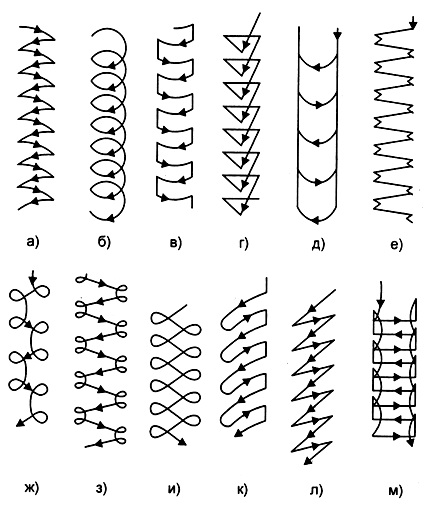
حرکت الکترود پایان در جوشکاری
انتخاب مقدار مناسب
یک عملیات مهم در آماده سازی برای کار، محاسبه تعداد مورد نیاز الکترودها است. بنابراین لازم است که چنین عوامل را در نظر بگیریم: ضخامت و وزن فلز، طول درز. این روش به شما این امکان را می دهد که به طور موثر و اقتصادی کار کنید، در صورتی که در عین حال الكترود را به طور مساوی هدایت كنید. شمارش تعداد آنها چندین روش استفاده می شود. محبوب ترین محاسبه وزن فلزی ذوب شده است. واحد که تعداد آنها محاسبه می شود کیلوگرم است. خرید بسیار ضایعات قابل توجهی است. برای صرفه جویی در حداقل هزینه در خرید، لازم است به نظر خود ظاهر، قدرت جریان در جوش الکترود مناسب است.
شما همچنین می توانید از نمای اتوماتیک یا نیمه اتوماتیک فرآیند جوشکاری استفاده کنید. این روش ها شامل این واقعیت است که الكترود را در یک دایره رانندگی می كنند؛ این باعث می شود كه مقدار قابل توجهی برای جوش هواپیما قطعات و فلزات كاهش یابد.
- روش جوش: مفاهیم اساسی
- یادگیری برای نور قوس
- آتش سوزی را لمس کن
- قوس نور
- خطاهای احتمالی که از شروع قوس جلوگیری می کنند
- پایان جوشکاری
- روش موقعیت ابزار کار
- مهندسی ایمنی
به منظور صحیح طبخ، مسائل و نگرش های تکنولوژیکی زیادی وجود دارد، یکی از اصلی ترین مسائل مربوط به الکترود در جوشکاری است.
جوشکاری باید با لباس محافظ انجام شود.
جوش فرایندی است که در آن یک اتصال جامد جامد از 2 قسمت با ذوب شدن لبه ها به دست می آید. تکنولوژی مدرن به شما اجازه می دهد هر دو مواد مشابه و کاملا متفاوت مانند فلز و سرامیک جوش داده شود.
شما می توانید به روش های مختلف جوش، اما شایع ترین شرایط زندگی جوش قوسی به دست آمده، که در آن فرایند به دلیل بهره برداری از قوس الکتریکی اتفاق می افتد. قوس بین دو الکترود ایجاد شده است، یکی از آنها یک محصول است که جوش داده شده است. کل فرآیند در دمای بالا انجام می شود، آن به 7000 درجه سانتی گراد می رسد، و این به شما اجازه می دهد تقریبا هر فلز ذوب شود.
دستگاه جوشکاری دارای 2 کابل است، در انتهای یک کلیپ وجود دارد و در انتهای دوم - نگهدارنده که ابزار کار آن نصب شده است. هنگامی که دستگاه در حال عمل است، قوس بین الکترود و بخش تشکیل می شود. در این مورد، مقدار زیادی از حرارت منتشر می شود، ذوب فلز، به علت که اتصال قابل اعتماد و با دوام از قطعات رخ می دهد.
برای اینکه یک قوس الکتریکی به نظر برسد، لازم است که قسمت را به مدت کوتاهی با نوک ابزار لمس کنید و سپس آن را 3-4 میلیمتر از آن بگیرید.
یک میله فلزی به عنوان ابزار کار استفاده می شود که با ترکیب خاصی از بالا پوشانده شده است. طول استاندارد الکترود 30.35 سانتیمتر است و قطر آن از 2.5.25.25.3.25 و 4 و غیره است.
اتصالات جوش خورده می تواند زاویه ای، T شکل، اتصال، همپوشانی و دیگران باشد. با توجه به موقعیت آنها، آنها افقی، عمودی و سقف هستند. جوش جوشکاری می تواند در یک یا چند گذر انجام شود. این می تواند نقطه یا مداوم باشد
اگر شما یک مبتدی هستید و هرگز این کار را قبلا انجام نداده اید، پس از آن باید اطلاعات مربوط به موقعیت الکترود در طی جوشکاری را از ابتدا در نظر گرفت.
روش جوش: مفاهیم اساسی
برای شروع کار جوشکاری، ابتدا باید موقعیت مناسب الکترود را بدست آورید، آن را بسوزانید و قوس الکترود را در طول جوشکاری نگه دارید. برای جوشکاری جوان، احتراق از قوس می تواند مشکلات خاصی ایجاد کند، اما در طول زمان آنها ناپدید می شوند.
دومین مقدار مهم در طول تمرین، موقعیت الکترود در طی جوشکاری است. این نکته در طول مطالعه و در ابتدا تاکید می شود جوشکاری. پس از دریافت تجربه لازم، جوشکار دیگر به موقعیت الکترود در جوشکاری توجه نمی کند، تمرکز اصلی آن بر آنچه که در جوشکاری در استخر جوشکاری اتفاق می افتد. موقعیت الکترود در طی جوشکاری برای جوشکار تازه کار گام یادگیری بسیار مهمی است.
در مرحله سوم آموزش، پس از اینکه یک فرد می تواند موقعیت صحیح الکترود را ایجاد کند، باید یاد بگیرد که قوس الکترود را در طی جوشکاری بشکند، به این ترتیب، برای پایان دادن به جوش جوشکاری.
بازگشت به محتویات
یادگیری برای نور قوس

انفجار الکترود بیان حرفه ای از جوشکارها است. اگر چه درست است که بگوییم - قوس جوشکاری را احاطه کرده است. این فرایند به منظور بررسی مارک ابزار کار، قدرت جریان و آماده سازی برای کار جوش انجام می شود.
2 راه برای احتراق قوس وجود دارد، در میان آنها در نوع حرکت متفاوت هستند و موقعیت الکترود متفاوت دارند.
- نصب و راه اندازی الکترود در طی جوشکاری انجام می شود به طوری که آن را با لمس آن به فلز.
- در این روش، یک ابزار کاری برای فلز به کار رفته است.
این روش ها یکسان هستند، استفاده آنها بستگی به انتخاب جوش مته الکترودهای جوشکاری در جوشکاری دارد، و این بستگی به شرایط کاری و تجربه شخصی اش دارد.
بازگشت به محتویات
آتش سوزی را لمس کن

با استفاده از این روش، قوس به علت فلزی دستکاری ابزار کار می کند. این قانون برای نصب چنین الکترودی در طی جوشکاری فراهم می شود، به طوری که آن را عمودی قرار داده و می توانید فلز را با انتهای آن لمس کنید. به محض اینکه قوس وقتی فلز را لمس می کند، لازم است شروع به حرکت ابزار کار، در غیر این صورت آن را خم می کند.
اگر الکترود در طی جوش خوردن باشد، شروع به حرارت می کند. برای اصلاح این خطا، روش جوشکاری موارد زیر را پیشنهاد می کند. لازم است که موقعیت الکترود را تغییر دهید، که آن را خم می کند و از نقطه چسبندگی شکسته می شود. پس از این عمل، یک چاقو ممکن است در پایان تشکیل شود و کار بیشتر مشکل خواهد بود. بنابراین، اگر یک پوستر به نظر می رسد، باید از بین برود. برای انجام این کار، فقط روی ابزار کار بر روی سطح افقی جامد ضربه بزنید.
استفاده از این روش نصب الکترود در طی جوشکاری مستلزم یک تجربه کاری خاص از جوشکار است؛ بنابراین برای جوشکاری تازه کار استفاده از آن لازم نیست.
بازگشت به محتویات
قوس نور

این گزینه شایع تر است و به وسیله ی اجرای آن شبیه نحوه بازیابی یک جعبه ی بازی است.
این روش ساده تر است و بنابراین برای جوشکار تازه کار مناسب است. لمس در یک زمان کوتاه برگزار می شود و دستگاهی که در حال حاضر روشن است حرکت می کند. همه چیز در یک حرکت صاف انجام می شود، که جهت آن آن را تغییر نمی دهد. در روش قبلی احتراق، فرآیند به 2 مرحله تقسیم شد، که در آن ابزار کار در جهت های مختلف حرکت می کرد.
ناکارآمدی این روش اینست که اغلب لازم است که یک قوس را در یک مکان سخت گیر قرار دهیم. به این معنی است که ابزار را نمی توان موقعیت درستی برای انجام اعتصاب به دست آورد؛ لازم است که فقط با لمس کردن قوس را بجوشانیم.
بازگشت به محتویات
خطاهای احتمالی که از شروع قوس جلوگیری می کنند
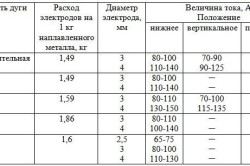
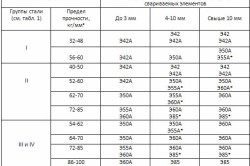
جدول ویژگی های الکترود.
اتفاق می افتد که شروع یک قوس بسیار دشوار است. این بستگی به نه تنها در موقعیت موقعیت ابزار در طول عملیاتی که شما قبول دارید، دلایل دیگری نیز هست.
دلایل اینکه قوس غیرممکن است:
- تماس توده بد لازم است که بررسی کنید که آیا آن را به درستی نصب کرده اید.
- حضور رنگ بر روی فلز، باعث انسداد قوس می شود. اگر لایه رنگ کوچک است، آن را می توان با یک ضربه تند سوراخ کرد. پس از تشکیل قوس یک درجه حرارت بالا ایجاد می کند، رنگ شروع به سوزاندن می کند و دیگر مانع آن نمی شود. بهتر است که جفت را از رنگ تمیز کنید، بنابراین کار شما بسیار ساده تر خواهد بود.
نظرات:
- قوانین کار
- چه چیزی الکترود را انتخاب می کنید؟
- راهنمایی های مفید
جوش فرایندی است که نیازمند مراقبت، مسئولیت، انطباق با تمام قوانین و مقررات است. این قاعده مربوط به هر نوع جوشکاری است. این باید تنها با استفاده از تجهیزات لازم، تجهیزات ایمنی انجام شود توجه خاص باید به انتخاب الکترودها، که در یک دسته بندی بزرگ ارائه شده است.
اگر تکنولوژی دنبال نشود، پس از ظهور نقص های مختلف از جوشکاری با کیفیت پایین، منحنی سوراخ، مقدار زیادی سرباره امکان پذیر است.
فرایند جوشکاری مسئول است و نه به اندازه ساده به نظر می رسد. ابتدا شما باید تمام مواد و ابزارهایی را که ممکن است در کار مورد نیاز است آماده کنید. پس از آن شما باید دستکش های خاصی، یک سپر ویژه ای که از چهره و چهره محافظت می کند استفاده کنید. قوس مانند یک بازی منظم احاطه شده است. پایان الکترود از سطح قسمت باید 3 میلیمتر باشد - این اندازه مطلوب برای قوس است. اگر الکترود در حین عملیات شروع به چسبیدن کند، این نشان می دهد که شار آسیب دیده است، یعنی شروع کار نادرست است.
قوانین کار

چطوری؟ لازم است دائما شکاف صحیح بین سطح جوش داده شده و الکترود خود را حفظ کنید تا فرایند را دنبال کنید، همانطور که هنگام حرکت به جلو مقدار فلزی روی الکترود کاهش می یابد، به این معنی که باید آن را به سطح مورد نیاز کاهش دهید. توصیه می شود از این قوانین کار پیروی کنید:
- این شکاف باید در طول فرآیند جوشکاری حفظ شود: این اجازه می دهد تا شما را به کنترل استخر جوش تبدیل کنید تا جوش با کیفیت عالی با ویژگی های عالی ایجاد شود.
- از آنجایی که قوس جوشکاری شروع به پریدن می کند، شکاف بسیار زیادی ایجاد نمی شود، نفوذ به بدی تبدیل می شود، کنترل مواد سپرده شده سخت است.
- اگر شکاف کوچک باشد، زمان برای گرم کردن مواد پایه به سادگی باقی نمی ماند، و درزگیر خواهد بود محدب، دور شکل، با قطعات ناتمام در طرف آن قابل مشاهده است.
بازگشت به محتویات

چگونه به طبخ، به پایان رسید یک کیفیت با کیفیت بالا و صاف؟ با جوش قوس ضروری است که با دقت شکل دهیم. این تکنیک خیلی پیچیده نیست، اما نیاز به رعایت تمام استانداردها دارد:
- خود شکل گیری در حرکات زیگزاگ یا دایره ای انجام می شود؛ در مورد دوم لازم است در هنگام مشاهده استخر جوش بایستی حرکت کند.
- حمام در یک دایره توزیع می شود، حرکت باید صاف باشد.
- حرکات زایگاگ از طرف به طرف دیگر ساخته می شود، وانتر فراتر از گرما حرکت می کند.
در حالی که در حال حرکت است، تمام فلزات از الکترود باید پشت سر بگذارند. در بعضی موارد، اتفاق می افتد که فلز به اندازه کافی کافی نیست، پس لازم است که پایه های کوتاه را ترک کنید. این یک شیار کوچک است که در لبه ی درز قرار دارد، سطح آن باید زیر فلز باشد. اغلب سوال از چگونگی طبخ، از تازه واردین می پرسید که هنوز در جوشکاری کافی ندارند. در اینجا ما باید به یاد داشته باشیم که هر چه مایل بیشتر باشد، بیشتر درزگیر است. در مقابل، شیب کوچکتر، شیب نرم تر و خشن تر است.
اغلب هنگامی که عدم انطباق با قوانین جوش، چنین خطاهایی رخ می دهد:
- اگر شما بیش از حد شیب دارید، قوس ناشی از آن به شدت روی درز فشار می یابد و این باعث می شود که حمام به سادگی مدیریت نشود، یعنی کیفیت جوشکاری پایین است.
- هنگامی که الکترود از جوش بیرون می آید، نیروی قوس به عقب هدایت می شود. جوش شروع به شناور می کند، یعنی افزایش یابد، کیفیت آن کاهش می یابد.
- الکترود به طور مستقیم بالای نقطه جوشکاری است، در حالی که گرما شروع به شدت در زیر آن انباشته می شود. این به این واقعیت پی می برد که جوش قوس شروع به فشار دادن در حمام، ذوب شدن بیش از حد عمیق است.
بازگشت به محتویات
چه چیزی الکترود را انتخاب می کنید؟
برای جوشکاری قوس الکتریکی، از الکترودهای مخصوص استفاده می شود. آنها میله های فلزی از انواع مختلف هستند که جریان را به بخشی که جوش داده می شود، فراهم می کند. در طول عملیات، لبه های این بخش ها تحت تاثیر جریان جریان می یابند، و پس از آن، با تکمیل تدریجی وسیله ی درزگیر با کمک فلز از خود الود می شود.
در حالی که کار می کند جوش جوش حفاظت از گاز به دلیل وجود یک لایه شار بر روی الکترود شکل گرفته است. بنابراین، مهم است که دقیقا انتخاب الکترود و قطر مناسب برای نوع خاص کار باشد. این بستگی به ضخامت قطعات قابل جوش است:
- ضخامت 2 میلیمتر، قطر الکترود - 2-2.5 میلیمتر؛
- ضخامت 3 میلی متر، قطر 2.5-3 میلی متر؛
- ضخامت 4-5، قطر - 3-4 میلیمتر؛
- ضخامت 6-12 میلی متر، قطر 3-4 میلیمتر است؛
- ضخامت از 13 میلی متر، قطر 5-6 میلیمتر.
از حرفه ای لازم است که قطر 1.6 میلی متر توجه داشته باشید که برای کار دقیق و دقیق با قطعات با ضخامت تا 1 میلی متر استفاده می شود. تمام الکترود هایی که مورد استفاده قرار می گیرند نیز می توانند به گروه تقسیم شوند:
- قطر (از 23 میلی متر تا 6 میلیمتر)؛
- در برچسب گذاری (بسته به هدف و ویژگی های دیگر)؛
- توسط سازنده
به طور جداگانه، بسته به قطر، تمام الکترود های جوشکاری برای نوع خاصی از جریان انتخاب می شوند:
- 2 میلیمتر جوش فعلی 55-65 A؛
- 2.5 میلی متر - جریان پخت 55-80 A؛
- 3 میلیمتر جوش فعلی 70-130 A؛
- 4 میلی متر جوش فعلی 130-160 A؛
- 5 میلیمتر جوش فعلی 180-210 A.
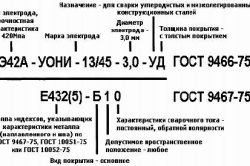
هنگام خواندن چگونگی طبخ کردن با استفاده از الکترود، توجه به برچسب گذاری مهم است:
- برای جریان مستقیم مارک UONI، مورد استفاده برای سازه های فولادی که تحت بارهای سنگین قرار می گیرند.
- جهانی برای کار با جریان مستقیم / متناوب OZS در نظر گرفته شده است. پس از کار، سرباره کمتر باقی می ماند، جریان جوش کمتر مصرف می شود.
- با پوشش روتیل - MP3. آنها با جریان مستقیم متناوب اعمال می شوند.
- جهانی - ANO-4، که در بسته های کوچک فروخته می شود.
- تخصصی - TsU-5، مورد استفاده برای جوش خطوط لوله.
- TsCh-4 برای کار با چدن مناسب است.
- TSL-11 برای فولاد ضد زنگ طراحی شده است.
- OK 96.20 مورد استفاده برای جوش قطعات ساخته شده از آلومینیوم است.
- KOBELKO LB-52U برای جوشاندن لوله های گاز و آب استفاده می شود. آنها در میان بهترین هستند، اما هزینه های آنها بسیار بالاتر است. آنها معمولا برای کار عادی استفاده نمی شوند، زیرا تعدادی دیگر، مناسب تر هستند، هم کیفیت و هم قیمت.
دستورالعمل
برگ ها را به یکدیگر ببرید.
تار شدن با درزهای کوتاه روی درز (حدود 5 تا 10 میلی متر) با فاصله بین آنها 50 تا 100 میلی متر در طول مفصل انجام می شود. جوشکاری را با وقفه دوره ای انجام دهید - قوس را خاموش کنید (با برداشتن الکترود) و به سرعت دوباره آن را بسوزانید، به طوری که فلز زمان را برای خنک نگه ندارد. زمان قوس مداوم به ضخامت ورق و قدرت جریان بستگی دارد. برای ورق 1 میلیمتر ضخیم و ضخیم، باید 1 تا 3 ثانیه باشد.
صفحات را به طور کامل جوش کنید
لبخند کوک بخیه متناوب، از زمان به زمان حرکت الکترود را به رابط جدید (سرد). این امر باعث انحطاط فلزات شدید خواهد شد، به خصوص اگر طول مفصل نسبتا بزرگ باشد (بیش از 200 تا 250 میلیمتر). کوتاه تر از طول پیوسته مداوم، انحراف کمتر. شروع به پخت و پز در یک انتهای اتصال، سپس به لبه دیگر بروید، سپس به مرکز بروید و غیره
جوشکاری فلز نازک لب به لب
حداقل فاصله بین لبه های فولادی را در طول کل مفصل بدست آورید. مورد ایده آل فقدان کامل ترخیص است. از پد پشتی که زیر مفصل قرار دارد، برای جوش کردن بافت نازک فلزی استفاده کنید. جوش نازک (1 میلیمتر و نازکتر) فولاد جوش داده شده بدون جوش، اگرچه کاملا با یک جوش اینورتر و الکترود خوب (وارد شده) امکان پذیر است. تکنولوژی خود جوش (انتخاب جریان جوشکاری، استفاده از چسبندگی، متناوب و گام به گام جوشکاری) باقی می ماند دقیقا مشابه با جوشکاری با هم تداخل دارند.
جوش با پوشش فولادی بدون کشیدن
اگر طراحی قسمت اجازه حضور یک پوشش بدون کشیدن را بدهد، یک نوار از فولاد همان ضخامت را به عنوان ورق اصلی 13-15 میلی متر عرض زیر مفصل قرار دهید. اطمینان حاصل کنید که فلز جوش داده شده در برابر آن تنگ است. چنین پوششی اجازه می دهد که بخشی جوش داده شود، حتی اگر فاصله چند میلیمتری در مفصل وجود داشته باشد. پوشش در این مورد به بخشی جوش داده شده است.
جوشکاری مسی
اگر وجود یک پوشش غیر قابل جابجایی غیر قابل قبول باشد، یک نوار مس را در زیر مفصل قرار دهید (هرچه ضخیم تر باشد). مس، گرما را از بین می برد و از سوزاندن ورق جلوگیری می کند. پس از جوشکاری، پوشش را بردارید.
جوش با پوشش کشویی فولادی
اگر یک پوشش غیر قابل جابجایی غیر قابل قبول باشد، اما هیچ نوار مس وجود ندارد، بخشی را با یک پوشش فولادی جوش داده و با دقت زاویه ای آن را از بین ببرید.
جوش فرآیند تشکیل اتصالات دائمی به علت وجود پیوندهای اتمی بین مواد جوش داده شده در طول حرارت یا تغییر شکل آنها است. نه تنها فلزات می توانند جوش داده شوند، بلکه پلاستیک نیز می شود. اغلب ما باید با جوشکاری از پلاستیک های فلزی و گرمایشی مقابله کنیم.
شما نیاز دارید
- - دستگاه جوشکاری برای جوشکاری قوس الکتریکی؛
- - جوشکاری گاز
- - الکترود جوشکاری
- - ماشین جوشکاری برای لوله های پلاستیکی
- - دستگاه گرم (آهن، اجاق برقی، و غیره).
دستورالعمل
شما باید بدانید که مجاز است فقط از آن لوازم جانبی که برای ماشینکاری فولاد ضد زنگ نورد استفاده می شود استفاده شود. این چرخ ها و کمربند های سنگ زنی، برس های ساخته شده از فولاد ضد زنگ و انفجار بمب است. لطفا توجه داشته باشید که گاهی اوقات شما نمیتوانید مواد دیگری مانند فولاد کربن و قطعات فولادی و شیشه ای را پردازش کنید.
ترشی دادن یکی از موثرترین روشهای جوشکاری بعد از جوش است. هنگامی که به درستی استفاده می شود، اچینگ می تواند لایه اکسید مضر را از بین ببرد، و همچنین منطقه با مقدار کروم کاهش یافته است.
بسته به شرایط خاص، اچینگ توسط غوطه ور شدن، اعمال به سطح یا پوشش محصولات با خمیر انجام می شود. اغلب اسید مخلوط با آب ترکیب می شود. زمان تراوش فولاد ضد زنگ بستگی به غلظت اسید، ضخامت مقیاس، درجه حرارت و درجه فولاد ضد زنگ دارد.
آخرین مرحله پردازش در جوش "فولاد ضد زنگ" - آوردن درجه زبری جوش به شاخص مربوطه از ورق اصلی. این کار توسط سنگ زنی و پرداخت پس از اچ انجام می شود. چنین درمان معمولا مقاومت خوردگی ساختار را افزایش می دهد.
منابع:
- جوش فولاد ضد زنگ، ویژگی های جوشکاری.




