تماس با جوش: ماشین آلات و ماشین آلات، الکترود، عکس و ویدئو. اصل جوش مقاومت
یکی از انواع اصلی جوشکاری با استفاده از فشار جوشکاری تماس است که به کلاس ترمومکانیک مربوط می شود. روند گرمایش در آن توسط گرما آزاد شده از انتقال جریان الکتریکی از طریق قسمت های تماس اتصال برقرار می شود. یکی از ویژگی های متمایز تماس، و همچنین انواع دیگر جوش تحت فشار، تغییر شکل پلاستیک مواد در منطقه تماس بین بلوک های پیوست شده است.
اصل جوش مقاومت
در طول جوشکاری نقطه تماس، شکل اجباری پیوندهای بین اتمی در شبکه های کریستالی فلزات تماس، موجب تشکیل جوش می شود. تحت عمل جریان با چگالی بالا در نقاط تماس، فلزات خام با انتقال به یک فرم گرمانرم یا ذوب گرم می شوند. از فشرده سازی ثابت محصولات گرم، مناطق تماس اضافی شکل می گیرد. در طول فرایند، آنها تا زمانی که همگام سازی نهایی، یعنی جوشکاری، بیشتر و بیشتر می شوند.
نمودار طرح جوشکاری مقاومت عملیات در سه مرحله برنامه ریزی شده است. آنها شامل شروع تماس فیزیکی قطعات جوش داده شده، تشکیل پیوندهای شیمیایی در شبکه های کریستال مواد و ادامه واکنش های مداوم در لبه های لبه ها تا زمانی که اتصال حاصل می شود. مرحله اول دستگاه جوشکاری مقاومتی به همگرایی اتمهای سطوح اتصال می انجامد. در عین حال، نه تنها تعامل فیزیکی آنها تضمین شده است، بلکه زبری سطح از سطوح فیلم برداشته می شود.
در عین حال، تعامل بین اتمی مواد شروع می شود. در مرحله دوم، در اتصال پوسته های الکترونیکی، واکنش های شیمیایی ایجاد می شود که به تشکیل یک جوش داده شده کمک می کند. در مرحله سوم جوشکاری نفوذ نفوذ متقابل اتم ها در مرزهای تماس با قطعات رخ می دهد. این، همراه با واکنش های مرتبط در منطقه جوش، دارای تغییر شکل پذیری بر روی فلز تشکیل جوش و مناطق مجاور است.
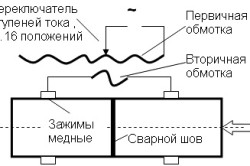
تماس با جوشکاری، قیمت آن برای همه امروز در دسترس است، با استفاده از ماشین های ویژه تولید می شود. بخش مکانیکی این تجهیزات واحدهای مکانیکی است که به ایجاد فشار مورد نیاز برای فشرده سازی محصولات متصل می شود. بخش برق این تجهیزات شامل یک ترانسفورماتور جوشکاری، سوئیچ جوش تماس (تنظیم کننده)، قطع کننده است جریان جوشکاریعناصر هدایت کننده

ماشین ها با توجه به انواع درز هایی که بوسیله لب به لب، نخ و یا دقیق انجام می شوند تقسیم می شوند. طرح های دستگاه های جوشکاری مقاومت مشابه یکدیگرند. دستگاه برای ساخت اتصالات درز علاوه بر مجهز به یک درایو چرخش الکتریکی است. تجهیزات مورد استفاده در جوشکاری مجهز به یک وسیله خاص برای نزدیک شدن به قطعات مورد استفاده در یک سرعت مشخص هستند: کم - برای فیوژن، بیشتر - برای رسوب.
تغذیه این دستگاه ها با جریان ترانسفورماتور متغیر سیم پیچ اولیه چنین ترانسفورماتور برای جوشکاری تماس متصل به شبکه برق 220-380 ولتاژ است. شامل بخش هایی است که مورد نیاز برای تغییر میزان توان با تعدیل تعداد چرخش های عملیاتی هستند. یک یا دو نوبت با ولتاژ 1-12 ولت، سیم پیچ ثانویه ترانسفورماتور را تشکیل می دهند. ورود این ماشین ها از محل سیم پیچ ترانسفورماتور اولیه است.
نیاز به منظم کردن و خاموش کردن جریان در طول کار با توجه به استفاده از قطع کننده های خاص. آنها به صورت الکترونیکی، تجهیزات الکترومغناطیسی یا کنتاکتورهای مکانیکی سنتی ساخته می شوند. اینها اغلب در دستگاه های جوشکاری با مقاومت کم و یا کم با قدرت کم، با عملکرد غیر اتوماتیک مورد استفاده قرار می گیرند. اتصال دهنده های نوع الکترومغناطیسی نه تنها در نقطه، لب به لب، بلکه در جوشکاری جوش با تجهیزات متوسط قدرت موثر است. و قطع کننده های الکترونیکی، که اطمینان همزمان از تعویض (قطع کردن) جریان در یک دوره خاص از مکث و عمل پالس، در دستگاه های مختلف جوش نقطه مقاوم اصل اتوماتیک عمل

هنگام فشرده سازی قطعات بین الکترود های دستگاه جوش مقاومت، دستگاه های فشار مخصوص مورد نیاز است. فشرده سازی محصولات در آنها از طریق درایوها ارتقا یافته: الکترومکانیکی، بهار، هیدرولیک، پنوماتیک. کمتر استفاده می شود یک درایو دستی است، هدف از کاربرد آن برای لب به لب، ماشین آلات جوش مقاوم در برابر نقطه با قدرت کم ثابت شده است.
جوش نقطه ای برای پردازش قطعات ضخامت کوچک موثر است. مفاصل مفاصل - در جوش اتوماتیک با استفاده از روش بازشو کردن سطوح با مقطع قابل توجهی مورد استفاده قرار می گیرند. از آن جا، دستگاه های اتصالات دوخت با یک هادی کششی خاص و یک مکانیزم درایو برای الکترودهای غلتکی برای جوشکاری مقاومت مجهز شده اند.
متر 1-12 V شکل سیم پیچ ثانویه ترانسفورماتور را تشکیل می دهد. ورود این ماشین ها از محل سیم پیچ ترانسفورماتور اولیه است.

با توجه به عملکرد خوب، به علت سهولت اجرای، انواع تجهیزات ارتباطی به طور گسترده ای در تولید صنعتی به خصوص در صنعت خودرو استفاده می شود. این روش جوش اساس فرآیند بدنه است. هر دو تاسیسات ثابت، غرفه های ویژه و انقباض معلق برای جوشکاری مقاومت موثر هستند. انتخاب ماشین بستگی به ویژگی های فلزات دارد مفاصل جوش داده شدهنوع پروفیل مواد پردازش شده، عملا هیچ محدودیتی بر روی آنها وجود ندارد، چه اینکه تماس جوش اتصالات، لوله ها، زنجیرها یا ریل ها باشد.
تماس با جوشکاری ممکن است هر دو با کمک ذوب ماده و بدون آن. در حالت دوم، اتصال با تغییر شکل مواد با تعامل فیزیکی سطوح جوش داده شده به دست می آید، که در نتیجه ساختار کلی آنها شکل می گیرد. در مورد دیگری، ذوب با تغییر شکل پلاستیک فلز متبلور می شود. دستگاه جوشکاری نقطه مقاومتی اجازه می دهد تا این کار را در یک منطقه محدود انجام دهیم و با استفاده از روش ذوب، جوشکاری متشکل از اکستروژن ذوب می شود.
ویژگی های فلز جوش و خواص اتصالات جوش خوراکی تأثیر قابل توجهی بر میزان گرما، تغییر شکل پلاستیک و خنک کننده دارد. با افزایش سرعت، قدرت و سختی مفصل بیشتر است. اگر شکل دوم رضایت بخش باشد و اولین کافی نباشد، محصول تحت عمل حرارت قرار می گیرد تا به خواص عملکرد لازم دست یابد. درمان گرمای محلی منطقه مشترک می تواند به طور مستقیم انجام شود ماشین جوشکاری جوشکاری مقاومت
جوشکاری تماس برای نیازهای داخلی و صنعتی مورد استفاده قرار می گیرد.
انواع جوش تماسي که در شرايط مختلف مورد استفاده قرار مي گيرند با قيمت، که بسته به قدرت و سرعت فرآيند کار افزايش مي يابد، متمايز مي شوند.
ترکیب می کند تجهیزات جوشکاری اصل کلی عملیات - در جریان کار، گرمایش و جوشکاری نقاط از درز مواد، از طریق تماس با بستر که جریان الکتریکی را تامین می کند، رخ می دهد.
جوشکاری الکتریکی یک ترکیب است که در آن قطعات قابل جوش با جریان مستقیمی یا متناوب گرم می شوند.
در تصویر زیر، یک طرح که دستگاه جوشکاری مقاومت می تواند داشته باشد قرار می گیرد.
جوشکاری مقاومت الکتریکی مانند سایر تجهیزات تولید، دارای مزایا و معایب است.
از جمله مزایای اصلی عبارتند از: عملکرد بالا، حداقل هزینه مصرف مواد و کیفیت مطلوب. جوش جوش.
زمان لازم برای اتصال یک نقطه برابر با کسری از ثانیه است و به پارامترهای مواد بستگی دارد.
در فرآیند جوشکاری حداقل مقدار هوا و آب را مصرف می کند و کیفیت آن نیز قادر خواهد بود حتی یک جوشکار بدون شرایط خاص ارائه دهد.
در عین حال، تکنولوژی جوشکاری تماس سازگار با محیط زیست است، علاوه بر این می توان آن را خودکار کرد.
کار جوشکاری با استفاده از ماشین آلات و دستگاه های ویژه و جهانی صورت می گیرد.
ماهیت عملیات فنی به شما امکان می دهد تجهیزات جوشکاری تماس را به کلاس تقسیم کنید:
- مدل های مکانیکی - دارای حداقل توان؛
- اتوماتیک و نیمه اتوماتیک - می تواند ظرفیت کاری متوسط و بزرگ داشته باشد، مورد استفاده برای پردازش اطلاعات مداوم.
با توجه به نوع نصب، مقاومت الکتریکی جوشکاری می تواند قابل حمل یا موبایل باشد، به حالت تعلیق درآمده و همچنین ثابت می شود.
اولین گزینه در صورت لزوم لازم است برای انجام جوش بزرگ، با حجم زیادی از گره ها، اشیاء. به عنوان مثال، لوله ها، جاده های حمل و نقل، ماشین های راه آهن و ریل.
تجهیزات ثابت برای پردازش محصولات استفاده می شود، وزن و ابعاد آنها اجازه می دهد آنها را به محل کار تحویل دهند.
طبقه بندی تجهیزات
دستگاه جوشکاری مقاومت، مطابق با GOST 158-78-79، با نوع جوشکاری می تواند انواع مختلفی داشته باشد.
لب به لب ماشین
تماس جوش بافتی، فرآیند گرم کردن یک جوش بافتی است، عبور از کل پلان این بخش.
بافت مشترک اغلب برای جوشکاری استفاده می شود. لوله های مستکنولوژی سیم و دوخت برای لوله های مس عملی نیست.
در این حالت، پردازش لوله های مس با استفاده از روش reflowing دشوار است به دلیل نیاز به نگه داشتن فلز مذاب در انتهای عناصر جوش داده شده است.
بنابراین، با استفاده از تکنولوژی بافت، اگر لوله ها جوش داده شوند، از مس خالص نیست، بلکه آلیاژهای آن است. در غیر این صورت، لازم است از فشار بالا تا 400 MPa استفاده شود.
با توجه به ویژگی های ساختار فلزی، منطقه تحت درمان و کیفیت مورد انتظار جوش، با استفاده از روش های مختلف، تماس با جوشکاری بافتی انجام می شود.
در این مورد، جوشکاری مفاصل مطابق با GOST 2601-84 می تواند مطابق با تکنولوژی مقاومت، انجماد با حرارت و انجماد مداوم انجام شود.
مقاومت - مورد استفاده، جوش مواد از سطح مقطعی که از 200 mm² تجاوز نمی کند.
به عنوان یک قانون، این تکنیک اتصال جوش بافتی برای پردازش محصولات از فولاد کم کربن با یک مقطع کوچک (لوله، سیم، میله) استفاده می شود.
Reflow - این تکنولوژی به شما امکان می دهد که مواد را به شکل محصولات بتنی، لوله ها، پروفیل های فولادی و تقویت کننده با سطح مقطع عرضی تا 100 هزار میلیمتر ترکیب کنید.
این فن آوری کاربرد آن را در زمینه ساخت کشتی، در ساخت زنجیر برای پیچ و مهره، کویل های تبرید یخبندان پیدا کرده است.
در میدان راه آهن، جایی که چنین تجهیزات جوشکاری به شما اجازه می دهد ریل راه آهن را در مسیرهای مداوم وصل کنید. کاربرد آن امکان تولید محصولات طولانی از فلزات غیر آهنی و غیر آهنی را فراهم می سازد.
بافت جوش جوش
این دستگاه که مطابق با GOST 2601-84 ساخته شده است، به شما اجازه می دهد مواد را با کمک مناطق ریخته شده متصل کنید، که یک جوش است که از نقاط جوش جداگانه جدا شده است.
مناطق بسته به چه چیزی همپوشانی دارند یا همپوشانی ندارند جوش ممکن است مهر و موم شود
برای این فرآیند جوشکاری، یک ماشین مخصوص استفاده می شود، مجهز به یک یا چند دیسک چرخشی با الکترود.
فن آوری جوشکاری غلتکی به شما اجازه می دهد فشرده سازی، رول و کیفیت کاملی از اتصال قطعات را انجام دهید.
جوشکاری غلتک برای تولید لوله ها، مخازن و سایر محصولات مورد نیاز است که مطابق با الزامات GOST، اتصالات قابل انطباق بسیار بالا مورد نیاز است.
جوشکاری کمک
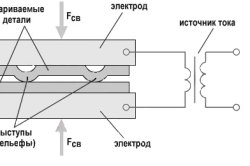
مطابق با GOST 2601-84، جوش امدادی یک ماشین است که به شما امکان می دهد که در یک یا چند نقطه کار در یک زمان، پیشانی های تسکین دهنده را ببندید.
این دستگاه اصل عمل است شبیه به یک دستگاه برای جوشکاری مقاوم در برابر ضربه است، تفاوت بین آنها به تعیین محل جوش توسط شکل از سطح محصولات، و نه منطقه کار از الکترود.
پیش امدگی های امدادی را می توان در یک یا دو بار در دو محصول جوش قرار داد، آنها از طریق مهر زنی از پیش آماده می شوند.
جوشکاری با مقاومت مقاومتی در صنایع خودرو سازی مورد استفاده قرار می گیرد، جایی که دستگاه اجازه می دهد تا براکت ها را بر روی ورق های مختلف ثابت کند.
در زمینه الکترونیک رادیویی، جوش امدادی برای اتصال سیم های با کیفیت بالا به عناصر نازک استفاده می شود.
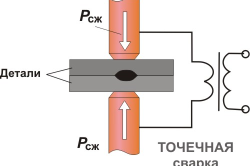
نقطه جوش نقطه
مطابق با GOST 2601-84، این تکنولوژی جوش امکان اتصال به عناصر را در یک یا چند نقطه در یک بار فراهم می کند.
ویژگی های نقطه جوش، مانند اندازه و ساختار، می توانند قدرت اتصال را تعیین کنند؛ به نوبه خود، آنها به پارامترهای الکترود مورد استفاده، قدرت و سرعت جریان جریان از طریق مواد بستگی دارند.
رگولاتور جوشکاری جوشکاری، که در مدل های مدرن ماشین آلات موجود است، اجازه می دهد تا فرآیند کار با نیروهای جوش مختلف جاری شود.
به طور معمول، در تکنولوژی جوشکاری هیچ تنظیم کننده ی جوش مقاومتی وجود ندارد و چرخه ی دلخواه از طریق قطع کننده های همزمان تضمین می شود.
دستگاه جوش نقطه مقاومت معمولا در خط مونتاژ کار می کند. عنصر جوش اتصال تماس این دسته الکترود است.
این ابزار قابل تعویض است، زیرا به سرعت پوشانده می شود.
الکترود برای جوشکاری از برنز و مس با کیفیت بالا ساخته شده است، بسته به این که کروم، کادمیم، تیتانیوم و بریلیوم علاوه بر این، قیمت محصولات متفاوت است و می تواند از 1 تا 5 دلار باشد.
تکنولوژی چنین جوشکاری کاربرد آن را در صنعت خودرو سازی، تولید هواپیما، کشتی سازی و بخش کشاورزی، و نیز سایر مناطق صنعتی به دست می دهد.
تنوع این نوع جوشکاری جوشکاری پالس است، زمانی که گرمایش الکترود به علت پالس های کوتاه مدت، اما قدرتمند اتفاق می افتد. جوشکاری پالس در ماشین ها، تجهیزات و تعمیرات استفاده می شود.
به عنوان مثال، تکنولوژی پالس هنگام استفاده از جوشکاری تماس آلومینیومی مفید است، که باعث کاهش خطر بیش از حد دستگاه و سایش الکترودها می شود.
جوشکاری پالسی با استفاده از جریان متناوب و انرژی که به یک پالس خاص تبدیل می شود، عمل می شود.
در این مورد، تکنولوژی پالس تماس جوشکاری در کار با انرژی انباشته شده و در جریان جریان اصلاح شده متفاوت است.
در حال حاضر قیمت چنین وسیله ای (جوشکاری پالس برای اهداف داخلی) 100-140 دلار است.
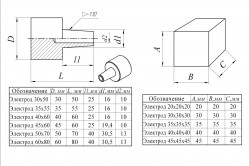
مشخصات الکترودهای
الکترود برای جوش تماس، تماس با دستگاه جوش را با قطعه کار پردازش می کند.
طرح هدف آنها شامل: مهر و موم قطعات، عرضه جریان، حذف گرما از قطعات، حرکت عناصر (جوش مقاومت درز).
در عین حال، نه تنها طراحی الکترودها بر بهره وری و کیفیت جوش تاثیر می گذارد، بلکه مواد مورد پردازش، سطح آن و شکل سطح کار است.
الزامات استاندارد عمومی برای الکترودها، قوانین برچسب گذاری، روش های آزمون جوش داده شده اتصالات و درز، سایر نقاط فنی در GOST 9466-75 مشخص شده است.
پوشیدن الکترود باعث تغییر در قدرت و درجه حرارت فعلی می شود.
بنابراین، هنگام ساخت مواد مصرفی برای مقاومت در برابر جوشکاری، مقاوم در برابر فلز به دمای بالا با خواص هدایت بالا استفاده می شود.
این می تواند یک آلیاژ مس ویژه باشد. برای مثال جوشکاری مس مس اغلب توسط الکترود ساخته شده از برنز کادمیوم انجام می شود، قیمت آنها می تواند 1-3 دلار باشد.
الکترود برای مقاومت در برابر نقطه جوش ممکن است شکل مستقیم و شکل گرفته، به عنوان در عکس. اما اغلب اولین نوع ساختار مشخص شده استفاده می شود.
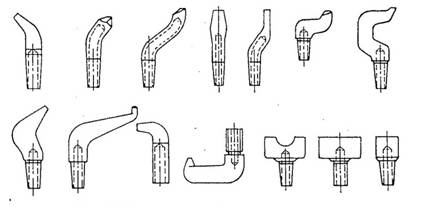
آنها در لوله های جوش و دیگر محصولات با امکان رویکرد آزاد به منطقه کار استفاده می شود.
الکترودهای با فرم مستقیم تولید شده مطابق با قوانین GOST 14111-90، با قطر 12 تا 40 میلیمتر.
الکترودهای با کیفیت بالا محصولاتی هستند که طراحی آنها مطابق با مقررات GOST 1411-69 ساخته شده است.
در اینجا قیمت محصولات بر اساس اهداف و ساختار آنها افزایش می یابد.
طراحی دستگاه الکترودهای شکل دار پیچیده تر است - محور، که در مرکز منطقه کار قرار دارد، با فاصله ای معین از محور فرود حرکت می کند.
الکترود های این نوع در عملکرد ناکارآمد هستند، اغلب دارای مقاومت کم هستند، زیرا آنها فقط در مواردی استفاده می شود که جوش مقاومت در برابر هر نوع دیگر نمی تواند باشد.
برای جوش آسفالت با استفاده از الکترودهای تخت. در این مورد، در هر یک از آنها یا در یک، ممکن است حفره هایی برای پیش بینی های عناصر جوش داده شده در نظر گرفته شود.
ویژگی های دستگاه جوش برای استفاده خانگی
در هنگام برنامه ریزی برای خرید یک ماشین جوشکاری برای نیازهای خود، ابتدا باید بدانید چه مواد مورد پردازش قرار می گیرند و در چه مقیاس کار انجام خواهد شد.
قیمت دستگاه جوش نقطه ای به طور عمده به خصوصیات و پارامترهای طراحی و نیز ظرفیت کاری تجهیزات بستگی دارد.
در حال حاضر، نصب و راه اندازی برای نقطه جوش عناصر می تواند دستی یا قابل حمل، معلق و ثابت است.
به عنوان یک قاعده، تجهیزات معلق و ثابت در صنایع بزرگ و کوچک مورد استفاده قرار می گیرند.
اما دستگاه قابل حمل اغلب در زندگی روزمره استفاده می شود، قیمت آن کاملا منطقی است و می تواند 120 تا 220 دلار باشد.
در عین حال، این دستگاه ممکن است قدرت نداشته باشد تا دستگاههای جوشکاری را نشان دهد، قیمت آن دو برابر بیشتر است.
تجهیزات قابل حمل به دو نوع تقسیم می شوند: یک اینورتر و دستگاه جوش دستی دستی.
دستگاه های اینورتر جمع و جور و سبک وزن هستند. طراحی با استفاده از ژنراتور جریان تریستور و یک میکروپروسسور.
در این ارتباط، مدار دستگاه به شما اجازه می دهد تا مدت زمان پالس و ظرفیت کار واحد را تنظیم کنید.
دومین مدل برای جوش نقطه ای با انبردست دستی حداکثر وزن 15 کیلوگرم است.
مدار دستگاه به دلیل ریز پردازنده اجازه می دهد تا شما را به صورت دستی و به صورت خودکار تنظیم جوشکاری در حالت های مختلف
دستگاه با پلاگین ها از شبکه برق خانگی تک فاز است.
دستگاه مجهز به قطعات فشرده سازی درایو دستی است که قادر به فشار دادن 150 کیلوگرم است.
- انواع جوشکاری مقاومتی
- نقطه جوش نقطه
- جوش لب به لب
- جوشکاری کمک
- جوشکاری (غلتکی)
- انواع دیگر و استفاده از جوشکاری مقاومت
تماس با جوش پدیده اتصال به یکدیگر است که با یک نیروی بزرگ از قطعات فلزی فشرده شده است به علت گرم شدن محل تماس خود را با جریان الکتریکی از مقدار زیادی. اغلب در صنعت برای تولید انبوه محصولات مشابه استفاده می شود.
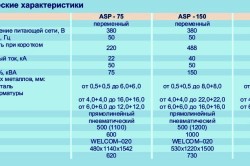
مقدار گرما آزاد شده در این فرایند می تواند براساس قانون جول-لنز محاسبه شود: Q = I 2 R Δt، جایی که I نیروی متوسط پالس جریان است، R مقاومت به تماس است، Δt مدت زمان پالس است. برای اینکه این مقدار گرما برای اتصال قابل اعتماد از قطعات قابل جوش باشد، قدرت جریان جوش باید به اندازه کافی بزرگ باشد: از صدها تا صدها هزار آمپر.
این بدان معنی است که منبع جاری (دستگاه جوشکاری) باید قدرت کافی (1 تا 500 کیلو وات) با ولتاژ خروجی 1 تا 15 و مقاومت داخلی حدود 500 مگاوات داشته باشد. الکترود برای جوشکاری مقاومت باید دارای مقطع کافی بزرگ باشد و از آن ساخته شود آلیاژهای مس با مقاومت کم استحکام فشاری قطعات متصل می تواند به طور گسترده ای متفاوت باشد: از چند نیوتون تا صدها کیلو نوتون.
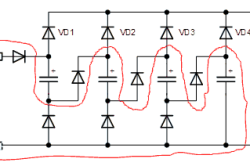
قلب ماشین جوشکاری اغلب ترانسفورماتور ویژه ای برای جوشکاری مقاومتی وجود دارد که سیم پیچ ثانویه آن معمولا تعداد کمی از سیم های پیچیده ای با سطح مقطع بزرگ دارد. ولتاژ متناوب معمولا به سیم پیچ اولیه ارائه می شود، اما پالس های قدرتمند جریان جبران شده نیز می توانند در آن تولید شوند. به عنوان مثال، یک مدار خازنی از جوش مقاومتی کار می کند. پالس های آن در هنگام تخلیه به سیم پیچ اولیه یک خازن شارژر یک ترانسفورماتور با ظرفیت بالا اتفاق می افتند.
اگر ما با سایر روش های اتصال قطعات به یکدیگر مقایسه کنیم، سپس جوشکاری تماس داره مزایای زیر غیر قابل انکار است:
- سرعت بالا (کسری از یک ثانیه) از انجام عملیات فردی، اجازه می دهد تا برای اطمینان از بهره وری کار بالا؛
- سهولت نظارت بر رعایت شرایط فرآیند مطلوب، که اطمینان از کیفیت و کیفیت جوشکاری را حتی با کمترین امتیازات انجام می دهد؛
- فرآیند جوشکاری می تواند به راحتی مکانیزه و خودکار شود.
- درجه بالایی از زیست محیطی.
انواع جوشکاری مقاومتی
بازگشت به محتویات
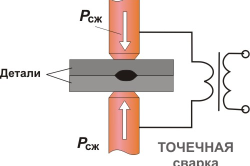
نقطه جوش نقطه
این الگوهای جوشکاری معمولا شامل اتصال قطعات به نقاط مختلف می شود. یک تصویر اساسی از چنین روش اتصال آنها در شکل 1a نشان داده شده است. شماره 1 در تمام نمودارهای این رقم نشان دهنده قطعاتی است که باید جوش داده شوند. الکترود ها به سیم پیچ ثانویه ترانسفورماتور جوشکاری متصل می شوند.
قابلیت اطمینان و کیفیت جوش داده شده توسط ساختار و ابعاد نقاط جوش مشخص شده است. و به نوبه خود، به عوامل زیر بستگی دارد:
- اندازه و شکل سطح تماس الکترودها.
- جوش جریان جوش
- زمان جریان آن؛
- مقدار نیروی فشاری (P gf)؛
- شرایط سطح قطعاتی که باید پیوست شوند.
به این ترتیب می توان از هر دو بخش مینیاتوری، ضخامت سفارش قطعه های یک میکرومتر، در دستگاه های الکترونیکی و ورق های فولادی تا چند سانتی متر ضخامت در مناطق صنعتی ماشین سازی ترکیب کرد.
جوشکاری امدادی به طور گسترده ای در صنعت خودرو مورد استفاده قرار می گیرد: لولاهای درب های جوشکاری و براکت های کلاه گیس، اتصال دهنده ها: پیچ و مهره، پیچ و مهره ها، و غیره. در الکترونیک رادیویی، این روش هادی ها را به قطعات کوچک متصل می کند. در یک چرخه، این روش جوش اجازه می دهد تا تعداد زیادی از اتصالات جوش داده شود.
بازگشت به محتویات
جوشکاری (غلتکی)
این نوع جوشکاری زمانی استفاده می شود که لازم باشد اتصالات جوش داده نشده (تولید مخازن گاز، مخازن، مخازن، و غیره) مورد استفاده قرار گیرد. چنین جوشکاری بر روی دستگاه های تخصصی با یک یا دو غلتک فشار الکتریکی انجام می شود که به شکل دیسک ساخته شده است. هنگام غلتک، غلطک ها محصولاتی را که به هم متصل شده اند، محکم می کنند و آنها را جوش می زنند. ضخامت این محصولات می تواند از 0.2 تا 3 میلی متر باشد.
جوشکاری جوشکاری می تواند به سه صورت انجام شود:
- پیوسته، که نتیجه اتصال جامد است که شامل هسته ریخته گری که همپوشانی یکدیگر. معایب: گرمایش شدید غلطکها، باعث ایجاد نیاز به ریزش مکرر آنها می شود.
- متناوب (به شکل پالس های فردی). با تغییر طول مدت خود پالس ها و شکاف بین آنها، می توان درجه همپوشانی هسته های ریخته گری را تغییر داد. مقاومت غلتک های الکترود با این روش جوشکاری به میزان قابل توجهی افزایش می یابد.
- گام، که طی آن جریان نیز به طور متناوب تعویض می شود، و در زمان وقوع آن، الکترودها متوقف می شوند. با تشکر از این توقف، تماس در جریان جریان جاری بهبود یافته است و خطر ترک های داغ کاهش می یابد.
جوش یک روش ضروری برای هر فرایند ساخت و ساز یا تعمیر است. پس از همه، با کمک آن شما می توانید قطعات مختلف فلزی را به آسانی نصب کنید، قاب ها، نرده ها، حصار ها را ایجاد کنید.
با این حال، به منظور ماهرانه استفاده از دستگاه جوش، تجربه مورد نیاز است. این به ویژه برای جوشکاری مقاومت است، زیرا این فرایند نیاز به دقت بالا و سطح خوبی از دانش دستگاه دارد. اطلاعات بیشتر در مورد این روش اتصال قطعات و اشکال مختلف آن که در زیر بخوانید بیشتر بخوانید.
ویژگی های روش جوشکاری تماس
جوشکاری مقاومت، فرایند اتصال به عناصر فلزی است که به علت عبور جریان الکتریسیته از طریق دستگاه جوشکاری بوجود می آید.
جزء بسیار مهمی از روش تماس، منطقه مقاومت است که در آن منطقه متصل شده است. به همین دلیل است که این نوع مقاومت الکتریکی نیز نامیده می شود. ترکیبی از قطعات فلزی به دلیل دو فرایند فیزیکی بوجود می آید: گرمایش با کمک جریان الکتریکی و فشار بر روی فلز.
این نوع به طور گسترده ای به دلیل تعدادی از مزایای آن در مقایسه با دیگران استفاده می شود. قدرت الکتریکی بالا به شما اجازه می دهد تا با سرعت و عملکرد عالی کار کنید. تولید یک مفصل طول می کشد تا 1 ثانیه! کار با این روش با کیفیت بالا است.
یک مزیت آشکار این است که فرآیند جوشکاری مقاومتی نیازی به استفاده از مواد مصرفی ندارد: نه گاز، نه شار، و نه سیم پرتل. مهم این است که این روش سازگار با محیط زیست است و بنابراین کارکنان یا محیط را تحت تاثیر قرار نمی دهد. توجه داشته باشید که کار انجام شده توسط روش تماس با یک جوشکار تازه کار ممکن است به دلیل سادگی روند انجام شود.
اتصال نقطه نقطه
تماس با جوشکاری با تغییرپذیری فرایند اتصال به قطعات فلزی مشخص می شود.
گونه های بسیاری از این گونه وجود دارد.
برای انجام کارهای ویژه و نازک، نوع نقطه جوش معمولا استفاده می شود. این شامل اتصال فلز در نقاط کوچک است که بستگی به اندازه الکترودهای دستگاه جوشکاری دارد. این الکترودها هستند که جریان را تامین می کنند و مواد گرم را فشرده می کنند. با وجود این واقعیت که اندازه نقاط اتصال کوچک است (4-12 میلی متر)، قطعات فلزی به یکدیگر محکم بسته می شوند، بنابراین نباید نگران شکستن اتصال باشید.
قطر نقاط اتصال به قدرت الکترود و جریان بستگی دارد، فشار بر روی فلز، ابعاد قطعات گرمایش الکترود، و همچنین وضعیتی که قطعات مورد استفاده در آن قرار دارند، بستگی دارد. در فرآیند کار نقطه ای با استفاده از پالس های DC.
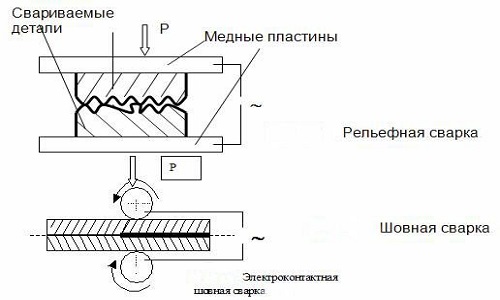
روش جوشکاری برجسته
نوع اتصال متصل به قطعات فلزی زیر کمک امداد است. ماهیت فرآیند این است که پیشانی های آماده شده روی سطح قطعات متصل می شوند. این پیشانی ها با استفاده از تجهیزات ویژه مهر می شوند. آنها می توانند از اشکال مختلف باشند: از گرد به مستطیل. بنابراین سطح مقدماتی بخش، امداد است، از این رو نام فرایند کار بر روی آنها است.
تفاوت اصلی بین روش امداد و روش نقطه این است که در اولین نوع، منطقه تاثیر و اندازه درز توسط اندازه پیشانی آماده شده، نه الکترودها، همانند روش دوم تعیین می شود. این نوع کار تماس با قطعات نیاز به افزایش قدرت الکتریسیته دارد که می تواند به عنوان یک ضرر نامیده شود.
پخت پخت: ویژگی
یکی دیگر از روش های جوشکاری مقاومت، سیم است. این نوع توسط این واقعیت متمایز است که قطعات با استفاده از یک درام متناوب یا پیوسته مرتبط هستند. متناوب متشکل از مناطق مکرر جوش نقطه ای است. خود جوشکاری به علت الکترود دیسک انجام می شود که جریان را به یک فضای به اندازه کافی بزرگ در یک بار عرضه می کند. روش شيار متناوب اغلب از مداوم استفاده مي شود.
![]()
واقعیت این است که یک پیوند مداوم نیاز به مهارت بیشتری از کارگر دارد و همچنین دارای تأثیر بسیار بیشتری بر روی تجهیزات است تا یک متناوب که می تواند به تدریج بدون اضافه بار تجهیزات و جوشکار کار کند.
همچنین یک روش گام به گام جوشیدن جوش داده شده است که در آن جریان تنها پس از جابجایی قطعات به غلتک الکترود تغذیه می شود. غلطک ها به طور مداوم در جزئیات است. روش دوم عملا مورد استفاده قرار نمی گیرد، زیرا آن به اندازه کافی مولد نیست و نیازمند تجهیزات پیچیده تر است.
نمایش لب و ویژگی های آن
روش متداول روش دیگری برای اتصال قطعات تحت تاثیر جریان الکتریکی است. این دیدگاه از دیگران متفاوت است، در حالی که قطعات در مکان هایی قرار می گیرند که به طور خاص به پایان می رسد به پایان می رسد، که در سطح قطعات واقع شده است. چندین روش جوش متفورشی قطعات فلزی وجود دارد: مقاومت، مداوم و متقاطع.
در مورد اول، قطعات قبل از پیوستن و فشرده شدن، پس از آن جریان به آنها عرضه می شود، آوردن فلز به وضعیت ورقه ور شده است. با دو روش آخر، قطعات گرم می شوند و سپس متصل می شوند. فقط با ذوب مداوم، فلز در طول کل فرایند جوش گرم می شود و با متناوب - قطعات سپس حرارت داده می شوند و سپس برای صرفه جویی در منابع تجهیزات رقیق می شوند.
لازم به ذکر است که روش های ترکیب پخت و پز قطعات فلزی نیز وجود دارد: بخیه، لب تاپ، نقطه امنی. آنها برای سازگاری روند جوشکاری با یک وضعیت خاص وجود دارند.
این همه چیزی است که شما باید در مورد انواع مختلف ترکیبات فلزات تحت عمل جریان الکتریکی بدانید! انتخاب صحیح نوع جوشکاری مقاومت کلید موفقیت کار است.




