Die technologische Karte der Ausführung von Schweißverbindungen enthält. Probleme mit Rücken und Gelenken - Direkter Weg zur Behinderung! So retten Sie sich und vergessen Sie Schmerzen, sagt Doktor der Medizinwissenschaften, Professor Bubnovsky Sergey Mikhailovich
Routing Schweißen - Dokumentenbestimmungs-Technologie und Schweißprozess für bestimmte Materialien. Es beschreibt wichtig technische Spezifikationen und die Sequenz der Arbeit, die beim Erstellen einer Schweißnaht erforderlich ist. Schweißnaht ist am meisten schwacher Ort Im Design wird daher die technologische Karte gemäß den bestehenden GTALES entwickelt und wird von speziellen Inspektionsdiensten gesteuert.
Die Erstellung einer Karte beginnt mit der Untersuchung des Materials und der Auswahl der Schweißmethode. Eine Analyse der Bedingungen, in denen das resultierende Design funktioniert. Basierend auf Referenzliteratur und Berechnungen, Schweißsysteme, der Anzahl der Pässe, der Geometrie der Schweißnähte und der verbleibenden Parameter bestimmen.
Die Weldentechnologische Prozesskarte besteht aus solchen Daten:
- informationen und Eigenschaften von geschweißten Teilen;
- informationen zur Herstellung der Verbindung vor dem Schweißen (Form der Kanten, Winkel und Größe der Facetten);
- daten zur Menge, Position und Größe der Bänder;
- informationen darüber, wie das Teil fixiert ist und die Verformung oder Positionsverschiebung während des Schweißens vermieden werden;
- umgebungstemperatur, bei der Schweiß- oder Heizdaten vor dem Schweißen (falls erforderlich) zulässig ist;
- gerätedaten, die verwendet werden können und verwendet werden können (Elektroden) schweißdraht, Schutzgas);
- informationen zum Schweißmodi (Welchen Strom und Spannung sollten ausgestellt werden, die Schweißgeschwindigkeit ist für Automaten, den berechneten Gasverbrauch und der Schweißdrahtvorschubgeschwindigkeit) angegeben;
- informationen zu den Methoden der Überprüfung und Steuerung der erhaltenen Schweißnaht.
Beim Erstellen einer Karte ist der Hauptteil die Untersuchung von Materialien, die geschweißt werden, ihre Eigenschaften und Eigenschaften. Wenn das Material unbekannter Ursprung und die Eigenschaften unbekannt sind, werden die Proben genommen und an das Labor zur Analyse und Identifizierung der Zusammensetzung gegeben. Basierend auf den erhaltenen Daten werden Verbrauchsmaterialien ausgewählt, und die Bedingungen und das Verfahren zum Schweißen werden bestimmt, das für diese Teile am besten geeignet ist. In echt baustahl Es wird in strikter Übereinstimmung mit Normen und Vorlagen hergestellt, sodass technologische Karten für die häufigsten Metalle und Materialien längst erstellt wurden.
Die technologische Karte besteht aus einer Liste aufeinanderfolgender Werke, Zeichnungen und Erklärungen für sie. Um Ausfälle, Unfälle und Verluste zu vermeiden, ist es notwendig, die Entwicklung des Prozesses zu nutzen, da dies ein ganzer Arbeitskomplex ist. Fehler auf einem der Stufen kann dazu führen schweißen Sogar zusammengebrochen, wenn alle anderen Operationen erfüllt waren.
Technologische Kartenschweißmetallkonstruktionen
Es enthält eine Beschreibung des Geltungsbereichs dieser Technologie. Es wird hier angezeigt, welche Typen auf dieser Technologie, in welcher Abstand, in welchem \u200b\u200bAbstand und in welchem \u200b\u200bWinkel an den anschließbaren Teilen befestigt werden muss, um Zuverlässigkeit und Haltbarkeit der Struktur sicherzustellen. Es zeigt unter welchen Bedingungen an, und an welchen Temperaturen schweißen (draußen oder drinnen) umgesetzt werden sollten.
Der nächste Punkt ist der umfangreichste und wichtigste im technischen Prozess. Es enthält Informationen über die Schweißtechnologie selbst und ihre technischen Parameter, die aus solchen Unterklauseln bestehen:
- vorbereitungsarbeiten und Regeln für ihr Verhalten;
- geben Sie Informationen ein schweißarbeit;
- eine Beschreibung der Reihenfolge jeder Arbeitsphase (Montage von Bändern, Sequenz des Aufbringens von Nähten);
- schemata und Zeichnungen, die angeben, wo die Bänder als Nähte angebracht sind, werden angelegt, die ihnen erläutert werden;
- die Bedingungen, unter denen die Sicherheitsregeln vorgenommen werden;
- die Anzahl der Darsteller und die geschätzte Zeit für jeden Vorgang und alle Arbeit insgesamt;
- berechnung der erforderlichen Verbrauchsmaterialien.
Mit den letzten Stellen können Sie die technischen Kosten, den Zeitpunkt der Arbeit und deren Vorteile berechnen. Daher ist es möglich, den Prozess lang zu ändern, bevor die Schweißarbeit begann und korrigiert wurde. Der Prozess des technischen Prozesses endet mit der Berechnung von Ressourcen und Mitteln sowie der Anzahl der Personen und der für den Schweißvorgang erforderlichen Zeit.
Technologische Karte des Rohrschweißens
Es stellt ein Dokument dar, das aus solchen Hauptgegenständen besteht:
- geltungsbereich des technischen Prozesses;
- allgemeine Bestimmungen und Empfehlungen;
- technologie und Organisation der Arbeit;
- qualitätsanforderungen;
- und Arbeitsschutz;
- eine Liste der gebrauchten regulatorischen und technischen Dokumentation und Literatur;
- technologische Karten zum Schweißen.
Zunächst ist angegeben, auf welche Objekte diese Karte anwendbar ist. Dann B. allgemeine Bestimmungen Beschreibt:
- arbeitstechnik;
- bedingungen in Bezug auf Qualität und Regeln für die Annahme der Arbeit;
- ereignisse zum Sicherheits- und Arbeitsschutz.
- arten von Arbeit, die auf einer echten technologischen Karte (Schweißen von Pipelines, Montage, Randvorbereitung) durchgeführt werden.
Ein wichtiger Teil ist Anweisungen für alle Vorgänge und die Reihenfolge ihres Verhaltens. Erwähnt, wie er eine vorläufige visuelle Oberflächensteuerung erzeugt. Rohr-, Absperr- und Verteilungsbeschläge werden auf Beschädigungen geprüft, Hohlräume werden gereinigt und zur Montage hergestellt. Ein wichtiger Punkt besteht darin, anzugeben, was zu tun ist, wenn die Anwesenheit (Beschädigung), die die zulässigen Normen überschreiten, erkannt wird. Oberflächendefekte werden mit dem Schleifen eliminiert, während die Restwandstärke nicht weniger als ein zulässige Mindestminimum sein sollte. Die Enden der Rohre mit Jacken und den Ängsten sind geschnitten. Wenn das geschweißte Rohrverbindungsgelenk, die Fabriklängs- oder Spiralnähte sind, sind um 75 mm relativ zueinander verbunden.
Die Sicherheit umfasst Anweisungen, die vor dem Schweißen durchgeführt werden müssen. Die Anforderungen sind auch angedeutet, wie Sie die Plattform ausstatten, auf der die technische Installation von Metallstrukturen mit dem Schweißen durchgeführt wird, und welcher Feuerbestand verwendet wird. Das Schweißen sollte gemäß den operativen und technologischen Karten durchgeführt werden, die Teil dieser technologischen Karte basieren, die auf dem Durchmesser der gewickelten Rohre basiert.
Anforderungen an die Arbeitsqualität enthalten Übertragungsmethoden zur Überprüfung von Schweißnähten und zulässigen Abweichungen. Bei unbefriedigenden Steuerergebnissen sind das Verfahren und die Methode der Korrektur von Mängeln angegeben.
Operative und technologische Karten enthalten alles technische Eigenschaften Zum Schweißen erforderlich:
- objektschweißen;
- rohreigenschaften;
- schweißmaterialien;
- formschneidkanten und Schweißnaht;
- vorwärmen (falls erforderlich);
- schweißmodi;
- zusätzliche Anforderungen und Empfehlungen;
- liste und Abfolge von Montage- und Schweißvorgängen.
Technologische Kartenschweißrohre und andere Metallstrukturen sind vollständig identisch mit aussehenAber unterscheiden sich in Inhalt und Füllung.
Schweißen - ein komplexer Prozess, deren Ausführung in einer strikten Reihenfolge bestimmter Maßnahmen erfolgen sollte, die mit der Herstellung von Metall, der Ausführung des geschweißten Gelenks und der nachfolgenden Steuerung verbunden sind. Geschweißte Naht, wenn nicht wegen Fälligkeit lenkt, ist ein anfälliger Ort in jedem geschweißten Design. Der Grund dafür kann bei der Entwicklung der Schweißtechnologie oder im Allgemeinen seine Abwesenheit, unzureichende Kontrolle, eine erfolglose Wahl benachteiligt werden schweißgeräte und Materialien. Dadurch entstandene Ehe und Verluste, die der Organisation entstehen, um sie zu beseitigen. Sie können verhindert, dass Schäden die Anweisungen für die Schweißarbeiten korrekt entwickeln und ihre Ausführung steuern.
Was ist also eine technologische Karte zum Schweißen? Der Schweißtechnologische Prozess oder wie es auch als Schweißtechnologiekarten bezeichnet wird, ist ein Dokument, das das Ergebnis der Entwicklung der Schweißtechnologie einer bestimmten Verbindung ist, in der die wichtigsten technologischen Parameter zum Erzeugen eines Schweißgelenks in der Tat vorgeschrieben sind Dies ist ein Anweisung für Schweißverbindungen. Die technologische Karte des Schweißens wurde genehmigt und in eine aktive Aktion von 1. Januar 1984 vor mehr als 30 Jahren eingeführt. Bei der Entwicklung der Metallschweißtechnologie muss jede geschweißte Verbindung entsprechend der dafür entwickelten Schweißtechnologiekarte hergestellt werden.
Die Weldentechnologiekarte muss folgende Daten enthalten:
1. Informationen zum Hauptmetall.
2. Informationen zur Qualität und Herstellung der Schweißverbindung: Schneiddaten (Größe des Spalts, der Größe der Mattheit, des Neigungswinkels usw.), um den Betrag und die Anordnung von Bändern, die Daten an den Vorreinigungskanten die Größen der Naht.
3. Daten zum Fixieren des geschweißten Produkts und möglicher Heizung. Sowie Sequenz von Pässen in der Schweißnaht.
4. Informationen zu verwendeten Schweißgeräten und Schweißmaterialien. Die Auswahl von Schweißmaterialien und -geräten basiert auf verschiedenen Informationen, die von der Literatur erhalten wurden, einschließlich professioneller Schweißen (Magazine, Artikel), auf eigene Erfahrung sowie auf Rückrufe von Organisationen.
5. Informationen zum Schweißmodus, abhängig von der Schweißmethode können Folgendes umfassen: schweißstrom, Bogenspannung, Schweißgeschwindigkeit, Polarität beim Schweißen, Verbrauch schutzgaza, Kabelzufuhrrate usw. Die Unterbrechung der empfohlenen Schweißmodi kann zu der Versprödung des Schweißmahls und der nahe gelegenen Zone führen.
6. Informationen zur Form des geschweißten Gelenks, Methoden und Volumina der Qualitätskontrolle des geschweißten Gelenks.
Die Entwicklung einer Schweißprozesskarte beginnt mit der Analyse des geschweißten Materials und der Auswahl des Schweißverfahrens. Danach eine Analyse der Bedingungen, unter denen das geschweißte Design funktioniert, und wird von dem bestimmt regulierungsdokumente. Produktion und Betrieb dieses Designs ist normalisiert. Laut der regulatorischen Literatur und auf den berechneten Daten wird der Schweißmodus weiter bestimmt, berechnet erforderlicher Betrag Passagen, geschweißte Geometrie und andere Parameter.
Jede technologische Schweißkarte erhält seine Identifikationsnummer, die ferner verwendet wird, um technische Dokumentation und Projektspezifikationen anzuzeigen. Der Entwickler selbst wird von einer Karte des technologischen Verfahrens des Schweißens gebracht, er setzt seine Unterschrift an der Unterseite des Formulars.
Während des Aufbaus eines Objekts in der Produktion muss ein Kit sein 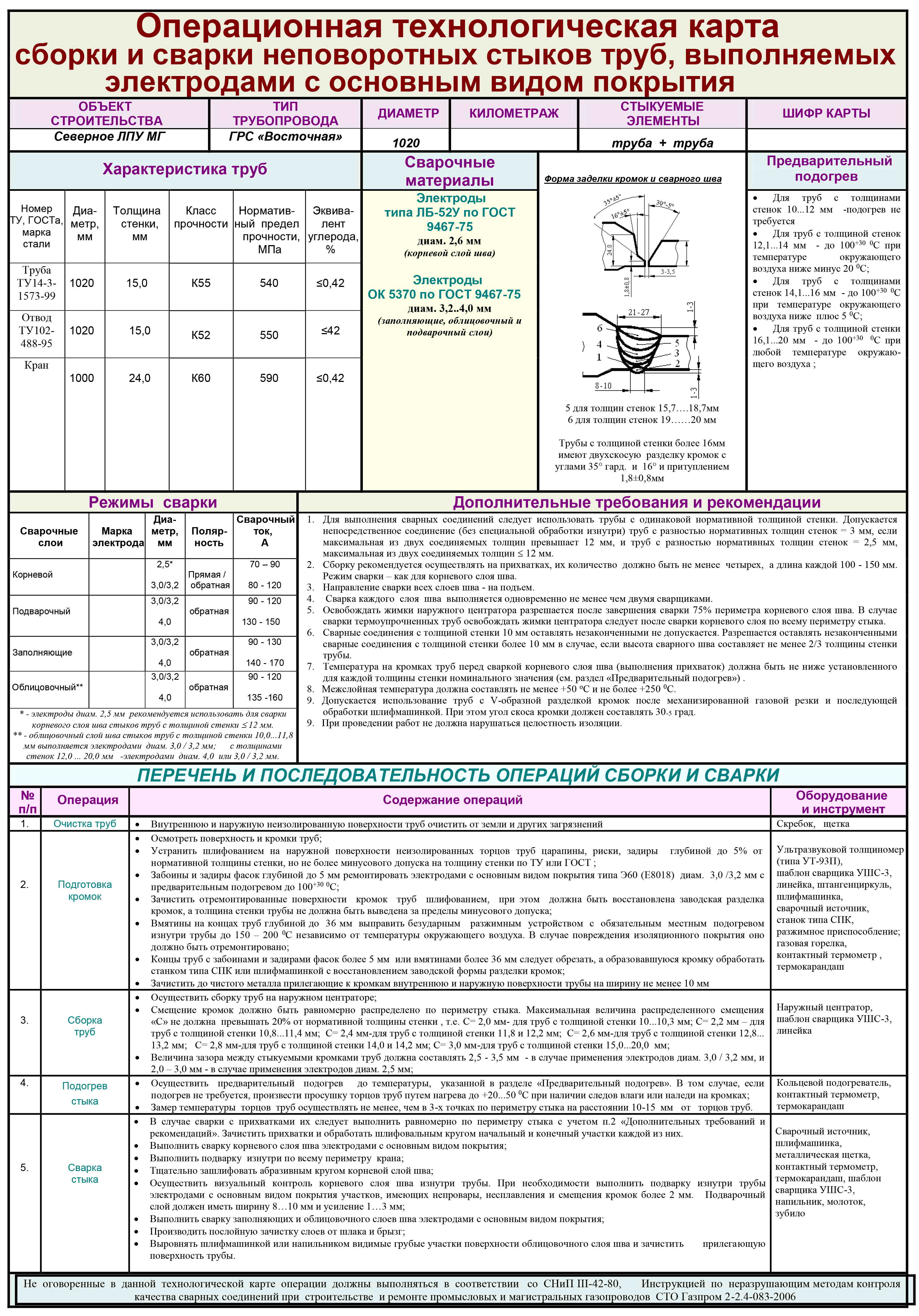 Technologische Karten aller verwendeten Typen schweißverbindungen. Der vollständige Satz des technologischen Schweißvorgangs wird in der Abteilung des Hauptschweißgeräts gespeichert. Welder Beim Ersetzen einer Schicht empfängt technologische Karten für geschweißte Verbindungen, die es während des Betriebs erfüllt. Die Inspektion und Kontrolle der vorbereiteten Kanten und eine fertige geschweißte Verbindung erfolgt durch den technischen Steuerungsdienst gemäß dem Abschnitt der Qualitätskontrolle und des Tests von geschweißten Verbindungen. Somit tritt keine Verwirrung zwischen den Diensten auf, da alles in der technologischen Karte des geschweißten Gelenks notwendig ist.
Technologische Karten aller verwendeten Typen schweißverbindungen. Der vollständige Satz des technologischen Schweißvorgangs wird in der Abteilung des Hauptschweißgeräts gespeichert. Welder Beim Ersetzen einer Schicht empfängt technologische Karten für geschweißte Verbindungen, die es während des Betriebs erfüllt. Die Inspektion und Kontrolle der vorbereiteten Kanten und eine fertige geschweißte Verbindung erfolgt durch den technischen Steuerungsdienst gemäß dem Abschnitt der Qualitätskontrolle und des Tests von geschweißten Verbindungen. Somit tritt keine Verwirrung zwischen den Diensten auf, da alles in der technologischen Karte des geschweißten Gelenks notwendig ist.
Bei jedem Unternehmen mit der Organisation schweißproduktion. Obligatorische Schweißprozesskarten werden vorgenommen, ansonsten ist es schwierig, den Parametern, die an der Qualität der durchgeführten Arbeiten vorgenommen werden, schwer standhalten. Einige Unternehmen können sich den Inhalt der teuren technischen Zusammensetzung der Schweißproduktion nicht leisten. Minimiert Ihre Kosten für technische und technische Arbeitnehmer und auf der Grundlage einer Vereinbarung und technischen Spezifikationen in kürzester Zeit entwickeln sich in kürzester Zeit eine Reihe von technologischen Schweißkarten sowie Ausstattungsgeräte und -materialien.
Um ein qualitatives Ergebnis der in der Erzeugung von Schweißen erstellten Arbeiten zu erhalten, sollte der Schweißer von einem Dokument geführt werden, in dem alle Schritte des Schweißens auf dem Bau der Konstruktion korrekt beschrieben werden. Die Nichteinhaltung der Empfehlungen in der technologischen Karte kann zur Zerstörung der geschweißten Verbindung während des Betriebs führen, der irreversible Folgen beinhalten kann.
MI n Vernunft der Kommunikation der SSR-Union
Spezialitäten und Mitglied Anno Con-Struktur-O-Technologie
B yuro bau oh jene hni ki sv iz
Genehmigen
Sam. Das anfängliche ICA-GRCS
A. I. Polun Ikov
"27" MAR T A 1 989
Routing
Bei der Installation von Metallstrukturen PBX-Verfahren
Lichtbogenschweißen
Moskau - 1989.
1 Gebrauchsbereich
1.1. Die technologische Karte wurde von Metall-Metall-Metallschlössern der PBX durch das Lichtmethode des Bogenschweißens entwickelt, mit dem durch das Schweißgerät und die Befestigung aufgebracht wurde. Die technologische Karte kann als Handbuch für i technologisch korrekte Vorgänge verwendet werden, wenn Schweißknoten und Details der persönlichen persönlichen Zugänge in den Avtales, Kreuz, Shakht und der elektrischen Vergrößerung auftreten. 12. Die Zusammensetzung der Arbeit, in der Zusammenarbeit der PBX, das Schweißverfahren in der technologischen Karte, umfasst: - Das Schweißen der Nuten ist um den Typ von Direktabschnitten in das Gelenk geöffnet und an den Wandhalterungen oder Coagms zu schweißen; - Schweißen von offenen Fenstern in einem Winkel von 90 °, privanen KA-Rillen an Nastya M-Sindrilien, wenn Sie durch die Wand gehen, schweißen Sie den Köpfe vertikal auf der Kracht Eyakh in den Wänden; - Schweißen der Nuten offener Typ, wenn sie in der Rahmenreihe Abfahrten sind und wenn der Boden überlappt; - Einführung und Schweißen von Crop-PCs Eynov in W AHTE; - Montage von Metallstrukturen durch Schweißen in Shah T E und Cooz CE; - befestigt mit dem Verfahren zum Schweißen der Hauptnuten in den Rängen der Nuten und der MAGIS der trawelnden Rinne im Spanger auf 2,5 m; - Befestigung der WHO-WHO-WHIT-Arbeitsallty Groithoves für Kreuz, deren Rahmenscheiter und -rahmen mit und produktiven Sinn-Dames in CEO-Abonnentenkreuz. 1. Wird an den Fugen der Bauteile und Teile der Metallstrukturen in den Boten eines W oz AL A, W AkHY, an PO CSA, Gleichrichter und Batterien ORNO ausgestellt werden. Bei der Durchführung von Swaps of Work, vor allem im Winter n ERI OD, sollte es aufgenommen werden und über genau erschöpfte Erschöpfung, und wenn die Schweißarbeiten an Ort und Minen erfüllt sind, wird empfohlen, den tragbaren Belüftungsschnurrbart zu verwenden. In einer Unterkunft und Unterkunft ist der Umul umun von der atäugartigen Arbeit mit dem Kochen am Bösen Tall das Ende der Trigcy-Dollar, um das Gesetz der Batterie der Batterie mit dem OS zufrieden zu sein. Bei der Durchführung von Schweißarbeiten im Pompus X mit etablierter Ausrüstung sollte das Gerät aus den Tropfen der Metalltröpfchen und der Skala geschützt werden. vierzehn. Bei der Bindung einer technologischen Karte an ein bestimmtes Objekt und ein bestimmtes Baubedingungen wird das Arbeitsvolumen festgelegt, Berechnung von Arbeitsarbeiten, technischen und störenden Indikatoren und Mechanisierungsmitteln unter Berücksichtigung der maximalen Nutzung des Mohan-Bargeldparks von Mos und Geräten .2. Organisation und Technologie zur Arbeit
2.1. Vorarbeit
2. 1.1. Bereiten Sie die technischen Räumlichkeiten vor, in der die Installation von Metallkonstruktionen mit dem Kochen gemäß GOST 1 2.3.003.75, staatlich t 1 2.2.007.75 verwendet wird und sie mit einem Programmiererinventar ausrüsten. 2. 1.2. Liefern Sie die notwendigen Strukturen und Datum auf MOUTES der Arbeit und setzen Sie sie gemäß der technologischen Reihenfolge der Implementierung der Mone-Kegelarbeit. 2. 1.3. Überprüfen Sie die Bedingungen der Arbeit und steigen Sie ggf. die Arbeitszone in Übereinstimmung mit den "Geräten der Ausrüstungsregelung von Equare und Fire Coning Sunshine" (SNIP III-4-80, SNIP II -01-0 2-8 5) aus. . 2. 1.4. Stellen Sie sicher, dass die Werke des Proteins mahlen. 2. 1.5. Bereiten Sie Dokumentation, Werkzeuge und P RISPO Soba vor, die ich beim Schweißen benötigte. 2. 1 .6. Stellen Sie sicher, dass die Schweißgeräte verwaltet werden.2.2. Allgemeine Informationen zu Schweißverbindungen
2.2. einer . Das geschweißte Gelenk wird als Elap einer geschweißten Konstruktion bezeichnet, bestehend aus zwei oder mehreren Teilen von Strukturen und der Schweißnaht, der diese Teile verbindet (siehe GOST 5264-80. "Säute mit Bootverbindungen"). 2.2.2. Bei der Installation von Metallstrukturen sind folgende die folgenden Arten von Verbindungen: Hintern, Falc Eato Jhna E, Töte, Winkel. 2.2. 3. Tastenanschlüsse sind die meisten Pfirsichschweißverbindungen, in denen die Enden oder Kanten der mit ihm verbundenen Teile mit mir angenommen werden, so dass zwischen ihnen ein Abstand von 1 - 2 mm ergab. Details der Dicke von bis zu 6 mm sind mit einer einseitigen Nähte. 2.2. 4. OSL Estrosno-Verbindungen werden übrigens des ein Elements der Verbindung von N und des anderen durchgeführt. Die Majestät auf der Überlappung sollte nicht doppelt der Dicke der Dicke der X-Kanten von Delia sein. Details beim Schweißen mit Unfällen sind auf beiden Seiten. 2.2 .5. TAURUS-Verbindungen - Verbindungen, in denen das Ende eines E-Lemet in einem Winkel an der Oberfläche eines anderen Elements des geschweißten Designs angrenzt. Um eine feste Naht zu erhalten, sollte der Spalt zwischen Kochelementen 2 ÷ 3 mm betragen. 2.2.6. Die Winkelverbindung erfolgt an der Stelle der geschweißten Elemente unter direktem oder beliebiger Winkel und das Schweißen wird entlang der Kanten der Elemente mit einem oder beiden des Torons durchgeführt. 2.2.7. Alles oben beschriebenen geschweißten Verbindungen werden mit einer Naht durchgeführt, die ein gehärtetes melluläres Metall ist, mit einem uneinheitlichen Elemente des geschweißten Designs. Schweißnähte Ich bin nach den folgenden Anzeichen unterteilt: unter der Bereitstellung relativ abhängig (siehe Fig. 1), entsprechend der Position in dem Raum (siehe Fig. 2), auf der äußeren Form (siehe Fig. 3).Feige. 1. Position mit Vary-Nähten im Vergleich zum aktuellen Anstrengung und mir:
a) Flanken, b) frontal, c) schräg
![]()
P ist. 2. Position mit gekochten Nähten im Weltraum:
a) niedriger, b) horizontal, c) vertikal, d) Decke
Feige. 3. Externe Formen der Schweißnähte:
a) konvex, b) normal, c) konkav
2.2.8. Der Durchmesser der Elektrode zum Garen ist in dem Hängen der Dicke von der Dicke der Kochkanten, der Ansicht von der Varna aus der Verbindung und der Größen der Naht-A montiert. Für die Stoßverbindungen wurde die praktische Empfehlung des DAC auf die Wahl des Durchmessers des Niveaus der Vorlesung abhängig von der Dicke des Eroof-MOK: 2.2.9. Bei der Durchführung von Winkel- und Markenverbindungen des Auftraggebers wird der Betrag der Nahtkategorie berücksichtigt: Mit einem Messer einer Naht 3 ÷ 5 mm wird das Schweißen von einem E-Leder mit einem Durchmesser von 3 ÷ 4 mm erzeugt, Und mit einer Nutrode von 6 ÷ 8 mm werden die Elektroden von Diabe für 3 ÷ 5 mm verwendet. 2.2 .1 0. Entsprechend dem ausgewählten Durchmesser muss der Schnurrbart von einem Kochstrom installiert werden, der auf dem werkseitigen Etikett angegeben werden muss, das mit Elektroden an die Packung verklebt ist. 2.2. elf . Die Menge aus dem Kochstrom für den ED-Lex 4 ÷ 6 mm kann durch die Formel bestimmt werden:
Y \u003d (40 ÷ 60) · d e,
Wobei y der Wert aus dem Kochstrom ist und; D E-DI AMB-Elektrode, mm. 2.2. Die Größe des Schweißstroms für die Elektroden mit einem Durchmesser von 4 mm und mehr als 6 mm kann durch die Formel bestimmt werden:
Y \u003d (20 + 6d e) · d e.
PR und dies sollte geändert werden, wobei die Dicke des Metalls und der Position der Schweißnaht berücksichtigt wird. Die Kanten und Dicke der Kanten von 1, 3 d U 1,6 d. Die berechnete Erfassung des Schweißstroms wird um 1 0 ÷ 1 5% verringert, und mit der Dicke der Kanten mehr als 3 DE - der CHIV Ayut ist 1 0 ÷ fünfzehn%. Schweißen vertikal I. deckennähte Leistung durchführen, pro 1 0 ÷ 1 5% weniger Abrechnung. 2.2. 1 3. Metallelektroden für lichtbogenschweißen Daraus erfolgt nach GOST 9466-75. "Metallbeschichtete Elektroden für manuelles Lichtbogenschweißen und -oberflächen. Klassifizierung, Größen und allgemeine technische Anforderungen I ". Größen installiert GOST:
Tabelle 1
|
Elektrodendurchmesser, mm |
Elektrodenlänge, mm |
||
|
kohlenstoff- und legierter Draht |
aus hochlegiertem Draht |
||
2.3. Sequenz- und Arbeitsmethoden
2.3. einer . Ich mache eine Montage von SV-Bogenpfosten (siehe RI S. 4) für was:
Feige. 4. Mit X EMA mit Verbindung mit der Kochpost für manuell mit dem Kochen
A) etabliert den elektronischen E-Schweißtransformator in einem speziell ausgestatteten OM gemäß den "Regeln dieser HN IKI Safe Angst und Brandschutz", Platz. Wählen Sie die Marke des Schweißtransformators in der Tabelle aus. 2
Tabelle 2
|
Markentransformator |
Schweißstrom und |
Spannung, B. |
Nennleistung, sq · a |
Gesamtabmessungen, mm |
Masse, kg. |
nominelle Arbeiten |
||
|
nominal |
regulierungsgrenzen |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD -0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM- 31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM- 50 35 2 |
555 × 585 × 888 |
|||||||
| T DM- 50 2U2 |
720 × 845 × 780 |
|||||||
Ri s. fünf . Klammern für Drucken Rochetische Drähte zum schweißbaren Produkt:
a) äußere, b) Schraube
E) Verbinden Sie den zweiten Anschluss des Schweißtransformators mit den Drähten von RGD oder RGDO (GOST 6731 -77E) an den elektrischen Halter (siehe RGD 6).
Feige. 6. Arten von E-Mail-Ro-Dodorg bei Belie
E) Sie sind Birahe mit der Messung von Drähten mit Kocharbeiten mit ihrer Länge mit nicht mehr als 3 0 m auf empfohlenen Standards:
|
Der größte Wert des Schweißstroms und |
||||
| Leitungsbereich, mm 2: | ||||
| Single | ||||
| Double n wow. |
U L \u003d 1, 73Jρl / s,
Wo u l die Leere ist, in; J - Schweißstrom und; ρ ist der Widerstand der Drähte, Ohm · m; L ist die Länge der Drähte, m; S ist die Querschnittsfläche der Drähte, mm 2. Wenn der Wert U L das von mehr als 5% zulässig ist, ist es erforderlich, den Bereich des Drahtquerschnitts zu erhöhen; h) Einträge zum Schutz der Augen und der Haut des Gesichts mit Dateischweißen mit Schildern, Mas Kami oder Helme (GOST 1 361-69) (siehe RI S. 7).
Ri s. 7. CRE DS TV-Schutz vor der Belichtung von einem Kochbogen und Metall spritzt
2.3.2. Erlöse, um die Erschließung von ENI in die Erstellung des Designs und des Auslösens von VN, der Dokumentation aller notwendigen Wandmontage, dem Kronech der in den Boten der Automobil-, Kreuzung, Minen und elektronischen Installationen zu erfüllen. 2.3.3. Mischen Sie die Klammern der an den Wänden an den Wänden an den Wänden an den Wänden befestigten Kräften, bewegen Sie sie miteinander, so dass der Lücke zwischen ihnen bleibt, P Avny 1 ÷ 2 mm, der einzelnen Abschnitte der Rucks-Rinnen mit Ronim Swiss ( siehe p. 8) und schweißen Sie die erhaltene Spur der Köpfe an den Stößen an uns von zwei Seiten (mit MP 9) mit der Breite der Köpfe von 400 bis 6 00 mm oder einerseits auf einem Schacher - mit einem Breite der Nichtrillen 1 50 ÷ 300 mm.
P und s. 8. Schweißen von Rillen mit einem Tyk
Um mit agenteöser Kohle, sind die Hauptrinnen von PR von zwei Seiten emariös, wie in Fig. 2 angegeben. neun.
Feige. 9. Muss mit einer Rinne zur Halterung oder der Kohle zusammen mit der Taille zusammen sein
2.3.4. Bewegen Sie den Magier und den Hub des Jubus des Raums im Falle der Platzierung des Raums, es wird auf den Magis geschmolzen und fixiert (siehe Klausel 2.3.3), so dass der Lücke zwischen den Rinnen 1 ÷ 2 mm betrug und erzeugen Sie Schweißmagis-Werkzeugnuten mit einem Tyk in einem Winkel von 90 ° (mit m. S. 10 und FIG. 11). Zur gleichen Zeit verbieten mich jede Seitengasse und die Rinne mit Toron von der Sonne.
Feige. 11. Befestigung einer Kofferraumrinne an einer Verbindung von 90 °
2.3.5. Wir züchten einen Kofferraum um B in einem Durchgang mit Melodien bis N mit automatisierten Carnels (mit m. S. 12). Das Schweißen erfolgt mit einem mit einem Toron der Rinne mit einem Verschluss in einer versetzten Reihenfolge.
P ist. 12. Passage Magis Handel über die Wand
2.3.6. Wir schweißen die vertikalen Kofferraumrinnen an den H-Halterungen, es ist an den Wänden des Raums gefesselt (siehe Fig. 13). Das Schweißen wird mit drei mit Toron zu jeder Halterung gefahren.
Feige. 1 3. Schlampe les im Helden des Hals
2.3 .7. Montieren Sie die Rassen der Hauptstämme in der Rahmenzeile (siehe S. 14), wobei das Schweißen der Nuten mit den Kronen der Rahmen der Rahmenreihe aus drei Seiten des jeweils Seiten-Robe-Streifens hergestellt wird.
Ri s. 14. Abstieg der Nuten in der Rahmenreihe
2.3.8. Verspotten Sie die Karten der trawelnden Rillen inmitten ihrer Passage durch die Bodenüberlappung (siehe S. 15). Bei der Erzeugung von Arbeit wird die Armee der Kofferraumrinnen an das gerahmte Loch auf beiden Seiten der Seitenbänder der Rinne hergestellt.
Feige. 15. Passierung von Kofferraumgutter durch die Überlappung
2.3.9. Installieren Sie die Metallstrukturen im Bergsteinraum. Die Basen der Schlitzhalterungen sind mit der Fundamentkohle verschweißt. Im oberen Teil der Klammern und zu den Stahlstreifen E 3 0 × 4 gekocht werden. Anhebungen der Anlage des YNOV Kronex in der Mine ist in Fig. 4 gezeigt. Sechszehn.
Feige. 1 6. Ein Beispiel für die Installation von Klammern in einer Mine
Die Befestigung der Reihen von Schlitzhalterungen zwischen sich selbst und an den Wänden des Raums wird mit einem 40 × 50 × 4-Rumpf-Quadraten hergestellt, die mit den oberen Herausforderungen der Kletterklammern und an der Wandmontagekohle verschweißt sind. Private Dachrinnen in den Räumlichkeiten und Minen sind an der Hauptkohle verschweißt, wobei die extremen Carnels der Rinne von beiden Seiten verschweißt werden (siehe S. 9) und auf den Rest der Kohle - einerseits in einer Schachordnung (siehe RI S. 17 und Reis. Achtzehn).
Feige. 1 7. Rennstreifen und Ort des Schweißens von Gossip Bow in SH AHTE (ungefähr
Feige. 1 8. Lage und Ort des Schweißens von Rillen in W Act E (P rez Mernne)
2.3. 1 0. WICHTIGE Cornels Befestigen Die Reihen der Klammern in der Mine wird durch Schweißen in der Verbindung (mit m. RI S. 19a) oder Nnales T (mit m. RI S. 19b) gespleißt.
Feige. 19. Beispiele für das Spleißen des Trunk X Square
2.3 .11. Es gibt Anlagen in den Lady-Rutschen an den Mauern der Mire. Ein Beispiel für eine Suite und ein Schweißen von Schweißen der Rinnen. Gegeben in FIG. 20 und FIG. 21.
Feige. zwanzig. Die Lage und der Ort des Schweißens der Rinnen in der Mine (ungefähr)
Ri s. 21. Lage und Orte des Schweißens von Rinnen in der Mine (ungefähr)
2.3 .1 2. Die Installation von Stabtallokons in k ro ss e wird ähnlich auf die Installation der Metallbeobachtung in Shah erzeugt. Die Ränge der Statistiken im Kreuz sind untereinander montiert und an den wandmontierten Räumen des Raums mit Hilfe von 40 × 50 × 4-Rumpf-Quadraten, die mit dem Rahmen der Kreuz- und Wandkohle verschweißt sind. Die Montage von gewöhnlichen Nuten im Querschweißverfahren ist ähnlich der Halterung in der Mine. Ein Beispiel für die Installation von Nuten über Zellen Fall CA ist auf RI S dargestellt. 22
P ist. 22. Führen Sie Endern von Anvok und Gaben auf Tscheches an Ross aus
2.3. 1 3. Befestigung der magischen Rillen an das gewöhnliche Betriebssystem werden durch Schweißen mit einem Absturz gefliest, der auf beiden Seiten an Seitenbändern von gewöhnlichen und kofferischen Rinnen geschweißt ist (siehe RI S. 23).
Feige. 23. antwortet E-Kofferraumrinnen zu gewöhnlich
2.3. 1 4. Befestigung der Rumpfnuten an den Hauptnuten in einer Spannweite auf 2,5 m, die durch das Verfahren mit dem Kochen dienen, und der Kofferraumrutsche für die Vorliebe von Teli wird mit Talny-Stangen verbessert, die an beiden Seitenbändern der Rinne geschweißt werden (siehe p. 24).
Feige. 24. Befestigung von Farthing auf 2,5 m
3. 3.1 5. Die Befestigung der Rillen zur Wachstum von Äpfeln der gesamten Drähte ist gleich, aber die Befestigung der Hauptnuten in der Spannweite beträgt auch bis zu 2,5 m, auch durch Schweißen, nur die Verwendung der Stahlstangenstange verwendet. Ein Beispiel, um die LO BOV-Stämme in Fig. 1 zu befestigen. 25.
Feige. 25. B. Befestigung eines Chromdrahts für Chromdrähte
2.3. 1 6. Befestigung des Rahmens mit Prüfbuchsen im Abonnentenkreuz wird durch Kochen erfolgt. Beim Messen des Rahmens ist das Schweißverfahren in Fig. 4 gezeigt. 26.
Ri s. 26. Befestigte Rahmen mit IP-Folter-Nestern in Abon Nts KO M Kreuz
2 3.1 7. Nach der Installation von Metallstrukturen ist es möglich, Schweißverbindungen aus Okalin zu reinigen, indem die Qualität ihrer Ausführung und des grauen Email-Malens überprüft wird. 2.3. 1 8. Bei der Prüfung der Qualität der geschweißten Gelenke, die nicht über die Inspektion mit einer 10-fachen Vergrößerung ist, können Defekte erkannt werden. Die Arten von Mängeln, die im Prozess des Schweißens geliefert sind, sind in Fig. 4 gezeigt. 27.
Feige. 27. Ansicht von Mängeln während des Schweißens
2 .3.1 9. Die DIGKEN mit varnya sind mit den nachfolgenden Augen aus der Waage und der Beschichtung mit einem mit dem Lozem SEE EM ALI mit der Tonhöhe von ARCO verbunden.
2.4. Sicherheitsmaßnahmen beim Durchführen von Schweißen
2.4. einer . Das Gehäuse der Leistungsquellen des Bogens (Transformatoren), von der Kochhilfsmittel und den geschweißten Produkten, die das Fahrzeug vor dem Beginn der Arbeit errammen. 2.4.2. Es wird von Kupfer m Kupfer durchgeführt, einem Con-Aufprall an einem speziellen Bolzen mit der Inschrift "Zle Bla" am Körper der Quelle des Abschwunges Ich bin ein Bogen und das zweite Ende - zum Boden mit ihrem Reifen. 2.4 .3. Um einen Schweißtransformator an das Netzwerk anzuschließen, werden Wandboxen mit Hubschrauber, Prephashers und Klammern verwendet. Es ist nicht an L FLAS an den lhna ce 10 m gewöhnt. 2.4.4. Wenn Sie die Stromverkabelung erhöhen müssen, wird die Verbindung mit einer festen Isoliermasse verwendet. 2.4.5. Die Zuführdrähte sind auf einer Höhe von 2,5 bis 3,5 m suspendiert, und die Fensterläden der Drähte bestehen in Tallichki-Rohr. 2.4.6. Das Schweißen von Pro in den S) sollte mit einer guten Isolierung verwendet werden und einen Querschnitt aufweisen, der dem Schweißstrom entspricht. 2.4.7. SVETI-Filter, die in die Beobachtungsantwort des Fleisches, Masken oder Chants eingesetzt sind, werden je nach Schweißstrom in Übereinstimmung mit GOST 9497-60 ausgewählt. Drei Arten von Dampftypen sind mit Veto: E-1 (für Ströme 30 - 75a), E-2 (für Ströme 75 - 200 A), E-3 (für Ströme 200 - 400 A), 3 - 4 (für Ströme 200 - 400 A), 3 - 4 ( Für Ströme B ol 400 A). 2.4.8. Es scheint, die Augen der Arbeiter zu sehen, die bei der Durchführung mit Kocharbeiten helfen, Lichtfilme werden in-1, 2 und c- 3. 2.4.9 verwendet. Schweißarbeiten werden in der SPE-CodeGuard von der Plane oder dem SQ. In der Hose hergestellt. 2.4 .1 0. Beim Schweißen der Decke, horizontalen und vertikalen Nähte werden horizontale und vertikale Nähte, bar- und vertikale Wrapper abgenutzt und fest an den Ärmeln für die Hände dicht festgelegt. 2.4. elf . Geschweißte Nähte Zaches suchen von der Schlacke nur nach voller Abkühlung und stellen Sie sicher mit einfachen Gläsern. 2.4. 1 2. Belüftungsaufträge an lzna bieten Werbkopf mit manuellen Lichtbogenschweißelektroden mit hochwertiger Beschichtung von 4000 bis 6000 m 3 pro 1 kg Elektrodenverbrauch. 2.4. 1 3. Die folgenden Substanzenkonzentrationen in der Luft sind am Arbeitsplatz (in Mg / m 3) zulässig: M Argan und seine Verbindungen - 0,3; Chrom und seine Verbindungen - 0,1; Blei und seine Verbindungen - 0,001; Fluorwasserstoff - 0,5; Oxid und die Säure - 5.0; Benzin, Ke Kolophonium - 300.0. Die Konzentration des Netox und der Staub von mehr als 1 0 mg / m 3 ist jedoch nicht zulässig, wenn der Quarzgehalt in Staub 1 0% übersteigt, dann ist die Konzentration von nichtgiftigem Staub nur zu 2 mg / m 3 zulässig.2.5. Numerische Qualifikationszusammensetzung von Künstlern
Arbeitet an der MODA in Metalokons von Trucking-Trucks, die Schweißmethode wird durch den Glied der Gesamtzahl der Gesamtzahl von 3 Personen der Schafe A durchgeführt, die Folgendes umfasst: Mont Tazhn IR-Kommunikation 5 Entladung und Dai MA Onewarna Eine Verbindung ist viermal eine Reihe , von denen eine Kurse zu Methoden abgeschlossen hat. Schweißarbeiten.2.6. Berechnung der Arbeitskosten
Die Norm der Zeit der Schweißtree besteht auch aus der Vorbereitungszeit - T N, etwa der Dynamiker über die Zeit - T O, Hilfszeit - T B, ergänzte Zeit - T D und Z anseckt Time - T z.Wobei y \u003d 7,85 g / cm 3 - spezifisch eng mit tali, f \u003d 0, 5 5 s m 2 - POP RAIR-Querschnitt W va, l \u003d 1 00 cm - Nahtlänge, d B \u003d 1 0 g / a · c - Die Kologe passt aus Elektroden von Elektroden, J \u003d 1 80 A ist die Stärke des Schweißens des Schweißens, Heapen. \u003d 0,25 - Der Koeffizient, unter Berücksichtigung der Organisation von Arbeit, K - dem Koeffizienten des GE, unter Berücksichtigung der Arbeitsorgane, pro 1 00 cm Naht, T O ist die Hauptzeit des Brennens des Bogens. Die Berechnung tr u an Sie sollten in der Tabelle angegeben werden. 3.
Tisch 3.
|
Begründung (Yenir usw.) |
Name der Werke. |
Maßeinheit |
Arbeitsumfang |
Zeitrate pro Maßeinheit, Person-H |
Arbeitskosten für das gesamte Volumen, Person-H |
Preise pro Messeinheit, RUB.-COP. |
Die Kostenkosten für das gesamte Volumen, reiben. - COP. |
| Installation Meta LL Windows-Strukturen bei der Schweißmethode |
2.7. Qualitätsbetriebssteuerungsschema
Das Schema der operativen Qualitätskontrolle bei der Durchführung der Arbeit an der Installation der Me Tall-Konstruktionen durch das Schweißenmethoden wird in der Tabelle angegeben. vier.Tabelle 4.
|
Name der zu kontrollierenden Operationen |
Qualitätskontrolle von Operationen |
angehängte Dienste |
||||
|
hersteller von Arbeit. |
meister |
|||||
| Vorarbeit | Die Richtigkeit der Organisation des Arbeiters damit. Kompetenz von Schweißgeräten und H-Adezhnachse. Das Vorhandensein und die Richtigkeit der notwendigen Strukturen und Teile | Visuell | D Über den Beginn der Arbeit mit dem Kochen von Metallfenstern | |||
| Qualität mit E-Denunionen geschweißt | Unsinn-Risse, Poren, Schlacken x inklusive Cheni, Imperativ in, Sublikas, Zufluss, Verbrennungen, Krater, Unebene Verkauf der Nahtbreite, Verschiebungen Schweißkanten | Visuell mit einer Lupe mit 10 - mehreren Melen | Im Prozess des Schweißens | |||
3. Technische und wirtschaftliche Indikatoren
Arbeitsintensität von Werken, Person-DN. - Dauer, Tag. - Die Anzahl der Anny-Installateure, Menschen. - 3.4. Material- und technische Ressourcen
Der Bedarf an Werkzeugen und Geräten führt zum Tisch. fünf.Tabelle 5.
|
Name |
Art, Mark, Gost, TU |
Nummer, PCs. |
Zweck |
|
| Elektrisch leiter 300 a oder 500 a |
GOST 14651-78 E. |
Um die Elektrode zum Schweißen zu halten | ||
| Schweißdrahtmarke und Prgd L \u003d 3 m |
GOST 6371 - 77E |
Für unter Konjunktion von EL Ejector Ro doorTor | ||
| Kupplung | Zum Verbinden von Drähten | |||
| Bodenklemme | Ich habe mit dem geschweißten Teil verbunden | |||
| RTC mit einem elektrischen Griff L \u003d 200 mm |
Gost 17199 -7 1 |
Für unterschiedliche Arbeitsstunden an der Reparatur von Schweißgeräten | ||
| Zange kombiniert in Tiere L \u003d 200 m m |
Gost 17440 -72. |
|||
| Divorcing-Schlüsselnummer 2 |
Gost 7275-75. |
Drähte anschließen | ||
| Hammer A 2. |
GOST 2310 - 70 |
Zur Strippung Naht | ||
| ST E CLO LAST (SV EtOTO ILTR) Typ E-2, E-3, E-4 |
Gost 9497 - 60 |
Für n Reservoirauge aus de i schweißbogen | ||
| Glaslicht E Größe 52 × 1 04 × 3 | Für den Lichtfilterschutz | |||
| Metallbürste an Cardol E nte |
TU- 494-01 -104-76. |
Zum Wischen von Schwarm in den Oberflächen | ||
| Mask-Schweißer SS. |
GOST 136 1-69. |
Sich gegen einen Kochbogen schützen | ||
| Meißel |
Gost 72 11 -72 |
Zur Strippung Naht | ||
| Zähler, der mich verbündet |
Gost 7253 - 54 |
zum Messen von Teilen und Entfernungen zwischen ihnen | ||
| Schweißen Trance FO RM AR | ||||
| El e crop. |
Gost 9466-75. |
Ministerium für Kommunikation der SSR Union
Spezialisiertes Design und technologisch
Bureau of Construction Technology Communication
Genehmigen
Stellvertreter. Kopf von GRS.
A. I. Pralin.
Routing
Bei der Installation von Metallstrukturen PBX-Verfahren
Lichtbogenschweißen
Feige. 1. Die Position der Schweißnähte relativ zum aktuellen Aufwand:
a) Flanken, b) frontal, c) schräg
![]()
Feige. 2. Position der Schweißnähte im Weltraum:
a) niedriger, b) horizontal, c) vertikal, d) Decke
Feige. 3. Außenformen der Schweißnähte:
a) konvex, b) normal, c) konkav
2.2.8. Der Durchmesser der Schweißelektrode ist in Abhängigkeit von der Dicke der geschweißten Kanten, der Art der geschweißten Gelenk- und Probengrößen, montiert. Für die Stoßverbindungen werden praktische Empfehlungen zur Wahl des Durchmessers der Elektrode in Abhängigkeit von der Dicke der geschweißten Kanten aufgenommen:
2.2.9. Bei der Durchführung von Winkel- und Tried-Verbindungen wird die Größe der Nahtkategorie berücksichtigt: Mit einem Messer der Naht 3 ÷ 5 mm wird das Schweißen von einer Elektrode mit einem Durchmesser von 3 ÷ 4 mm und den Elektroden mit a hergestellt Durchmesser von 4 ÷ 5 mm werden mit einem Messer 6 ÷ 8 mm verwendet.
2.2.10. Gemäß dem ausgewählten Durchmesser der Elektrode ist die Größe des Schweißstroms auf dem werkseitigen Etikett angegeben, das mit Elektroden verklebt ist.
2.2.11. Die Größe des Schweißstroms für die Elektroden 4 ÷ 6 mm kann durch die Formel bestimmt werden:
Y \u003d (40 ÷ 60) · de,
wobei y der Wert des Schweißstroms ist und;
DE ist der Durchmesser der Elektrode, mm.
2.2.12. Die Größe des Schweißstroms für die Elektroden mit einem Durchmesser von weniger als 4 mm und mehr als 6 mm kann durch die Formel bestimmt werden:
Y \u003d (20 + 6de) · de.
Es sollte geändert werden, wobei die Dicke des Metalls und der Position der Schweißnaht berücksichtigt wird.
Bei der Dicke der Kanten von 1,3d bis 1,6 wird der berechnete Wert des Schweißstroms um 10 ÷ 15% reduziert, und mit der Dicke der Kanten der mehr 3DE-Erhöhung um 10 ÷ 15%. Schweißen vertikale und Deckennähte werden von einem Strom ausgeführt, 10 ÷ 15% weniger als der berechnete.
2.2.13. Metallelektroden für Bogenschweißen werden gemäß GOST 9466-75 hergestellt. "Metallbeschichtete Elektroden für manuelles Lichtbogenschweißen und -oberflächen. Klassifizierung, Größen und allgemeine technische Anforderungen. "
Größen installiert GOST:
Tabelle 1
|
Elektrodendurchmesser, mm |
Elektrodenlänge, mm |
||
|
kohlenstoff- und legierter Draht |
aus hochlegiertem Draht |
||
2.2.14. Zulässige Abweichungen entlang der Länge der Elektrode an der Hand bis zu ± 7 mm und mit Maschine auf ± 3 mm. Zulässige Abweichungen im Durchmesser im Bereich von -0,12 bis +24 mm, abhängig vom Durchmesserwert und dem eingestellten Genauigkeitsgrad.
2.3. Sequenz- und Arbeitsmethoden
2.3.1. Machen Sie eine Montage eines Schweißpfostens (siehe Abb.) Für was:
Feige. 4. Schema des Schweißpfostens für manuelles Schweißen
a) Installieren Sie den Schweißtransformator in einem speziell ausgestatteten, gemäß den "Sicherheits- und Brandschutzbestimmungen", Platz. Wählen Sie die Marke des Schweißtransformators in der Tabelle aus. .
Tabelle 2
|
Schweißstrom und |
Spannung, B. |
Nennleistung, sq · a |
Gesamtabmessungen, mm |
Masse, kg. |
||||
|
nominelle Arbeiten |
leerlauf |
|||||||
|
nominal |
regulierungsgrenzen |
|||||||
Hinweis. Die Tabelle zeigt die seriellen freigegebenen Transformatoren für das manuelle Lichtbogenschweißen. Transformatoren dürfen mit anderen ähnlichen Zwecken ersetzen;
b) Verbinden Sie den installierten Schweißtransformator mit dem Stromversorgungsnetz über den Schalter oder den magnetischen Anlasser mit den PRG-Drähten (GOST 20520-80), ACPT oder AKPRTN (GOST 13497-77E).
c) Boden das Gehäuse des Schweißtransformators unter Verwendung der in Absatz B genannten Drähte;
d) Verbinden Sie einen der Anschlüsse des Schweißtransformators mit dem geschweißten Teil mit der Klemme (siehe Fig. 1) (GOST 20520-80), ACPT oder AKPRTN (GOST 13497-77E);
Feige. 5. Klemmen, um den Schweißdraht an dem schweißbaren Produkt anzubringen:
a) äußere, b) Schraube
e) Verbinden Sie den zweiten Anschluss des Schweißtransformators an den elektrischen Halter (siehe Abb.) Drähte oder PBGO (GOST 6731-77E);
Feige. 6. Arten von elektrischen Haltern
e) Wählen Sie einen Querschnitt von Drähten zum Schweißen mit ihrer Länge nicht mehr als 30 m auf empfohlene Normen:
|
Der größte Wert des Schweißstroms und |
||||
|
Leitungsbereich, mm2: |
||||
|
single |
||||
|
dual |
g) Mit der Länge der Schweißdrähte bis zu 100 bis 150 m den Spannungsabfall durch die Formel bestimmen:
Ul \u003d 1,73Jρl / s,
wo ul der Spannungsabfall ist;
J - Schweißstrom und;
ρ ist der Widerstand der Drähte, Ohm · m;
l ist die Länge der Drähte, m;
s ist die Querschnittsfläche der Drähte, mm2.
Wenn der Wert von UL um mehr als 5% übersteigt, ist es erforderlich, den Bereich des Drahtquerschnitts zu erhöhen;
h) Verwenden Sie zum Schutz der Augen und der Haut der Person beim Schweißen mit Paneelen, Masken oder Helmen (GOST 1361-69) (siehe Fig.).
Feige. 7. Heilmittel gegen die Auswirkungen von Schweißbogen und Metallspritzern
2.3.2. Machen Sie einen Halterung gemäß der Konstruktion und lehrreicher Dokumentation aller erforderlichen Wandquadrate, Klammern in den Räumlichkeiten der Zuordnung, Kreuz, Minen und Kraftwerke.
Feige. 9. Befestigung der Rinne an der Halterung oder der Kohlenstoff an der Wand
2.3.4. Überspringen Sie die Kofferraumrutsche durch das Loch in die Raumwand, bewegen Sie es an die Rutschrutsche gelegt und fixiert (siehe S.), so dass der Spalt zwischen den Rinnen 1 bis 2 mm beträgt und das Schweißen der Kofferraumrinnen in die Kreuzung in einem Winkel von 90 ° (cm. FIG. und FIG. Gleichzeitig ist jeder Seitenstreifen der Rinne von allen Seiten grob.
Feige. 11. Befestigung einer Kofferraumrinne an einer Verbindung von 90 °
2.3.5. Wir schweißen die Kofferraumrutsche in der Passage durch die Wand an Wandmontagekohle (siehe Abb.). Das Schweißen ist auf einer Seite der Rinne einseitig in einer Schachordnung hergestellt.
Feige. 12. Passage der Hauptbeschwerde durch die Wand
2.3.6. Wir schweißen die vertikalen Kofferraumrinnen an den an der Wand des Raums befestigten Klammern (siehe Abb.). Das Schweißen wird an jeder Halterung von drei Seiten hergestellt.
Feige. 13. Montage der vertikalen Hauptschachtel an der Wand
2.3.7. Montieren Sie die Auslöser der Kofferraumrinnen in der Rahmenzeile (siehe Fig. 1), wobei das Schweißen der Nuten mit den Klammern der Rahmenreihe von drei Seiten von jedem Seitenrobe-Streifen hergestellt wird.
Feige. 14. Abstieg der Nuten in der Rahmenreihe
2.3.8. Montieren Sie die Rennen der Kofferraumrinnen an den Stellen ihres Durchgangs durch die Bodenüberlappung (siehe Abb.). Bei der Herstellung von Werken, Schweißkoffergutter an den Rahmen des Durchgangslochs, machen auf beiden Seiten die Seite des Kopfes der Rinne.
Feige. 15. Aufragendes Gerät der Kofferraumgutter durch die Überlappung
2.3.9. Installieren Sie die Metallstrukturen im Bergsteinraum. Die Basen der Schlitzhalterungen sind mit der Fundamentkohle verschweißt. In der Oberseite der Klammern schweißt sich an dem Stahlstreifen von 30 × 4. Ein Beispiel für die Installation von Klammern in der Mine ist in Fig. 4 gezeigt. .
Feige. 16. Ein Beispiel für die Installation von Klammern in einer Mine
Die Befestigung der Reihen der Schlitzhalterungen zwischen sich selbst und an den Wänden des Raums besteht aus der Hilfe von 40 × 50 × 4 Netznetz, die an der Oberseite der Schlitzhalterungen und an der Wandmontierten Kohle geschweißt sind. Private Dachrinnen in den Räumlichkeiten der Welle sind an der Hauptkohle verschweißt, und an den äußersten Rinnen werden von zwei Seiten (siehe Fig. 1) und auf den Rest der Kohle geschweißt - der einen Hand in einer Schachordnung (siehe Fig. 1) . Und FIG.).
Feige. 17. Lage und Ort des Schweißens von Rinnen in der Mine (ungefähr)
Feige. 18. Die Lage und der Ort des Schweißens von Rinnen in der Mine (ungefähr)
2.3.10. Die Hauptkohlebefestigung der Klammernreihen in der Mine wird durch Schweißen in der Verbindung (siehe Abb. A) oder vanbest (siehe Abb. B) gespleißt.
Feige. 19. Beispiele für das Spleißen von Trunk-Quadraten
2.3.11. Luftschachteln an den Wänden des Minenraums machen. Ein Beispiel für den Ort und der Ort des Schweißens der Rinnen ist in Fig. 2 gezeigt. und FIG. .
Feige. 20. Die Lage und der Ort des Schweißens der Rinnen in der Mine (ungefähr)
Feige. 21. Lage und Ort des Schweißens von Rinnen in der Mine (ungefähr)
2.3.12. Die Installation von Metallstrukturen im Kreuz ist ähnlich wie die Installation von Metallstrukturen in der Mine. Die Ränge der Statistiken im Kreuz sind untereinander montiert und an den wandmontierten Räumen des Raums mit Hilfe von 40 × 50 × 4-Rumpf-Quadraten, die mit dem Rahmen der Kreuz- und Wandkohle verschweißt sind. Die Montage von gewöhnlichen Nuten im Querschweißverfahren ist ähnlich der Halterung in der Mine. Ein Beispiel für die Installation der Nuten über den Querzellen ist in Fig. 2 gezeigt. .
Feige. 22. Beispiel der Installation von Nuten über Kreuzzellen
2.3.13. Die Befestigung der Kofferraumrinnen an das Gewöhnliche wird durch Schweißen unter Verwendung einer Stange durchgeführt, die auf beiden Seiten an Seitenbändern von gewöhnlichen und kofferischen Räuchergutter verschweißt ist (siehe Fig. 23).
Feige. 23. Befestigung der Hauptschacht an den gewöhnlichen
2.3.14. Die Befestigung der Kofferrillen an den Hauptnuten im Spanger beträgt bis zu 2,5 m, der durch das Schweißverfahren bis zu 2,5 m durchgeführt wird, und der Rutschrutsch für Festigkeit wird durch Stahlstangen verstärkt, das sowohl seitlich an der Rinne geschweißt (siehe Abb.) .
Feige. 24. Befestigung der Rinne in der Spannweite auf 2,5 m
3.3.15. Die Befestigung der Nuten für Querstördrähte ist ähnlich wie die Befestigung der Kofferraumrinnen in der Spannweite auf 2,5 m, nur durch Schweißen, nur ohne Verwendung von Stahlsteifsträgern hergestellt. Ein Beispiel für die Befestigung der Nuten ist in Fig. 2 gezeigt. .
Feige. 25. B. Befestigung eines Chromdrahts für Chromdrähte
2.3.16. Befestigung eines Rahmens mit Testbuchsen im Abonnentenkreuz wird durch Schweißen erfolgt. Ein Beispiel für die Befestigung des Rahmens durch das Schweißverfahren ist in Fig. 2 gezeigt. .
Feige. 26. Befestigungsrahmen mit Testnächten im Teilnehmerkreuz
2.3.17. Nach der Installation von Metallstrukturen wird geschweißte Verbindungen aus dem Maßstab, überprüft die Qualität ihrer Ausführung und dem Malen mit grauem Email.
2.3.18. Bei der Überprüfung der Qualität von Schweißverbindungen durch externe Inspektion mit einer 10-fachen Vergrößerung können Defekte erfasst werden. Die Arten von Mängeln, die im Prozess des Schweißens geliefert sind, sind in Fig. 4 gezeigt. .
Feige. 27. Arten von Mängeln beim Schweißen
2.3.19. Defekte der Schweißverbindungen werden von einem Lager mit anschließender Reinigung von der Skala und der Beschichtung mit einer Schicht grauem Email korrigiert.
2.4. Sicherheitsmaßnahmen beim Durchführen von Schweißen
2.4.1. Das Gehäuse der Stromquellen des Bogens (Transformatoren), Schweißzubehör und die geschweißten Produkte sind bis zum Beginn der Arbeit gemahlen.
2.4.2. Erdung wird durchgeführt kupferkabelEin Ende davon ist mit einem speziellen Bolzen mit der Inschrift "Erde" am Gehäuse der Quelle der Lichtbogenstromversorgung und dem zweiten Ende des Erdungsreifens verbunden.
2.4.3. Um einen Schweißtransformator an das Netzwerk anzuschließen, werden Wandschubladen mit Schaltern, Sicherungen und Klemmen verwendet. Die Länge der Drähte der Stromversorgung sollte 10 m nicht überschreiten.
2.4.4. Wenn Sie die Leistungsdrähte erweitern müssen, wird eine Kupplung mit einer festen Isoliermasse verwendet.
2.4.5. Die Vorschubdrähte sind auf einer Höhe von 2,5 bis 3,5 m suspendiert, und die Schnitte der Drähte werden in Metallrohren abgeschlossen.
2.4.6. Schweißdrähte sollten mit einer gewünschten Isolierung verwendet werden und haben einen Querschnitt, der dem Schweißstrom entspricht.
2.4.7. Lichtfilter, das in das Beobachtungsloch der Abschirmung, Maske oder den Helm eingesetzt sind, werden je nach Schweißstrom in Übereinstimmung mit GOST 9497-60 ausgewählt. Vier Arten von Glaslichtfiltern sind bereitgestellt: E-1 (für Ströme 30 - 75a), E-2 (für Ströme 75 - 200 A), E-3 (für Ströme von 200 - 400 A), 3 - 4 ( für mehr als 400 Strömungen, aber).
2.4.8. Um die Augen der Arbeiter zu schützen, dienen beim Durchführen von Schweißen, Filter B-1, B-2 und B-3.
2.4.9. Schweißarbeiten werden in Overalls aus Planen oder dichter Tuch in Handschuhen und Kopfschmuck hergestellt, während die Hosen nicht in Schuhe, Taschen - mit Ventilen geschlossen werden sollte, und der Jacke sollte nicht in der Hose nachgefüllt werden.
2.4.10. Bei der Schweißdecke, horizontale und vertikale Nähte werden Tarp-Trunks getragen und fest auf die Hülsen in den Händen verbunden.
2.4.11. Geschweißte Nähte nur nach vollständiger Kühlung von Schlacke gereinigt und mit einfachen Brillen sicher sind.
2.4.12. Belüftungsgeräte müssen den Luftaustausch bieten, wenn manuelle Lichtbogenschweißelektroden mit hochwertiger Beschichtung von 4000 bis 6000 m3 pro 1 kg Elektrodenverbrauch anbieten.
2.4.13. Die folgenden Substanzenkonzentrationen in der Luft sind am Arbeitsplatz (in mg / m3) zulässig: Mangan und seine Verbindungen - 0,3; Chrom und seine Verbindungen - 0,1; Blei und seine Verbindungen - 0,001; Fluorwasserstoff - 0,5; Stickstoffoxid - 5.0; Benzin, Kerosin - 300.0.
Die Konzentration von ungiftigem Staub beträgt jedoch nicht mehr als 10 mg / m3 ist jedoch nicht zulässig, wenn der Quarzgehalt in Staub 10% übersteigt, dann ist die Konzentration von ungiftigem Staub nur bis 2 mg / m3 zulässig.
2.5. Numerische Qualifikationszusammensetzung von Künstlern
Arbeit an der Installation von Metallstrukturen PBX durch das Schweißen Verfahrensmethode wird von der Verbindung mit einer Gesamtzahl von 3 Personen durchgeführt, die Folgendes umfasst: Die Montagelinie 5 der Entladung und zwei Montage der Kommunikation 4 Entlastung, von denen eines abgeschlossene Kurse hat auf den Methoden des Schweißens.
2.6. Berechnung der Arbeitskosten
Die Zeitrate auf dem Schweißen ist aus fünf Elementen: Vorbereitungszeit - TP, der Hauptzeit - bis, der Hilfszeit - TB, zusätzlicher Zeit - TD und der Endzeit - TZ.
wobei y \u003d 7,85 g / cm3 - die spezifische Dichte von Stahl,
F \u003d 0,55 cm2 - Querschnitt der Naht,
L \u003d 100 cm - Länge Naht,
db \u003d 10 g / a · h - der Oberflächenkoeffizient der Elektroden,
J \u003d 180 A - Stromleistung während des Schweißens,
Coup. \u003d 0,25 - Koeffizient, unter Berücksichtigung der Organisation der Arbeit,
k - Koeffizient, unter Berücksichtigung der Organisation der Arbeit von 100 cm Naht,
um die Hauptzeit des Brennens des Bogens zu ist.
Die Berechnung der Arbeitskosten ist in der Tabelle dargestellt. .
Tisch 3.
|
Name der Werke. |
Maßeinheit |
Arbeitsumfang |
Zeitrate pro Maßeinheit, Person-H |
Arbeitskosten für das gesamte Volumen, Person-H |
Preise pro Messeinheit, RUB.-COP. |
Kosten der Kosten für das gesamte Volumen, RUB.-COP. |
|
|
Installation von Metallstrukturen PBX durch Schweißverfahren |
Sustains. Interview mit einem Experten
24.09.2016 , 10:32
Probleme mit Rücken und Gelenken - Direkter Weg zur Behinderung! So retten Sie sich und vergessen Sie Schmerzen, erzählt dem Arzt medizinische Wissenschaften, Professor Bubnovsky Sergey Mikhailovich
2015-10-25Aus der Redaktion: Entsprechend Statistiken leidet jeweils 8. Russisch an der Osteochondrose, unterschiedlichen Erkrankungen der Gelenke (Arthritis, Arthritis, Radikulitis). Es scheint nicht tödlich, aber zuerst müssen die Patienten nicht leben, aber existieren. Und dann wegen der Einschränkung der Mobilität gibt es verwandte Krankheiten wie Hernien, metabolische Erkrankungen und Mangel an Gelegenheit, um zu gehen. Wie man Probleme mit dem Muskukosenkelettsystem loswerden und einer gesunden Person werden, fragten wir den Arzt der Ärztewissenschaften, den Professor der Bubnovsky Sergey Mikhailovich
Hallo, Sergey Mikhailovich. Sag mir: Ist es wahr, dass solche nicht tödlich, auf den ersten Blick, Krankheiten, als Radikulitis und Osteochondrose, ernsthaftere Erkrankungen verursachen können? Und ist es wahr, dass jeder 8. Russe krank ist?
Guten Tag, Irina. Von der Osteochondrose und Radikulitis sterben nicht. Es gibt jedoch einen wichtigen Punkt - wenn sie sie nicht behandeln, buchstäblich, buchstäblich für sechs Monate, erscheint ein Bouquet von gleichzeitigen Krankheiten. Dies ist eine Erhöhung des Gewichts und der Wirbelsäulenkrümmung und der Stoffwechselstörungen. Und was das Schlimmste ist - auf den neuesten Stufen der Gelenke können auftreten time, die zu Krebs führen.
Zum Beispiel kann beispielsweise ohne die Behandlung von Hernie in einen malignen Tumor verwandeln. Ja, es kann betrieben werden, aber ... das ist der Rücken. Sie können behindert bleiben.
Über Statistiken: Leider leiden mehr als 50% der Bevölkerung Russlands an Osteochondrose und Radikulitis im Aggregat. Und das ist das schrecklichste - diese Krankheit "jünger". Wenn früher die Menschen ab 40 Jahren zur Behandlung behandelt wurden, begannen junge Menschen zu kommen.
Wenn der Rücken, Hals oder Verbindungen nicht krank sein sollte, schreiben Sie nicht alles für Müdigkeit. Am wahrscheinlichsten erreichte eine dieser Krankheiten Sie.
- Was ist in einer solchen Situation zu tun?
Ich werde antworten - behandelt. Nur es gibt zwei Probleme.
Der erste: In den meisten Krankenhäusern gibt es keine Chirurg-Rheumatologen, die eine Diagnose in der Zeit diagnostizieren und eine Diagnose schreiben könnten.
Zweitens: Town Rheumatology Chirurgen werden oft nicht auf das Wesentliche des Problems vertieft, da diese Krankheiten als chronisch und nicht gefährlich angesehen werden. Sie verschreiben einfach Gele, die schmerzhafte Empfindungen beseitigen und empfehlen, das Laden zu laden. Das heißt, hierdurch bleibt eine Person mit seinem Problem und seinem Schmerz eins eins.
Natürlich versuchen unser Institut, persönlich und mein Team diese Situation zu lösen. Leider können wir den Bezirkskliniken leider nicht anordnen und die Situation regulieren.
Deshalb haben wir uns entschieden, auf andere Weise zu gehen, und kürzlich einen echten Durchbruch innen begangen internationales Projekt "Kein Schmerz". Wir sind zuversichtlich, dass es dazu beitragen wird, die Situation in dem Land zu ändern, und wird den Menschen helfen, ein volles Leben zu leben.
- Das heißt, Sie haben bereits eine Lösung für das Problem der Schmerzen im Rücken, Hals und Gelenken?
Ja, gibt es. Im Rahmen des Projekts erhielten wir Zugriff auf die erste Vorbereitung, die im Rahmen dieses Programms erstellt wurde. Zuvor wurde dieser Agent nicht an Russland geliefert, da es keine Erlaubnis und die notwendige Kapazität gab, und alle verfügbaren Parteien wurden in China und den Vereinigten Staaten eingelöst. Wir haben uns erreicht, an der Entwicklung und Forschung der Artpant-Sahne teilzunehmen, und jetzt kommt es nach Russland!
- Was genau ist der Durchbruch, was ist dieses Medikament?
Arthanthranth - Eine bewährte Creme zur Bekämpfung von Schmerzen bei den Gelenken, Arthritis und Arthrose startet den Körper einfach neu und umfasst die Regeneration beschädigter Zellen. Das heißt, es beseitigt die Ursache des Schmerzes selbst und gibt den Rücken, die Gelenke im ursprünglichen, normalen Zustand zurück. Das heißt, der Patient wird dadurch nicht nur die Symptome loswerden, sondern wird jedoch zu einem völlig gesunden Menschen.
Zunächst startet der Arthantant das System der Regeneration des Körpers neu, vorbei schmerzsyndrom. Bereits in zwei oder drei Wochen wird die Behandlung abgeschlossen, und am wichtigsten ist, dass er nicht mehr Schmerzen erscheint, wodurch der Kurs unverzüglich wiederholt wird.
- Die Creme "Arthropant" hilft nur von Osteochondrose, Radikulitis und Arthrose?
Nicht nur. Damit können Sie jegliche Krankheit heilen, die mit Erkrankungen der Gelenke oder Wirbelsäulen - Arthritis und Arthritis, Ishias, Rheuma, Radikulitis, Osteochondrose, Verdrängscheiben verbunden sind. Es kann auch in Sporern und Natopysh verwendet werden, um "Withers" (Fettablagerungen in der Fläche des vierten Wirbels), Verletzungen, Frakturen, Versetzungen und vielen anderen Krankheiten zu beseitigen.
Dies ist ein sehr interessantes Mittel. Und das ist wahr, es kommt all diese Erkrankungen los und beseitigt nicht nur den Schmerz?
Creme "Arthropant" und beseitigt Schmerzen (in den anfänglichen Behandlungsstufen) und beseitigt die Krankheit vollständig. Nun ist dies der einzige in seiner Art, der in der Tat hilft.
- Also stellt sich heraus, dass Arthroper in Russland gekauft werden kann? Und übrigens, wo ist es produziert?
Ja, jetzt kann Arthropent in Russland gekauft werden. Dies wurde möglich, da wir uns dem Projekt beigetreten und weiterentwickeln. Das Arthropent wird auf dem alten Rezept für Selkups hergestellt, das den Nordwesten von Sibirien bewohnt. Das Rezept wird von der Erzeugung zur Erzeugung übertragen und in der strengsten Geheimhaltung hält.
Außerdem entschied sich das Gesundheitsministerium, an dem Programm teilzunehmen und die Lieferung der Lieferung auszugleichen. Daher ist die Creme "ARTPORT" 2 mal billiger als in anderen Ländern implementiert.
- Wo kann ich Arthantant kaufen?
Wir wollten eine große Umsetzung in den Apothekenketten des Landes anfangen, aber leider wollen die Apotheken die athizientcreme nicht unter den Kosten verkaufen und einen großen Prozentsatz wünschen.
Daher haben wir eine solche Idee abgelehnt und beschlossen, die verfügbaren Kosten zu bewahren und die Möglichkeit zu ermöglichen, sich so viel wie möglich zu erholen. Jetzt kaufen Creme kann auf der offiziellen Website des Projekts sein.
Die Lieferung erfolgt per E-Mail, Nachnahme, und für die Verwendung von Creme braucht Creme keine spezielle Kontrollbehandlung so einfach wie möglich.
Sergey Mikhailovich, danke für das Interview! Vielleicht möchten Sie unseren Lesern etwas sagen, bevor wir uns verabschieden?
Ja natürlich. Ich möchte die Aufmerksamkeit der Leser auf sich ziehen, dass die Erkrankungen des Rückens und der Gelenke "jünger" sind, und sogar schwacher periodischer Schmerz - der Grund, auf das Problem aufmerksam zu machen. Gleichzeitig hängt die Erlösung seiner Gesundheit direkt von Ihnen ab. Der Arzt wird Sie nicht überzeugen, behandelt zu werden. Alles in deinen Händen.
Es sollte auch daran erinnert werden, dass die Erkrankungen aus Rückenschmerzen und Gelenken nicht nur Beschwerden bringen. Sie berauben Ihnen des normalen Lebens und verkürzen Ihr Leben 10-15 Jahre. Und mit der Creme "Arthropian" sparen Sie diese Jahre, und Sie können normal leben.
Danke, Sergey Mikhailovich! Und wir erinnern Sie daran, dass Sie in den Kommentaren Ihre Fragen stellen oder die Meinung über die Artpant-Sahne verlassen können.
P.S.: Nach dem Interview forderten wir Sergey Mikhailovich. Und für Leser unserer Website gibt es jetzt eine Gelegenheit, eine Creme "Arthranant" mit einem zusätzlichen Rabatt bestellen! Und vergessen Sie für immer die Krankheiten, die mit Gelenken und Wirbelsäulen verbunden sind
Angekündigt Irina Mahagonova.
Fotos aus offenen Quellen




