Позначення зварних швів на будівельних кресленнях держстандарт. Принцип вибору типу шва та способу зварювання. Загальні моменти відображення
Вимоги до уривчастості зварного з'єднання можуть бути записані в його позначення на кресленні. дозволяє записувати в позначення допоміжні знаки: "Шов переривчастий або точковий з ланцюговим розташуванням" (далі "Шов з ланцюговим розташуванням") або "Шов переривчастий або точковий з шаховим розташуванням" (далі "Шов з шаховим розташуванням") (рисунок 1).
Механічний робочий стіл називається глобальною змінною. Область активного моделювання, у якій створюються та модифікуються ескізи, обмеження, махінації, деталі та складання. У графічному вікні можна повертати шаблони, збільшувати та зменшувати відображення, а також визначати функції відображення, такі як зовнішній вигляд, матеріал та освітлення.
Тінь, що проектується під видимим патерном, динамічно оновлюється внаслідок обертання чи усунення моделі. Отриманий ефект аналогічний ефекту тіні, що проектується на землю під моделлю. Частина або збирання, з якої всі шість ступенів волі були видалені з джерела збирання. Ви можете розмістити деталь або збирання без посилання на інші частини. Частина фіксується у просторі. Частина або підбірка, розміщена спочатку у файлі збірки, автоматично закріплюється, хоча програму можна потім видалити та застосувати до іншої позиції.
| Малюнок 1 |
- позначення стандартного шва зварного з'єднання (рисунок 2);
- позначення нестандартного шва зварного з'єднання (рисунок 3).
Переривчастий шов
Для переривчастого шва Допоміжні знаки "Шов з ланцюговим розташуванням" та "Шов з шаховим розташуванням" дозволяють визначати довжину ділянки, що проварюється, і розмір кроку.
Вихідна точка, створена в частині або збиранні для представлення нерухомої точки в просторі. У браузері відображається фіксована контрольна точка із символом точки малювання. Відображається за допомогою комп'ютерної графічної карти. Корекція неможлива, наприклад, якщо ви вилучите кубічну грань. У середовищі ескізу дисплей, також відомий як динамічний введення, являє собою інтерфейс користувача поруч з курсором, який дозволяє користувачеві зосередити свою увагу на області малювання.
У полі введення поруч із курсором відображається інформація, яка динамічно оновлюється відповідно до переміщення курсора. Папка, що відображається у браузері для кожної послідовності презентації збірки. Ви можете перетягнути компоненти до прихованої папки для послідовності, щоб приховати їх протягом послідовності в анімації.
На малюнку 4 схематично зображено односторонній зварний шов з ланцюговим розташуванням та зазначенням довжини та кроку зварного шва.
Приклад позначення стандартного зварного шва: "ГОСТ 5264-80-Т1-50/100", де довжина = 50 крок = 100.
На малюнку 5 схематично зображено двосторонній зварний шов з ланцюговим розташуванням та зазначенням довжини та кроку зварного шва.
Геометрична обробка визначається за типом, положенням, розмірами та розмірами. Щоб вказати розташування та походження отвору, вам необхідно визначити центральну точку ескізу. Літерно-цифровий ідентифікатор додається до кожного отвору, включеного до таблиці отворів.
Його можна визначити як числову константу, таку як змінна в рівнянні або посилання на файл параметрів. В уявленнях креслення його можна вказати як параметричну квоту, яка змінює розмір шаблону або як квоту, яка не змінює розмір шаблону. Результатом може бути один компонент або набір аналогічних компонентів, форма яких змінюється визначення траєкторії. Компонент, який поєднує функції моделювання скелета та адаптації, щоб забезпечити підтримку розміщення аналогічних компонентів у збиранні.
Приклад позначення стандартного зварного шва: "ГОСТ 5264-80-Т3-40/120", де довжина = 40 крок = 120.
На малюнку 6 схематично зображено двосторонній зварний шов з шаховим розташуванням та зазначенням довжини та кроку зварного шва.
Приклад позначення стандартного зварного шва: "ГОСТ 5264-80-Т3-50Z100", де довжина = 50 крок = 100.
Шахове розташування може бути лише у двостороннього шва.
Для будь-якого переривчастого шва довжина завжди менша ніж крок.
Половина обмеження, визначеного у файлі компонента. Інтерфейс користувача, який накладається у вікні, щоб підтримувати пряму маніпуляцію. Другий файл проекту, вказаний у проекті. Вхідний шлях файлу часто використовується для вказівки розташування файлів робочої групи в мережі. Обмеження конфліктує з іншим вже застосованим обмеженням, яке неможливо вирішити. У складання прикладами несумісних обмежень є: вимога обмеження обмежень, коли обмеження вирівнювання, конфлікт топології жорсткого тіла та настроювання адаптивного стану не потрібні.
Контактна зварка
Для конструктивних елементів прийнято такі позначення (рисунки 7, 8):
t - відстань між центрами сусідніх точок у ряді (крок),
c - відстань між осями сусідніх рядів точок при ланцюговому розташуванні,
c1 - відстань між осями сусідніх рядів точок при шаховому розташуванні,
u - відстань від центру точки або осі шва до краю нахлестки.
Перехід з контексту складання первинного рівня в контекст похідного елемента цього складання, такий як підбірка або окрема частина. Активована частина або підбірка можуть бути відредаговані, переміщені, пов'язані або змінені іншими способами. Локальна активація частини, збирання або збирання змінює призначення змін шляхом встановлення його на активний об'єкт.
Робоча геометрія, створювана під час створення інший «робочої геометрії». Наприклад, коли ви створюєте контрольну точку, клацніть правою кнопкою миші та виберіть відповідний параметр для створення робочої області або робочого плану робоча вісь. Геометрія онлайн роботи залежить від команди активної робочої геометрії, в якій вони були створені.
Для контактного точкового зварювання позначення шва зварного з'єднання потрапляють: діаметр литого ядра зварної точки і крок між центрами сусідніх точок у ряду. Інші параметри зварного з'єднання вибираються відповідно до ГОСТ 15878-79 Контактна зварка. З'єднання зварені.
На малюнку 7 схематично зображено шов контактного точкового зварювання з ланцюговим розташуванням точок.
Точка, яка визначається користувачем, з якою курсор пов'язаний, коли символ ескізу вставляється в креслення. Якщо ви не вкажете точку вставки символу ескізу, курсор пов'язаний з центром геометрії символу. Обсяг, створений, коли частини кількох компонентів займають один і той самий загальний простір. Відображається те, що розділяється компонентами, що перетинаються; Ви можете змінити окремі компоненти, щоб усунути перешкоди.
Залежно від стандартів, що використовуються, потрібно два або три з цих значень. Можливі значення: довжина, крок, інтервал та номер. Рамка, яка може використовуватися як основа для побудови машини. Можна зварювати рами разом, обробляти їх, а потім фарбувати або закінчувати їх іншими способами, або ви можете зібрати їх за допомогою невиконаних матеріалів, таких як нержавіюча сталь або алюміній.
Приклад позначення стандартного зварного шва: "ДЕРЖСТАНДАРТ 15878-79-Кт-5/20", де діаметр зварної точки = 5, крок = 20.
Сполуки деталей шляхом зварювання широко поширені в сучасному машинобудуванні. Зварювання дозволяє створювати принципово нові конструкції машин та споруд, засновані на використанні катаних, литих, кованих та штампованих заготовок. Це впливає як окремі деталі об'єктів, а й у форму всієї конструкції (рис. 4).
Операція перетину створює обробку тома з ескізу та існуючої обробки. Матеріал, не включений до загального тому, видаляється. Операція недоступна для обробки. Частина, що не відображається. Також є властивості проекту. Спільне середовище, в якому дизайнери копіюють всі файли з сервера на робочу область перед використанням. Файл проекту ізольованого середовища визначає робочу область дизайнера та будь-які додаткові локальні шляхи.
Під час проектування деталей з листового металу можна переміщати матеріал так, щоб його можна було накладати. Операція злиття додає обсяг ескізів до майстерності. Точка збігу двох структурних елементів. У різних рамах ці крапки відповідають зварним елементам. Більшість суглобів перебувають у кінцях конструктивного елемента.
ЗВАРЮВАННЯ - процес отримання нероз'ємного з'єднання за допомогою встановлення міжатомних зв'язків між частинами, що зварюються при їх місцевому або загальному нагріванні, або пластичному деформуванні, або спільній дії того й іншого.
Умовні зображення та позначення швів зварних з'єднаньвстановлює ГОСТ 2.312 – 72 ЕСКД.
Зварний шов, незалежно від способу зварювання, зображують на кресленні з'єднання:
Анімація, створена компонуванням об'єктів, та виконання кінематографічних знімків у ключові моменти під час послідовності руху чи модифікації. Ці ключові моменти перетворюються на фіксовані точки з часом, у які відтворюється анімація.
Наприклад, вибір первинного ключа фільтрує доступні значення вторинних ключів. Платформні ліси часто розташовуються на кількох рівнях довкола великої частини обладнання. Щоб отримати доступ до цих рівнів, часто потрібно використовувати сходи. Стовпчасті сходи утворені кількома паралельними вертикальними структурними елементами, з'єднаними різні типикілочок.
видимий - суцільний основний лінією, невидимий- штриховою лінією.
Від зображення шва проводять лінію-виноску, що закінчується односторонньою стрілкою (рис. 1). При точковому зварюванні видиму одиночну зварну точку зображують знаком "+" (рис. 1) Невидимі одиночні точки не зображують.
Мал. 1. Зображення зварного шва.
Залежно від розташування деталей, що зварюються, розрізняють такі види зварних з'єднань:
Компонент компонента чи компонента одного дерева. Шляхи пошуку у бібліотеці. Без зміни позиції файлу. Бібліотека часто використовується у кількох проектах. Кожен проект визначає місцезнаходження використовуваних бібліотек. Пряма крива обмежена двома кінцевими точками. Команда "Лінія" на вкладці "Ескіз" дозволяє створити ланцюжок сегментів лінії, а також дотичні або перпендикулярні цибулі до існуючих кривих. Сегменти та луки автоматично з'єднуються обмеженнями, які збігаються з кінцевими точками.
Стиль збережено у поточному документі. За промовчанням доступні стилі, пов'язані з вибраним правилом малювання. Піктограми блокування в полях динамічного введення пов'язують курсор відповідно до введених значень. Ескіз задається умовою торкання, завершення та ескізу. Лофти з'єднують два або більше неподібних ескізів у планах ескізу, які не перетинаються. Або можна створити нове тверде тіло.
1) CТИКОВЕ,позначається буквою С, при якому деталі, що зварюються, з'єднуються своїми торцями (рис. 2);
2) Кутове (У),при якому деталі, що зварюються, розташовуються під кутом, найчастіше - 90 градусів, і з'єднуються по кромках (рис. 2);
3) ТАВРОВЕ (Т), При якому торець однієї деталі з'єднується з бічною поверхнею іншої деталі (рис. 2);
Закрита ескізна форма, яка може включати криві ескізу, ребра та плоскі грані у вигляді контурів. Група осіб, яка може містити порожню область. Має бути хоча б один блок у тілі чи частині поверхні. Наприклад, якщо в ескізі створені та екструдовані два різні прямокутники, два блоки. Якщо дві результуючі лінії створюються та екструдуються, на отриманій поверхні є два блоки.
Монтажна обробка додана до папки для механічної обробки у зварному вузлі. Механічна обробка додається після зварювання зварних зварних з'єднань і часто включає кілька компонентів складання. Отвори для отворів та екструзії є типовими прикладами механічної обробки після зварювання.
4) HАХЛІСТОЧНЕ (H), При якому бічні поверхні однієї деталі частково перекривають бічні поверхні іншої (рис. 2).
Кромки деталей, що з'єднуються зварюванням, можуть бути по-різному підготовлені під зварювання залежно від вимог, що пред'являються до з'єднання. Підготовка може бути виконана: з відбортуванням кромок (рис. 2), без скосу кромок,скосом однієї кромки, з двома скосами однієї кромки, зі скосами двох кромок (рис. 2). Скоси бувають симетричні та асиметричні, прямолінійні та криволінійні.
Папка в зварюваному монтажному середовищі, яка представляє операції з видалення металу, що виконуються після зварювання. Механічна обробка часто включає більше одного компонента збирання. Інтерактивні об'єкти у фоновому режимі, які дозволяють втручатися в об'єкти для різних операцій моделювання та модифікації. Ось кілька прикладів.
Меню частих команд. Контекстне меню з певними параметрами командного рядкадля середовища у радіальному поданні замість лінійного. Властивість, що визначає прозорість «зображення в ескізі». Коли до зображення застосовується маска, колір маски визначається пікселем у нижньому правому куті зображення.
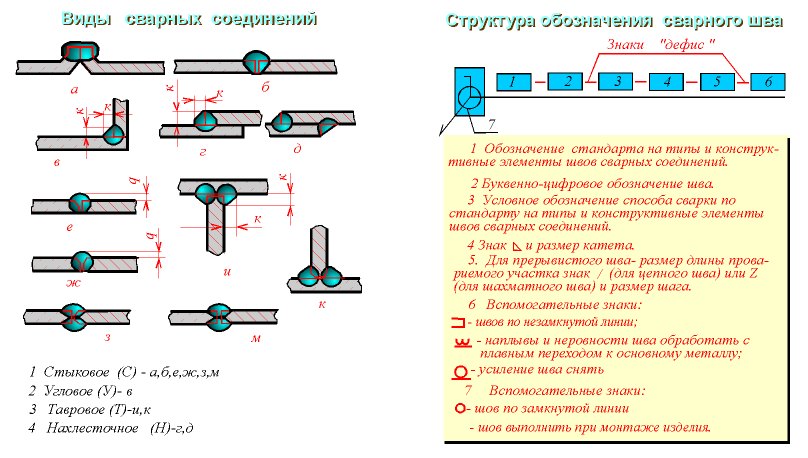
Мал. 2. Види та структура зварних з'єднань.
Шви в поперечному перерізі виконуються нормальними без посилення та з посиленням величиною g (рис. 2) Таврові, кутові та нахлесткові шви характеризуються величиною катета K трикутного поперечного перерізу шва. Залежно від форми шва, скосу кромок, величини посилення і катета стандартні зварні шви мають такі умовні позначення: С1, С2, С3,.. , У1, У2, У3,..., Т1, Т2, Т3,... , H1, H2, H3 ... .
Обмеження складання, яке поєднує елементи з нормальною орієнтацією на поверхню та необов'язкове зміщення. Як правило, плоске обмеження, що збігається, переміщає дві зовнішні грані деталі так, що нормальні поверхні вказують у протилежних напрямках. Ви можете використовувати збігаються обмеження для об'єднання точок, ліній, ребер або осей та для налаштування діаметрів циліндрів без обмежень.
Властивості, що визначаються визначенням матеріалу, що зберігаються в окремих файлах деталей. Властивості включають модуль Юнга, модуль Пуассона, питому теплоємність, щільність, межу плинності, лінійне розширення та теплопровідність. Матеріал – анізотропія, анізотропна. Властивості матеріалу мають спрямовану залежність. Наприклад, деревина має властивості, які значно відрізняються при вимірі за допомогою зерна росту або проти зростання зерна. Прикладом залежного від напряму якості є композиція. матеріал – ізотропний, ізотропний.
За характером розташування шви поділяються на односторонні та двосторонні (рис. 50.2). Шви можуть бути суцільні та уривчасті.
Переривчасті швихарактеризуються довжиною ділянок, що проварюються l з кроком t. Уривчасті шви, виконані з двох сторін, можуть розташовуватися своїми ділянками l у шаховому або ланцюговому порядку.
На зображенні зварного шва розрізняють лицьову та зворотну сторони. За лицьову сторону одностороннього шва приймають той бік, з яким проводиться зварювання.
Техніка проектування складання, яка поєднує методи від загального до деталей та від деталей до загального. Асемблі, створені з використанням змішаної технології проектування, зазвичай мають деяке фіксоване обладнання чи вимоги, але водночас потребують спеціальних дизайнерських рішень.
Центр відрізку. Метод сплайнової адаптації із мінімальною енергією. Він генерує однорідну криву високої видимості та кращий розподіл вигину. Оскільки сплайни містять більше даних, поверхні, що генеруються сплайнами з мінімальною енергією, перераховуються повільніше, ніж інші типи сплайнів.
Лицьовою стороною двостороннього шва з несиметричною підготовкою (скосом) кромок буде та сторона, з якою роблять зварювання основного шва.
Якщо ж підготовка кромок симетрична, то за лицьову сторону приймають будь-яку.
Стандарти, що регламентують основні типи, конструктивні елементи та умовні позначення зварних з'єднань, наведено у таблиці (рис. 3).
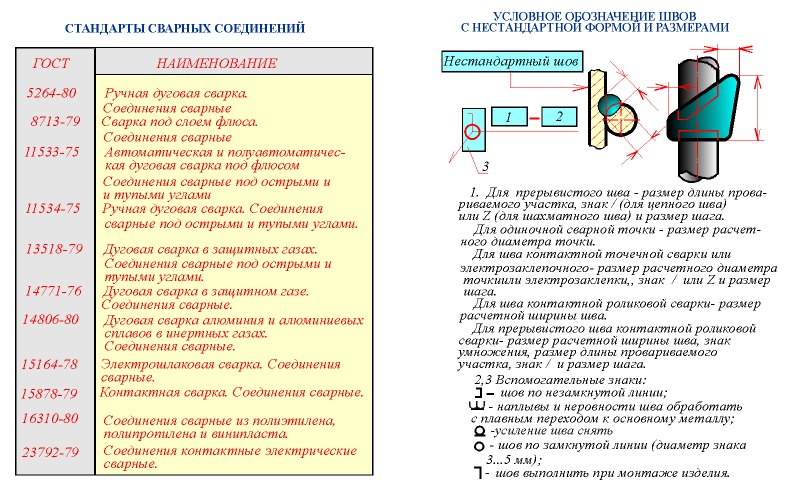
Мал. 3. Стандарти зварних з'єднань.
На кресленнях зварного з'єднання кожен шов має певне умовне позначення, яке наносять над або під полицею лінії-виноски, що проводиться від зображення шва. Умовне зображення лицьових швівнаносять над полицею лінії-виноски (рис. 1). Умовне позначення оборотних швів - під полицею лінії-виноски (рис. 1).
Позначення швів за ГОСТ 2.312 – 72 має структуру (див. рис. 2).
Приклади умовного позначення стандартних зварних швівнаведено на рис. 1:
а) шов стикового з'єднання (літера C) c криволінійним скосом однієї кромки, двостороннім (цифра 9), що виконується ручний дуговим зварюваннямпід час монтажу виробу. Зусилля знято з обох боків.
б) шов з'єднання внахлестку без скосу кромок односторонній (H1), що виконується дуговим напівавтоматичним зварюванням захисних газівплавиться електродом. Шов по незамкненій лінії. Катет шва 6мм. Довжина ділянки, що проварюється 100 мм. Крок 200мм.
в) див. "Пункт б", але шов з зворотного боку.
г) поодинокі зварні точки з'єднання внахлестку, що виконуються дуговим зварюванням під флюсом. Крапки діаметром 11 мм. Посилення має бути зняте. Параметр шорсткості оброблюваної поверхні Rа = 12,5 мкм.
Шов, розміри конструктивних елементів якого стандартами не встановлені (нестандартний шов), зображують із зазначенням розмірів конструктивних елементів, необхідних виконання шва по даному кресленню (рис. 3). На малюнку наведено умовне позначення швів з нестандартною формою та розмірами.
Якщо в зварному з'єднанні є шви однакові за типом і поперечним перерізом і до них пред'явлені одні і ті ж технічні вимоги, їх умовне позначення наносять тільки в одного шва. На похилій частині лінії-внесення цього шва вказують число швів та номер, наданий цій групі швів. Від решти однакових швів проводять лише лінії-виноски з полицями для вказівки номера шва (рис. 1) або без полиць, якщо всі шви однакові. На кресленні симетричного виробу, за наявності на зображенні осі симетрії, допускається відзначати лініями-виносками та позначати шви лише на одній із симетричних частин зображення виробу.
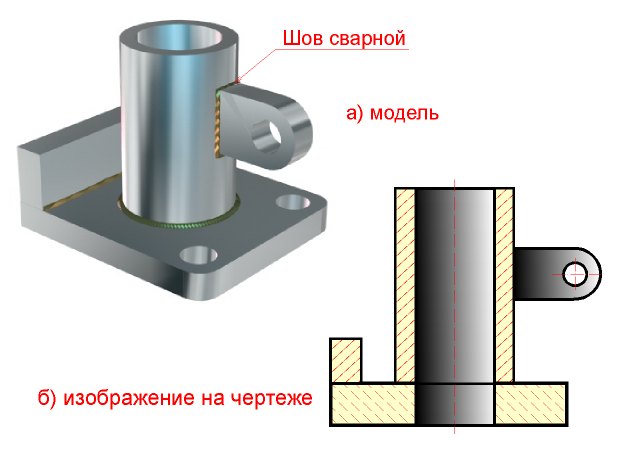
Мал. 4. Форма та конструкція зварного шва.
(SITELINK-S35)назад (/SITELINK)




