Переривчастий шов розміри. Позначення зварних швів
ГОСТ 2.312-72
ДЕРЖАВНИЙ СТАНДАРТ
ЄДИНА СИСТЕМА КОНСТРУКТОРСЬКОЇ ДОКУМЕНТАЦІЇ
УМОВНІ ЗОБРАЖЕННЯ
І ПОЗНАЧЕННЯ швів
зварних з'єднань
ІПК ВИДАВНИЦТВО СТАНДАРТІВ
Москва
ДЕРЖАВНИЙ СТАНДАРТ
|
Єдина система конструкторської документації Умовні зображення і позначення швів зварних з'єднань Unified system for design documentation. |
ГОСТ натомість |
з 01.01.73
* Видання (березень 2000 г.) з Змінами № 1, затвердженими в липні 1991 р (ІКС 10-91) Цей стандарт встановлює умовні зображення та позначення швів зварних з'єднань в конструкторських документах виробів всіх галузей промисловості, а також в будівельній документації, в якій не використані зображення і позначення, що застосовуються в будівництві.1. ЗОБРАЖЕННЯ швів зварних з'єднань
1.1. шов зварного з'єднання, Незалежно від способу зварювання, умовно зображують: видимий - суцільною основною лінією (рис. 1 a, в); невидимий - штриховою лінією (рис. 1г). Видиму одиночну зварену точку, незалежно від способу зварювання, умовно зображують знаком «+» (рис. 1б), який виконують суцільними лініями (рис. 2). Невидимі поодинокі точки не зображують. Від зображення шва або одиночної точки проводять лінію-виноску, що закінчується односторонньої стрілкою (див. Рис. 1). Лінію-виноску бажано проводити від зображення видимого шва. 1.2. На зображення перетину багатопрохідного шва допускається наносити контури окремих проходів, при цьому їх необхідно позначати великими літерами українського алфавіту (рис. 3). 1.3. Шов, розміри конструктивних елементів якого стандартами не встановлені (нестандартний шов), зображують із зазначенням розмірів конструктивних елементів, необхідних для виконання шва з даного кресленням (рис. 4). Межі шва зображають суцільними основними лініями, а конструктивні елементи кромок в межах шва - суцільними тонкими лініями.
2. Умовні позначення швів зварних з'єднань
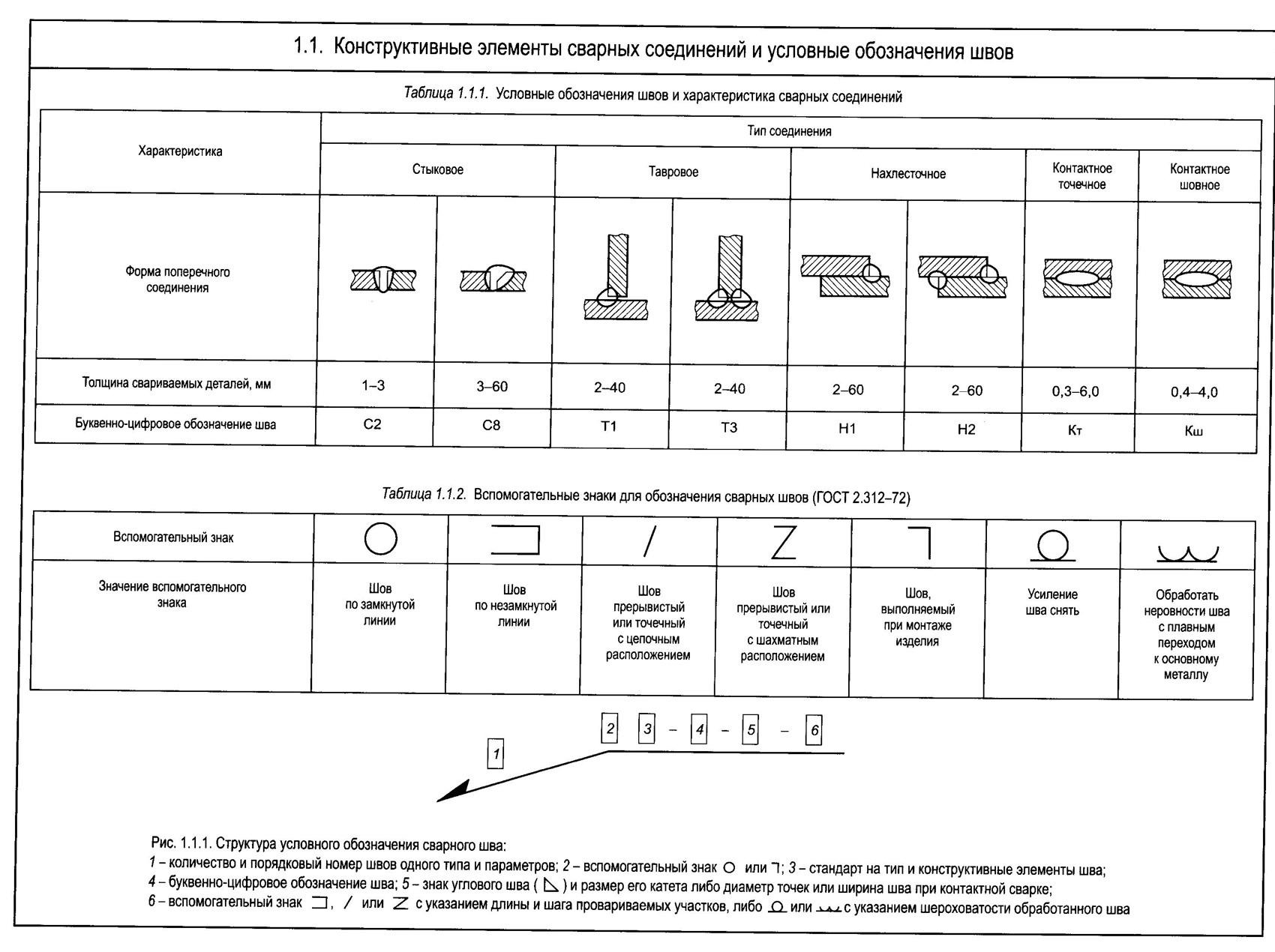
2.1. Допоміжні знаки для позначення зварних швів наведені в таблиці.|
допоміжний знак |
Значення допоміжного знака |
Розташування допоміжного знака щодо полки лінії-виноски, проведеної від зображення шва |
|||
|
з лицьового боку |
зі зворотного боку |
||||
| Посилення шва зняти | |||||
| Напливи і нерівності шва обробити з плавним переходом до основного металу | |||||
| Шов виконати при монтажі вироби, т. Е. При установці його по монтажного креслення на місці застосування |
|
||||
| Шов переривчастий або точковий з ланцюговим розташуванням Кут нахилу лінії = 60 ° | |||||
| Шов переривчастий або точковий із шаховим розташуванням | |||||
| шов по замкнутої лінії. Діаметр знака - 3 ... 5 мм |
|
||||
|
|
Шов по незамкненою лінії. Знак. застосовують, якщо розташування шва ясно з креслення | ||||
Знак виконують суцільними тонкими лініями. Висота знака повинна бути однаковою з висотою цифр, що входять в позначення шва. 2.3. Структура умовного позначення нестандартного шва або одиночної зварної точки приведена на схемі (рис. 6).
У технічних вимогах креслення або таблиці швів вказують спосіб зварювання, яким повинен бути виконаний нестандартний шов. 2.4. Умовне позначення шва наносять: а) на полиці лінії-виноски, проведеної від зображення шва з лицьового боку (рис. 7а); б) під полицею лінії-виноски, проведеної від зображення шва зі зворотного боку (рис. 7б).
2.5. Позначення шорсткості механічно обробленої поверхні шва наносять на полиці або під полицею лінії-виноски після умовного позначення шва (рис. 8), або вказують в таблиці швів, або призводять в технічних вимогах креслення, наприклад: «Параметр шорсткості поверхні зварних швів ...» Примітка. Зміст і розміри граф таблиці швів цим стандартом не регламентуються.
2.6. Якщо для шва зварного з'єднання встановлено контрольний комплекс або категорія контролю шва, то їх позначення допускається поміщати під лінією-винесенням (рис. 9).
У технічних вимогах або таблиці швів на кресленні наводять посилання на відповідний нормативно-технічний документ. 2.7. Зварювальні матеріали вказують на кресленні в технічних вимогах або таблиці швів. Допускається зварювальні матеріали не вказувати. 2.8. При наявності на кресленні однакових швів позначення наносять в одного із зображень, а від зображень інших однакових швів проводять лінії-виноски з полками. Всім однаковим швах надають один порядковий номер, який наносять: а) на лінії-виносці, що має полку з нанесеним позначенням шва (рис. 10 а); б) на полиці лінії-виноски, проведеної від зображення шва, що не має позначення, з лицьового боку (рис. 10 б); в) під полицею лінії-виноски, проведеної від зображення шва, що не має позначення, зі зворотного боку (рис. 10 в). Кількість однакових швів допускається вказувати на лінії-виносці, що має полку з нанесеним позначенням (див. Рис. 10 а).
Примітка. Шви вважають однаковими, якщо: однакові їх типи і розміри конструктивних елементів в поперечному перерізі; до них пред'являють одні і ті ж технічні вимоги. 2.9. приклади умовних позначень швів зварних з'єднань наведені в додатках 1 і 2.
3. СПРОЩЕННЯ ПОЗНАЧЕНЬ швів зварних з'єднань
3.1. При наявності на кресленні швів, виконуваних по одному і тому ж стандарту, позначення стандарту вказують в технічних вимогах креслення (запис за типом: «Зварені шви ... по ...») або таблиці. 3.2. Допускається не присвоювати порядковий номер однаковим швах, якщо всі шви на кресленні однакові і зображені з одного боку (лицьовій або зворотній). При цьому шви, які не мають позначення, відзначають лініями-виносками без полиць (рис. 11).

3.3. На кресленні симетричного вироби, при наявності на зображенні осі симетрії, допускається відзначати лініями-виносками і позначати шви тільки на одній з симетричних частин зображення вироби. 3.4. На кресленні вироби, в якому є однакові складові частини, що приварюються однаковими швами, ці шви допускається відзначати лініями-виносками і позначати тільки у одного з зображень однакових частин (переважно у зображення, від якого наведена лінія-виноска з номером позиції). 3.5. Допускається не відзначати на кресленні шви лініями-виносками, а приводити вказівки зі зварювання записом в технічних вимогах креслення, якщо цей запис однозначно визначає місця зварювання, способи зварювання, типи швів зварних з'єднань і розміри їх конструктивних елементів у поперечному перерізі і розташування швів. 3.6. Однакові вимоги, що пред'являються до всіх швах або групі швів, призводять один раз - в технічних вимогах або таблиці швів.
ДОДАТОК 1
довідкове
Приклади умовних ПОЗНАЧЕНЬ СТАНДАРТНИХ швів зварних з'єднань
|
характеристика шва |
Форма поперечного перерізу шва |
Умовне позначення шва, зображеного на кресленні |
|
|
з лицьового боку |
зі зворотного боку |
||
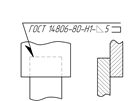
| Шов стикового з'єднання з криволінійним скосом однієї кромки, двосторонній, що виконується дугового ручним зварюванням при монтажі вироби. Посилення знято з обох сторін. Параметр шорсткості поверхні шва: з лицьового боку - Rz 20 мкм; зі зворотного боку - Rz 80 мкм |
|
|
|
ДОДАТОК 2
довідкове
ПРИКЛАД УМОВНОГО ПОЗНАЧЕННЯ НЕСТАНДАРТНОГО ШВА зварних з'єднань
Примітка. У технічних вимогах роблять таке вказівку: «Зварювання ручна дугова».Ланка механізму, що складається з деталей, з'єднаних зварюванням, є складальної одиницею, і її креслення виконується за прийнятими для таких одиниць правилам. Елементи такого ланки на розрізах і перетинах штрихують в різних напрямках, показують шви, їх параметри і т. Д.
Якщо ж зварне ланка зображують в зборі з іншими деталями, то всі його елементи (в розрізі) штрихують в одному напрямку (показуючи тим самим, що воно зварене). Зварні шви, їх параметри на таких (складальних) кресленнях не вказують.
Шви на кресленнях зварних з'єднань деталей зображують і позначають по ГОСТ 2. 312-72. Видимі шви зображують суцільною основною лінією, невидимі - штриховими (пунктирними) лініями (незалежно від способу зварювання). При точковому зварюванні видиму одиночну зварену точку зображують знаком + (висота і ширина знака 5-10 мм), невидимі поодинокі точки на кресленні не показують.
Умовне позначення шва наносять:
а) на полиці лінії-виноски, проведеної від зображення шва з лицьового боку (див. рис. 6.8, а);
б) під полицею лінії-виноски, проведеної від зображення шва зі зворотного боку (див. рис. 6.8, б). Лінія-виноска закінчується односторонньої стрілкою.
Умовне позначення зварного шва в загальному вигляді має містити в порядку, показаному прямокутниками 1-9
(Див. Рис. 6.8) наступне:
1 - допоміжний знак шва: по замкнутій лінії або монтажного (див. Табл. 6.17);
2 - позначення стандарту на типи і конструктивні елементи швів зварних з'єднань:
а) ГОСТ 5264-80. Ручна дугове зварювання. З'єднання зварні-основні типи і конструктивні елементи швів;
б) ГОСТ 8713-79. Зварювання під флюсом. З'єднання зварні;
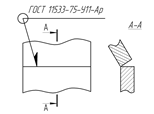
в) ГОСТ 11533-75. Автоматична і напівавтоматична зварка під флюсом. З'єднання зварні під гострими і тупими кутами - основні типи, конструктивні елементи і розміри швів при розташуванні зварюваних елементів під гострими і тупими кутами;
г) ГОСТ 11534-75. Ручна дугова зварка. З'єднання зварні під гострими і тупими кутами;
д) ГОСТ 15878-79. Контактна зварка. З'єднання зварні;
е) ГОСТ 23792-79. З'єднання контактні електричні зварені;
ж) ГОСТ 23518-79. Дугове зварювання в захисних газах.
З'єднання зварні під гострими і тупими кутами;
3 - буквено-цифрове позначення шва за стандартом
(ГОСТ 5264-80) на типи і конструктивні елементи швів зварних з'єднань (буква позначає вид з'єднання, а цифра - форму підготовки кромок деталей в зоні шва: з відбортовкою, без відбортовки, зі скосом і т. Д.), Наприклад: С8 - шов стикового, У4 - кутового, Т3 -таврового; Н2 - нахлесточного з'єднань.
У табл. 6.18 приведена вибірка буквено-цифрових позначень швів;
4 - знак і розмір катета шва (тільки для кутових швів); знак виконують суцільними тонкими лініями; висота знака повинна бути однакова з висотою цифр, що входять в позначення шва;
5 - допоміжні знаки: для переривчастого шва - довжина проварюємо ділянки, знак / або Z і крок; для шва контактної роликового електрозварювання - розрахункова ширина шва; для переривчастого шва контактної роликового електрозварювання - розрахункова ширина шва, знак множення, довжина проварюємо ділянки, знак / і крок;
6 - допоміжні знаки: посилення шва зняти або напливи і нерівності шва обробити з плавним переходом до основного металу (див. Табл. 6.17);
7 - число однакових швів; позначення однакових швів наносять тільки у одного з зображень: від зображень інших швів проводять лінії-виноски з полками. Всім однаковим швах надають один порядковий номер, який наносять:
-на лінії-виносці, що має полку з нанесеним позначенням шва;
- на полиці лінії-виноски, проведеної від зображення видимого шва, що не має позначення;
- під полицею лінії-виноски, проведеної від зображення невидимого шва, що не має позначення.
Якщо все шви на зварений деталі однакові і зображені на кресленні з одного боку, то допускається не присвоювати їм порядкового номера, а привести позначення шва в технічних вимогах. Шви відзначають в цьому випадку лініями-виносками без полиць. Приклад умовного позначення шва таврового з'єднання без скосу кромок, двостороннього переривчастого з шаховим розташуванням, виконуваного ручного дугового зварювання: катет шва 6 мм, довжина проварюємо ділянки 50 мм, крок 100 мм: «ГОСТ 5264-80 Т3- 6-50 Z 100».
9 - позначення шорсткості механічно обробленої поверхні шва (ів) (знак).
Позначення шорсткості швів допускається приводити в технічних вимогах креслення, наприклад, «Шорсткість зварних швів».
Нестандартний шов (розміри конструктивних елементів шва стандартами не встановлені) зображують із зазначенням конструктивних розмірів, необхідних для виконання шва з даного кресленням.
Межі шва зображають суцільними основними лініями, а конструктивні елементи кромок (деталей, що з'єднуються) в межах шва - суцільними тонкими лініями.
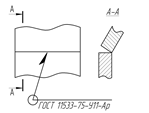
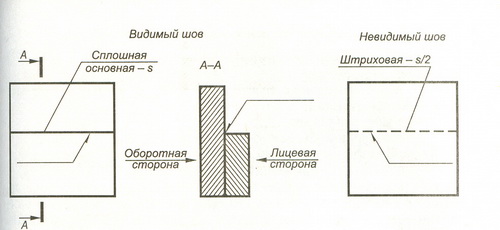
Відповідно до ГОСТ 2.312-72 шви зварних з'єднань на кресленнях позначають суцільною (видимі) і штриховий (невидимі) лініями. Видиму одиночну зварену точку (незалежно від способу зварювання) умовно зображують знаком «+» (див. Рис. 1), невидимі поодинокі точки не зображують. Від зображення шва або одиночної точки проводять лінію-виноску з односторонньою стрілкою і горизонтальною лінією-полицею. Умовне зображення шва наносять на полиці лінії-виноски, проведеної від зображення шва з лицьового боку (рис. 1, б), і під полицею лінії-виноски, проведеної від зображення шва зі зворотного боку (рис.1, в).
Умовні зображення видимих і невидимих швів зварних з'єднань:
а - видимий електрозаклепочний, б - видимий стикового односторонній, в - невидимий стикового односторонній; 1 умовне позначення шва по ГОСТу
Таблиця № 1.
Допоміжні знаки для позначення зварних швів
|
допоміжний знак |
Значення допоміжного знака |
Розташування допоміжного знака щодо полки лінії виноски |
||
|
З лицьового боку |
Зі зворотного боку |
|||
|
Посилення шва зняти |
||||
|
Напливи і нерівності шва обробити з плавним переходом до основного металу |
||||
|
Шов виконати при монтажі вироби, т. Е. При установці його по монтажного креслення на місці застосування |
|
|||
|
Шов переривчастий або точковий з ланцюговим розташуванням. Кут нахилу лінії дорівнює 60 ° |
||||
|
Шов переривчастий або точковий із шаховим розташуванням |
||||
|
Шов по замкнутій лінії. Діаметр знака - 3 ... 5 мм |
||||
|
Шов по незамкненою лінії. Знак застосовують, якщо розташування шва ясно з креслення |
||||
Примітки :
1. 3а лицьову сторону одностороннього шва зварного з'єднання приймають ту, з якої виконують зварювання.
2. За лицьову сторону двостороннього шва зварного з'єднання з несиметрично підготовленими крайками приймають ту, з якої виконують зварювання основного шва.
3. За лицьову сторону двостороннього шва зварного з'єднання з симетрично підготовленими крайками може бути прийнята будь-яка сторона.
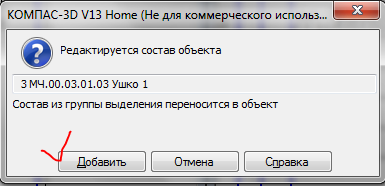
На рис. 2 показана структура умовного позначення шва. Допоміжні знаки для позначення зварних швів наведені в табл. 1, а ГОСТи на основні типи і конструктивні елементи швів зварних з'єднань - в табл. 2. У структурі умовного зображення шва можуть застосовуватися тільки допоміжні знаки 3 і 6, Позначення стандарту можна виносити в технічні умови на кресленні. Ручна дугова зварка літерного позначення не має. Спосіб зварювання можна не вказувати. Приклади умовних позначень швів зварних з'єднань взяті з ГОСТ 2.312-72 (додаток 1) і представлені в табл. 3.
При наявності на кресленні однакових швів у одного з зображень наносять позначення і порядковий номер шва (на виносної лінії), а від зображень інших однакових швів проводять лінії-виноски з полками, над (під) якими ставлять порядковий номер шва, наприклад № 1 (рис . 3). На лінії-виносці, що має полку з нанесеним позначенням, допускається вказувати кількість однакових швів.
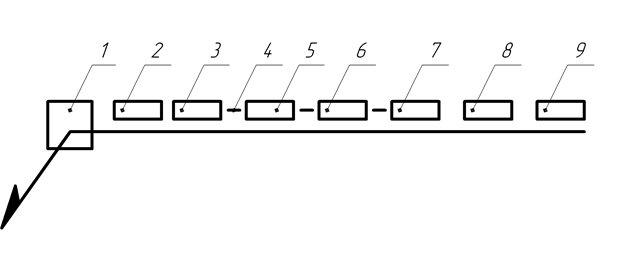
Мал. 2.
Структура умовного позначення стандартного шва
2 - позначення стандарту, 1 - допоміжні знаки,
3 - буквено-цифрове позначення шва відповідно до стандарту на типи і конструктивні елементи швів зварних з'єднань,
4-знак «дефіс»,
5 - умовне позначення способу зварювання (А - автоматична, П - механізована під флюсом, П-3 - механізована плавиться в захисних газах; Ш - електрошлакове та ін.),
6 - знак і розмір катета відповідно до стандарту на типи і конструктивні елементи швів зварних з'єднань,
7 - інші характеристики шва (довжина приварюється ділянки, розмір кроку, розміри окремих точок і ін.),
8 - допоміжні знаки (див. Табл. 1, порядкові номери 1, 2, 4, 5 і 7), 9 - шорсткість поверхні шва.
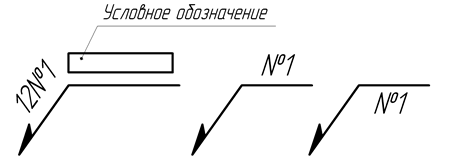
Рис.3.
Позначення на кресленні однакових швів (цифрою 12 зазначено кількість однакових швів)
Таблиця № 2.
ГОСТи на основні типи і конструктивні елементи швів зварних з'єднань
|
гост |
спосіб зварювання |
Тип з'єднання |
Умовне позначення шва |
|
|
Ручна дугова |
стикове |
З ... С27; С39; С40 |
||
|
Таврове |
||||
|
Нахлесточного |
||||
|
Таврове |
||||
|
Дугова в захисних газах |
стикове |
|||
|
Таврове |
||||
|
Нахлесточного |
||||
|
Те ж (під гострими і тупими кутами) |
||||
|
Таврове |
||||
|
Автоматична під флюсом |
стикове |
|||
|
Таврове |
||||
|
Нахлесточного |
||||
|
Те ж (під гострими і тупими кутами) |
||||
|
Таврове |
||||
|
Дугова алюмінію і алюмінієвих сплавів (товщина елементів - 0,8 ... ... 60 мм) |
стикове |
|||
|
Таврове |
||||
|
Нахлесточного |
||||
|
Дугове і електрошлакове двуслойной корозійностійкої сталі |
стикове |
|||
|
Таврове |
||||
|
електрошлакове |
стикове |
|||
|
Таврове |
||||
|
Дугова електрозаклепкамі під флюсом, в вуглекислому газі і аргоні |
Нахлесточного |
|||
Тбліца № 3
Приклади умовних позначень стандартних швів
|
Форма поперечного перерізу |
Умовне позначення шва, зображеного на кресленні |
|
|
з лицьового боку |
із зворотного боку |
|
|
|
|
|
|
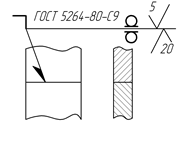
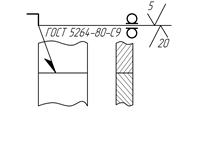
Шов стикового з'єднання з криволінійним скосом однієї кромки, двосторонній, що виконується дугового ручним зварюванням при монтажі вироби. Посилення знято з обох сторін. Шорсткість поверхонь шва з лицьового боку 5, зі зворотним 20. |
||
|
|
|
|
|
Шов кутовий, з'єднання без скосу кромок, двосторонній, що виконується автоматичним зварюванням під флюсом з ручною підваркою по замкнутій лінії |
||
 |
|
|
|
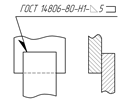
Шов нахлесточного з'єднання без скосу кромок, односторонній, що виконується дугового механізованим зварюванням в захисних газах електродом, що плавиться. Шов - по незамкненою лінії; катет шва - 5 мм |
||
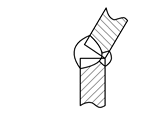
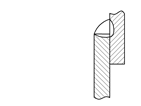
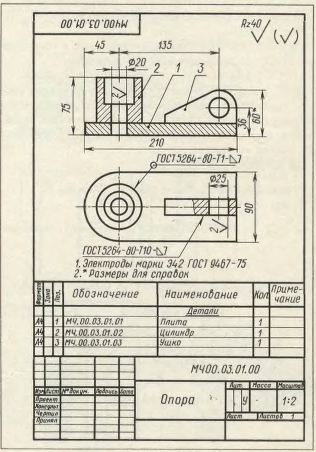
Привіт, друзі! Ми продовжуємо тему про створення збірок в Компасі, і сьогодні створимо складальний креслення зварного з'єднання вироби Опора.
Початкове завдання візьмемо з підручника Боголюбова, 1985 рік, стор. 285.
створення збірки
Для створення збірки, необхідно виконати 3d моделі всіх деталей, що входять в неї.
Деталі можна створити самостійно або скачати за посиланням в кінці статті.
Бажано всі документи, які стосуються збірці зберігати в одній папці.
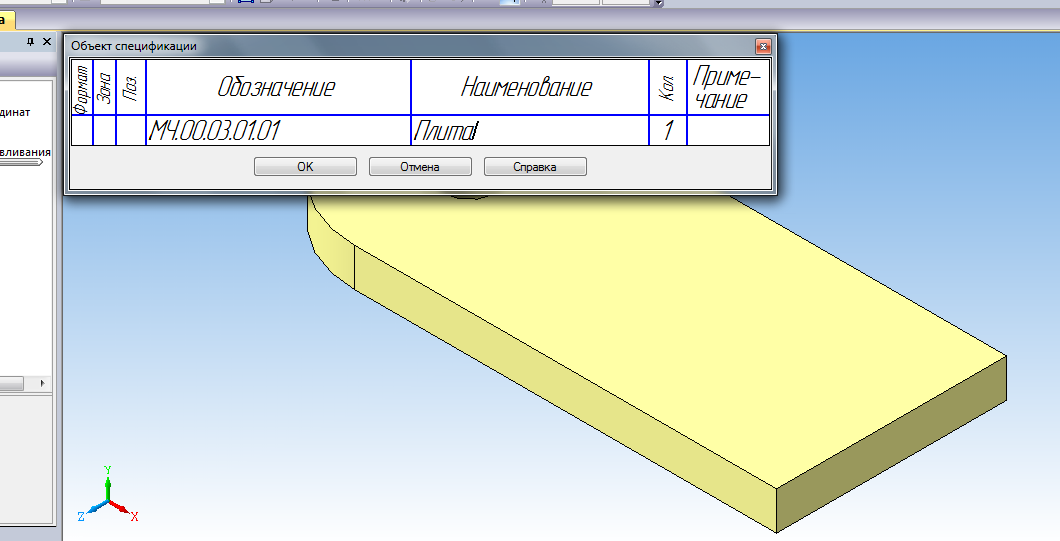
Для кожної деталі додаємо об'єкт специфікації: Специфікація → Додати об'єкт → Деталі → Створити.
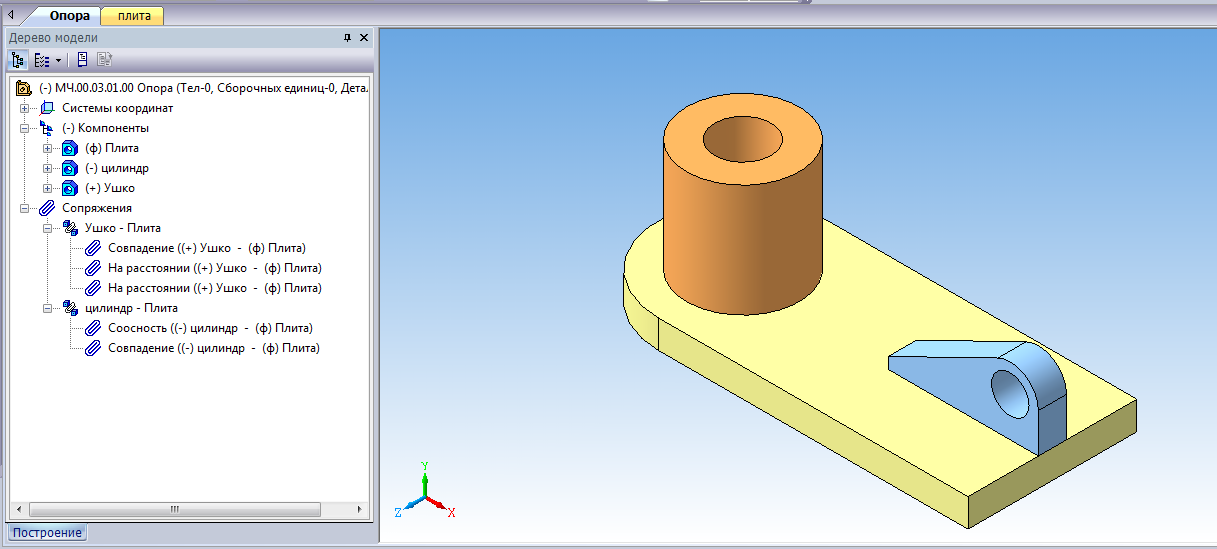
Створюємо збірку: орієнтація XYZ, першої вставляємо Плиту, потім Циліндр і Вушко. Детальніше і накладення сполучень.
Потім створюємо об'єкти специфікації для збирання: Специфікація → Створити об'єкти специфікації.
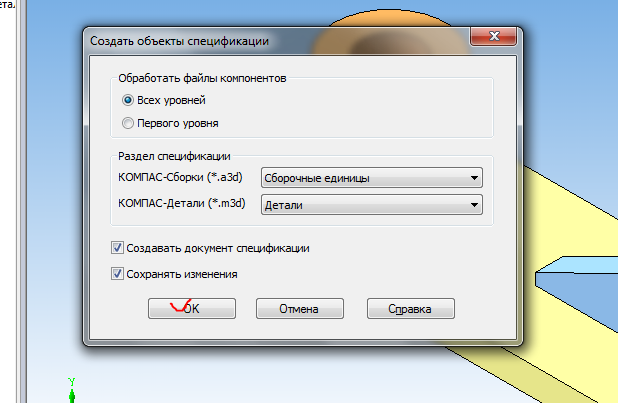
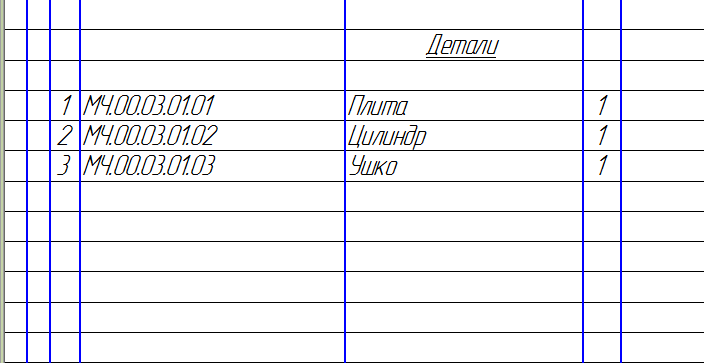
Тепер в папці з документами на збірку з'явився новий документ - специфікація, що містить відомості про компоненти збірки.
Складальне креслення зварного з'єднання
Створимо асоціативний складальне креслення вироби Опора.
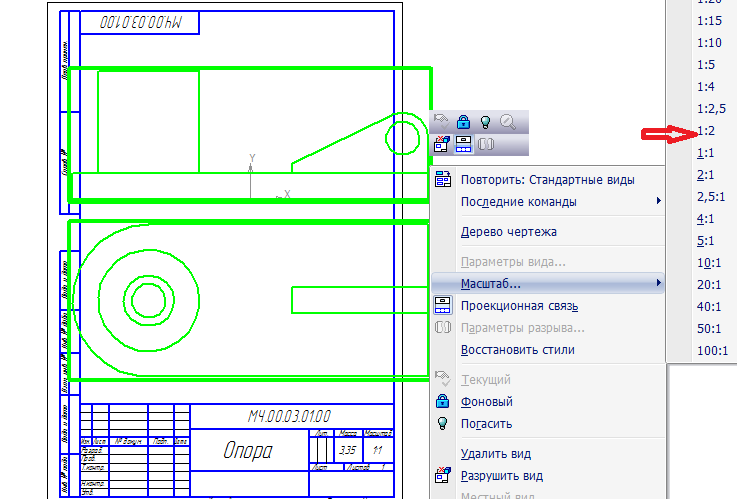
Відключаємо вид зліва вироби і вставляємо два види в поле креслення формату А4.
Як бачите, види занадто громіздкі, тому встановимо для них масштаб 1: 2. Виділяємо їх, в контекстному меню (ПКМ) вибираємо команду Масштаб, вибираємо 1: 2.
Передня панель має бути замінений фронтальним розрізом, тому видаляємо його.
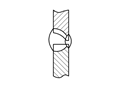
Створюємо розріз.
![]()
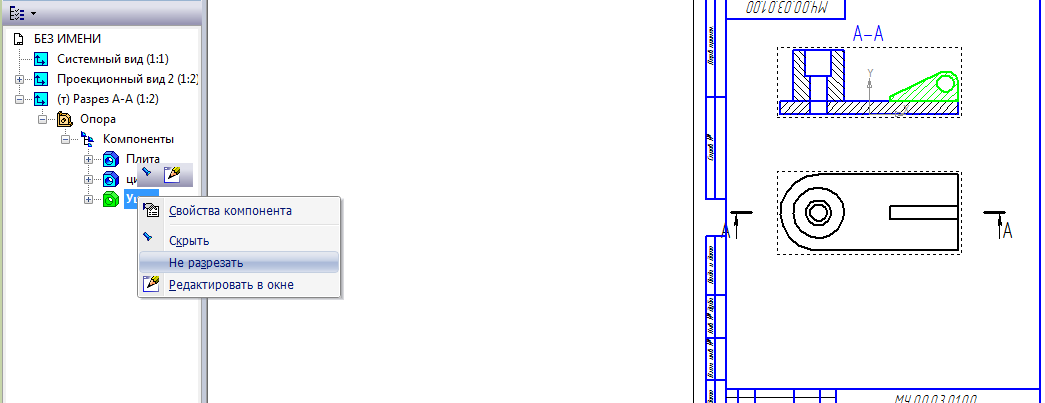
Цей розріз необхідно відкоригувати, т. К. Вушко не повинно бути заштрихована.
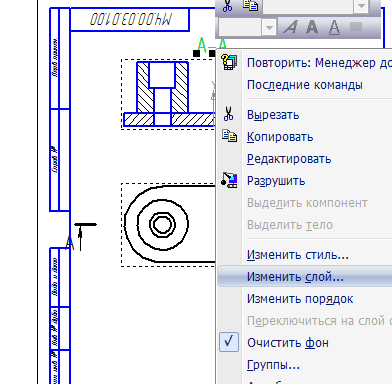
Викликаємо вікно Дерево креслення: Вид → Дерево креслення. Добираємося до компонента Вушко і в Контекстному меню вибираємо команду Чи не розрізати. розбудовуємо збірку
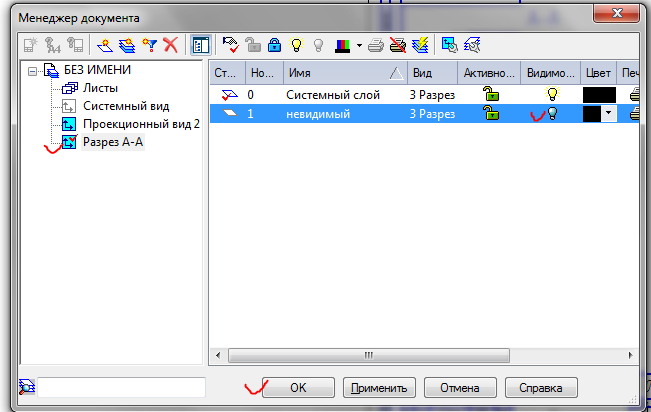
Також необхідно видалити буквене позначення розрізу і сліду січної площини. Для цього створюємо невидимі шари, на які переносимо ці позначення.
Робота зі специфікацією
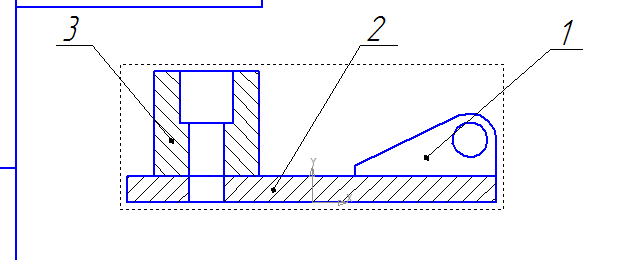
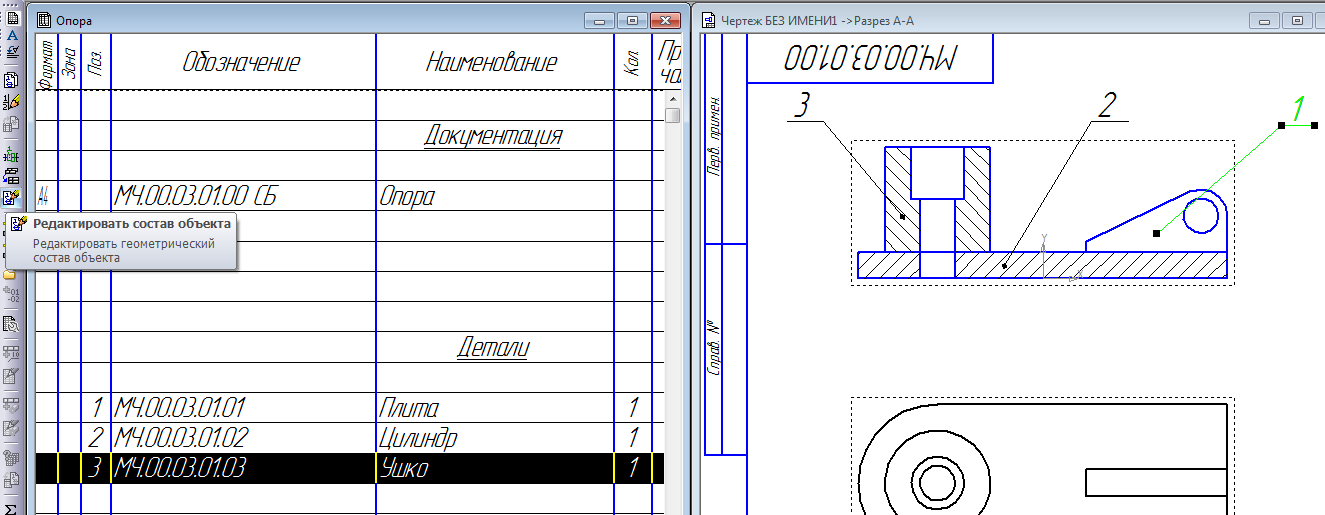
Тепер розставляємо позиції деталей на кресленні довільно, ми їх відредагуємо пізніше.
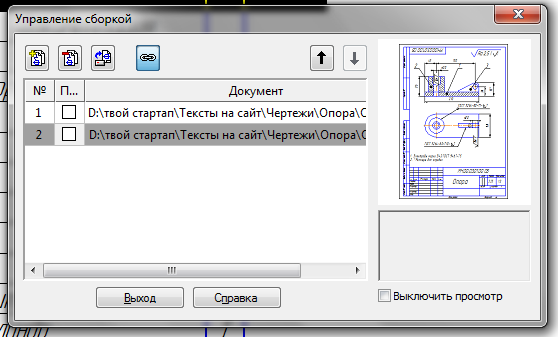
Щоб відредагувати позиції на кресленні зварного з'єднання потрібно зв'язати його з файлом специфікації. Відкриваємо специфікацію, викликаємо вікно Управління складанням → тиснемо «+» Підключити документ і додаємо посилання на складальне креслення.
синхронізуємо позиції
Для того, щоб позиції на кресленні і специфікації були однаковими синхронізуємо їх.
Ми залишаємо відкритими тільки файли креслення зварного з'єднання і специфікації на нього. У меню Вікно вибираємо розташування вікон Мозаїка вертикально. На складальному кресленні виділяємо позицію вушка і в специфікації виділяємо відповідний рядок. Далі натискаємо на кнопку Редагувати складу об'єкта → вибираємо складальне креслення → Додати.
Повторюємо процедуру для всіх позицій, при цьому позиції на кресленні перенумеровуються автоматично.
У специфікацію необхідно додати розділ Документація, а в нього складальне креслення. Натискаємо кнопку Додати розділ, вибираємо розділ Документація- Створити. На панелі властивостей вибираємо вкладку Документи і завантажуємо складальне креслення. Погоджуємося взяти дані з основного напису.
Існують законодавчо встановлені ГОСТи, в яких прописані всі позначення для зварювальних швів. Знання всіх особливостей, записи позначень дозволять швидко і якісно виконати всю роботу зі зварювання деталей. Креслення мають масу особливостей, наприклад, однакове позначення різних швів, або ж нумерація зварних елементів. Тільки знання всіх «підводних каменів» проекту дозволить швидко зрозуміти його суть.
Основні позначення
В зварних конструкціях використовуються матеріали різної товщини, розмірів і форм, крім того, деталі можуть мати різне розташування по відношенню один до одного. позначення зварювального шва на кресленні безпосередньо залежить від взаємного розташування зварних елементів конструкції. Встановлено всього 5 типів з'єднань (згідно ГОСТ 5264 і ГОСТ 14771):
- «С» стикувальний;
- «С» торцеве;
- «У» кутовий;
- «Н» нахлестное;
- «Т» Таврове.
Стикового на кресленні є з'єднанням елементів, які розташовуються на одній поверхні або площини. Процес зварювання деталей відбувається по суміжних торцевих сторонах.

Торцеве з'єднання «С» представляє собою зварювання елементів по торцевих сторонах деталей, у яких бічні поверхні знаходяться разом. Даний метод використовується при зварюванні деталей з тонкого металу, Для того, щоб виключити можливість прожога. Позначення зварювальних швів на кресленнях однаковими буквами, наприклад, стикувальний і торцеве, повинно мати пояснення, що стосується конкретного типу використовуваного зварювального шва.
Позначення зварювальних швів на кресленнях великою літерою Н при зварюванні нахлестним методом. При зварюванні деталі розташовані на паралельних лініях таким чином, що один елемент частково перекриває інший.
Т - це позначення на кресленнях таврового зварного шва. Торцева частина однієї деталі з'єднується з торцевою частиною іншої деталі під певним кутом (може бути і 90 градусів).
Останній тип «У» - кутовий, є шов, який виходить в результаті розташування елементів, що зварюються під прямим, гострим або тупим кутом по відношенню один до одного.
Зварювальний шов на кресленні, незалежно від того, який саме тип зварювання використовувався, може бути позначений, як видимий або невидимий.
Відомий тип шва позначається суцільною лінією, невидимий шов позначають пунктирною лінією. Одиночна зварна точка, яка є видимою, на кресленнях позначається знаком «+», невидима не має ніяких позначень.
 Особливості вказівки швів на кресленні
Особливості вказівки швів на кресленні
Якщо креслення має шви, які були виконані за одними і тими ж стандартами, то зварювальні креслення, позначення матимуть одні і ті ж, але це слід вказати в технічних вимогах даного креслення.
На кресленнях однакові шви можуть бути пронумеровані, але тільки в тому випадку, якщо всі шви ідентичні один одному і мають одностороннє зображення, наприклад, тільки з лицьового або зі зворотного боку. Якщо шов не має ніякого позначення, на кресленні він повинен бути відзначений як лінія - виноска, яка не має полиць.
Позначення зварювального шва на кресленні симетричного вироби має являти собою лінії - виноски, а самі шви повинні бути зображені тільки на якійсь одній з симетричних частин вироби. Але це можливо тільки в разі, якщо присутній вісь симетрії.
Креслення: вимоги ГОСТ
Зварювання, позначення на кресленні ГОСТ, де є однакові складові елементи однієї деталі, які були зварені швами однакового типу, можуть бути позначені як ліній-виносок. Позначення швів може бути тільки у якійсь одній частині деталі, найбільш оптимальним варіантом є зображення, поряд з яким знаходиться лінія - виноска.
Деякі зварювальні шви можуть на кресленні не відзначатися лініями - виносками, а вказуватися в якості зварювальних пояснень в технічних вимогах і записках до креслення. Позначення зварювального шва на кресленні - обов'язкова умова, це знаходиться в технічному вимозі, воно повинно містити інформацію про тип, розміри деталей і їх конструктивних особливостях, розташуваннях зварювальних швів в поперечному перерізі.
До всіх швах або групі швів на кресленні приводиться однаковий ряд вимог, який повинен розташовуватися або в таблиці, або в технічному описі.
Сварка (позначення на кресленні ГОСТ) повинна повністю відповідати всім встановленим вимогам. Грамотно складений креслення - це запорука швидкої і ефективної роботи зварників. Креслення, який виконаний не у відповідності до вимог ГОСТ, не буде прийнятий органами.
Саморобний зварювальний апарат може прекрасно підійти для виконання побутових завдань середньої складності. Природно, з повноцінним зварювальним інвертором його важко порівняти, але невеликі домашні роботи такої ...
Виходячи з умов роботи і прямого призначення, труб пред'являють цілий список умов, встановлених ГОСТом (спеціальний технічні умови). Так, наприклад, зварювальні труби, які застосовуються у ...
Зварювальні роботи більше не привілей профі, і спеціальні знання зі зварювання можуть стати в нагоді не тільки сварщикам. схема инверторного зварювального апарату - в нашій статті ....




