Cum se lucrează cu sudură. Am aprins arcul prin metoda de a striga. Tipuri de electrozi, structura și compoziția acestora
Au trecut câteva sute de ani de când oamenii s-au alăturat pentru prima dată celor două suprafețe metalice, folosind procesul de topire a unei bare de metal folosind un curent electric. Această bară este electrodul.
Compoziția electrodului și valoarea acestuia
Acoperirea sau suprafața sa constă dintr-un amestec de metale - nichel, mangan, fier și minerale - alumină, magnezie, calcar, care se află într-o stare pulverizată. Metalele se topesc, iar mineralele sunt un fel de protecție împotriva acțiunii oxigenului. O astfel de protecție este necesară pentru consolidarea conexiunii. Un colorant este adăugat suplimentar la acest amestec, ceea ce facilitează recunoașterea acestora de către specii.
Baza pentru acoperire este un fir metalic subțire. Tipul de care depinde de ce funcționează este destinat să utilizeze acest produs pentru. Practic, pentru acest lucru se utilizează sârmă din oțel inoxidabil sau sârmă de carbon.
Produsul este transmisia de curent electric, concepută pentru încălzirea și topirea suprafeței metalice.
Fiecare persoană, mai devreme sau mai târziu în viață, se confruntă cu o astfel de situație, atunci când este necesar să gătești ceva în viața de zi cu zi cu ajutorul sudării electrice și a aparatelor. Mai întâi de toate, trebuie să aveți mașină de sudură și, desigur, abilități de lucru, pentru că trebuie să știți cum să gătiți cu electrozi.
Principiul procesului de sudare electrică
Dacă gătiți cu sudură electrică la domiciliu, utilizați orice mașină de sudură cu puterea maximă de 160 Amp. În timpul lucrului, arcul este excitat între planul părții și electrod. Pentru munca de succes este necesar să se respecte anumite reguli:
- În planul pieselor care necesită sudură, trebuie să atașați un fir care se îndepărtează de transformator - masa și celălalt fir, la care electrodul este atașat la suport, ar trebui aduse în planul locului de sudură și ghidate de-a lungul capătului produsului. Va apărea un arc.
- Pentru a se suda în mod corespunzător, este necesar să gătiți corect folosind electrozi. Acest lucru este realizat prin selectarea distanței dorite de la suprafața articulației. Distanța optimă este de 2 până la 6 mm. Ca urmare a temperaturii înalte a arcului, metalul se topește pe suprafața de sudură și umple canelura care a fost formată în momentul impactului cu arc pe suprafața metalică. Dacă ghidați corect și corect electrodul de-a lungul joncțiunii, acest canal este umplut cu metal topit.
- O mare importanță pentru un rezultat eficient și de înaltă calitate este alegerea electrozilor înșiși. Pentru a efectua lucrări, utilizați tipurile sale: oțel, cupru, fontă, bimetalică, alamă. Ele sunt de asemenea împărțite în branduri, de exemplu, 332, 350 și altele. Pentru a desemna marcajele acestora, se utilizează un indice specific, care indică parametrul de vâscozitate al sudurii, iar numerele pe indice indică nivelul de duritate a metalului. Principala regulă pe care trebuie să o utilizați în alegerea lor este calculul grosimii metalului.
- Pentru ca sudura să reușească, este necesar să puteți ține bine electrodul de sudură. Ar trebui să existe o pantă de aproximativ 80 de grade, spre arc. Apariția arcului se poate realiza prin două metode: scrierea (produsul trebuie păstrat, ca un meci în timpul aprinderii) și ridicarea (acestea sunt lovite pe suprafață și ridicate când arcul apare).
orizontală
Este important nu numai să țineți corect electrodul de sudură, ci și să selectați amperajul necesar. Dacă este prea mic, arcul va ieși în mod constant.
Abilitatea de a ține electrodul în timpul sudării face posibilă umplerea mâinii și gătitul la un nivel mai înalt și cu o viteză mai mare.
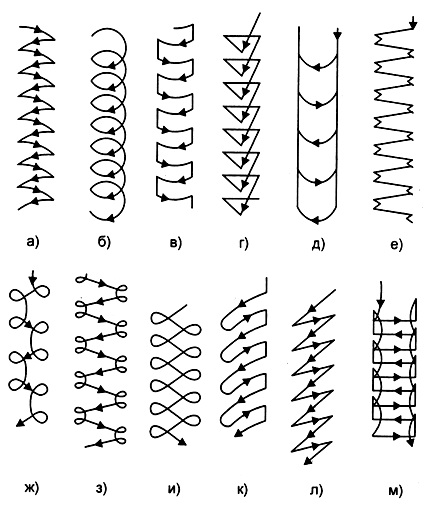
mișcarea electrodului final în timpul sudării
Alegerea valorii potrivite
O operație importantă în pregătirea pentru lucru este calculul numărului necesar de electrozi. Astfel, este necesar să se ia în considerare astfel de factori: grosimea și greutatea metalului, lungimea cusăturii. Această procedură vă permite să lucrați eficient și economic, dacă în același timp conduceți în mod egal electrodul. Pentru a număra numărul lor este folosit mai multe moduri. Cel mai popular este calculul greutății metalului topit. Unitatea în care se calculează numărul este kilogram. Achiziția este o pierdere semnificativă. Pentru a economisi cel puțin puțin la cumpărare, este necesar să se țină seama de aspectul lor, puterea curentului în timpul sudării corespunzătoare a electrodului.
De asemenea, puteți utiliza vizualizarea automată sau semi-automată a procesului de sudare. Aceste metode constau în faptul că este necesară conducerea electrodului într-un cerc, care fac posibilă reducerea semnificativă a cantității necesare pentru fierberea planelor de piese și metale.
- Tehnica de sudare: concepte de bază
- Învățați să aprindeți un arc
- Atingeți aprinderea arcului
- Arcul de lumină
- Erorile posibile care împiedică pornirea arcului
- Sfârșitul sudării
- Modalități de poziționare a instrumentului de lucru
- Ingineria siguranței
Pentru a găti corect, există multe probleme tehnologice și nuanțe, cea mai importantă fiind poziția corespunzătoare a electrodului în timpul sudării.
Sudarea trebuie efectuată cu îmbrăcăminte de protecție.
Sudarea este un proces prin care se obține o legătură solidă dintr-o bucată de 2 părți prin topirea marginilor. Tehnologie modernă permiteți sudarea materialelor identice și complet diferite, cum ar fi metalul și ceramica.
Puteți să vă sudiți în diferite moduri, dar cele mai comune condiții de viață au obținut sudura cu arc, unde procesul are loc datorită funcționării arcului electric. Arcul este creat între 2 electrozi, dintre care unul este un produs sudat. Întregul proces are loc la o temperatură ridicată, ajunge la 7000 ° C, ceea ce vă permite să topiți aproape orice metal.
Mașina de sudură are 2 cabluri, la capătul unuia există un clește, iar la sfârșitul celui de-al doilea - suportul în care este instalată scula de lucru. Când aparatul este în funcțiune, se formează un arc între electrod și componentă. În acest caz, se emite o mulțime de căldură, metalul se topește, datorită căruia are loc o conexiune fiabilă și durabilă a pieselor.
Pentru ca un arc electric să apară, este necesar să atingeți piesa pentru o scurtă perioadă de timp cu vârful sculei și apoi să o luați 3-4 mm.
O tijă metalică este folosită ca o unealtă de lucru care este acoperită cu un compus special de sus. Lungimea standard a electrodului este de 30,35 cm, iar diametrul acestuia este de 1,5,2.25,3.25 4, etc.
Racordurile sudate pot fi unghiulare, în formă de T, andocare, suprapunere și altele. În funcție de locația lor, ele sunt orizontale, verticale și plafoane. Cusătură de sudură poate fi efectuată într-una sau mai multe treceri. Poate fi punctual sau continuu.
Dacă sunteți începător și nu ați mai făcut niciodată această lucrare, atunci informațiile despre poziția electrodului în timpul sudării trebuie luate în considerare de la bun început.
Tehnica de sudare: concepte de bază
Pentru a începe efectuarea lucrărilor de sudură, mai întâi trebuie să dați poziția corespunzătoare a electrodului, să îl aprindeți și să țineți arcul electrodului în timpul sudării. Pentru un tânăr sudor, aprinderea arcului poate cauza anumite probleme, dar în timp dispare.
A doua valoare importantă în timpul exercițiului este poziția electrodului în timpul sudării. Acest punct este evidențiat în timpul studiului și la începutul anului sudare. Având experiența necesară, sudorul nu mai acordă atenție poziției electrodului în timpul sudării, accentul său principal se pune pe ceea ce se întâmplă în timpul sudării în piscina de sudură. Poziția electrodului în timpul sudării pentru un sudor este un pas foarte important de învățare.
În cea de-a treia etapă de antrenament, după ce o persoană poate face poziția corectă a electrodului, trebuie să învețe să spargă arcul electrodului în timpul sudării, adică să efectueze sfârșitul cusăturii de sudură.
Înapoi la cuprins
Învățați să aprindeți un arc

Ignita electrodul este expresia profesională a sudorilor. Deși ar fi corect să spunem - aprindeți arcul de sudură. Acest proces este efectuat pentru a verifica marca sculei de lucru, rezistența curentului și a se pregăti pentru sudură.
Există două moduri de a aprinde arcul, ele diferă în funcție de tipul de mișcare și au o poziție diferită a electrodului.
- Instalarea electrodului în timpul sudării este efectuată astfel încât să fie aprinsă prin atingerea acestuia pe metal.
- În această metodă, o unealtă de lucru este strivită pentru metal.
Aceste metode sunt similare unul cu celălalt, utilizarea acestora depinzând de alegerea sudorului de tehnica de instalare a electrodului în timpul sudării, iar acest lucru depinde de condițiile de lucru și de experiența profesională personală.
Înapoi la cuprins
Atingeți aprinderea arcului

Cu această metodă, arcul se aprinde din cauza metalului care atinge scula de lucru. Norma prevede o astfel de instalare a electrodului în timpul sudării, astfel încât să fie localizată vertical și să atingeți metalul cu capătul acestuia. De îndată ce există un arc când atinge metalul, este necesar să începeți mișcarea sculei de lucru, altfel se va lipi.
Dacă electrodul se lipeste în timpul sudării, acesta începe să se încălzească. Pentru a corecta această eroare, tehnica de sudare sugerează următoarele. Este necesară schimbarea poziției electrodului, pentru care se îndoaie și se desprinde din punctul de lipire. După această acțiune, se poate forma un vizor la sfârșit și munca ulterioară va fi dificilă. Prin urmare, dacă apare un vizor, acesta trebuie să fie zdrobit. Pentru a face acest lucru, loviți unealta de lucru pe o suprafață orizontală solidă.
Utilizarea acestei metode de instalare a electrodului în timpul sudării necesită o anumită experiență de lucru de la sudor, prin urmare, nu este recomandat ca un sudor novice să o folosească.
Înapoi la cuprins
Arcul de lumină

Această opțiune este mai frecventă și prin modul de execuție este similară cu modul în care aprindeți un meci într-o cutie de potrivire.
Această metodă este considerată mai simplă și, prin urmare, potrivită pentru un sudor novice. Atingerea este ținută într-un timp scurt, iar instrumentul deja aprins se mișcă înapoi. Totul se desfășoară într-o mișcare netedă, a cărei direcție nu o schimbă. În metoda de aprindere anterioară, procesul a fost împărțit în două etape, în care scula de lucru sa mutat în direcții diferite.
Dezavantajul acestei metode este că este adesea necesar să se pornească un arc într-un loc greu de ajuns. Aceasta înseamnă că instrumentul nu poate primi poziția corectă pentru efectuarea strike-off-ului, este necesar să se aprindă arcul numai atingând.
Înapoi la cuprins
Erorile posibile care împiedică pornirea arcului
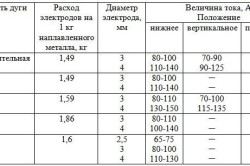
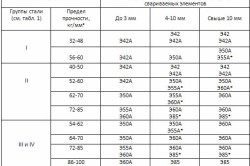
Tabelul cu caracteristicile electrotrodei.
Se întâmplă că devine foarte dificil să porniți un arc. Depinde nu numai de ce poziție a instrumentului în timpul funcționării acceptați, există și alte motive.
Motivele pentru care este imposibil să porniți un arc:
- Contact de masă rău. Este necesar să verificați dacă ați instalat corect.
- Prezența vopselei pe metal face imposibilă aprinderea arcului. Dacă stratul de vopsea este mic, atunci poate fi străpuns de o lovitură ascuțită. După formarea arcului va crea o temperatură ridicată, vopseaua va începe să se ardă și nu va mai fi o piedică. Este mai bine să curățați articulația de vopsea, astfel încât va fi mult mai ușor să lucrați.
comentarii:
- Reguli de lucru
- Care sunt electrozii?
- Sfaturi utile
Sudarea este un proces care necesită cea mai mare atenție, responsabilitate, respectarea tuturor regulilor și reglementărilor. Această regulă se aplică oricărui tip de sudură. Ar trebui să se efectueze numai cu utilizarea echipamentului necesar și a echipamentului de siguranță. O atenție deosebită trebuie acordată alegerii electrozilor, care sunt prezentate într-o gamă largă de sortimente.
Dacă tehnologia nu este urmată, este posibilă apariția diferitelor defecte, de la sudarea de calitate slabă, la curba cusăturii, la o cantitate mare de zgură.
Procesul de sudare este responsabil și nu la fel de simplu cum pare. Mai întâi trebuie să pregătiți toate materialele și instrumentele care ar putea fi necesare în lucrare. După aceea, trebuie să purtați mănuși speciale, un scut special care să protejeze fața și ochii. Arcul se aprinde ca un meci regulat. Capătul electrodului de la suprafața piesei trebuie să fie la o distanță de 3 mm - aceasta este dimensiunea optimă pentru arc. Dacă electrodul începe să rămână în timpul funcționării, acest lucru indică faptul că fluxul este deteriorat, adică începerea lucrului este incorectă.
Reguli de lucru

Cum să gătești? Este necesar să se păstreze constant distanța corectă între suprafața sudată și electrodul însuși, pentru a urma procesul, deoarece atunci când se deplasează înainte, cantitatea de metal de pe electrod scade, ceea ce înseamnă că trebuie să fie coborât la nivelul necesar. Se recomandă respectarea acestor reguli de lucru:
- Decalajul trebuie menținut pe parcursul întregului proces de sudare: vă permite să controlați piscina de sudură pentru a forma o sudură de înaltă calitate cu caracteristici excelente.
- Este imposibil să faceți un decalaj foarte mare, deoarece arcul de sudură va începe să "sară", penetrarea va deveni rea, va fi dificil de controlat materialul depus.
- Dacă decalajul este mic, timpul pentru încălzirea materialului de bază nu va rămâne pur și simplu, iar cusătura va fi convexă, rotundă, cu părțile nefinisate vizibile pe laturile sale.
Înapoi la cuprins

Cum să gătiți, să obțineți în cele din urmă o cusătură de înaltă calitate și netedă? la arc de sudură este necesar să se formeze cu atenție o cusătura. Tehnica nu este atât de complicată, însă necesită respectarea tuturor standardelor:
- Formarea însăși se realizează prin mișcări zig-zag sau circulare, în al doilea caz este necesar să se miște lateral în timp ce se observă piscina de sudură.
- Baia este distribuită într-un cerc, mișcarea trebuie să fie netedă.
- Miscările zig-zag sunt realizate dintr-o parte în alta, iar cada de baie se deplasează dincolo de căldură.
În timp ce se deplasează, întregul metal din electrod trebuie să rămână în urmă. În unele cazuri, se întâmplă că metalul pur și simplu nu este suficient, atunci este necesar să lăsăm subcotări scurte. Acesta este un canal mic care rămâne pe marginea cusăturii, nivelul său ar trebui să fie sub metal. Deseori problema de a găti, cereți celor care încă nu au experiență suficientă în sudură. Aici trebuie să ne amintim că cu cât este mai mare înclinația, cu atât este mai convexă cusătura. Dimpotrivă, cu cât panta este mai mică, cu atât mai uniformă și mai curată este cusătura.
Adesea, atunci când nu se respectă regulile de sudare, apar astfel de erori:
- Dacă faceți prea multă înclinare, arcul rezultat va apăsa puternic cusătura, ceea ce va face ca baia să fie pur și simplu neangajată, ceea ce înseamnă că calitatea sudării va fi scăzută.
- Când electrodul se îndepărtează de cusătura, forța arcului este îndreptată înapoi. Sudura începe să plutească, adică să crească, calitatea acesteia se deteriorează.
- Electrodul se află direct deasupra punctului de sudură, în timp ce căldura începe să se acumuleze puternic sub el. Acest lucru duce la faptul că arc de sudare începe să apese pe baie, există o topire prea adâncă.
Înapoi la cuprins
Care sunt electrozii?
Pentru a găti sudura în formă de arc, se folosesc electrozi speciali. Acestea sunt tije de metal de diferite tipuri care asigură curentului partea care urmează să fie sudată. În timpul funcționării, marginile pieselor se topesc sub influența curentului, după care se realizează o umplere treptată a cusăturii cu ajutorul metalului propriu-zis al electrodului.
În timp ce lucrați în jur cusătură de sudură protecția gazului este formată, datorită prezenței unui strat de flux pe electrod. Prin urmare, este important să alegeți exact electrodul și cu diametrul adecvat pentru tipul de lucru specific. Depinde de grosimea pieselor care trebuie sudate:
- grosime 2 mm, diametrul electrodului - 2-2,5 mm;
- grosime 3 mm, diametru 2,5-3 mm;
- grosime 4-5, diametru - 3-4 mm;
- grosimea este de 6-12 mm, diametrul este de 3-4 mm;
- grosime de la 13 mm, diametru 5-6 mm.
Din punct de vedere profesional este necesar să se ia în considerare diametrul de 1,6 mm, care este utilizat pentru lucrări fine și precise cu piese cu o grosime de până la 1 mm. Toți electrozii utilizați pot fi, de asemenea, împărțiți în grupuri:
- diametru (de la 23 mm la 6 mm);
- pe etichetă (în funcție de scop și alte caracteristici);
- de către producător.
Separat, în funcție de diametru, toți electrozii de sudură sunt aleși pentru un anumit tip de curent:
- 2 mm - curent de sudare 55-65 A;
- 2,5 mm - curent de gătit 55-80 A;
- 3 mm - curent de sudare 70-130 A;
- 4 mm - curent de sudare 130-160 A;
- 5 mm - curent de sudare 180-210 A.
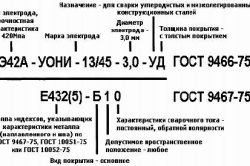
Când întrebați cum să preparați electrozi, este important să acordați atenție etichetării:
- pentru curent continuu Marcajul UONI, folosit pentru structurile de oțel care vor fi supuse încărcăturii grele.
- Universal sunt destinate pentru a lucra cu un curent direct / alternativ de OZS. După lucru, mai puțin zgură rămâne, curentul de sudură este consumat mai puțin.
- Cu acoperire rutilă - MP3. Acestea sunt aplicate cu curent alternativ, direct.
- Universal - ANO-4, care sunt vândute în pachete mici.
- Specializat - TsU-5, utilizat pentru conducte de sudare.
- TsCh-4 sunt potrivite pentru lucrul cu fontă.
- TsL-11 sunt destinate pentru oțel inoxidabil.
- OK 96.20 utilizat pentru sudarea pieselor din aluminiu.
- KOBELKO LB-52U sunt utilizate pentru sudarea gazelor și conductelor de apă. Acestea sunt considerate printre cele mai bune, dar costul lor este mult mai mare. De obicei, acestea nu sunt folosite pentru munca obișnuită, deoarece există o serie de alte, mai potrivite, atât în ceea ce privește calitatea, cât și prețul.
instrucție
Luați foile unul la celălalt.
Lipirea se realizează prin cusături scurte pe cusătura (aproximativ 5-10 mm), cu o distanță între ele de 50-100 mm pe toată îmbinarea. Executați sudura cu o întrerupere periodică - stingeți arcul (prin scoaterea electrodului) și aprindeți-l repede, pentru ca metalul să nu aibă timp să se răcească. Durata continuă a arcului depinde de grosimea plăcii și de puterea curentului. Pentru o foaie de 1 mm groasă și mai subțire, ar trebui să fie 1-3 secunde.
Conectați complet foliile.
Gătește-te intermitenta sutura, din când în când mutarea electrodului la o interfață nouă (rece). Acest lucru va evita răsturnarea puternică a metalului - în special dacă lungimea îmbinării este relativ mare (mai mare de 200-250 mm). Cu cât lungimea cusăturii continue este mai scurtă, cu atât este mai puțin deformată. Începeți gătitul la un capăt al joncțiunii, apoi mergeți la cealaltă margine, apoi treceți la centru, etc.
sudare metal subțire îmbinare
Luați decalajul minim între marginile oțelului de-a lungul întregii lungimi a îmbinării. Cazul ideal este lipsa totală a clearance-ului. Utilizați un tampon de sprijin care se potrivește sub îmbinare pentru a suda fundul metalic subțire. Este destul de dificil să sudați oțel subțire (1 mm și mai subțire), fără o căptușeală, deși este foarte posibil cu un invertor de sudură și cu electrozi importați. Tehnologia însăși de sudare (selecție curent de sudare, utilizarea lipirii, sudarea intermitentă și pas cu pas) rămâne exact la fel ca în cazul sudării suprapuse.
Sudarea cu garnitură de oțel ne-retractabilă
Dacă designul piesei permite prezența unei căptușeli ne-retractabile, plasați o bandă de oțel de aceeași grosime ca și foaia principală de 13-15 mm lată sub articulație. Asigurați-vă că metalul sudat este strâns împotriva acestuia. O astfel de căptușeală va permite ca piesa să fie sudată, chiar dacă există un spațiu de câteva milimetri în articulație. În acest caz, căptușeala este sudată de piesă.
Sârmă cu sudură cu cupru
Dacă este inacceptabilă existența unei căptușeli nedemontabile, puneți o bandă de cupru sub articulație (cu cât este mai groasă cu atât mai bine). Cuprul va elimina căldura și va împiedica arderea foilor. După sudură, îndepărtați căptușeala.
Sudare cu captuseala retractabila din otel
Dacă este inacceptabilă o căptușeală nedemontabilă, dar nu există o bandă de cupru, sudați partea cu o căptușeală din oțel și scoateți-o cu grijă cu un polizor unghiular.
Sudarea este procesul de formare a îmbinărilor permanente datorită apariției legăturilor interatomice între materialele sudate în timpul încălzirii sau deformării lor. Nu numai metalele pot fi sudate, ci și materialele plastice. Cel mai adesea trebuie să ne ocupăm de sudarea oțelului și a materialelor de etanșare la cald.
Veți avea nevoie
- - mașină de sudura pentru sudare electrică cu arc;
- - sudare cu gaz;
- - electrozii de sudare;
- - mașină de sudură pentru țevi din plastic;
- - instalație de încălzire (fier, aragaz electric etc.).
instrucție
Trebuie să știți că este permisă utilizarea numai a accesoriilor destinate prelucrării oțelului inoxidabil laminat. Acestea sunt roți și curele de șlefuit, perii din oțel inoxidabil și pușcuri. Rețineți că uneori nu puteți procesa alte materiale, cum ar fi oțelul carbon, cu fracțiuni din oțel și sticlă.
Decaparea este considerată una dintre cele mai eficiente metode de sudare după sudură. Când se utilizează corect, gravarea poate elimina stratul de oxid dăunător, precum și zona cu un conținut redus de crom.
În funcție de condițiile specifice, gravarea se realizează prin imersare, aplicarea pe suprafață sau acoperirea produselor cu pastă. Cel mai frecvent folosit acid mixt în combinație cu apă. Timpul de decapare a oțelului inoxidabil depinde de concentrația de acizi, grosimea scării, temperatura și gradul de oțel inoxidabil.
Ultima etapă de prelucrare în sudură "oțel inoxidabil" - aducerea gradului de rugozitate a sudurii la indicatorul corespunzător al foii principale. Acest lucru se realizează prin măcinare și lustruire după gravarea. Un astfel de tratament îmbunătățește de obicei rezistența la coroziune a structurii.
surse:
- Sudarea oțelului inoxidabil, caracteristică sudării.




