Hegesztés. A kiabálás módszerével világítunk az ívre. Az elektródák típusa, szerkezete és összetétele
Több száz év múlva az emberek először csatlakoztak két fémfelülethez, egy elektromos rúd olvadási folyamatával, elektromos árammal. Ez a rúd az elektróda.
Az elektród összetétele és értéke
A bevonat vagy annak felülete fémek - nikkel, mangán, vas és ásványi anyagok - alumínium-oxid, magnézium, mészkő keverékéből áll, amelyek por alakú állapotban vannak. A fémek megolvadnak, és az ásványi anyagok egyfajta védelmet nyújtanak az oxigén hatásától. Ez a védelem a kapcsolat megerősítéséhez szükséges. A keverékhez ezenkívül hozzáadunk egy festéket, amely megkönnyíti azok felismerését fajonként.
A bevonat alapja egy vékony fémhuzal. A típus típusa attól függ, hogy milyen munkálatokkal kívánja használni ezt a terméket. Alapvetően rozsdamentes acélhuzalt vagy szénhuzalt használnak.
A termék az elektromos áram átvitele, amely a fémfelület melegítésére és olvadására szolgál.
Minden ember, előbb-utóbb az életben szembesül ilyen helyzetben, amikor valamit a mindennapi életben elektromos hegesztéssel és készülékekkel kell főzni. Először is szükséged van hegesztőgép és természetesen a munkaképesség, mert tudnod kell, hogyan kell főzni elektródákkal.
Az elektromos hegesztés folyamatának elve
Ha otthon elektromos hegesztéssel főz, használjon bármilyen hegesztőgépet, amelynek maximális teljesítménye 160 Amp. A munka során az ív az alkatrész síkja és az elektróda között izgatott. A sikeres munka érdekében bizonyos szabályokat kell betartani:
- A hegesztést igénylő alkatrészek síkjára egy vezetéket kell csatlakoztatni a transzformátortól távol - a tömeget és a másik huzalt, amelyhez az elektróda a tartóhoz van csatlakoztatva, a hegesztési hely síkjába kell vinni, és a termék vége felé kell vezetni. Egy ív jelenik meg.
- Ahhoz, hogy megfelelően lehessen hegeszteni, elektródokkal kell megfelelően főzni. Ezt úgy érjük el, hogy kiválasztjuk a kívánt távolságot a csatlakozás felületétől. Az optimális távolság 2-6 mm. Az ív magas hőmérséklete következtében a fém megolvad a hegesztési felületen, és kitölti a hornyot, amely az ívhatás pillanatában keletkezett a fém felületre. Ha helyesen és pontosan irányítja az elektródát a csomópont hosszában, akkor ez a horony olvadt fémmel van feltöltve.
- A hatékony és kiváló eredmény érdekében nagy jelentősége van az elektródák megválasztásának. A munka elvégzéséhez használja a típusait: acél, réz, öntöttvas, bimetál, sárgaréz. Márkájúak is, például 332, 350 és mások. A jelölések megjelöléséhez sajátos indexet használunk, amely a hegesztési viszkozitási paramétert jelöli, és az indexen lévő számok jelzik a fém keménységét. A fő szabály, amelyet a kiválasztásuk során kell használni, a fém vastagságának kiszámítása.
- Ahhoz, hogy a hegesztés sikeres legyen, meg kell tudni tartani a hegesztő elektródát. Körülbelül 80 fokos lejtőnek kell lennie az ív felé. Az ív kialakulását két módszerrel lehet elérni: az írást (a terméket meg kell őrizni, mint a gyújtás közbeni gyufát) és emelni (a felületen megérinteni és felemelni, amikor az ív megjelenik).
vízszintes varrat
Fontos, hogy a hegesztési elektródát ne csak helyesen tartsuk, hanem a szükséges áramot is válasszuk. Ha túl kicsi, az ív folyamatosan kialszik.
Az elektróda hegesztés közbeni tartása lehetővé teszi a kéz betöltését és főzését magasabb szinten és nagyobb sebességgel.
a végelektróda hegesztés közbeni mozgása
A megfelelő mennyiség kiválasztása
A munka előkészítésének fontos művelete a szükséges számú elektród számítása. Ezért figyelembe kell venni az ilyen tényezőket: a fém vastagságát és súlyát, a varrat hosszát. Ez az eljárás lehetővé teszi, hogy hatékonyan és gazdaságosan működjön, ha ugyanakkor egyenletesen vezeti az elektródát. Számuk számolásához többféleképpen is használható. A legnépszerűbb az olvasztott fém tömegének kiszámítása. Az egység, amelyben számuk számít, kilogramm. A vásárlás jelentős hulladék. Annak érdekében, hogy legalább egy kicsit megtakarítsuk a vásárlást, figyelembe kell venni azok megjelenését, az áram erősségét a megfelelő elektródhegesztés során.
Használhatja a hegesztési folyamat automatikus vagy félig automatikus nézetét is. Ezek a módszerek abban állnak, hogy az elektródát egy körben kell vezetni, lehetővé téve az alkatrészek és fémek síkjának forralásához szükséges mennyiség jelentős csökkentését.
- Hegesztési technika: alapfogalmak
- Tanulj meg egy ív megvilágítását
- Érintéses ív gyújtás
- Világos ív
- Lehetséges hibák, amelyek megakadályozzák az ív elindítását
- A hegesztés vége
- A munkaeszköz helyzetének módjai
- Biztonságtechnika
Ahhoz, hogy helyesen főzzük, sok technológiai probléma és árnyalat van, a fő a megfelelő elektród pozíció a hegesztés során.
A hegesztést védőruházattal kell elvégezni.
A hegesztés olyan eljárás, amelyben két részből álló szilárd, egyrészes csatlakozást nyerünk az élük olvadásával. Modern technológia lehetővé teszi, hogy mind az ugyanazon, mind a teljesen különböző anyagokat, például a fémet és a kerámiát hegessze.
Különböző módon lehet hegeszteni, de a leggyakoribb életkörülmények megszerzett ívhegesztés, ahol az eljárás az elektromos ív működtetése miatt történik. Az ív két elektróda között jön létre, amelyek közül az egyik hegesztett termék. Az egész folyamat magas hőmérsékleten megy végbe, eléri a 7000 ° C-ot, és ez lehetővé teszi, hogy szinte bármilyen fém megolvadjon.
A hegesztőgépen 2 kábel található, az egyik végén egy klip, a második végén pedig a tartó, amelybe a munkadarab van felszerelve. Amikor a készülék működik, egy ív alakul ki az elektród és a rész között. Ebben az esetben sok hőt bocsát ki, a fém megolvad, ami miatt megbízható és tartós csatlakozás történik.
Ahhoz, hogy az elektromos ív megjelenjen, a szerszám csúcsával rövid időre meg kell érinteni az alkatrészt, majd 3-4 mm-re el kell vinni.
A fémrúd munkaeszközként használatos, amely felülről külön anyaggal van borítva. Az elektróda szabványos hossza 30,35 cm, átmérője 1,5,2,25,3,25 4, stb.
A hegesztett csatlakozások szögletes, T alakú, dokkoló, átfedő és mások. Helyük szerint vízszintes, függőleges és mennyezeti. Hegesztési varrat elvégezhető egy vagy több lépésben. Lehet pont vagy folyamatos.
Ha Ön kezdő, és még soha nem végezte el ezt a munkát, akkor a kezdetektől fogva figyelembe kell venni az elektróda helyzetét a hegesztés során.
Hegesztési technika: alapfogalmak
A hegesztési munkák megkezdéséhez először meg kell adni az elektródának megfelelő pozícióját, meg kell gyújtania, és a hegesztés során tartsa az elektróda ívét. Egy fiatal hegesztő esetében az ív gyújtása bizonyos problémákat okozhat, de idővel eltűnnek.
A gyakorlat során a második fontos érték az elektróda hegesztés közbeni helyzete. Ezt a pontot a vizsgálat során és a kezdetén hangsúlyozzák hegesztés. Miután megkapta a szükséges tapasztalatokat, a hegesztés során a hegesztő nem foglalkozik többé az elektróda pozíciójával, elsősorban arra összpontosít, hogy mi történik a hegesztés során. Az elektróda helyzete a hegesztés során egy kezdő hegesztő számára nagyon fontos tanulási lépés.
A képzés harmadik szakaszában, miután egy személy meg tudta tenni az elektróda helyes pozícióját, meg kell tanulnunk megtörni a hegesztés során az elektróda ívét, vagyis elvégezni a hegesztési varrat végét.
Vissza a tartalomjegyzékhez
Tanulj meg egy ív megvilágítását

Az elektróda a hegesztők szakmai kifejezése. Bár helyes lenne azt mondani - gyújtani a hegesztési ív. Ezt a folyamatot a munkaeszköz márkájának, az áram erősségének és a hegesztés előkészítésének ellenőrzésére végzik.
Az ív meggyulladásához kétféleképpen lehet egymástól különbözni a mozgás típusától, és az elektróda eltérő helyzetben van.
- Az elektródát a hegesztés során úgy szereljük fel, hogy a fémre való megérintésével meggyulladjon.
- Ezzel a módszerrel a munkadarab fémre van ragasztva.
Ezek a módszerek hasonlítanak egymáshoz, felhasználásuk a hegesztés során a hegesztő által választott hegesztési technikától függ, és ez függ a munkakörülményektől és a személyes szakmai tapasztalatától.
Vissza a tartalomjegyzékhez
Érintéses ív gyújtás

Ezzel a módszerrel az ív meggyullad, mivel a fém megérinti a munkaeszközt. A szabály előírja az elektróda ilyen szerelését a hegesztés során, úgy, hogy függőlegesen helyezkedjen el, és a végéhez érjen a fém. Amint megérkezik az ív, amikor megérinti a fémet, meg kell kezdeni a munkadarab mozgatását, különben megmarad.
Ha a hegesztés során az elektróda elakad, akkor elkezd felmelegedni. A hiba kijavításához a hegesztési technika a következőket javasolja. Meg kell változtatni az elektróda pozícióját, amelyre a hajlítási ponttól elhajlik és eltörik. A cselekvés után a visor végül kialakulhat, és a további munka nehéz lesz. Ezért, ha egy védőburkolat jelenik meg, azt le kell állítani. Ehhez nyomja meg a munkaeszközt egy szilárd vízszintes felületen.
Ennek az elektródának a hegesztés során történő beszerelése a hegesztés során bizonyos munkatapasztalatot igényel, ezért nem ajánlott a kezdő hegesztő használata.
Vissza a tartalomjegyzékhez
Világos ív

Ez az opció gyakrabban fordul elő, és a végrehajtásának módja hasonlít ahhoz, ahogyan egy meccset egy gyufásdobozban megvilágít.
Ez a módszer egyszerűbbnek tekinthető, és ezért alkalmas egy kezdő hegesztőhöz. Az érintést rövid idő alatt tartják, és a már megvilágított műszer visszalép. Mindent egy zökkenőmentes mozgásban hajtanak végre, amelynek iránya nem változtatja meg. Az előző gyújtási módszerben az eljárást két szakaszra osztottuk, amelyben a munkadarab különböző irányokban mozgott.
Ennek a módszernek az a hátránya, hogy gyakran szükség van egy ív kezdetére egy nehezen elérhető helyen. Ez azt jelenti, hogy a műszer nem kap helyes pozíciót a sztrájkolás elvégzéséhez, ezért csak az érintéssel kell meggyújtania az ívet.
Vissza a tartalomjegyzékhez
Lehetséges hibák, amelyek megakadályozzák az ív elindítását
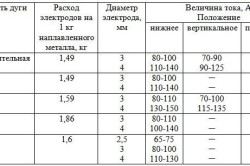
A jellemzők táblázata
Előfordul, hogy nagyon nehéz lesz elindítani egy ív. Nem csak attól függ, hogy a műszer milyen pozícióban van a működés közben, hanem más okok is vannak.
Az okait nem lehet elindítani:
- Rossz tömeges kapcsolat. Szükséges ellenőrizni, hogy helyesen telepítette-e.
- A festék jelenléte a fémen lehetetlenné teszi az ív meggyulladását. Ha a festékréteg kicsi, akkor éles ütéssel áthatolhat. Miután az ív kialakulása magas hőmérsékletet teremt, a festék elkezd égni, és már nem lesz akadálya. Jobb tisztítani a csuklót a festékről, így sokkal könnyebb lesz dolgozni.
megjegyzések:
- A munka szabályai
- Mi vegye fel az elektródákat?
- Hasznos tippek
A hegesztés olyan folyamat, amely a legnagyobb gondosságot, felelősséget, az összes szabály és szabály betartását igényli. Ez a szabály minden típusú hegesztésre vonatkozik. Kizárólag a szükséges felszerelések és biztonsági berendezések használatával kell elvégezni. Különös figyelmet kell fordítani a nagy választékban bemutatott elektródák kiválasztására.
Ha a technológiát nem követik, akkor a különböző hibák megjelenése, a gyenge minőségű hegesztésektől kezdve, a varrási görbe, a nagy mennyiségű salak.
A hegesztési folyamat felelős és nem olyan egyszerű, mint amilyennek látszik. Először elő kell készítenie a munkában szükséges anyagokat és eszközöket. Ezután speciális kesztyűt kell viselni, egy különleges pajzsot, amely megvédi az arcot és a szemet. Az ív gyullad, mint egy rendszeres meccs. Az elektróda vége a rész felületéről 3 mm távolságban legyen - ez az ív optimális mérete. Ha az elektróda működés közben elkezd ragadni, ez azt jelzi, hogy a fluxus sérült, azaz a munka kezdete helytelen.
A munka szabályai

Hogyan kell főzni? Folyamatosan meg kell tartani a hegesztett felület és maga az elektróda közötti megfelelő rést, hogy kövesse az eljárást, mivel ha előre halad, csökken az elektródon lévő fém mennyisége, ami azt jelenti, hogy a kívánt szintre kell csökkenteni. Javasoljuk, hogy kövesse ezeket a munkaszabályokat:
- A hézagot a teljes hegesztési folyamat során fenn kell tartani: lehetővé teszi a hegesztési medence vezérlését, kiváló minőségű hegesztés kialakítását.
- Lehetetlen egy nagyon nagy rést létrehozni, mivel a hegesztési ív elkezd „ugrani”, a behatolás rossz lesz, nehéz lesz elhelyezni a lerakott anyagot.
- Ha a hézag kicsi, akkor az alapanyag fűtésének ideje egyszerűen nem marad, és a varrás konvex, kerek alakú lesz, és a befejezetlen részek oldalain láthatóak.
Vissza a tartalomjegyzékhez

Hogyan kell főzni, a végén egy jó minőségű és sima varrás? a ívhegesztés óvatosan kell kialakítani egy varrást. A technika nem olyan bonyolult, de minden szabványnak meg kell felelnie:
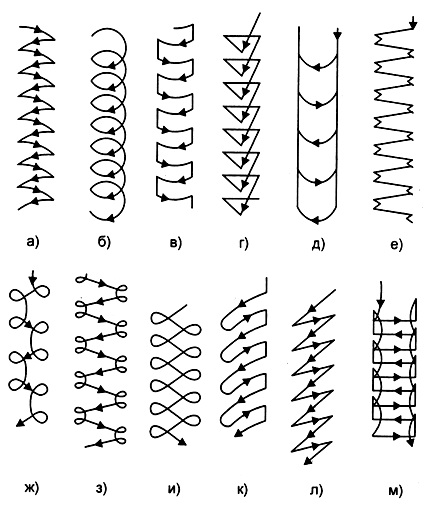
- A kialakulást cikcakkban vagy körkörös mozdulatokban hajtjuk végre, a második esetben oldalirányban kell mozogni a hegesztési medence megfigyelése közben.
- A fürdő körben van elosztva, a mozgásnak simának kell lennie.
- A cikcakkmozgások oldalról oldalra kerülnek, a kád a hő fölött mozog.
Miközben áthalad, az összes elektródának meg kell maradnia. Bizonyos esetekben előfordul, hogy a fém egyszerűen nem elegendő, akkor rövid aluljárásokat kell hagyni. Ez egy kis horony, amely a varrás szélén marad, szintje a fém alatt legyen. Gyakran felmerül a kérdés, hogyan kell főzni, kérdezni az újonnan érkezőket, akik még mindig nem rendelkeznek elegendő tapasztalattal a hegesztés terén. Itt emlékeznünk kell arra, hogy minél nagyobb a dőlés, annál konvexebb a varrás. Ezzel ellentétben, minél kisebb a lejtő, a simább és a legszélesebb a varrás.
Gyakran előfordul, hogy a hegesztési szabályok betartásának elmulasztása esetén:
- Ha túl nagy dőlésszöget alakít ki, a kapott ív erősen megnyomja a varratot, és ezáltal a fürdő egyszerűen kezeletlen lesz, ami azt jelenti, hogy a hegesztés minősége alacsony lesz.
- Amikor az elektróda távolodik a varrattól, az ív erő visszafelé irányul. A hegesztés úszni kezd, azaz emelkedik, minősége romlik.
- Az elektróda közvetlenül a hegesztési pont fölött áll, míg a hő erősen felhalmozódik. Ez ahhoz vezet, hogy hegesztési ív elkezd nyomni a fürdőn, túl mélyen olvad.
Vissza a tartalomjegyzékhez
Mi vegye fel az elektródákat?
Az ív típusú hegesztéshez speciális elektródokat használnak. Ezek a különböző típusú fémrudak, amelyek áramot biztosítanak a hegesztendő rész számára. Működés közben a részek szélei megolvadnak az áram hatása alatt, majd fokozatosan töltik a varratot az elektróda fémével.
Körüli munka közben hegesztési varrás Gázvédelem képződik az elektródon lévő fluxus réteg jelenléte miatt. Ezért fontos pontosan kiválasztani az elektródát és az adott munkatípushoz megfelelő átmérővel. A hegesztendő alkatrészek vastagságától függ:
- vastagság 2 mm, az elektród átmérője - 2-2,5 mm;
- vastagsága 3 mm, átmérő 2,5-3 mm;
- vastagsága 4-5, átmérője 3-4 mm;
- vastagsága 6-12 mm, átmérője 3-4 mm;
- vastagsága 13 mm, átmérője 5-6 mm.
Professzionálisan meg kell jegyezni az 1,6 mm-es átmérőt, amelyet finom és precíz munkához használnak, legfeljebb 1 mm vastagságú alkatrészekkel. Az összes használt elektródot csoportokra is lehet osztani:
- átmérő (23 mm-től 6 mm-ig);
- a címkézésen (a céltól és egyéb jellemzőktől függően);
- gyártó által.
Az átmérőtől függően minden hegesztőelektródot külön-külön kiválasztott áramtípusra választunk:
- 2 mm - 55-65 A hegesztőáram;
- 2,5 mm - főzőáram 55-80 A;
- 3 mm - 70-130 A hegesztőáram;
- 4 mm - 130-160 A hegesztőáram;
- 5 mm-es hegesztőáram 180-210 A.
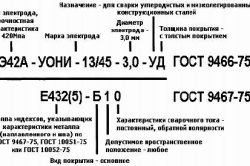
Az elektródák használatával kapcsolatos kérdések megvitatásakor fontos, hogy figyeljen a címkézésre:
- mert egyenáram UONI jelölés, amelyet nehéz terheléseknek kitett acélszerkezetekhez használnak.
- Az Universal az OZS közvetlen / váltakozó áramával való munkavégzésre szolgál. A munka után kevesebb salak marad, a hegesztési áram kevesebbet fogyaszt.
- Rutil bevonattal - MP3. Ezek váltakozó, egyenáramúak.
- Univerzális - ANO-4, melyeket kis csomagokban értékesítenek.
- Speciális - TsU-5, hegesztési csővezetékekhez.
- A TsCh-4 öntöttvashoz használható.
- A TsL-11 rozsdamentes acélból készült.
- OK 96.20 alumíniumból készült alkatrészek hegesztésére szolgál.
- A KOBELKO LB-52U-t gáz- és vízvezetékek hegesztésére használják. Ezek a legjobbak közé tartoznak, de költségük sokkal magasabb. Ezeket általában nem szokásos munkára használják, mivel számos más, alkalmasabb, mind minőségben, mind árban.
oktatás
Fogd meg a lapokat egymáshoz.
A tapadást a varratokon (kb. 5-10 mm) rövid varratokkal hajtjuk végre, amelyek között 50-100 mm távolság van a csuklón. Hegesztés végrehajtása rendszeres megszakítással - az ív eloltása (az elektróda kihúzásával), és gyorsan gyújtja újra, hogy a fémnek ne legyen ideje lehűlni. A folyamatos ívidő függ a lapvastagságtól és az áram erősségétől. 1 mm vastag és vékonyabb lap esetén 1-3 másodperc legyen.
Hajtsa le teljesen a lapokat.
Főzni szakaszos varratok, időről időre mozgatja az elektródát egy új (hideg) interfészre. Ezzel elkerülhető a fém erős elhajlása - különösen, ha a csukló hossza viszonylag nagy (több mint 200-250 mm). Minél rövidebb a folytonos varrás hossza, annál kisebb a hajlítás. Indítsa el a főzést a csomópont egyik végén, majd menjen a másik szélére, majd lépjen a központra stb.
hegesztés vékony fém csikk
Szerezd meg a minimális rést az acél szélei között a csukló teljes hosszában. Ideális esetben a teljes hiánya. Használjon hátlapot, amely a vékony fémcsavar hegesztéséhez illeszkedik. A vékony (1 mm-es és vékonyabb) csavarhegesztési acél bélés nélküli hegesztése meglehetősen nehéz, bár egy hegesztő inverterrel és jó (importált) elektródákkal teljesen lehetséges. A technológia maga hegeszti (kiválasztás hegesztőárama ragasztás, az időszakos és a lépésenkénti hegesztés használata pontosan ugyanaz, mint az átfedő hegesztésnél.
Hegesztés nem visszahúzható acélbéléssel
Ha az alkatrész-kialakítás lehetővé teszi a nem visszahúzható bélés jelenlétét, helyezzen egy vastagságú acélszalagot a 13-15 mm széles fölap alá. Győződjön meg róla, hogy a hegesztett fém szorosan rá van húzva. Az ilyen bélés lehetővé teszi a hegesztést, még akkor is, ha a csuklóban több milliméteres rés van. Ebben az esetben a bélés az alkatrészhez van hegesztve.
Rézbélésű hegesztés
Ha a nem eltávolítható bélés jelenléte elfogadhatatlan, helyezzen egy rézcsíkot a csukló alá (annál vastagabb, annál jobb). A réz eltávolítja a hőt és megakadályozza a lemez égését. Hegesztés után távolítsa el a bélést.
Hegesztés acél visszahúzható béléssel
Ha egy nem levehető bélés elfogadhatatlan, de nincs rézcsík, hegessze meg az alkatrészt acél béléssel, és óvatosan távolítsa el egy sarokcsiszolóval.
A hegesztés az állandó kötések kialakulásának folyamata a hegesztés alatt álló anyagok között a hevítés vagy deformáció során kialakuló interatomikus kötések miatt. Nem csak a fémek hegeszthetők, hanem a műanyag is. Leggyakrabban az acél és a hőszigetelő műanyagok hegesztésével kell foglalkoznunk.
Szükséged lesz rá
- - hegesztőgép elektromos ívhegesztéshez;
- - gázhegesztés;
- - hegesztő elektródák;
- - műanyag csövek hegesztőgépe;
- - fűtőberendezés (vasaló, elektromos tűzhely stb.).
oktatás
Tudnia kell, hogy csak azokat a tartozékokat használhatja, amelyek a hengerelt rozsdamentes acél megmunkálására szolgálnak. Ezek köszörűkorongok és övek, rozsdamentes acélból készült kefék és lövés. Kérjük, vegye figyelembe, hogy néha nem dolgozhat fel más anyagokat, például szénacélot acél- és üvegfrakciókkal.
A pácolás a hegesztés utáni hegesztés egyik leghatékonyabb módja. Ha megfelelően használják, a maratás kiküszöbölheti a káros oxid réteget, valamint a csökkentett krómtartalmú zónát.
A konkrét körülményektől függően a maratás a felületek bemerítésével, felszínre való felhordásával vagy paszta bevonásával történik. A leggyakrabban használt vegyes sav vízzel kombinálva. A rozsdamentes acél pácolásának ideje függ a savak koncentrációjától, a méretaránytól, a hőmérséklettől és a rozsdamentes acél minőségétől.
A hegesztés "rozsdamentes acél" feldolgozásának utolsó szakasza - a hegesztés érdességének mértékét a főlap megfelelő jelzőjére emelve. Ezt a maratással és polírozással a maratás után érik el. Az ilyen kezelés általában növeli a szerkezet korrózióállóságát.
forrás:
- Nemesacél hegesztés, hegesztés.




