Метални заваръчни техники за начинаещи. Как да изберем електроди за заваряване. Някои нюанси на заваряване
Практически за всички ремонтни работи е необходимо да се използва заваръчна машина. От качеството на изпълнение заваряване зависи от надеждността на връзките и живота на металните предмети.
При извършване на заваръчни работи е необходимо да се използва защитна маска
За да направите заваряването правилно, е необходимо да имате ясно разбиране за процеса, процедурата и мерките за безопасност (използвайте защитно оборудване). Също така, начинаещ трябва да започне да се учи от теорията - използвайте ръководство за самостоятелно обучение или видео инструкции. С помощта на видеото можете да научите как да приготвяте метал за начинаещи.
Етапи на подготовка преди работа:
- проучване на изискванията за безопасност, инструкции за електроинструменти;
- подготовка на работното място (необходимо е да се премахнат запалими предмети, отворени прозорци, да се отстранят чужди тела от пътеките);
- проверете работата и оставете противопожарните елементи в непосредствена близост до работното място.
За безопасна работа със собствените си ръце трябва да закупите защитна маска, дрехи, ръкавици и друго защитно оборудване. Правилната маска трябва да покрива лицето и шията, а защитното облекло трябва да покрива кожата напълно.
Използване на заваръчната машина
За да се извърши работата на ръка, човек трябва да притежава необходимите знания за безопасност и контрол на устройството, както и да може да ги прилага правилно. Видеото показва как да се заварява метал с полуавтоматичен.
Какво трябва да знаете:
- основите на заваряване;
- конструктивни характеристики, режими на работа на модела на апарата, който ще се използва за заваряване.
Какво трябва да направи заварчик:
- избирайте заваръчни машини и консумативи (вид и брой електроди) за всяка цел;
- да може да подготвя оборудване и работни повърхности на заварените части;
- готвене на качествени метали;
- правилно прилага теорията и опита, за да получи дори шевове.
Правилният избор на оборудване и качествен материал подобрява качеството на работа и намалява времето за ремонт.
Цел и сортове
Устройствата са предназначени електродъгово заваряване с топящи се електроди. Заваряването се извършва чрез ръчно преместване на електрода.
Като част от машина за автоматично заваряване има механизъм, който автоматично захранва телта (топилния елемент) към заварените повърхности.
Предимствата на заваряването с полуавтоматични:
- висока производителност на труда;
- висококачествени заварки;
- ниска чувствителност към корозия на заварени повърхности;
- възможност за заваряване на тънки метали.
Компоненти на заваръчната машина:
- токоизправител - за преобразуване на ток;
- горелка;
- комплект за електрическо свързване (удължител и щепсел);
- комплекти заваръчни кабели - с държачи, скоби (за свързване на токовия източник на полуавтомата към заварените повърхности);
- захранващия механизъм на топилния елемент;
- защитен газов цилиндър;
- втулка за свързване на апарата към цилиндъра с инертен газ;
- блок за управление - за настройка на режимите на заваряване.
Видове полуавтоматични устройства по метода на защита на заваръчната шева:
- В инертни газове (аргон, хелий и др.). Най-често срещаният тип.
- Сърцевина. Това е подвид на заваряване с инертен газ.
- Под слой от поток. Използва се рядко.
В зависимост от вида на монтажа, се различават модели с едно тяло, с всички детайли, поставени в един дизайн, и такива с двойно тяло, когато източникът на ректифицирания ток с управляващия блок е поставен в един корпус, а захранващият кабел в другия. Според метода на монтаж на работното място - стационарни (не се преместват по време на работа) и мобилни, оборудвани с колела или шаси.
От естеството на входния ток се разделя на еднофазна и трифазна, под формата на ток - пулсираща, импулсна, постоянна.
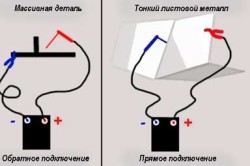
С полярността на връзката, заваряването може да се извърши по права линия (рядко) и обратна полярност, Видеото показва как се кипва металът в директна и обратна полярност.
Съществува също отделяне по метода на захранване на топилния елемент:
- Издърпващ тип, при който подаващото устройство, разположено в горелката, издърпва жицата от серпентината.
- Бутон тип. Механизмът избутва проводника в ръкава на горелката.
- Издърпване и бутане.
Подготовка на устройството за работа
- Настройка на устройството. След пробно заваряване е необходимо да се установи достатъчна сила на тока. Като правило, инструкциите за продукта (или на корпуса на полуавтоматичното устройство) съдържат информация за общите видове заваряване.
Когато текущата стойност е избрана правилно, металът се разстила добре, а шевът е тънък и чист. DIY заваряване заваряване се счита за успешна, ако капка метал на задната страна на повърхността има правилната форма.
Как да настроите текущата си? Ако металът не се разтопи и частите не се свържат, полуавтоматичният ток е недостатъчен. Необходимо е да се увеличи стойността.
В случая, когато чрез повърхностния контакт на устройството през отворите се появи контакт, е необходимо токът да се намали до точката, в която точката на заваряване спадне, а на обратната страна се появява малка капка разтопен метал.
- Коригиране на скоростта на подаване инертен газ извършени в съответствие с данните в информационния лист на устройството. Настройката на необходимата стойност се извършва от клапана на редуктора.
Знак за правилно регулирана скорост на подаване на газ е шев с висока плътност.
- Регулиране на газовия поток. При недостатъчен газов поток шевът има пореста структура.
Не се препоръчва задаване на надценен дебит на газа, тъй като излишък не влияе на качеството на шевовете. Но в същото време финансовите разходи за заваряване нарастват.
След проверка на количеството защитен газ Необходимо е да се започне процес на заваряване.
Заваръчните работи със собствените си ръце трябва да се стартират само след изучаване на "Инструкции за мерки за безопасност при заваряване". Безопасността на процеса може да бъде осигурена само ако са изпълнени всички изисквания и препоръки на стандартите.

Процес на заваряване
Работните повърхности на заварените обекти трябва да бъдат почистени от замърсявания и обезмаслени със специални разтворители. Заготовките са здраво закрепени така, че между кръстовището да няма отвори и скосявания.
Процедура:
- Поставете контролера за подаване на топещия електрод в работно положение.
- В зависимост от метода на защита:
- напълнете резервоара на заварчика с флюс;
- инсталиране на прахов електрод;
- отворете вентила (ите) за подаване на инертен газ.
- Заварка: довежда се на разстояние от 4 mm до мястото на предвидената заварка и се натиска старта (задържа се до края на процеса за не повече от 3 секунди).
заваряване алуминиеви повърхности направете го сами:
- За да осигурите безопасност, трябва да свържете заземяващия терминал към заварените повърхности.
- Правилно задайте работните параметри на полуавтоматичния за алуминия.
- Включете машината.
- Телата трябва да се оставят с 3мм.
- След появата на дъгата е необходимо да се заварява.
При продължителен контакт с повърхността температурата на полуавтоматичното устройство се увеличава. Когато възникне прегряване, устройството се изключва автоматично. След като устройството се охлади, заваряването може да продължи.
Инверторно заваряване

Инвертор за заваряване
предимства:
- компактност на устройството, малка тежест;
- висока ефективност на монтажа;
- производителност;
- плавно регулиране на тока;
- ниска цена
Във видеото можете да видите как да готвите метал с инвертор.

заваряване инверторна машина
Техника за безопасност
При извършване на заваряване може да има опасности:
- електрически удар;
- емисии на вредни емисии в атмосферата;
- изгаряния от пръски от горещ метал.
Преди започване на работа е необходимо:
- Подгответе работната площадка - отстранете всички чужди тела, които не са свързани с процеса на заваряване. Инсталирайте лампата (при липса на осветление).
- Носете защитно облекло: панталони, яке, ръкавици, затворени обувки, маска.
- Проверете: здравето на заваръчната машина, доставката на електроди, защитните газове, работоспособността на електрическата мрежа и комутационните устройства, свързването на мрежата към заземяващата верига, наличието на противопожарно оборудване.
За да научите как да приготвяте метал, е необходимо да спазвате изискванията, посочени в ръководството за експлоатация. В допълнение, ръководството описва процедурата за извънредни ситуации.
Заваряването на собствените си ръце с инвертори е доста безопасно, защото проводниците и основните елементи на устройството са разположени в пластмасова херметична кутия.
Основни указания за безопасност:
- Забранява се извършването на заваръчни работи при дъждовно и снежно време. Устройството трябва да бъде защитено от влага.
- Разрешено е да се използват само напълно работещи устройства.
- Заваряването трябва да се извършва изключително в защитна маска с тъмно стъкло и ръкавици.
- Работното място трябва да бъде пожарогасител, пясък и др.
Как да изберем електроди за заваряване
Диаметърът на електрода трябва да бъде избран в съответствие с инструкцията за употреба на устройството. Марката на елемента на предпазителя зависи от вида на заварените повърхности.
За първите проби са подходящи електроди под формата на твърди пръти със специална топилна черупка. Този дизайн почти винаги ви позволява да получите гладки шевове. За да научите как да приготвяте метал, не се препоръчва използването на стари електроди има голяма вероятност материалът да е влажен.
Електродите трябва да купуват преди работа. Излизането "за бъдещето" също не се препоръчва.
Видове заваръчни шевове
По местоположение се различават вертикални, хоризонтални, долни и ниски тавани, Най-простият е долният шев, таванът - най-трудният. Видеото показва как да се заварява метал с хоризонтални и вертикални шевове.
Съгласно приложените усилия има интермитентни и непрекъснати шевове. Прекъсване на шва е разрешено на места, където фугите не изискват висока плътност.

Волфрамови електроди за заваряване
По вида на заваръчния шев
- наклонена,
- комбинирани,
- фланг,
- с главата напред.
По форма
- вдлъбнат
- изпъкнал,
- нормалното.
Формата зависи от използвания електрод и от характеристиките на заварените конструкции.
По тип връзки
- ъглово - използва се за свързване на части с обиколка, край и с покрития;
- челни фуги - без припокриване.
В представеното видео можете да видите как да се заварява метал с и без припокриване.
видео
Заваръчното заваряване изисква познания по теория и практически умения. Можете сами да научите как да готвите метал. След няколко тренировки вече е възможно да се изпълняват висококачествени шевове. При заваряване винаги спазвайте инструкциите за експлоатация и правилата за безопасност.
Заваряването е един от най-популярните технологични видове в съвременното строителство. Това е така, защото заварка образува силна и надеждна връзка на металните елементи на конструкцията. Материалът, от който е направен, може да бъде много разнообразен с невероятна сложност на конфигурацията на крайната част. За да се изпълняват качествени задачи за заваряване на няколко части е необходимо да се избере подходящото оборудване и да се изпълнят умения за изпълнение. Но ако опитът отсъства или е малък, тогава научете как да се справите, това е напълно възможно.
Някои характеристики на инверторната заваръчна машина
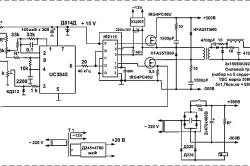
Заваръчният инвертор е оборудване, което се състои от елементи като:
- система за контрол;
- честотен конвертор;
- трансформатор, който има висока честота;
- шофиране;
- електрически и мрежови токоизправители;
- мрежов филтър.
Особеността на инверторната заваръчна машина е, че тя не води до електрически токови удари в мрежата, към която е свързана. Това се дължи на факта, че той включва кондензатор за съхранение, който осигурява непрекъсната електрическа мрежа, както и меко запалване на дъгата и нейното по-нататъшно задържане.
Въпреки толкова сложен състав, това устройство е компактно, което позволява да се носи на рамото. В този случай, качеството на шева, направени с негова помощ, малкият размер не засяга. Инверторната заваръчна машина може да се използва в домакинските нужди, както и в производството. С лекотата си на работа можете да водите в доста трудни места, където друго оборудване и оборудване не могат да бъдат доставени.
За да се гарантира безопасна работа с инвертор заваръчна машина Трябва да имате маска за заварчик или очила. Необходимият брой електроди, които съответстват на марката стомана, също трябва да са налични.
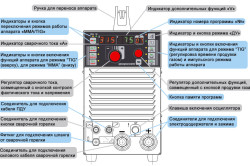
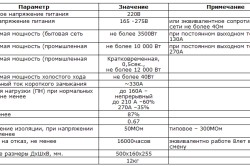
Характеристики, на които е възможно да се избере заваръчното инверторно устройство, са:
- Възможност за регулиране заваръчен ток, за вътрешни нужди този индикатор трябва да бъде в диапазона 160-200 A.
- Време на непрекъсната работа от заваръчния инвертор. В паспортните данни тази стойност се посочва като процент. Например, ако е посочено 40%, това означава колко дълго устройството може да работи надеждно и без прегряване. Останалите 60% идват от почивка. Защитата от прегряване се инсталира от производителя. Тя автоматично изключва оборудването при достигане на това съотношение. Тези проценти са дадени при максимално натоварване на инверторната заваръчна машина.
- Силата, която той може да консумира. Посочени са две стойности: в работно състояние, т.е. когато се извършва самият заваръчен процес и на празен ход.
- Корпус на устройството Ако конструкцията на корпуса осигурява допълнителна защита срещу влага и прах, тогава такава апаратура може да се използва в индустрии с подобрени характеристики на данните. За домашна употреба не се изисква засилване на тези показатели.
Подготовка на работното място
За започване на заваръчни работи е необходимо да се подготвят:
- заваръчна маска;
- специално защитно облекло или всяко облекло, което може да предпазва от искри;
- ръкавици от груба кърпа;
- чук с остър връх, с който ще се счупят скалата и остри ъгли, образувани по време на заваряване;
- електроди, които съответстват на типа и степента на стомана.
При избора на електроди е необходимо да се вземат предвид не само съставът на метала, но и неговата дебелина, насочеността на шева. Трябва да се има предвид, че при голям диаметър на електрода консумацията на ток се увеличава. А малките му диаметри са подходящи само за малка дебелина на метала. Следователно, ако няма много опит в заваряването, трябва да се избере 2-3 mm електрод.
Провеждане на заваръчни работи
За правилното готвене с инверторна заваръчна машина е необходимо да се избере силата на тока и марката на електрода. Тези параметри се определят от дебелината на метала, който трябва да се съедини.
Електродът е монтиран в специален държач. Не извеждайте електрода бързо на повърхността. Това може да доведе до залепване, т.е. електродът ще се залепи за метала и ще бъде невъзможно да се извърши допълнително заваряване. Клемата на земята е окачена на заварената повърхност.
След това трябва да запалите дъгата. За да направите това, електродът под определен ъгъл се довежда до металната повърхност, 2-3 пъти се допират до него. Това активира заваръчния електрод и образува дъга. Оптималното разстояние от върха на електрода до повърхността, която трябва да бъде заварена, когато дъгата винаги ще се поддържа в необходимия размер, е равна на диаметъра на самия електрод. На тази височина е желателно да се запази електродът по време на изпълнението на целия шев. След това, електродът води към кръстовището. Шевът се образува от метален сливане.
Невъзможно е бързо да се преведе електродът през свързването на заварените повърхности. Това се дължи на факта, че:
- Качеството на шев намалява, т.е. металната фузия е неравномерна.
- Дъгата гаси между заваръчната повърхност и електрода. Новото му запалване може да доведе до прекомерно сливане или изгаряне.
Ако в процеса на извършване на работата се образуват шлака и излишен материал, те трябва да бъдат отстранени. Това се прави с чук или друг метален инструмент.
Заваръчният шев не е задължително да е твърд. Ако е необходимо да се прекъсне, електродът се повдига по-високо. Така се разкъсва дъгата и процесът на шев спира. След това дъгата се запалва на ново място и процесът продължава.
Някои нюанси на заваряване
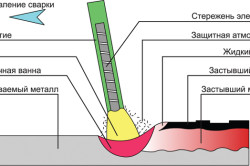
За да има минимален дефект на шва и да се готви правилно с инверторна заваръчна машина, е необходимо да се постави линията на банята по-ниска от повърхността на заварения метал. Ако проникването на дъгата в металната част е дълбоко, то тогава избутва ваната обратно, като по този начин се създава шев. Следователно, когато се работи, е необходимо да се гарантира, че образуваният шев е изравнен с метала.
Движението на електрода по шева може да бъде различно. Надежден и перфектен шев може да се образува при извършване на кръгови или зигзагообразни движения. При извършване на кръгови движения е необходимо внимателно да се контролира формирането на шева, така че банята да е равномерно разпределена в кръг. Когато се движи зигзагообразен електрод, трябва внимателно да наблюдавате, че шева започва да се образува в единия край на банята, след това в горната му част, а след това на другия край. В този случай всичко трябва да се случи равномерно.
Зигзагообразният шев е доста сложен в изпълнението и може да бъде качествено направен от заварчик с опит.
За битови нужди е достатъчно да притежавате техника за непрекъснат валяк.
Металната част с прорези се появява, когато електродът не е достатъчен, за да запълни напълно заварената баня по време на страничното движение. Контролът на външните ръбове на ваната ще предотврати образуването на страничен процеп. За регулиране на банята използвайте силата на дъгата, която е разположена между заварената повърхност и електрода. Инверторната заваръчна машина ви позволява да го контролирате гладко и постоянно.
Освен това, ако промените ъгъла на електрода към повърхността, можете да промените размера на банята. Това означава, че при максималното вертикално положение на електрода се образува изпъкнал шев. Това се дължи на факта, че с тази конструкция цялата необходима топлина е непосредствено под нея.
Това означава, че банята е напълно надолу, металът се разтопява добре. Ако наклоните електрода, цялата температура се насочва назад, като по този начин се вдига металът и се образува шев.
Начинаещите трябва да прегледат уроците по видео заваряване, за да избегнат често срещаните грешки и да направят работата си безопасна и висококачествена. Винаги трябва да помните, че преди започване на работа трябва да носите работни дрехи, а именно:
ръкавици от велур и / или платно; престилка или роба; ; ботуши от керси.
Филтърът за маската се избира индивидуално за всеки човек, в зависимост от чувствителността на очите към светлината, дебелината на електрода и силата на тока. Колкото по-високи са тези индикатори, толкова по-голям е броят на защитния филтър. След като попълните филтъра за маски, трябва да проверите за пропуски, като погледнете светлината. Подмяната на стъклото трябва да се извършва, когато върху тях се появят драскотини или замърсявания, което затруднява видимостта на заваръчната вана и шва.
Преди започване на работа е необходимо да почистите повърхността, която се третира от замърсявания, ръжда или петна от масло. Това е единственият начин да се очаква, че заваръчните работи ще се извършват с висококачествени видеоуроци, на които са публикувани на нашия уебсайт.

Избор на електрод
(видео) започва с избора на електрода. По правило дебелината му трябва да е равна на дебелината на детайла. Също така, изборът зависи от използвания материал.
Форматите на ANO и UONII и категории 1, 2 и 3 са най-подходящи за стомана.
Легираните стомани се нуждаят от електроди 1Y, 2Y и 3Y. Цифрите обаче са директно пропорционални на силата на заваръчния шев.
За цветните метали се избират подходящи електроди. И тук silumin не подлежи на конвенционално заваряване. Също така, начинаещите не трябва да приемат чугун, тъй като този процес изисква висока квалификация и много опит.
След свързване на електрода към инвертора е необходимо да се настрои силата на тока, която е обозначена на корпуса на уреда за различни видове материали.
Урокът за заваряване за начинаещи (видео) показва, че е невъзможно електродът да се придвижи твърде бързо към работната повърхност, защото това води до залепване.
Преди започване на заваряването, свържете заземяващия терминал към продукта, след което можете да започнете процеса на заваряване.

Дъгова дъга
Заваръчните видеоуроци научават, че за да се доведе електродът до детайла трябва да бъде под ъгъл към повърхността, което е 700. Тогава си струва няколко пъти да се удари леко повърхността за. След това, електродът трябва да бъде отстранен от металната повърхност на разстояние, равно на диаметъра на електрода, и да започне да образува баня. За да се затопли обработвания метал, са необходими 2-3 малки кръгови движения на електрода около периметъра на заваръчната вана. Необходимо е да се гарантира, че диаметърът му винаги е един и същ.
Дупка в дъгата
Разглеждайки заваръчните работи (видео уроци), специално внимание трябва да се обърне на факта, че дупката не трябва да се променя. Това е най-важното и трудно нещо, което начинаещите заварчици трябва да научат. Факт е, че по време на заваряване електродът постепенно намалява по размер и е необходимо постоянно да го понижава.
Когато разликата е по-малка от нормата, основният метал няма време да се загрее, а сливането на повърхностите ще бъде с лошо качество. С голяма междина дъгата е трудно да се държи на място и да контролира нанесения метал. При запазване на постоянна междина се образува висококачествен и чист шев, което гарантира надеждна връзка на частите.

Образуване на заварка
Уроците за заваряване показват как правилно да се извършват кръгови или зигзагообразни движения с електрод, за да се оформи правилния шев. Ако банята е преместен през, тогава с липсата на метал може да има подкоси, които са малки жлебове по ръбовете на шева, разположени под повърхността. Инверторните уроци за заваряване (видео) ще помогнат да се избегнат такива грешки и ще се научат да използват силата на дъгата, за да контролират банята. Основната идея е, че колкото по-голям е наклонът на електрода, толкова по-забележим ще бъде шевът и обратно.
Обработка на заварка
След охлаждане заварен шев внимателно се изважда от скалата с чук, както е показано на видеото на нашия сайт.

Контрол на качеството на заварките
След завършване на заваръчните работи е необходимо да се провери качеството на шевовете чрез външна проверка, тестване на течове и откриване на скрити дефекти. Те включват възли, подрязвания, пукнатини, прогаряния, липса на проникване, наличие на шлакови включвания в шевовете и др.
Уроците за видео заваряване ще ви помогнат да разберете причините за брака. Това могат да бъдат пренапрежения в мрежата, неправилно избран ъгъл на наклона на електрода, приплъзване в захранващите ролки на заварената тел, промяна в скоростта на заваряване по време на образуването на заваръчния шев и други.
Повече за тази тема на нашия уебсайт:
-
Думата заваряване се разбира като технологичен процес, при който в резултат на нагряване между частите се установяват междумолекулни и междуатомни връзки. По този начин директните материали са свързани. По принцип ... -
Дори и начинаещ с малко опит може да направи заваряване на хоризонтална повърхност. Но да се направи висококачествен вертикален шев без необходимите теоретични знания и добри практики ... -
Процесът на заваряване на алуминий и алуминий има няколко характеристики, които трябва да бъдат взети под внимание както при работа, така и при избор на оборудване за него. Първо, алуминият е ... -
Всеки метод на регулиране е в състояние да повлияе положително на работата на заваръчната единица, но всеки метод има свои недостатъци, които е желателно да се знае и да се избегне неприятното ...




