Как се работи заваряване. Осветяваме дъгата по метода на викането. Видове електроди, тяхната структура и състав
Минали са няколкостотин години, откакто хората първо се присъединиха към две метални повърхности, използвайки процеса на топене на метална пръчка с електрически ток. Този прът е електрод.
Съставът на електрода и неговата стойност
Покритието или неговата повърхност се състои от смес от метали - никел, манган, желязо и минерали - алуминиев оксид, магнезий, варовик, които са в прахообразно състояние. Металите се стопяват, а минералите са вид защита от действието на кислород. Такава защита е необходима за укрепване на връзката. Към тази смес се добавя допълнително багрило, което улеснява тяхното разпознаване от видовете.
Основата за покритие е тънък метален проводник. Видът, който зависи от предназначението на продукта да се използва. По принцип за това се използва тел от неръждаема стомана или въглероден проводник.
Продуктът е пренос на електрически ток, предназначен за отопление и топене на металната повърхност.
Всеки човек, рано или късно в живота си, е изправен пред подобна ситуация, когато е необходимо да се готви нещо в ежедневието с помощта на електрическо заваряване и апаратура. Първо, трябва да имате заваръчна машина и, разбира се, умения за работа, защото трябва да знаете как да готвите с електроди.
Принципът на процеса на електрическото заваряване
Ако готвите с електрическо заваряване у дома, използвайте всяка машина за заваряване, максималната мощност на която е 160 Amp. По време на работа дъгата се възбужда между равнината на частите и електрода. За успешна работа е необходимо да се спазват някои правила:
- Необходимо е да се прикрепи един проводник към равнината на частите, които се нуждаят от заваряване, която се отдалечава от трансформатора - масата, а другата жица, към която е закрепен електродът към държача, трябва да бъде доведена до равнината на мястото на заваряване и да бъде направлявана в края на продукта. Това ще предизвика дъга.
- За да се заварява правилно, е необходимо да се готвят правилно с електроди. Това се постига чрез избиране на желаното разстояние от повърхността на съединението. Оптималното разстояние е от 2 до 6 мм. В резултат на високата температура на дъгата, металът се топи на заваръчната повърхност и запълва жлеба, който се образува в момента на въздействието на дъгата върху металната повърхност. Ако правилно и точно направлявате електрода по дължината на кръстовището, този жлеб се запълва с разтопен метал.
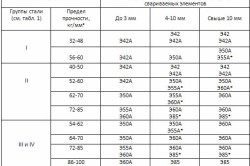
- От голямо значение за ефективния и качествен резултат е изборът на самите електроди. За работа се използват следните видове стомана: мед, чугун, биметален, месинг. Те също са разделени на марки, например 332, 350 и други. За обозначаване на техните маркировки се използва специфичен индекс, обозначаващ параметъра на вискозитета на заварка, а номерата на индекса показват нивото на твърдост на метала. Основното правило, което трябва да се използва при избора им е изчисляването на дебелината на метала.
- За да успее заваряването, е необходимо да може да се задържа правилно заваръчният електрод. Трябва да има наклон от около 80 градуса към дъгата. Появата на дъгата може да бъде постигната чрез два метода: надраскване (продуктът трябва да се съхранява, като мач по време на запалване) и повдигане (те се почукват върху повърхността и се повдигат, когато се появи дъгата).
хоризонтален шев
Важно е не само да държите заваръчния електрод правилно, но и да избирате необходимата сила на тока. Ако е твърде малка, дъгата постоянно ще изгасва.
Възможността за задържане на електрода по време на заваряване, дава възможност да се напълни ръката и да се готви на по-високо ниво и с по-голяма скорост.
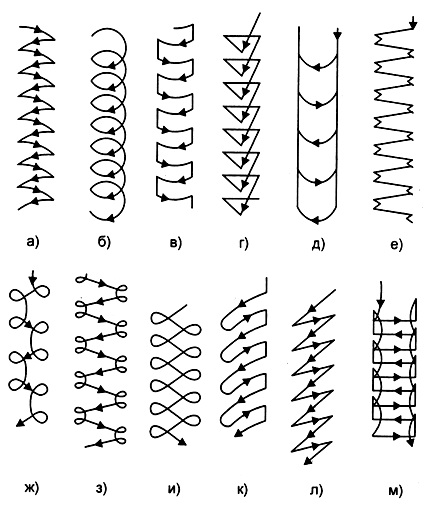
движение на крайния електрод по време на заваряване
Изборът на точната сума
Важна операция при подготовката за работа е изчисляването на необходимия брой електроди. По този начин е необходимо да се вземат предвид такива фактори: дебелината и теглото на метала, дължината на шва. Тази процедура ви позволява да работите ефективно и икономично, ако в същото време да доведете електрода равномерно. За да преброите техния брой се използва няколко начина. Най-популярно е изчисляването на теглото на топения метал. Мерната единица, в която се изчислява техният брой, е килограм. Покупката е доста значителна загуба. За да се спести поне малко върху покупката, е необходимо да се вземе предвид техният външен вид, силата на тока при правилното заваряване на електрода.
Можете също да използвате автоматичен или полуавтоматичен изглед на процеса на заваряване. Тези методи се състоят в това, че е необходимо да се задвижва електрода в кръг, те дават възможност значително да се намали количеството, необходимо за приготвяне на равнината на частите и металите.
- Техника на заваряване: основни понятия
- Да се научим да запалва дъга
- Сензорно запалване
- Осветяваме дъгата по начина на чуруликане
- Възможни грешки, които възпрепятстват стартирането на дъгата
- Край на заваряването
- Начини на позициониране на работния инструмент
- предотвратяване на големи аварии
За да се готви правилно, има много технологични проблеми и нюанси, като основната е съответната позиция на електрода по време на заваряване.
Заваряването трябва да се извършва със защитно облекло.
Заваряването е процес, при който се получава твърда, постоянна връзка от 2 части чрез топене на техните ръбове. Съвременни технологии позволяват да заварявате както същите, така и напълно различни материали, като метал и керамика.
Можете да заварявате по различни начини, но най-често условия на живот придобита дъгова заварка, където процесът се осъществява поради работата на електрическа дъга. Дъгата се създава между 2 електрода, единият от които е заварен продукт. Целият процес се осъществява при висока температура, достига 7000 ° C, което позволява да се стопи почти всеки метал.
Заваръчната машина има 2 кабела, в края на един има скоба, а в края на втория - държач, в който е монтиран работният инструмент. Когато апаратът работи, между електрода и частта се образува дъга. В този случай се отделя много топлина, металът се стопява, поради което се получава надеждна и трайна връзка на частите.
За да се появи електрическа дъга, е необходимо да се докосне частта за кратко време с върха на инструмента и след това да се вземе 3-4 мм от нея.
Като работен инструмент се използва метален прът, който е покрит със специално съединение отгоре. Стандартната дължина на електрода е 30,35 cm, а диаметърът му е от 1,5,2,25,3,25 4 и т.н.
Заварените връзки могат да бъдат ъглови, Т-образни, докинг, припокриващи се и други. Според местоположението им те са хоризонтални, вертикални и тавански. Заваръчен шев може да се извърши в един или няколко преминавания. Тя може да бъде точка или непрекъснато.
Ако сте начинаещ и никога не сте правили тази работа преди, тогава информацията за това каква трябва да бъде позицията на електрода по време на заваряване трябва да се разглежда от самото начало.
Техника на заваряване: основни понятия
За да започнете да извършвате заваръчни работи, трябва първо да дадете подходящо положение на електрода, да го запалите и да задържите дъгата на електрода по време на заваряване. За млад заварчик запалването на дъгата може да предизвика определени проблеми, но с времето те изчезват.
Втората важна стойност по време на упражнението е позицията на електрода по време на заваряване. Тази точка се подчертава по време на проучването и в началото на заваряване, След като натрупа необходимия опит, заварчикът вече не обръща внимание на положението на електрода по време на заваряване, като основният му акцент е върху това, което се случва по време на заваряване в заваръчната вана. Положението на електрода по време на заваряване за начинаещ заварчик е много важна стъпка на обучение.
На третия етап от тренировката, след като човек може да направи правилното положение на електрода, трябва да се научи да разчупва дъгата на електрода по време на заваряване, т.е. да завърши заваръчния шев.
Обратно към съдържанието
Да се научим да запалва дъга

Запалването на електрода е професионален израз на заварчиците. Въпреки че би било правилно да се каже - възпламеняване на заваръчната дъга. Този процес се извършва, за да се провери марката на работния инструмент, ампеража и да се подготви за заваряването.
Има два начина за възпламеняване на дъгата, като те се различават по вид на движение и имат различно положение на електрода.
- Инсталирането на електрода по време на заваряване се извършва така, че да се запали чрез докосване до метала.
- При този метод работният инструмент се набива за метал.
Тези методи са подобни един на друг, тяхната употреба зависи от техниката на заваряване, избрана от заваръчния електрод, и това зависи от работните условия и личния му професионален опит.
Обратно към съдържанието
Сензорно запалване

При този метод дъгата се запалва, тъй като металът се допира до работния инструмент. Правилото предвижда такава инсталация на електрода по време на заваряване, така че да се намира вертикално и да може да докосне метала с неговия край. Веднага щом се появи дъга, когато докосне метала, е необходимо да започне да се движи работният инструмент, в противен случай той ще се залепи.
Ако електродът се залепи по време на заваряване, той започва да се нагрява. За да коригирате тази грешка, техниката на заваряване предполага следното. Необходимо е да се промени положението на електрода, за който той се огъва и се откъсва от мястото на залепване. След това действие може да се образува визьор в края и по-нататъшната работа ще бъде трудна. Следователно, ако се появи визьор, той трябва да бъде съборен. За да направите това, просто удари работния инструмент на твърда хоризонтална повърхност.
Използването на този метод на монтиране на електрода по време на заваряване изисква определен опит от заварчика, поради което не се препоръчва да се използва заварчик за начинаещи.
Обратно към съдържанието
Осветяваме дъгата по начина на чуруликане

Тази опция е по-често срещана и по начин, по който се изпълнява, е подобен на начина, по който запалвате съвпадение на кибритена кутия.
Този метод се счита за по-прост и следователно подходящ за начинаещ заварчик. Докосването се задържа за кратко време и вече осветеният инструмент се придвижва назад. Всичко се извършва в едно плавно движение, посоката на която не го променя. В предишния метод на запалване процесът се разделя на 2 етапа, в които работният инструмент се движи в различни посоки.
Недостатъкът на този метод е, че често е необходимо да се започне дъга в трудно достъпно място. Това означава, че на инструмента не може да се даде правилната позиция за извършване на удар, а трябва да се запали дъгата само чрез докосване.
Обратно към съдържанието
Възможни грешки, които възпрепятстват стартирането на дъгата
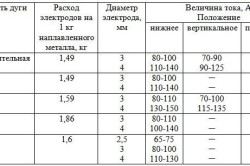
Таблицата на характеристиките на електрод.
Случва се да стане много трудно да се започне дъга. Зависи не само от това каква позиция на инструмента по време на работа приемате, но има и други причини.
Причини за неизпълнение на дъга:
- Лош контакт "маса". Необходимо е да проверите дали сте го инсталирали правилно.
- Наличието на боя върху метала прави невъзможно запалването на дъгата. Ако слойът на боята е малък, той може да бъде пробит с остър удар. След образуването на дъгата ще се създаде висока температура, боята ще започне да изгаря и вече няма да бъде пречка. По-добре е да премахнете боята от шева, така че ще ви бъде много по-лесно да работите.
коментари по темата:
- Правила за работа
- Какво вземете електроди?
- Полезни съвети
Заваряването е процес, който изисква изключително внимание, отговорност, спазване на всички правила и разпоредби. Това правило се прилага за всякакъв вид заваряване. Тя трябва да се извършва само с използването на необходимото оборудване, оборудване за безопасност. Особено внимание трябва да се обърне на избора на електроди, които са представени в голям асортимент.
Ако технологията не се спазва, тогава е възможно появата на различни дефекти, вариращи от нискокачествено заваряване, крива на шева, голямо количество шлака.
Процесът на заваряване е отговорен и не толкова прост, колкото изглежда. Първо трябва да подготвите всички материали и инструменти, които може да са необходими в работата. След това трябва да носите специални ръкавици, специален щит, който предпазва лицето и очите. Дъгата се запалва като редовен мач. Краят на електрода от повърхността на частта трябва да бъде на разстояние 3 mm - това е оптималният размер на дъгата. Ако електродът започне да се придържа по време на работа, това показва, че потокът е повреден, т.е. стартирането на работата е неправилно.
Правила за работа

Как да готвя? Необходимо е непрекъснато да се поддържа правилното разстояние между заварената повърхност и самия електрод, за да се следва процесът, тъй като при придвижването напред количеството метал върху електрода намалява, което означава, че трябва да се понижи до необходимото ниво. Препоръчително е да спазвате тези правила за работа:
- Разстоянието трябва да се запази по време на целия процес на заваряване: позволява ви да контролирате заваръчния басейн, за да образувате висококачествена заварка с отлични характеристики.
- Невъзможно е да се направи много голяма празнина, тъй като заваръчната дъга ще започне да "скача", проникването ще се окаже лошо, ще бъде трудно да се контролира депозираният материал.
- Ако разликата е малка, тогава просто няма време да се загрее основният материал, а шевът да е изпъкнал, кръгъл, с недовършени части, видими от двете страни.
Обратно към съдържанието

Как да готвя, като в крайна сметка високо качество и гладка шев? при електродъгово заваряване необходимо е да се оформи внимателно шева. Техниката не е толкова сложна, но изисква съответствие с всички стандарти:
- Самата формация се извършва в зиг-заг или кръгови движения, във втория случай е необходимо да се движи настрани, докато се наблюдава заваръчната вана.
- Банята се разпределя в кръг, движението трябва да бъде гладко.
- Зигзаговите движения се правят от едната страна на другата, ваната се движи отвъд топлината.
Докато се движи из целия метал, трябва да остане зад него. В някои случаи се случва, че металът просто не е достатъчно, тогава е необходимо да оставите къси подкоси. Това е малък жлеб, който остава на ръба на шева, неговото ниво трябва да е под метала. Често на въпроса как да се готви, попитайте новодошлите, които все още нямат достатъчно опит в заваряването. Тук трябва да помним, че колкото по-голям е наклонът, толкова по-изпъкнал е шевът. И обратно, колкото по-малък е наклонът, толкова по-гладък и по-чист е шевът.
Често при неспазване на правилата за заваряване възникват такива грешки:
- Ако направите прекалено много наклон, тогава получената дъга силно ще притисне шева и това ще направи банята просто неконтролируема, което означава, че качеството на заваряването ще бъде ниско.
- Когато електродът се накланя далеч от шва, силата на дъгата се насочва назад. Заварката започва да плава, т.е. да се повишава, качеството му се влошава.
- Електродът стои точно над точката на заваряване, докато топлината започва да се акумулира силно под него. Това води до факта, че силата заваряване дъга започва да натиска върху банята, има твърде дълбоко топене.
Обратно към съдържанието
Какво вземете електроди?
За готвене чрез заваряване чрез дъгови видове се използват специални електроди. Това са метални пръти от различни типове, които осигуряват ток към частта, която ще се заварява. По време на работа краищата на частите се стопяват под въздействието на ток, след което постепенно се запълва шевът с помощта на метала на самия електрод.
Докато работя наоколо заварен шев образува се газова защита поради наличието на слой от поток върху електрода. Поради това е важно да се избере електрод с диаметър, който е подходящ за конкретния вид работа. Зависи от дебелината на заварените части:
- дебелина 2 mm, диаметър на електрода - 2-2.5 mm;
- дебелина 3 mm, диаметър 2.5-3 mm;
- дебелина 4-5, диаметър - 3-4 mm;
- дебелина 6-12 мм, диаметър 3-4 мм;
- дебелина от 13 мм, диаметър 5-6 мм.
От професионалист е необходимо да се отбележи диаметърът от 1,6 мм, който се използва за фина и прецизна работа с детайли с дебелина до 1 мм. Всички използвани електроди също могат да се разделят на групи:
- диаметър (от 23 mm до 6 mm);
- върху етикетирането (в зависимост от предназначението и другите характеристики);
- от производителя.
Отделно, в зависимост от диаметъра, всички заваръчни електроди се избират за определен тип ток:
- 2 mm - заваръчен ток 55-65 A;
- 2,5 mm - ток на готвене 55-80 A;
- 3 mm - заваръчен ток 70-130 A;
- 4 mm - заваръчен ток 130-160 A;
- 5 mm - заваръчен ток 180-210 A.
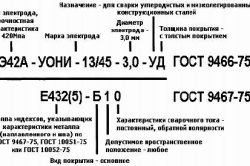
Когато се пита как да се готви с електроди, е важно да се обърне внимание на етикета:
- за постоянен ток UONI маркировка, използвана за стоманени конструкции, които ще бъдат подложени на тежки товари.
- Универсалните са предназначени за работа с директен / променлив ток на OZS. След работа, по-малко шлака остава, заваръчен ток се консумира по-малко.
- С рутилово покритие - MP3. Прилагат се с променлив, постоянен ток.
- Universal - ANO-4, които се продават в малки опаковки.
- Специализиран - ЦУ-5, използван за заваряване на тръбопроводи.
- ЦЧ-4 са подходящи за работа с чугун.
- ЦЛ-11 са предназначени за неръждаема стомана.
- ОК 96.20 се използва за заваряване на части от алуминий.
- KOBELKO LB-52U се използват за заваряване на газови и водопроводни тръби. Те се считат за едни от най-добрите, но цената им е много по-висока. Те обикновено не се използват за обикновена работа, тъй като има редица други, по-подходящи, както по качество, така и по цена.
инструкция
Вземете чаршафите един до друг.
Залепването се извършва чрез къси шевове по шева (около 5-10 мм) с разстояние 50-100 мм между тях по цялата става. Извършва се заваряване с периодично прекъсване - гаси дъгата (чрез изтегляне на електрода) и бързо го запалва отново, така че металът да няма време да се охлади. Продължителното време на дъгата зависи от дебелината на листа и силата на тока. За лист с дебелина 1 мм и по-тънък, той трябва да бъде 1-3 секунди.
Завийте листите напълно.
Готви задника периодичен шев, от време на време се премества електродът до нов (студен) интерфейс. Това ще предотврати силно изкривяване на метала - особено ако дължината на свръзката е сравнително голяма (повече от 200-250 мм). Колкото по-къса е дължината на непрекъснатия шев, толкова по-малко се изкривява. Започнете да готвите на единия край на кръстовището, след това отидете на другия ръб, след това се преместете в центъра и т.н.
заваряване тънък метал приклад
Постигнете минимално разстояние между краищата на стоманата по цялата дължина на фугата. Идеалният случай е пълната липса на разрешение. Използвайте подложка, която се побира под фугата за заваряване на тънък метален задник. Трудно е да се заварява тънка (1 мм и по-тънка) челно-заварена стомана без облицовка, въпреки че е напълно възможно със заваръчен инвертор и добри (внесени) електроди. Технологията на самата заварка (избор заваръчен ток, използването на залепване, периодично и поетапно заваряване) остава точно същото като при застъпване на заваряване.
Заваряване със стоманена неприбираща подплата
Ако конструкцията на частта позволява неприбираема облицовка, поставете лента от стомана със същата дебелина като основния лист 13-15 мм широк под фугата. Уверете се, че металът, който се заварява, е плътно прикрепен към него. Такава облицовка ще позволи заваряването на детайла, дори ако в фугата има разстояние от няколко милиметра. Обшивката в този случай е заварена към детайла.
Заваряване с медна облицовка
Ако наличието на неотстранима подплата е неприемливо, поставете лента от мед под фугата (по-дебелата, толкова по-добре). Медът ще отстрани топлината и ще предотврати изгарянето на листа. След заваряване отстранете облицовката.
Заваряване със стоманена подвижна облицовка
Ако несъвместимата облицовка е неприемлива, но няма медна лента, заварете детайла със стоманена облицовка и внимателно го отстранете с ъглошлайф.
Заваряването е процес на образуване на постоянни свръзки поради появата на междуатомни връзки между заваръчните материали при тяхното загряване или деформация. Могат да се заваряват не само метали, но и пластмаси. Най-често се налага да се занимаваме с електрическо заваряване на стоманени и топло-запечатващи пластмаси.
Ще ви трябва
- - заваръчна машина за електродъгово заваряване;
- - газово заваряване;
- - електроди за заваряване;
- - заваръчна машина за пластмасови тръби;
- - нагревателно устройство (ютия, електрическа печка и др.).
инструкция
Трябва да знаете, че е позволено да се използват само онези аксесоари, които са предназначени за обработка на валцована неръждаема стомана. Това са шлифовъчни дискове и ремъци, четки, изработени от неръждаема стомана и изстрелвани по време на взривяване. Моля, имайте предвид, че понякога не можете да обработвате други материали, като въглеродна стомана, със стоманени и стъклени фракции.
Мариноване се счита за един от най-ефективните начини за последваща обработка на заварки. Когато се прилага правилно, ецването може да елиминира вредния оксиден слой, както и зоната с намалено съдържание на хром.
В зависимост от специфичните условия, ецването се извършва чрез потапяне, нанасяне върху повърхността или покриване на продуктите с паста. Най-често се използва смесена киселина в комбинация с вода. Времето за ецване на неръждаема стомана зависи от концентрацията на киселини, дебелината на скалата, температурата и качеството на неръждаемата стомана.
Последният етап на преработка в заваряване "неръждаема стомана" - привеждане на степента на грапавост на заварката към съответния индикатор на основния лист. Това се постига чрез шлайфане и полиране след ецване. Такава обработка обикновено повишава устойчивостта на корозия на конструкцията.
източници:
- Заваряване от неръждаема стомана, функции заваряване.




