Шов по замкнутій лінії. Позначення на кресленнях швів зварних з'єднань
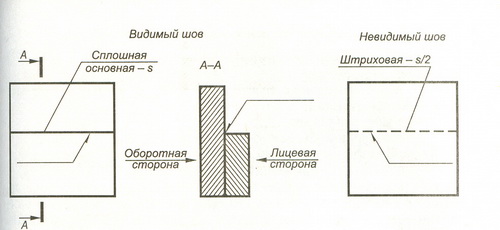
Відповідно до ГОСТ 2.312-72 шви зварних з'єднань на кресленнях позначають суцільною (видимі) і штриховий (невидимі) лініями. Видиму одиночну зварену точку (незалежно від способу зварювання) умовно зображують знаком «+» (див. Рис. 1), невидимі поодинокі точки не зображують. Від зображення шва або одиночної точки проводять лінію-виноску з односторонньою стрілкою і горизонтальною лінією-полицею. Умовне зображення шва наносять на полиці лінії-виноски, проведеної від зображення шва з лицьового боку (рис. 1, б), і під полицею лінії-виноски, проведеної від зображення шва зі зворотного боку (рис.1, в).
Умовні зображення видимих і невидимих швів зварних з'єднань:
а - видимий електрозаклепочний, б - видимий стикового односторонній, в - невидимий стикового односторонній; 1 умовне позначення шва по ГОСТу
Таблиця № 1.
Допоміжні знаки для позначення зварних швів
|
допоміжний знак |
Значення допоміжного знака |
Розташування допоміжного знака щодо полки лінії виноски |
||
|
З лицьового боку |
Зі зворотного боку |
|||
|
Посилення шва зняти |
||||
|
Напливи і нерівності шва обробити з плавним переходом до основного металу |
||||
|
Шов виконати при монтажі вироби, т. Е. При установці його по монтажного креслення на місці застосування |
|
|||
|
Шов переривчастий або точковий з ланцюговим розташуванням. Кут нахилу лінії дорівнює 60 ° |
||||
|
Шов переривчастий або точковий із шаховим розташуванням |
||||
|
Шов по замкнутій лінії. Діаметр знака - 3 ... 5 мм |
||||
|
Шов по незамкненою лінії. Знак застосовують, якщо розташування шва ясно з креслення |
||||
Примітки :
1. 3а лицьову сторону одностороннього шва зварного з'єднання приймають ту, з якої виконують зварювання.
2. За лицьову сторону двостороннього шва зварного з'єднання з несиметрично підготовленими крайками приймають ту, з якої виконують зварювання основного шва.
3. За лицьову сторону двостороннього шва зварного з'єднання з симетрично підготовленими крайками може бути прийнята будь-яка сторона.
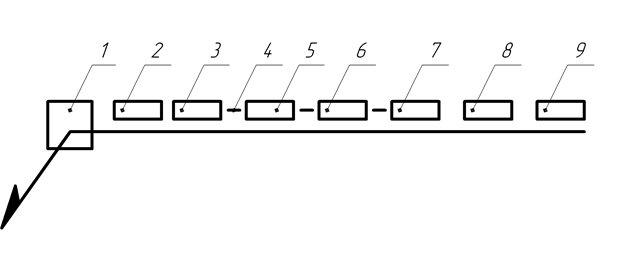
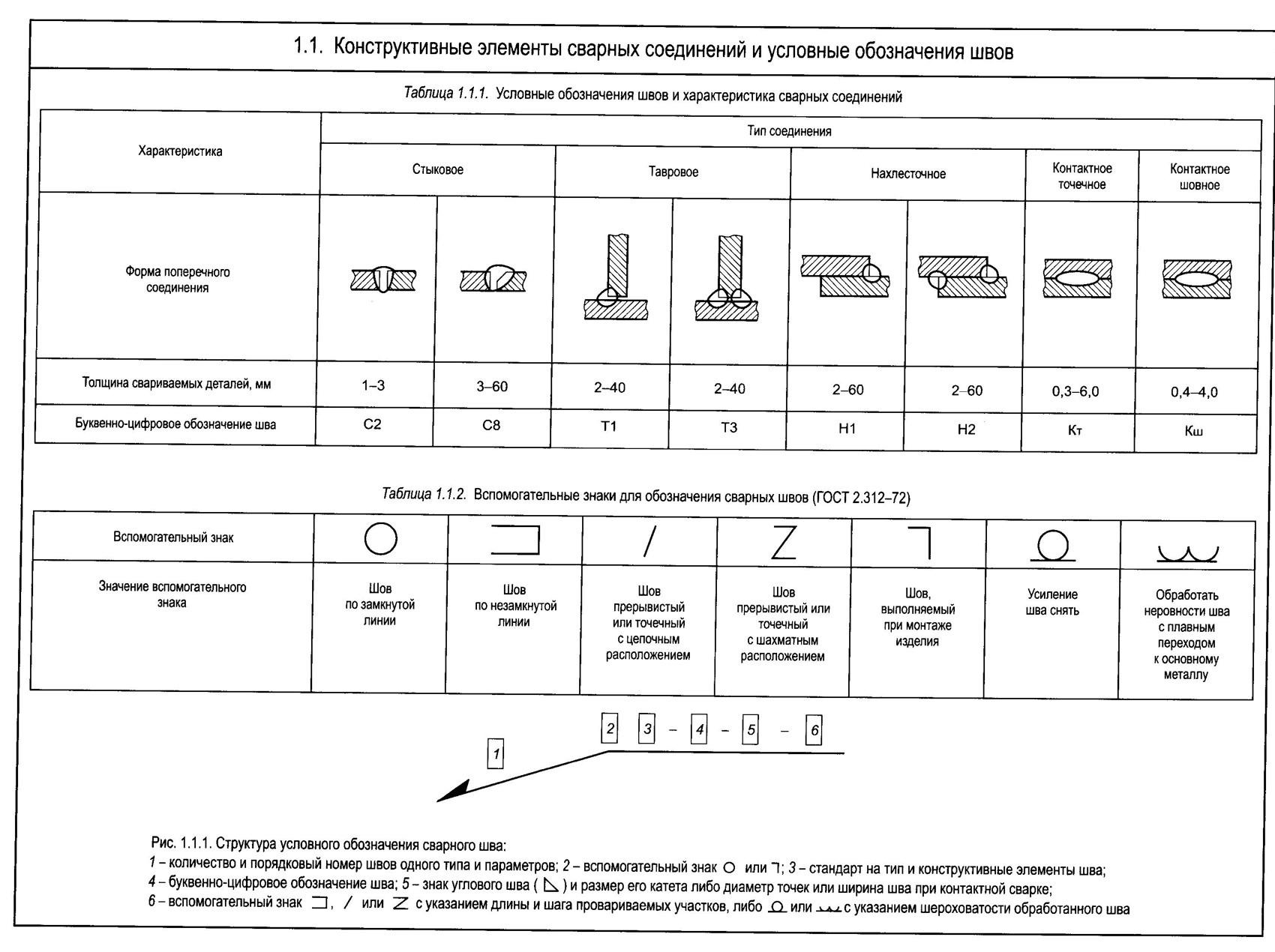
На рис. 2 показана структура умовного позначення шва. Допоміжні знаки для позначення зварних швів наведені в табл. 1, а ГОСТи на основні типи і конструктивні елементи швів зварних з'єднань - в табл. 2. У структурі умовного зображення шва можуть застосовуватися тільки допоміжні знаки 3 і 6, Позначення стандарту можна виносити в технічні умови на кресленні. Ручна дугова зварка літерного позначення не має. Спосіб зварювання можна не вказувати. Приклади умовних позначень швів зварних з'єднань взяті з ГОСТ 2.312-72 (додаток 1) і представлені в табл. 3.
При наявності на кресленні однакових швів у одного з зображень наносять позначення і порядковий номер шва (на виносної лінії), а від зображень інших однакових швів проводять лінії-виноски з полками, над (під) якими ставлять порядковий номер шва, наприклад № 1 (рис . 3). На лінії-виносці, що має полку з нанесеним позначенням, допускається вказувати кількість однакових швів.
Мал. 2.
Структура умовного позначення стандартного шва
2 - позначення стандарту, 1 - допоміжні знаки,
3 - буквено-цифрове позначення шва відповідно до стандарту на типи і конструктивні елементи швів зварних з'єднань,
4-знак «дефіс»,
5 - умовне позначення способу зварювання (А - автоматична, П - механізована під флюсом, П-3 - механізована плавиться в захисних газах; Ш - електрошлакове та ін.),
6 - знак і розмір катета відповідно до стандарту на типи і конструктивні елементи швів зварних з'єднань,
7 - інші характеристики шва (довжина приварюється ділянки, розмір кроку, розміри окремих точок і ін.),
8 - допоміжні знаки (див. Табл. 1, порядкові номери 1, 2, 4, 5 і 7), 9 - шорсткість поверхні шва.
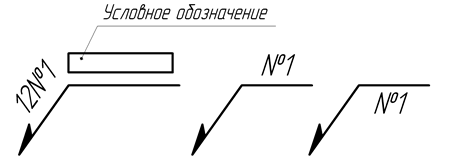
Рис.3.
Позначення на кресленні однакових швів (цифрою 12 зазначено кількість однакових швів)
Таблиця № 2.
ГОСТи на основні типи і конструктивні елементи швів зварних з'єднань
|
гост |
спосіб зварювання |
Тип з'єднання |
Умовне позначення шва |
|
|
Ручна дугова |
стикове |
З ... С27; С39; С40 |
||
|
Таврове |
||||
|
Нахлесточного |
||||
|
Таврове |
||||
|
Дугова в захисних газах |
стикове |
|||
|
Таврове |
||||
|
Нахлесточного |
||||
|
Те ж (під гострими і тупими кутами) |
||||
|
Таврове |
||||
|
Автоматична під флюсом |
стикове |
|||
|
Таврове |
||||
|
Нахлесточного |
||||
|
Те ж (під гострими і тупими кутами) |
||||
|
Таврове |
||||
|
Дугова алюмінію і алюмінієвих сплавів (товщина елементів - 0,8 ... ... 60 мм) |
стикове |
|||
|
Таврове |
||||
|
Нахлесточного |
||||
|
Дугове і електрошлакове двуслойной корозійностійкої сталі |
стикове |
|||
|
Таврове |
||||
|
електрошлакове |
стикове |
|||
|
Таврове |
||||
|
Дугова електрозаклепкамі під флюсом, в вуглекислому газі і аргоні |
Нахлесточного |
|||
Тбліца № 3
Приклади умовних позначень стандартних швів
|
Форма поперечного перерізу |
Умовне позначення шва, зображеного на кресленні |
|
|
з лицьового боку |
із зворотного боку |
|
|
|
|
|
|
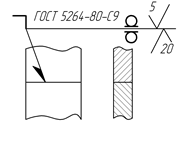
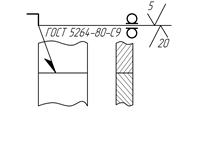
Шов стикового з'єднання з криволінійним скосом однієї кромки, двосторонній, що виконується дугового ручним зварюванням при монтажі вироби. Посилення знято з обох сторін. Шорсткість поверхонь шва з лицьового боку 5, зі зворотним 20. |
||
|
|
|
|
|
Шов кутовий, з'єднання без скосу кромок, двосторонній, що виконується автоматичним зварюванням під флюсом з ручною підваркою по замкнутій лінії |
||
 |
|
|
|
Шов нахлесточного з'єднання без скосу кромок, односторонній, що виконується дугового механізованим зварюванням в захисних газах електродом, що плавиться. Шов - по незамкненою лінії; катет шва - 5 мм |
||
Існують законодавчо встановлені ГОСТи, в яких прописані всі позначення для зварювальних швів. Знання всіх особливостей, записи позначень дозволять швидко і якісно виконати всю роботу зі зварювання деталей. Креслення мають масу особливостей, наприклад, однакове позначення різних швів, або ж нумерація зварних елементів. Тільки знання всіх «підводних каменів» проекту дозволить швидко зрозуміти його суть.
Основні позначення
У зварних конструкціях використовуються матеріали різної товщини, розмірів і форм, крім того, деталі можуть мати різне розташування по відношенню один до одного. Позначення зварювального шва на кресленні безпосередньо залежить від взаємного розташування зварних елементів конструкції. Встановлено всього 5 типів з'єднань (згідно ГОСТ 5264 і ГОСТ 14771):
- «С» стикувальний;
- «С» торцеве;
- «У» кутовий;
- «Н» нахлестное;
- «Т» Таврове.
Стикового на кресленні є з'єднанням елементів, які розташовуються на одній поверхні або площини. Процес зварювання деталей відбувається по суміжних торцевих сторонах.

Торцеве з'єднання «С» представляє собою зварювання елементів по торцевих сторонах деталей, у яких бічні поверхні знаходяться разом. Даний метод використовується при зварюванні деталей з тонкого металу, Для того, щоб виключити можливість прожога. Позначення зварювальних швів на кресленнях однаковими буквами, наприклад, стикувальний і торцеве, повинно мати пояснення, що стосується конкретного типу використовуваного зварювального шва.
Позначення зварювальних швів на кресленнях великою літерою Н при зварюванні нахлестним методом. При зварюванні деталі розташовані на паралельних лініях таким чином, що один елемент частково перекриває інший.
Т - це позначення на кресленнях таврового зварного шва. Торцева частина однієї деталі з'єднується з торцевою частиною іншої деталі під певним кутом (може бути і 90 градусів).
Останній тип «У» - кутовий, є шов, який виходить в результаті розташування елементів, що зварюються під прямим, гострим або тупим кутом по відношенню один до одного.
Зварювальний шов на кресленні, незалежно від того, який саме тип зварювання використовувався, може бути позначений, як видимий або невидимий.
Відомий тип шва позначається суцільною лінією, невидимий шов позначають пунктирною лінією. Одиночна зварна точка, яка є видимою, на кресленнях позначається знаком «+», невидима не має ніяких позначень.
 Особливості вказівки швів на кресленні
Особливості вказівки швів на кресленні
Якщо креслення має шви, які були виконані за одними і тими ж стандартами, то зварювальні креслення, позначення матимуть одні і ті ж, але це слід вказати в технічних вимогах даного креслення.
На кресленнях однакові шви можуть бути пронумеровані, але тільки в тому випадку, якщо всі шви ідентичні один одному і мають одностороннє зображення, наприклад, тільки з лицьового або зі зворотного боку. Якщо шов не має ніякого позначення, на кресленні він повинен бути відзначений як лінія - виноска, яка не має полиць.
Позначення зварювального шва на кресленні симетричного вироби має являти собою лінії - виноски, а самі шви повинні бути зображені тільки на якійсь одній з симетричних частин вироби. Але це можливо тільки в разі, якщо присутній вісь симетрії.
Креслення: вимоги ГОСТ
Зварювання, позначення на кресленні ГОСТ, де є однакові складові елементи однієї деталі, які були зварені швами однакового типу, можуть бути позначені як ліній-виносок. Позначення швів може бути тільки у якійсь одній частині деталі, найбільш оптимальним варіантом є зображення, поряд з яким знаходиться лінія - виноска.
Деякі зварювальні шви можуть на кресленні не відзначатися лініями - виносками, а вказуватися в якості зварювальних пояснень в технічних вимогах і записках до креслення. Позначення зварювального шва на кресленні - обов'язкова умова, це знаходиться в технічному вимозі, воно повинно містити інформацію про тип, розміри деталей і їх конструктивних особливостях, розташуваннях зварювальних швів в поперечному перерізі.
До всіх швах або групі швів на кресленні приводиться однаковий ряд вимог, який повинен розташовуватися або в таблиці, або в технічному описі.
Сварка (позначення на кресленні ГОСТ) повинна повністю відповідати всім встановленим вимогам. Грамотно складений креслення - це запорука швидкої і ефективної роботи зварників. Креслення, який виконаний не у відповідності до вимог ГОСТ, не буде прийнятий органами.
Саморобний зварювальний апарат може прекрасно підійти для виконання побутових завдань середньої складності. Природно, з повноцінним зварювальним інвертором його важко порівняти, але невеликі домашні роботи такої ...
Виходячи з умов роботи і прямого призначення, труб пред'являють цілий список умов, встановлених ГОСТом (спеціальний технічні умови). Так, наприклад, зварювальні труби, які застосовуються у ...
Зварювальні роботи більше не привілей профі, і спеціальні знання зі зварювання можуть стати в нагоді не тільки сварщикам. схема инверторного зварювального апарату - в нашій статті ....
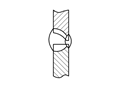
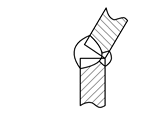
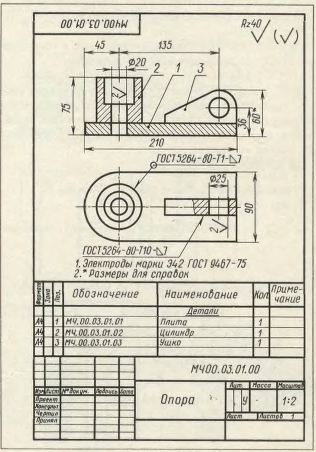
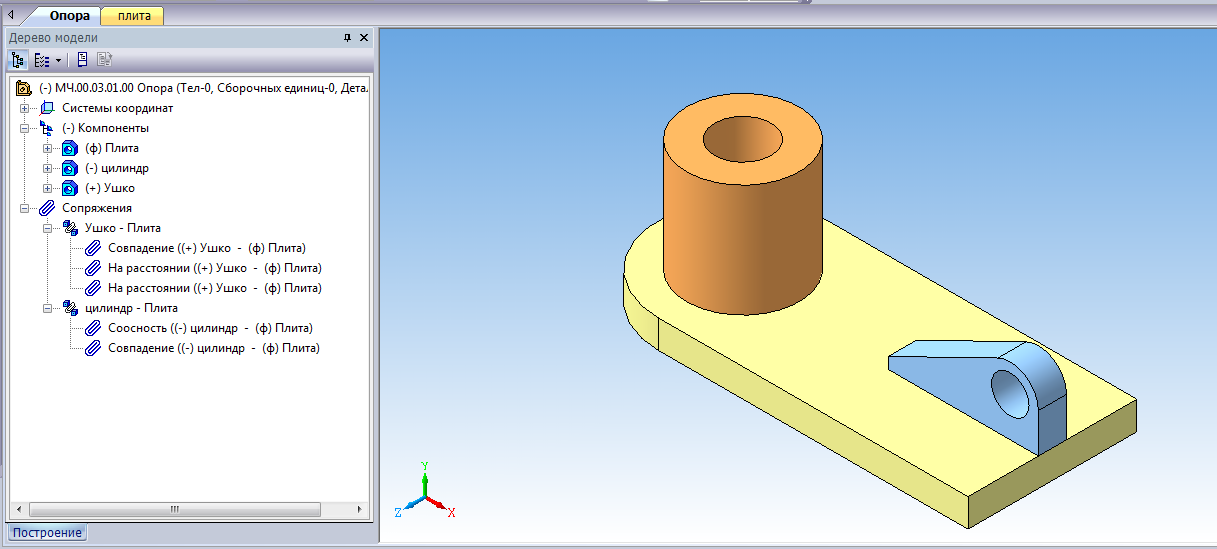
Привіт, друзі! Ми продовжуємо тему про створення збірок в Компасі, і сьогодні створимо складальний креслення зварного з'єднання вироби Опора.
Початкове завдання візьмемо з підручника Боголюбова, 1985 рік, стор. 285.
створення збірки
Для створення збірки, необхідно виконати 3d моделі всіх деталей, що входять в неї.
Деталі можна створити самостійно або скачати за посиланням в кінці статті.
Бажано всі документи, які стосуються збірці зберігати в одній папці.
Для кожної деталі додаємо об'єкт специфікації: Специфікація → Додати об'єкт → Деталі → Створити.
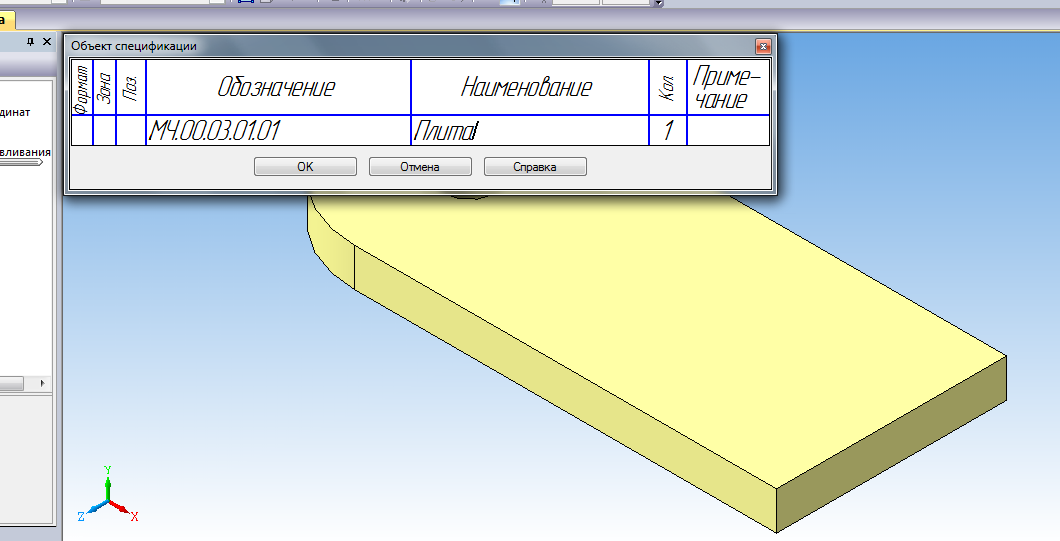
Створюємо збірку: орієнтація XYZ, першої вставляємо Плиту, потім Циліндр і Вушко. Детальніше і накладення сполучень.
Потім створюємо об'єкти специфікації для збирання: Специфікація → Створити об'єкти специфікації.
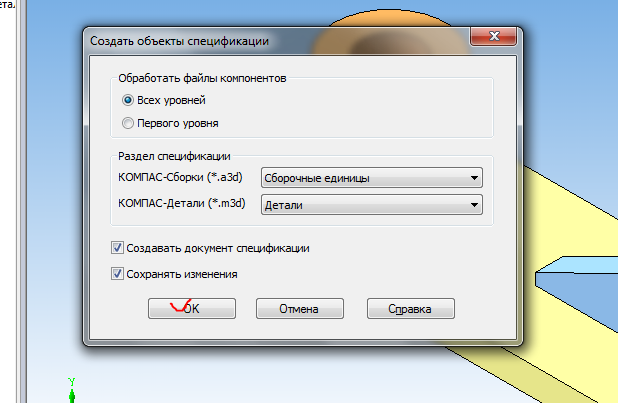
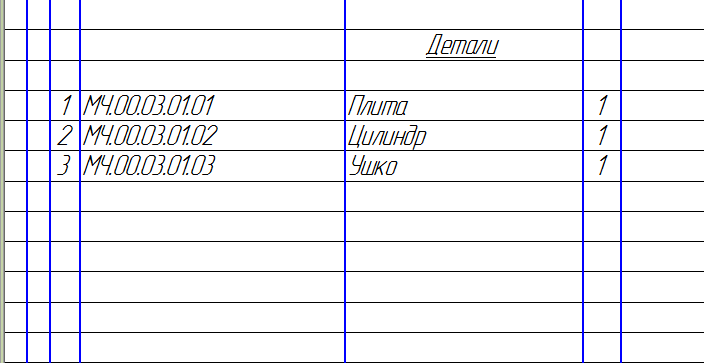
Тепер в папці з документами на збірку з'явився новий документ - специфікація, що містить відомості про компоненти збірки.
Складальне креслення зварного з'єднання
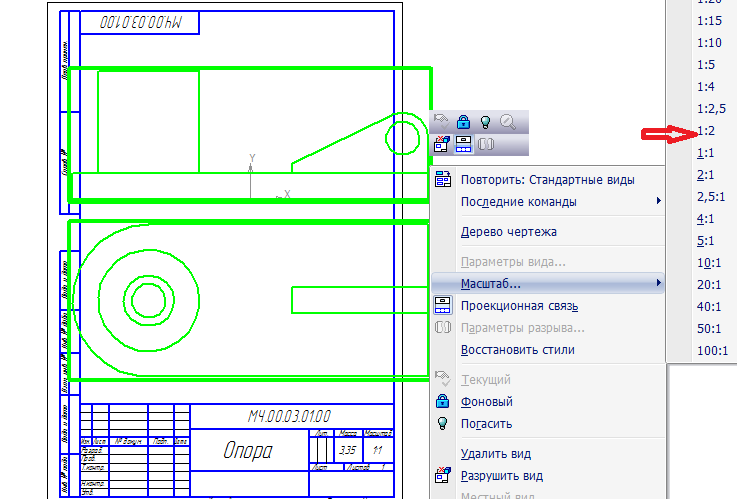
Створимо асоціативний складальне креслення вироби Опора.
Відключаємо вид зліва вироби і вставляємо два види в поле креслення формату А4.
Як бачите, види занадто громіздкі, тому встановимо для них масштаб 1: 2. Виділяємо їх, в контекстному меню (ПКМ) вибираємо команду Масштаб, вибираємо 1: 2.
Передня панель має бути замінений фронтальним розрізом, тому видаляємо його.
Створюємо розріз.
![]()
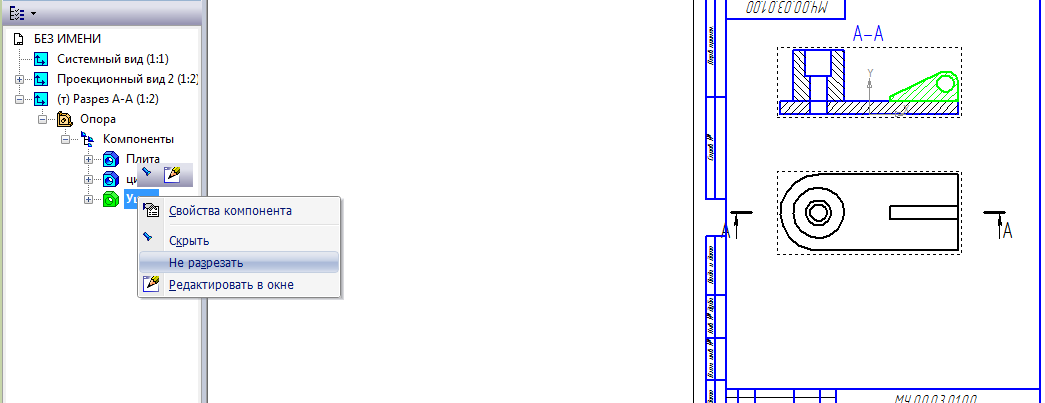
Цей розріз необхідно відкоригувати, т. К. Вушко не повинно бути заштрихована.
Викликаємо вікно Дерево креслення: Вид → Дерево креслення. Добираємося до компонента Вушко і в Контекстному меню вибираємо команду Чи не розрізати. розбудовуємо збірку
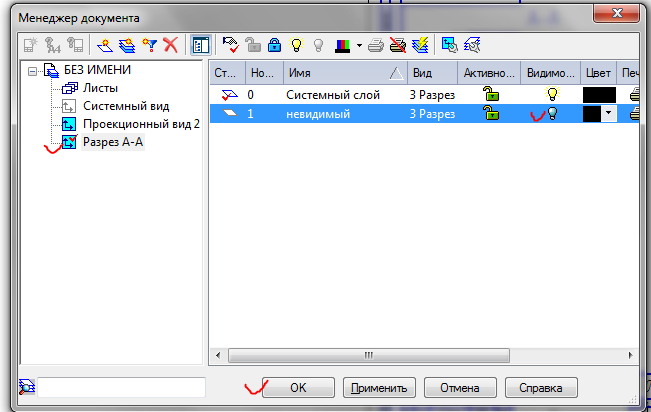
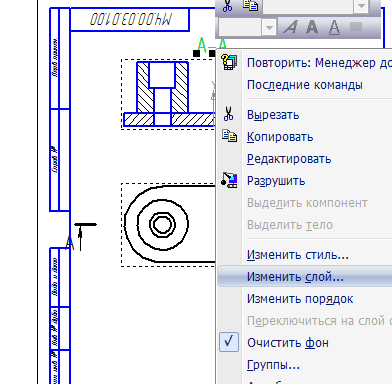
Також необхідно видалити буквене позначення розрізу і сліду січної площини. Для цього створюємо невидимі шари, на які переносимо ці позначення.
Робота зі специфікацією
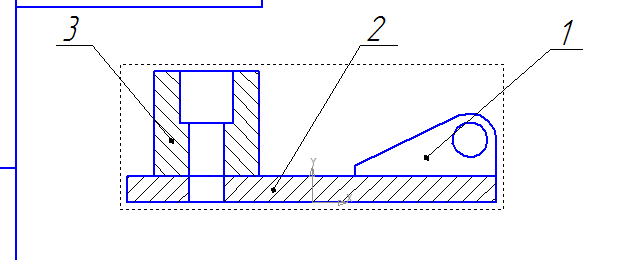
Тепер розставляємо позиції деталей на кресленні довільно, ми їх відредагуємо пізніше.
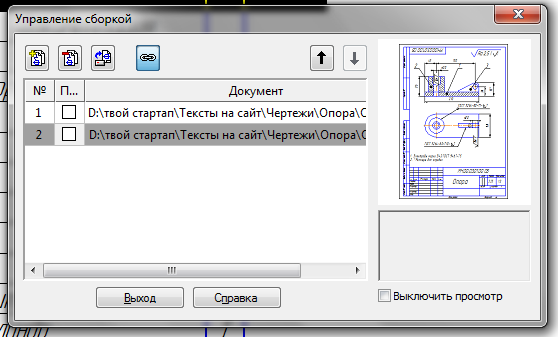
Щоб відредагувати позиції на кресленні зварного з'єднання потрібно зв'язати його з файлом специфікації. Відкриваємо специфікацію, викликаємо вікно Управління складанням → тиснемо «+» Підключити документ і додаємо посилання на складальне креслення.
синхронізуємо позиції
Для того, щоб позиції на кресленні і специфікації були однаковими синхронізуємо їх.
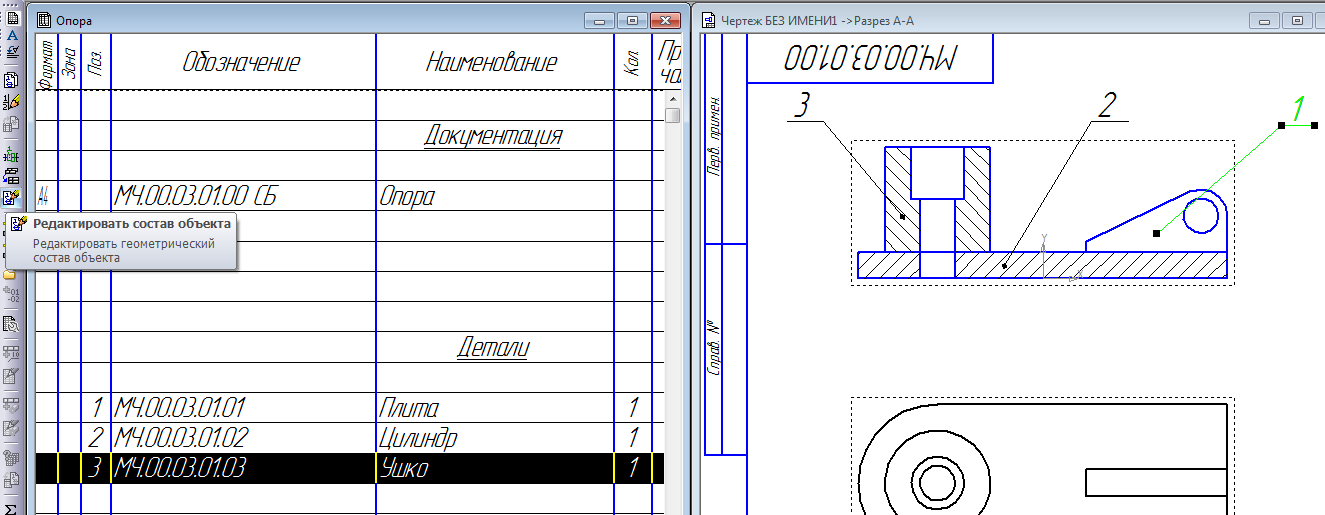
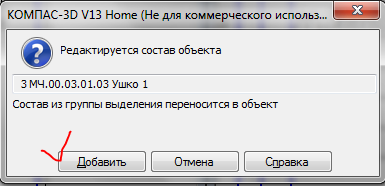
Ми залишаємо відкритими тільки файли креслення зварного з'єднання і специфікації на нього. У меню Вікно вибираємо розташування вікон Мозаїка вертикально. На складальному кресленні виділяємо позицію вушка і в специфікації виділяємо відповідний рядок. Далі натискаємо на кнопку Редагувати складу об'єкта → вибираємо складальне креслення → Додати.
Повторюємо процедуру для всіх позицій, при цьому позиції на кресленні перенумеровуються автоматично.
У специфікацію необхідно додати розділ Документація, а в нього складальне креслення. Натискаємо кнопку Додати розділ, вибираємо розділ Документація- Створити. На панелі властивостей вибираємо вкладку Документи і завантажуємо складальне креслення. Погоджуємося взяти дані з основного напису.
Терміни та визначення для зварних конструкцій, Вузлів, з'єднань і швів встановлені ГОСТ 2601-84.
Звареним з'єднанням називають нероз'ємне з'єднання двох і більше елементів (деталей), виконане за допомогою зварювання. У зварене з'єднання входять зварний шов, прилегла до нього зона основного металу із структурними та іншими змінами в результаті термічної дії зварювання (зона термічного впливу) і прилеглі до неї ділянки основного металу.
Зварений шов являє собою ділянку зварного з'єднання, що утворився в результаті кристалізації розплавленого металу або в результаті пластичної деформації при зварюванні тиском або поєднання кристалізації і деформації.
Зварений вузол являє собою частину звареної конструкції, в якій зварені примикають один до одного елементи.
Зварений конструкцією називається металева конструкція, виготовлена з окремих деталей або вузлів за допомогою зварювання.
Метал деталей, що підлягають з'єднанню зварюванням, називають основним металом.
Метал, що подається в зону дуги додатково до розплавленого основного металу, називають присадним металом.
Переплавлений присадний метал, введений в зварювальну ванну або наплавлений на основний метал, називають наплавленим металом.
Сплав, утворений переплавлені основним або основним і наплавленим металами, називають металом шва.
Працездатність зварного виробу визначається типом зварного з'єднання, формою і розмірами зварних з'єднань і швів, їх розташуванням щодо діючих сил, плавністю переходу від зварного шва до основного металу і ін.
При виборі типу зварного з'єднання враховують умови експлуатації (статичні або динамічні навантаження), спосіб і умови виготовлення зварної конструкції (ручне зварювання, автоматична в заводських або монтажних умовах), економію основного металу, електродів і ін.
Типи зварних з'єднань. За формою сполучення деталей, що з'єднуються (елементів) розрізняють наступні типи зварних з'єднань: стикові, кутові, таврові, нахлесточного (рисунок 1).
Малюнок 1 -
Зварні шви поділяють формою поперечного перерізу на стикові (рисунок 2.а) і кутові (рисунок 2.б). Різновидом цих типів є шви пробкові (рисунок 2.в) і прорізні (рисунок 2.г), що виконуються в напусткових з'єднаннях. За формою в поздовжньому напрямку розрізняють шви безперервні і переривчасті.
За допомогою стикових швів утворюють в основному стикові з'єднання (рисунок 1.а), за допомогою кутових швів - таврові, хрестові, кутові і нахлесточного з'єднання (рисунок 1.б - 1.д), за допомогою пробочних і прорізних швів можуть бути утворені нахлесточного і іноді таврові з'єднання.
Стикові шви, як правило, виконують безперервними; відмітною ознакою для них зазвичай служить форма оброблення крайок деталей, що з'єднуються в поперечному перерізі. За цією ознакою розрізняють такі основні типи стикових швів: з відбортовкою кромок (рисунок 3.а); без оброблення крайок - односторонні і двосторонні (рисунок 3.б); з обробленням однієї кромки - односторонньої, двосторонньої; з прямолінійною або криволінійною формою оброблення (рисунок 3.в); з односторонньою обробкою двох кромок; з V- подібною обробленням (рисунок 3.г); з двосторонньою обробкою двох кромок; Х-подібною обробленням (рисунок 3.д). Оброблення може бути утворена прямими лініями (скіс кромок) або мати криволінійну форму (U-подібна оброблення, малюнок 3.е).

Малюнок 2 -
Стикове з'єднання найбільш поширене в зварних конструкціях, оскільки має ряд переваг перед іншими видами з'єднань. Його застосовують в широкому діапазоні товщини зварювальних деталей від десятих часток міліметра до сотень міліметрів майже при всіх способах зварювання. При стиковому з'єднанні на освіту шва витрачається менше присадочного матеріалу, легко і зручно контролювати якість.
Кутові шви розрізняють за формою підготовки крайок, що зварюються в поперечному перерізі і суцільності шва по довжині.
За формою поперечного перерізу кутові шви можуть бути без оброблення крайок (рисунок 4.а), з односторонньою обробкою кромки (рисунок 4.б), з двосторонньою обробкою кромок (рисунок 4.у). За протяжністю кутові шви можуть бути безперервними (малюнок 5. а) і переривчастими (рисунок 5.б), з шаховим (рисунок 5.в) і ланцюговим (рисунок 5.г) розташуванням відрізків шва. Таврові, нахлесточного і кутові з'єднання можуть бути виконані відрізками швів невеликої довжини - точковими швами (рисунок 5.д).

Малюнок 4 -

Малюнок 4 - Підготовка кромок кутових швів таврових з'єднань: а - без обробки кромок; б, в - з обробленням кромки
Пробкові шви за своєю формою в плані (вид зверху) зазвичай мають круглу форму і виходять в результаті повного проплавлення верхнього і часткового проплавлення нижнього листів (рисунок 6.а) - їх часто називають електрозаклепкамі - або шляхом проплавления верхнього листа через попередньо зроблене в верхньому листі отвір (рисунок 6.б).

Малюнок 5 -

Малюнок 6 -
Прорізні шви, зазвичай подовженої форми, виходять шляхом приварки верхнього (накриває) листа до нижнього кутовим швом по периметру прорізу (малюнок 6. в). В окремих випадках проріз може заповнюватися і повністю.
Форму оброблення крайок і їх складання під зварювання характеризують чотири основних конструктивних елемента (рисунок 7): зазор b, притуплення з кутом скосу кромки в і кут оброблення крайок а, рівний в або 2в.
Існуючі способи дугового зварювання без оброблення крайок дозволяють зварювати метал обмеженою товщини (при односторонньому зварюванні ручної - до 4 мм, механізованої під флюсом - до 18 мм). Тому при зварюванні металу великої товщини необхідно обробляти кромки. Кут скосу кромки забезпечує певну величину кута оброблення крайок, що необхідно для доступу дуги вглиб з'єднання і повного проплавлення крайок на всю їх товщину.

Малюнок 7 -
Стандартний кут оброблення крайок в залежності від способу зварювання і типу з'єднання змінюється в межах від (60 ± 5) до (20 ± 5) градусів. Тип обробки і величина кута оброблення крайок визначають кількість необхідного додаткового металу для заповнення оброблення, а значить, продуктивність зварювання. Так, наприклад, Х- образна оброблення крайок у порівнянні з V-подібною дозволяє зменшити обсяг наплавленого металу в 1,6 - 1,7 рази. Зменшується час на обробку крайок. Правда, в цьому випадку виникає необхідність вести зварювання з одного боку шва в незручному стельовому положенні або кантувати зварюються вироби.
Притуплення з зазвичай становить (2 ± 1) мм. Його призначення - забезпечити правильне формування і запобігти пропали в вершині шва. Зазор b зазвичай дорівнює 1,5 - 2 мм, так як при прийнятих кутах оброблення крайок наявність зазору необхідно для провару вершини шва, але в окремих випадках при тій чи іншій технології зазор може бути рівним нулю або досягати 8 - 10 мм і більше.
Для всіх типів швів важливі повний проварена кромок з'єднувальних елементів і зовнішня форма шва як з лицьового боку (посилення шва), так і зі зворотного боку, т. Е. Форма зворотного валика. У стикових і особливо односторонніх швах важко проварювати кромки притуплення на всю їх товщину без спеціальних прийомів, покликаних унеможливлювати пропал і забезпечують хороше формування зворотного валика.
Зварні шви класифікують за рядом ознак. За зовнішнім виглядом шви ділять на опуклі, нормальні, увігнуті (рисунок 8). Як правило, всі шви виконують з невеликим посиленням (опуклими). Якщо потрібні шви без посилення, це повинно бути вказано на кресленні. Ослабленими (увігнутими) виконують кутові шви, що також відзначається на кресленні. Такі шви потрібні для поліпшення роботи зварних з'єднань, наприклад при змінних навантаженнях. Стикові шви ослабленими не роблять, увігнутість в цьому випадку є браком. Збільшення розмірів зварних швів в порівнянні із заданими призводить до збільшення маси свариваемой конструкції і перевитрати електродів. В результаті зростає собівартість зварних конструкцій, підвищується трудомісткість зварювальних робіт.

Малюнок 8 -
Велике значення також має освіту плавного переходу металу лицьового і зворотного валиків до основного металу, так як це забезпечує високу міцність з'єднання при динамічних навантаженнях. У кутових швах також буває важко проварити корінь шва на всю його товщину, особливо при зварюванні похилим електродом. Для цих швів рекомендується увігнута форма поперечного перерізу шва з плавним переходом до основного металу, що знижує концентрацію напружень в місці переходу і підвищує міцність з'єднання при динамічних навантаженнях.
За кількістю шарів і проходів розрізняють одношарові, багатошарові, однопрохідні, багатопрохідні шви (малюнки 9, 10).

Малюнок 9 -

Малюнок 10 - Класифікація швів за кількістю шарів і проходів: I - IV - число шарів; 1 - 8 - число проходів
Шар зварного шва - частина металу зварного шва, яка складається з одного або декількох валиків, розташованих на одному рівні поперечного перерізу шва. Валик - метал зварного шва, наплавлений або переплавлений за один прохід.
При зварюванні кожен шар багатошарового шва віджигається при накладенні наступного шару. В результаті такого теплового впливу на метал зварного шва поліпшуються його структура і механічні властивості. Товщина кожного шару в багатошарових швах приблизно дорівнює 5 - 6 мм.
За чинним зусиллю шви ділять на поздовжні (флангові), поперечні (лобові), комбіновані, косі (рисунок 11). Лобовий шов розташований перпендикулярно до зусиллю Р, фланговий - паралельно, а косою - під кутом.
![]()
малюнок 11-
Відповідно до положення в просторі розрізняють нижні, горизонтальні, вертикальні і стельові шви (рисунок 12). Відрізняються вони один від одного кутами, під якими розташовується поверхню деталі, що зварюється щодо горизонталі. Найбільш важкий для виконання стельовий шов, найкраще шов формується в нижньому положенні. Стельові, вертикальні і горизонтальні шви доводиться зазвичай виконувати при виготовленні і особливо при монтажі великогабаритних конструкцій.
Приклади позначення зварних швів по їх положенню в просторі дано на малюнку 13.

малюнок 12

Малюнок 13 -
2. Конструктивні елементи зварних з'єднань при ручного дугового зварювання
У зв'язку з важливістю правильної підготовки крайок, що зварюються з точки зору якості, економічності, міцності і працездатності зварного з'єднання створені державні стандарти на підготовку кромок під зварювання. Стандарти регламентують форму і конструктивні елементи оброблення і збирання кромок під зварювання і розміри зварних швів.
ГОСТ 5264-80 «Шви зварних з'єднань. Ручна електродугове зварювання. Основні типи, конструктивні елементи і розміри »і ГОСТ 11534-75« Ручне дугове зварювання. З'єднання зварні під гострими і тупими кутами. Основні типи, конструктивні елементи і розміри »регламентують конструктивні елементи підготовки крайок і розміри виконаних швів при ручного дугового зварювання металевим електродом у всіх просторових положеннях.
Необхідно відзначити деякі особливості застосування стандартів. Різні способи електричного зварювання плавленням в силу їх технологічних особливостей дозволяють отримати різну максимальну глибину проплавлення. Варіюючи основними параметрами режиму зварювання, конструктивними типами оброблення крайок, можна збільшувати або зменшувати глибину проплавлення і інші розміри шва.
Із зазначеної причини згадані стандарти, що регламентують конструктивні елементи оброблення крайок, враховують можливість варіювання силою зварювального струму, Напругою, діаметром електродного дроту (щільністю струму) і швидкістю зварювання. У тих випадках, коли процес зварювання забезпечує використання великих струмів, високої щільності струму і концентрації теплоти, можливі підвищена величина притуплення, менші кути розробки і величина зазору.
При ручного дугового зварювання такі фактори, як величина зварювального струму, швидкість зварювання і напруга дуги, змінюються в невеликих межах.
Щоб забезпечити наскрізне проплавлення крайок вироби при зварювання односторонніх стикових або кутових швів при товщині листів понад 4 мм, зварювання доводиться вести по заздалегідь обробити крайках. У разі ручного зварювання зварники не можуть істотно змінити глибину проплавлення основного металу, але, змінюючи розмах поперечних коливань електроду, вони можуть значно змінювати ширину шва.
При товщині аркушів 9 - 100 мм ГОСТ 5264-80 для стикових з'єднань передбачає обов'язкову оброблення крайок і зазор, які мають різну величину залежно від товщини металу і типу з'єднання.
У всіх випадках, використовуючи стандарти на підготовку кромок, слід вибирати такі типи разделок, при яких забезпечуються найменші обсяг і вартість робіт з розбирання крайок, обсяг і маса наплавленого металу, повний проварена по товщині, плавна форма сполучення зовнішньої частини шва і мінімальні кутові деформації.
Великий вплив на якість зварних з'єднань і економічність процесу зварювання роблять чистота крайок і прилеглої до них поверхні основного металу, точність підготовки крайок і складання під зварювання. Заготовки для деталей, що зварюються слід виготовляти з попередньо виправленого і зачищеного металу. Вирізку деталей і підготовку кромок здійснюють механічною обробкою (на прес-ножицях, крайкостругальні і фрезерних верстатах), газокисневого та плазмовим різанням та ін. Після застосування теплових способів різання кромки зачищають від грата, окалини і т. П. (Шліфувальними кругами, металевими щітками і ін.).
У деяких випадках при зварюванні високолегованих сталей основний метал в зоні термічного впливу після різання також видаляють механічним шляхом. Перед складанням кромки прилеглі ділянки основного металу (на 40 мм від кромки) повинні бути очищені від масла, іржі та інших забруднень металевими щітками, дробеструйной обробкою або хімічним травленням. Деталі збирають на прихватках (коротких швах) довжиною 20 - 30 мм або в спеціальних складальних пристосуваннях.
2.1 Геометричні параметри зварного шва
Стикового шов. Елементами геометричної форми стикового шва (рисунок 14) є ширина шва - е, опуклість шва - q, глибина провару - h, товщина шва - с, зазор - b, товщина зварюваного металу - S.

Малюнок 14 -
Ширина зварного шва - відстань між видимими лініями сплаву на лицьовій стороні зварного шва при зварюванні плавленням.
Опуклість зварного шва
Глибинапроплавлення (проварена) являє собою найбільшу глибину розплавлювання основного металу в перетині шва. Це глибинапроплавлення зварювальних елементів з'єднання.
товщина шва включає опуклість зварного шва q і глибину проплавлення (з = q + h).
Проміжок - відстань між торцями елементів, що зварюються. Встановлюється в залежності від товщини зварюваного металу і становить 0 - 5 мм (великий розмір для товстого металу).
Характеристикою форми шва є коефіцієнт форми зварного шва ψш - коефіцієнт, який виражається відношенням ширини стикового або кутового шва до його товщині. Для стикового шва оптимальне значення ψш від 1,2 до 2 (може змінюватися в межах 0,8 - 4).
Іншою характеристикою форми шва є коефіцієнт опуклості зварного шва, який визначають відношенням ширини шва до опуклості ψш шва. Коефіцієнт ψш не повинен перевищувати 7 - 10.
Ширина зварного шва і глибина провару залежать від способу і режимів зварювання, товщини зварювальних елементів і інших чинників.
кутовий шов. Елементами геометричної форми кутового шва (рисунок 15) є катет шва - k, опуклість шва - q, розрахункова висота шва - р, товщина шва - а.
Катет кутового шва - найкоротша відстань від поверхні однієї з зварювальних частин до кордону кутового шва на поверхні другої зварюваної частини.

Малюнок 15 -
Опуклість зварного шва визначається відстанню між площиною, що проходить через видимі лінії кордону зварного шва з основним металом, і поверхнею зварного шва, виміряним в місці найбільшої опуклості.
Розрахункова висота кутового шва - довжина перпендикуляра, опущеного з точки максимального проплавлення в місці сполучення спаровуються частин на гіпотенузу найбільшого, вписаного в зовнішню частину кутового шва прямокутного трикутника.
Товщина кутового шва - найбільша відстань від поверхні кутового шва до точки максимального проплавлення основного металу.
Якщо шов виконаний увігнутим, то вимірюють увігнутість кутового шва. Вона визначається відстанню між площиною, що проходить через видимі лінії кордону кутового шва з основним металом, і поверхнею шва, яка вимірюється в місці найбільшої угнутості.
Залежно від параметрів зварювання і форми підготовки крайок, що зварюються деталей частки участі основного і наплавленого металів у формуванні шва можуть істотно змінюватися (рисунок 16).
Коефіцієнт частки основного металу в металі шва визначають за формулою
K = Fо / (Fо + Fе),
де Fо - площа перерізу шва, сформована за рахунок розплавлення основного металу;
Fе - площа перерізу шва, сформована за рахунок наплавленого електродного металу.
При зміні частки участі основного і присадочного металів у формуванні шва його склад може змінюватися, отже, змінюються і його механічні, корозійні та інші властивості.

Малюнок 16 -
Основні типи і конструктивні елементи швів зварних з'єднань для ручного дугового зварювання регламентує ГОСТ 5264-80.
2.2 Позначення зварних швів
Умовні зображення швів зварних з'єднань. Основні типи, конструктивні елементи, розміри і умовні позначення зварних з'єднань і швів на кресленнях, а також форма і розміри підготовки крайок, що зварюються з різних конструкційних матеріалів, що застосовуються при дугового зварювання, регламентуються стандартами.
На кресленнях зварних виробів застосовують умовні зображення та позначення швів, наведені в ГОСТ 2.312-72.
Шов, незалежно від способу зварювання, умовно зображують: видимий - суцільною основною лінією (рисунок 17.а - 17.В), невидимий - штриховий (рисунок 17.г). Видиму одиночну зварену точку, незалежно від способу зварювання, умовно позначають знаком «+» (рисунок 17. б).
Від зображення шва або одиночної точки проводять лінію- виноску з односторонньою стрілкою, що вказує місце розташування шва. Лінію-виноску переважно виконувати від зображення видимого шва.
На зображення перетину багатопрохідного шва допускається наносити контури окремих проходів, при цьому їх необхідно позначати великими літерами українського алфавіту (рисунок 18. а).

Малюнок 18 -
Нестандартні шви (рисунок 18.б) зображують із зазначенням конструктивних елементів, необхідних для виконання шва з даного кресленням.
На кресленнях поперечних перерізів кордону шва наносять суцільними основними лініями, а конструктивні елементи кромок в межах шва - суцільними тонкими лініями.
2.3 Умовні позначення швів зварних з'єднань
Допоміжні знаки для позначення зварних швів наведені в таблиці 1.
допоміжний знак | Значення допоміжного знака | Розташування допоміжного знака щодо полки лінії виноски, проведеної від зображення шва |
||
з лицьового боку | зі зворотного боку |
|||
| Посилення шва зняти |
|
|
|
| Напливи і нерівності шва обробити з плавним переходом до основного металу |
|
|
|
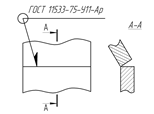
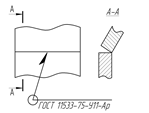
| Шов виконати при монтажі вироби, тобто при установці його по монтажного креслення на місці застосування |
|
||
Шов переривчастий або точковий з ланцюговим розташуванням. Кут нахилу лінії ≈ 60 ° |
|
|
||
Шов переривчастий або точковий із шаховим розташуванням |
|
|
||
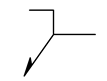
Шов по замкнутій лінії. Діаметр знака 3 - 5 мм |
|
|||
Шов по незамкненою лінії. Знак застосовують, якщо розташування шва ясно з креслення |
|
|
||















В умовному позначенні шва (рисунок 19) допоміжні знаки виконують суцільними тонкими лініями. Допоміжні знаки повинні бути однакової висоти з цифрами, що входять в позначення шва.
Структура умовного позначення стандартного шва або одиночної зварної точки приведена на малюнку 19. а.
1. Першими в позначенні мають допоміжні знаки - «шов по замкнутій лінії» і «виконати при монтажі вироби» (таблиця 1).
2. Вказують номер стандарту на типи і конструктивні елементи швів зварних з'єднань. Наприклад: ГОСТ 5264-80 - Ручна дугова зварка.
3. Наводять буквено-цифрове позначення шва по стандарту на типи і конструктивні елементи швів зварних з'єднань. Наприклад, стикового шов без скосу кромок односторонній позначають як С2.

Малюнок 19 -
4. На цій позиції вказують умовне позначення способу зварювання за стандартом на типи і конструктивні елементи швів. Стандарт допускає не вказувати спосіб зварювання.
5. Знак і розмір катета для кутових, таврових з'єднань і внахлестку, для яких стандартом передбачено вказівку катета шва, наприклад 5.
6. У даній позиції проставляють:
для переривчастого шва - розмір довжини проварюють ділянки, знак / або Z і розмір кроку, наприклад, 50 Z 100;
Для одиночної зварної точки - розмір розрахункового діаметра точки;
Для шва контактного точкового зварювання або електрозаклепочного шва - розмір розрахункового діаметра точки або електрозаклепкі; знак / або Z і розмір кроку, наприклад 10/80;
Для шва контактної шовного зварювання - розмір розрахункової ширини шва;
Для переривчастого шва контактної шовного зварювання - розмір розрахункової ширини, знак множення, розмір довжини проварюють ділянки, знак / і розмір кроку, наприклад 5 х 40/200.
7. На останньому місці позначення розташовують допоміжні знаки - посилення шва зняти і ін. (Таблиця 1).
Якщо шов нестандартний, то в його умовному позначенні (рисунок 19. б) з розглянутих вище частин зберігаються тільки допоміжні знаки (1 і 7) і частина позначення, що стосується конструктивних елементів переривчастого або точкового шва (6). У технічних вимогах креслення або таблиці швів при цьому вказують спосіб зварювання, яким виконується нестандартний шов.
Умовне позначення шва наносять:
На полиці лінії-виноски, проведеної від зображення шва з лицьового боку (рисунок 20. а);
Під полицею лінії-виноски, проведеної від зображення шва зі зворотного боку (рисунок 20. б).

Малюнок 20 -
За лицьову сторону одностороннього шва приймають ту, з якої виробляють зварювання. За лицьову сторону двостороннього шва з несиметрично підготовленими крайками приймають ту, з якої зварюють основний шов. Якщо двосторонній шов має симетричні кромки, то за лицьову може бути прийнята будь-яка сторона шва.
Позначення шорсткості механічно обробленої поверхні шва наносять на полиці або під полицею лінії-виноски після умовного позначення шва (рисунок 20.а - 20.б), вказують в таблиці швів або призводять в технічних вимогах креслення, наприклад: параметр шорсткості поверхонь зварних швів Rz 80 мкм.
Якщо для шва зварного з'єднання встановлено контрольний комплекс або категорія контролю шва, то їх позначення допускається поміщати під лінією винесенням (рисунок 20). У технічних вимогах або таблиці швів на кресленні наводять посилання на відповідний нормативно-технічний документ.
Зварювальні матеріали вказують на кресленні в технічних вимогах або таблиці швів. Допускається зварювальні матеріали не вказувати.
При наявності на кресленні однакових швів позначення наносять в одного із зображень, а від зображень інших однакових швів проводять лінії-виноски з полками. Всім однаковим швах надають один і той же номер, який наносять:
На лінії-виносці, що має полку з нанесеним позначенням шва (рисунок 21. а);
На полиці лінії-виноски, проведеної від зображення шва, що не має позначення, з лицьового боку (рисунок 21. б);
Під полицею лінії-виноски, проведеної від зображення шва, що не має позначення, зі зворотного боку (рисунок 21.В).

малюнок 21
Допускається вказувати кількість однакових швів на лінії-виносці, що має полку з нанесеним позначенням (рисунок 21. а).
Якщо все шви на кресленні однакові і зображені з одного боку, то порядковий номер швах не надавали і відзначають їх тільки лініями-виносками без полиць (рисунок 21.г) крім шва, на якому нанесено умовне позначення.
На кресленні симетричного вироби, при наявності на зображенні осі симетрії, допускається відзначати лініями-виносками і позначати шви тільки однією з симетричних частин зображення вироби.
На кресленні вироби, в якому є однакові складові частини, що приварюються однаковими швами, допускається відзначати лініями-виносками і позначати шви тільки на одній з однакових зображених частин.
Якщо все шви на даному кресленні виконані по одному і тому ж стандарту, позначення стандарту вказують в технічних вимогах креслення (записом по типу: «Зварені шви по ...») або в таблиці.
Допускається не відзначати на кресленні шви лініями-виносками, а приводити вказівки зі зварювання записом в технічних вимогах креслення, якщо цей запис однозначно визначає місця зварювання, способи зварювання, типи швів зварних з'єднань і розміри їх конструктивних елементів у поперечному перерізі і розташуванні швів.
Однакові вимоги, що пред'являються до всіх швах або групі швів, призводять один раз - в технічних вимогах або в таблиці.
Умовні позначення стандартних швів зварних з'єднань
На малюнку 22 наведено форма поперечного перерізу шва і умовне позначення стандартного стикового шва відповідно. Даний шов має наступну характеристику: шов стикового з'єднання з V-подібним скосом однієї кромки, двосторонній, що виконується ручний дугового зварювання при монтажі вироби; посилення знято з обох сторін; параметр шорсткості поверхонь шва: з лицьового боку Rz 20 мкм;
Креслення, що зображують зварні вироби, зварені вузли і т. П., Які містять необхідні дані для складання, зварювання та контролю, називають складальними. Складальні креслення дають можливість визначити, як спроектовано і працює виріб, які деталі в нього входять, якими повинні бути типи зварних з'єднань, який слід застосувати спосіб зварювання для з'єднання деталей між собою, яким способом контролю потрібно піддати зварні з'єднання і шви, яким технічним вимогам повинні відповідати зварні шви і т. д.

Малюнок 22 -
Приступаючи до роботи, зварювальник повинен перш за все вивчити креслення: всі написи, зображувані види, умовні позначення, матеріал деталей, технічні вимоги, що пред'являються до зварних швів.
Зварні конструкції характеризуються широким діапазоном застосовуваних товщини, форм і розмірів елементів, що з'єднуються, а також різноманіттям взаємного розташування деталей, що зварюються. Залежно від взаємного розташування деталей, що зварюються розрізняють п'ять типів зварних з'єднань (згідно -80 "Шви зварних з'єднань, ручна дугова сварка" і -76 "Шви зварних з'єднань, зварювання в захисних газах"):
- стикове - "С"
- торцеве - "С"
- нахлесточного - "Н";
- таврове - "Т";
- кутовий - "У".
В стиковому (С) звареному з'єднання поверхні зварювальних елементів розташовуються в одній площині або на одній поверхні, а зварювання виконується по суміжних торцях.
Стикове з'єднання забезпечує найбільш високі механічні властивості звареної конструкції, тому широко використовується для відповідальних конструкцій. Однак, воно вимагає досить точної підготовки деталей і збірки.
![]()
торцеве (С) з'єднання зварюється по торцях деталей, що з'єднуються, бічні поверхні яких примикають один до одного.
Такі сполуки використовують, як правило, при зварюванні тонких деталей, щоб уникнути прожога.

В нахлесточного (Н) звареному з'єднанні поверхні зварювальних елементів розташовуються паралельно так, щоб вони були зміщені і частково перекривали один одного.
Нахлесточного з'єднання менш чутливі до похибок при складанні, але гірше ніж стикові працюють при навантаженнях, особливо знакозмінних.

Таврове (Т) зварене з'єднання виходить, коли торець однієї деталі під прямим або будь-яким іншим кутом з'єднується з поверхнею іншої.
Таврові з'єднання забезпечують високу жорсткість конструкції, але чутливі до згинаючих навантажень.

кутовим (У) називають з'єднання, в якому поверхні деталей, що зварюються розташовуються під прямим, тупим або гострим кутом і зварюються по торцях.

Всі зварні з'єднання можуть бути виконані:
| односторонніми (SS) *, коли джерело нагріву переміщається з одного боку з'єднання; |  |
| двосторонніми (BS) *, коли джерело нагріву переміщається з двох сторін з'єднання. В такому звареному з'єднанні корінь стикового шва знаходиться всередині перетину. |  |
* - позначення, прийняті в міжнародних стандартах.
При зварюванні плавленням для забезпечення необхідної глибини проплавлення виконують оброблення крайок. Форма оброблення крайок, а також розміри параметрів оброблення (кут розкриття кромок, величина зазору, притуплення і ін.) Залежить від матеріалу, товщини, способу зварювання. На малюнку нижче наведені приклади деяких разделок крайок.
Умовне зображення зварних швів на кресленнях відповідно до ГОСТ 2.312-72 "Умовні зображення і позначення швів зварних з'єднань"
Відповідно до стандарту -72 для умовного зображення зварного шва незалежно від способу зварювання використовується два типи ліній: суцільна, якщо шов видимий або штрихова, якщо шов невидимий.

На лінію шва вказує одностороння стрілка.
Стрілка може виконуватися з полицею для розміщення умовного позначення шва і при необхідності допоміжних знаків. Умовне позначення розміщують над полицею, якщо стрілка вказує на лицьову сторону зварного шва (тобто якщо він видимий), або під полицею, коли шов розташований на зворотному боці (тобто якщо шов невидимий). При цьому, за лицьову сторону одностороннього шва зварного з'єднання стають на бік, з якої виробляють зварювання. За лицьову сторону двостороннього шва зварного з'єднання з несиметрично підготовленими крайками стають на бік, з якої виробляють зварювання основного шва. За лицьову сторону двостороннього шва зварного з'єднання з симетрично підготовленими крайками може бути прийнята будь-яка сторона.
Допоміжні знаки.
| допоміжний знак | опис | шов видимий | шов невидимий |
|---|---|---|---|
| Шов виконати при монтажі вироби (монтажний шов). |  |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
На наведеній нижче схемі показана структура умовного позначення стандартного зварного шва.

Буквено-цифрове позначення шва за відповідним стандартом є комбінацією складається з букви визначальною тип зварного з'єднання і цифри вказує вид з'єднання і шва, а також форму обробки кромок. Наприклад: С1, Т4, Н3.
Для позначення зварних з'єднань використовуються наступні літери:
- З - стикове;
- У - кутова;
- Т - Таврове;
- Н - Нахлесточного;
- Про - особливі типи, якщо форма шва не передбачена ГОСТом.
Умовні позначення швів для деяких способів зварювання представлені в таблиці:
Позначення способу зварювання (А, Г, УП та інші) вказується в стандарті, за яким виконується вказаний на кресленні процес зварювання.
Умовні позначення деяких способів зварювання представлені нижче, наприклад:
- А - автоматичне зварювання під флюсом без застосування підкладок і подушок і підварювального шва;
- Аф - автоматичне зварювання під флюсом на флюсовій подушці;
- ІН - зварювання в інертних газах вольфрамовим електродом без присадочного металу;
- ІНП - зварювання в інертних газах вольфрамовим електродом, але з присадним металом;
- ІП - зварювання в інертних газах електродом, що плавиться;
- УП - зварювання в вуглекислому газі електродом, що плавиться.
Приклади позначення зварних швів.
Приклад 1.
Шов стикового з'єднання з криволінійним скосом однієї кромки, двосторонній виконується дугового ручним зварюванням (С13 по - 80) при монтажі вироби (). Посилення знято з обох сторін (). Параметр шорсткості поверхні шва: з лицьового боку - Rz 20 мкм; зі зворотного боку - Rz 80 мкм.
Приклад 2.
Шов кутового з'єднання без скосу кромок, двосторонній (В2 за -75) виконується автоматичного дугового зварювання під флюсом (А по -75) по замкнутій лінії.
Приклад 3.
Шов стикового з'єднання без скосу кромок, односторонній, на що залишається підкладці (C3 по -80), що виконується зварюванням нагрітим газом з присадкою (Г по -80).
Приклад 4.

Шов таврового з'єднання без скосу кромок, двусторон-ний переривчастий з шаховим розташуванням (Т3 по -80) виконується дугового ручним зварюванням у захисних газах неплавким металевим електродом (РІНп по). Катет шва 5 мм (Δ5).
Приклад 6.

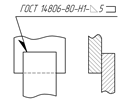
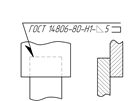
Шов з'єднання внахлестку без скосу кромок, односторонній (Н1 по -80), що виконується дугового напівавтоматичного зварюванням у захисних газах електродом, що плавиться (ПІП по -80). Шов по замкнутій лінії (кругової шов). Катет шва 5 мм (Δ5).
При наявності на кресленні кількох однакових швів умовне позначення шва вказується тільки у одного з них, а стосовно до решти однаковим швах вказується тільки їх порядкові номери (на місці де має бути розташована умовне позначення шва). При цьому, на лінії виносці, що має полку з нанесеним позначенням шва також, допускається вказувати кількість однакових швів (26, як показано на цьому прикладі).

Шви вважаються однаковими, якщо:
- однакові їх типи і розміри конструктивних елементів в поперечному перерізі;
- до них пред'являються одні й ті ж технічні вимоги.
Якщо для шва зварного з'єднання встановлено контрольний комплекс або категорія контролю шва, то їх позначення допускається поміщати під лінією винесенням.

Позначення чистоти механічно обробленої поверхні шва (шорсткості) наносять після умовного позначення шва, або призводять в технічних вимогах креслення.
Шов, розміри конструктивних елементів якого стандартами не встановлені (нестандартний шов), зображують із зазначенням розмірів конструктивних елементів, необхідних для виконання шва з даного кресленням.

В результаті нерівномірного нагрівання зварного з'єднання при зварюванні виникає залишкова пластична деформація укорочення, що приводить до утворення залишкових напружень. Характер розподілу цих напруг залежить від багатьох факторів (геометричних розмірів зварного з'єднання, режиму зварювання та ін.). Залежно від товщини зварювальних елементів в зварному з'єднанні може мати місце плоске або об'ємний напружений стан.
При зварюванні невеликих товщин, як правило, має місце плоский напружений стан. Прийнято компоненти такого напруженого стану називати поздовжніми (діючими вздовж осі шва) і поперечними (діючими перпендикулярно осі шва).
Нижче розглянуті епюри розподілу залишкових напружень в типових зварних з'єднаннях. При зварюванні в стик досить широких невеликої товщини пластин характер розподілу залишкових напружень представлений на малюнку справа. Як це видно, залишкові поздовжні напруження розподілені в поперечному перерізі по ширині нерівномірно. У зварному шві і прилеглої до нього зоні діють напруги розтягнення, а в іншій частині перетину діють напруги стиснення. Причому, як правило, максимальні напруги в зоні зварного шва досягають значення, рівного значенню границі текучості (σт) металу. Таким чином, в поздовжньому напрямку в стиковому зварному з'єднанні можна виділити дві зони: зона дії напружень розтягу і зона дії напружень стиску.

Поперечні напруги також розподілені нерівномірно. Середня частина відчуває напруги розтягнення, а кінцеві ділянки - напруження стиску. Величина максимальних напружень σ у залежить від довжини шва і, як правило, не перевищує значення 0,3 σ т. Тому їх не завжди беруть до уваги.
При зварюванні в стик пластин великої товщини має місце об'ємний напружений стан.
Як показали дослідження і досвід експлуатації зварних конструкцій при дії залишкового напруги залишкові зварювальні напруги не впливають на міцність, якщо матеріал вироби досить пластичний, що є характерним для більшості металів. При дії змінних навантажень залишкові зварювальні напруження стиску підвищують втомну міцність, а напруги розтягнення, складаючись з робітниками напругами в місці їх концентрації, істотно знижують опірність втомного руйнування.
Оскільки напруги не є фізичною величиною безпосереднє їх визначення не можливе. Їх можна визначити через вимір будь-якої фізичної величини, яка пов'язана з напругою розрахункової залежністю. Такий величиною може бути пружне лінійну зміну, тобто деформація. Зв'язок між напругою і пружними деформаціями описується законом Гука. Таким чином, під терміном вимір напруг слід розуміти його визначення шляхом вимірювання деформації (це так званий механічний метод. Існують і інші методи, наприклад, оптичний, магніто-пружний, ультразвукової і т.д.). Отже, все зводиться до вимірювання пружною деформації в напрямках відповідного виду напруженого стану. Лінійне - в одному напрямку, плоске - в двох, об'ємне - в трьох.




