Kam qotishma po'latdan payvandlash elektrodlari. Turli materiallar uchun payvandlash texnologiyasining xususiyatlari
Payvandlangan konstruksiyalardagi kam lug'atlangan po'latlarning ham oddiy konstruktsion (mashinasozlik va qurilish), ham issiqqa chidamli po'latlari qo'llaniladi. Ushbu guruhlarning po'latlari nafaqat ekspluatatsion xususiyatlari, balki payvandlash jarayoniga nisbatan sezgirligi bilan ham ajralib turadi.
Xarakterli strukturaviy po'latlar va ularni payvandlashning o'ziga xos xususiyatlari. Kam qotishma po'latlarning xususiyatlari uglerod va qotishma elementlarining tarkibini o'zgartirish orqali ma'lum chegaralarda boshqariladi. Uglerod miqdori oshgani sayin, issiq va sovuq yorilish ehtimoli oshgani sababli po'latni payvandlash qobiliyati yomonlashadi. Uglerod tarkibining ko'payishi bilan issiq yoriqlar paydo bo'lishi ehtimolining oshishi uglerodning ajralib chiqishga moyilligi, sovuq yoriqlar esa - uglerod martensitik transformatsiya haroratini pasaytirishi va past plastik (egizak) martensit hosil bo'lishiga yordam beradi. Austenitni martensitga aylantirish paytida hajm o'zgarishi (hajmning oshishi) uglerod miqdori ko'payishi bilan ortadi. Bu ichki stresslarning kuchayishiga olib keladi.
Yuqoridagilar bilan bog'liq holda, payvandlangan konstruktsiyalarda, asosan, 0,23% S gacha bo'lgan va perlit sinfiga mansub yuqori uglerodli past qotishma po'latlar ishlatiladi. Ular etarlicha kuchga ega va nisbatan yaxshi payvandlanuvchanlikka ega. Kam qotishma po'latlarning asosiy qotishma elementlari marganets, kremniy, xromdir. Ba'zi po'latlarda nikel, vanadiy, mis va boshqalar bor. Issiqlik ta'sir qiladigan zonada don o'sishini kamaytirish uchun payvandlangan konstruksiyalarda ishlatiladigan po'latlar odatda qo'shimcha ravishda alyuminiy yoki titanium bilan oksidlanishdan tozalanadi.
Kam qotishma po'latlar asosan issiq haddelenmiş yoki normalizatsiya qilingan holda etkazib beriladi.
So'nggi yillarda martensitik yoki bainitik tuzilishga ega bo'lgan (14Kh2GMR, 14KhMNDFR va boshqalar) yuqori kuchga ega bo'lgan quyi qotishma po'latlar qo'llanilmoqda, ular yuqori mexanik xususiyatlar bilan bir qatorda qondirish qobiliyatiga ega. Ushbu xususiyatlarning kombinatsiyasiga uglerod miqdori past bo'lgan po'latni murakkab ko'pkomponentli qotishmasi tufayli erishiladi. Kam miqdordagi uglerod miqdori, ostenitni sovutganda, sovutish tezligiga qarab, latt martensit yoki bayit tuzilishi bilan metall olishini ta'minlaydi.
Tarkibida 0,22% C dan yuqori bo'lgan po'latlarda hosil bo'lgan lamel (yoki egizak) martensitdan farqli o'laroq, transformatsiya jarayonida dislokatsiyalar paydo bo'lishi natijasida qattiqlashadigan raf (yoki dislokatsiya) past karbonli martensit ko'proq plastikdir. Martensitik o'zgarishi past uglerod tarkibida nisbatan yuqori harorat (350 ° C dan yuqori) mintaqada sodir bo'lganligi sababli, u nisbatan past stresslar bilan birga keladi. Bularning barchasi bunday po'latlarni payvandlashda sovuq yorilish ehtimolini pasaytiradi.
Payvandlashning metallurgiya xususiyatlari . Ko'pgina hollarda kam qotishma po'latlar tinchdir. Elektrod simini tanlashda, ular odatda asosiyga yaqin bo'lgan payvandlash metallining tarkibini, shuningdek kerakli operatsion xususiyatlarini ta'minlashga intilishadi. Kam qotishma po'latlarni payvandlashda issiq yorilish asosan payvandlash metallida uglerod, oltingugurt va fosforning ruxsat etilgan chegaralardan yuqori bo'lishi bilan bog'liq. Payvandlanadigan metall tarkibidagi oltingugurt va fosforning ruxsat etilgan tarkibi asosiy metall va elektrod simlari uchun standart bilan tartibga solinadi.
Payvandlash materiallarini oqilona tanlash tufayli issiq yoriqlar paydo bo'lishining oldi olinadi: oqimlar, elektrodlar, elektrod simlari shu tarzda ta'kidlangan har qanday metallurgiya variantini amalga oshirish jarayonida payvandlash metallidagi zararli aralashmalarning kamayishi ta'minlanadi. Payvandlangan metall tarkibidagi uglerod miqdori odatda 0,15% dan ko'p bo'lmagan miqdorda o'rnatiladi va kerakli xususiyatlar qo'shimcha qotishma bilan olinadi.
Kam karbonli po'latlarni, shuningdek uglerodli po'latlarni payvandlash paytida teshiklarning paydo bo'lishi uglerod oksidi, vodorod va azotning chiqishi bilan bog'liq. Kam uglerodli po'latlarni payvandlashda uglerod oksidi ajralib chiqishi natijasida teshik hosil bo'lishi ehtimoli juda kam, chunki odatda payvandlash havzasida kuchli oksidlovchilarning etarli miqdordagi konsentratsiyasi (masalan, kremniy) ta'minlanadi. Kam eritilgan po'latlarni payvandlashda vodorod tufayli teshik hosil bo'lishi ehtimoli uglerod po'latlarini payvandlashdan yuqori, chunki oksidlanish darajasi oshadi. Shuning uchun kam qotishma po'latlarni payvandlashda vodorod va azotning payvandlash zonasiga kirishini kamaytirish choralarini ko'rish zarur.
Issiqlik ta'sir qiladigan zonada metallning tuzilishi va xususiyatlarining o'zgarishi. Odatda kam uglerodli va kam qotishma po'latlar qoniqarli issiqlik bilan payvandlanishga ega. Biroq, kam uglerodli bilan taqqoslaganda, kam qotishma bo'lganlarni payvandlashda, ayniqsa katta qalinlikdagi metallni payvandlashda, isitish ishlatiladi.
Payvandlash rejimlarini ishlab chiqishda, zonaning metall tarkibida ekanligini yodda tutish kerak payvandlangan qo'shma Kam uglerodli past qotishma po'latlar uchun, agar metalning qattiqligi 415HV dan oshmasa, 90% martensit tarkibiga qadar ruxsat etiladi. Bu past karbonli lata (dislokatsiya) martensitning nisbatan yuqori plastik xususiyatlariga bog'liq.
Qoplangan elektrodlar bilan payvandlash. Kattalashtirilgan va yuqori quvvatli past qotishma po'latlarni payvandlash uchun asosan qoplamali elektrodlar qo'llaniladi.
Payvandlangan po'latning xususiyatlariga qarab standart (GOST 9467-60) elektrodlardan foydalaniladi: E42A turi (UONI-13/45, SM-11 va boshqalar); E46A turi (09G2, 10KHSND, 15KHSND va boshqalar po'latlari uchun E-138 / 45N markasi); E50A turi (14KhGS, 10KhSND, 15KhSND po'latlari uchun UONI-13/55, DSK-50, AN-X7 va boshqalar markalari); E55 turi (18G2S, 25GS, 15GS po'latlari uchun UONI-13 / 55U markali) va boshqalar.
09G2 tipidagi ba'zi po'latlar uchun E42 rutil qoplamali elektrodlar ham qo'llaniladi (masalan, ANO-1 markali elektrodlar).
Suv ostida boshqni payvandlash. Shu bilan birga, AN-348A, AN-60 kremniy va marganets oqimlari va tarkibida MnO va SiO2 –AN-47, AN-15, AN-22, AN-42 tarkibidagi kamaytirilgan oqimlardan foydalaniladi (Jadval). Elektrod simni payvandlanadigan po'lat tarkibiga qarab tanlanadi (Sv-08GA, Sv-10G2, Sv-08KhM, Sv-08KhMFA, Sv-10NMA va boshqalar).
Jadval - Qotishma po'latlarni payvandlash uchun oqimlarning kimyoviy tarkibi
| Oqim darajasi | Asosiy tarkibiy qismlarning tarkibi,% | |||||||||
| SiO 2 | MnO | MgO | CaO | CaF 2 | TiO 2 + ZrO 2 | Al 2 O 3 | Fe 2 O 3 | S | P | |
| AN-348A | 41-44 | 34-38 | 5-7,5 | ≤6,5 | 4-5,5 | - | ≤4,5 | ≤2 | ≤0,15 | ≤0,12 |
| AN-67B | 15,5 | 15,7 | - | 7,0 | 14,0 | 5,5 | 38,5 | 0,5 | ≤0,09 | ≤0,1 |
| AN-60 | 42,5-46,5 | 37-41 | 0,5-3 | 3-11 | 5-8 | - | ≤5 | ≤0,9 | ≤0,09 | ≤0,1 |
| AN-47 | 28-32 | 14-18 | 6,5-10,5 | 13-17 | 9-13 | 6-8 | 9-13 | ≤2 | ≤0,05 | ≤0,05 |
| AN-65 | 38-42 | 20-28 | 7-11 | ≤8 | 7-11 | 5-9 | ≤5 | ≤2 | ≤0,1 | ≤0,1 |
MnO va SiO2 ning kam miqdordagi oqimlarini ishlatish uchun quyi qotishma po'latlarni payvandlash juda oqilona, \u200b\u200bchunki payvandlash metallining cüruf qo'shilishi bilan ifloslanishi kamayadi.
AN-17 va AH-17M oqimlarini kremniy-marganets va boshqa qotishma simlari bilan biriktirib (masalan, Sv-08KhN2M; Sv-08KhMFA) ishlatib, yuqori quvvatli past qotishma po'latlarni payvandlashda yaxshi natijalarga erishildi. Ushbu oqimlar tarkibida MnO va SiO2 ning kam miqdori va oz miqdordagi temir oksidi borligi bilan ajralib turadi. Shu bilan birga, oqimlarda etarli miqdordagi kaltsiy ftorid va kaltsiy oksidi mavjud. Oqimning va shunga mos ravishda cüruflarning bunday tarkibi payvandlash havzasini shakllantirish uchun yaxshi metallurgiya sharoitlarini ta'minlaydi, oltingugurt va fosforning, shuningdek, payvandlash metallidagi vodorodning dastlabki kontsentratsiyasining pasayishiga olib keladi.
Gaz bilan himoyalangan payvandlash. Himoyalangan gazlar atmosferasida kam qotishma po'latlarni payvandlash texnologiyasi uglerodli po'latlarni payvandlash texnologiyasidan unchalik farq qilmaydi.
Iste'mol qilinadigan elektrodli kam qotishma po'latlar ko'p hollarda karbonat angidrid bilan payvandlanadi. 09G2, 10G2SD, 14HGS, 15HSND va shunga o'xshash po'latlarni payvandlashda asosan Sv-08G2S elektrod simidan foydalaniladi. Dengiz suvidagi payvandlangan bo'g'inlarning korroziyaga chidamliligini oshirish uchun foydalaning payvandlash paychalarining Sv-08HG2S.
Ba'zi hollarda payvandlash ishini yaxshilash uchun yaxshilang tashqi ko'rinish payvand choklari, payvandlanadigan metallning plastik xususiyatlarini oshiruvchi, PP-AN8, PP-AN10, PP-AN4, PP-AN9 markalarining oqim simli simlaridan foydalaniladi. PP-AN4 va PP-AN9 simlari past haroratlarda payvandlanadigan metallning yuqori mexanik xususiyatlarini ta'minlaydi. Yuqori kuchga ega bo'lgan quyi qotishma po'latlar payvandlanadigan po'latlarning xususiyatlariga qarab tanlanadigan murakkab qotishma elektrod simlari bilan payvandlanadi.
Elektroslag bilan payvandlash. Kam qotishma po'latlarni elektroslag bilan payvandlash texnologiyasi uglerodli po'latlarni payvandlash texnologiyasiga o'xshaydi. Payvandlash asosan AN-8 oqimi yordamida amalga oshiriladi, ammo AN-22 oqimidan foydalanish mumkin. Elektrod simni payvandlanadigan po'latning xususiyatlariga qarab tanlanadi. Masalan, 09G2S, 16GS, 14GS, 15KHSND po'latlarini payvandlashda Sv-08GS, Sv-10G2 simlari ishlatiladi. Sv-08GA simli payvandlash metallining etarli kuchini ta'minlamaydi.
Asosiy metallning don o'sishiga moyilligi va payvandlangan bo'g'inga qo'yiladigan talablarga qarab, issiqlik bilan ishlov berish payvandlashdan keyin belgilanadi. Don o'sishiga moyil bo'lgan po'latlar uchun odatda normallashtirish belgilanadi; don o'sishiga moyil bo'lmagan po'latlar uchun, qoida tariqasida, ular 650 ° S haroratda temperaturalash bilan cheklanadi.
Issiqlikka chidamli po'latlarning xususiyatlari va ularni payvandlash xususiyatlari. Kam qotishma issiqqa chidamli po'latlar asosan perlitik sinfga kiradi (masalan, 12Kh1MF po'lat.) Ular 600 darajagacha bo'lgan haroratda etarli darajada issiqlikka chidamliligi, issiqlikka chidamliligi, plastisitivligi va strukturaviy barqarorligi bilan ajralib turadi, bu ularning tarkibiga qarab 450 harorat oralig'ida ishlash uchun ishlatilishiga imkon beradi. -585 ° S
Po'latning yuqori haroratda kuchayishi qotishma elementlarning kuchayishi - temirning qattiq eritmasi va koagulyatsiyaga moyil bo'lmagan barqaror karbidlarning hosil bo'lishi hisobiga erishiladi. Issiqlikka chidamli po'latlarning asosiy qotishma elementlari karbid hosil qiluvchi moddalardir: xrom, molibden, vanadiy, volfram, niobiy. Xrom-molibden va xrom-molibden-vanadiyli po'latlarda uglerod miqdori odatda 0,08-0,12% ni tashkil qiladi.
Issiqlikka chidamli po'latlar issiqlik bilan ishlov berish orqali qattiqlashadi. Biroq, qoida tariqasida, po'latlar tavlangan holatda yoki normalizatsiya va yuqori temperaturadan so'ng (po'lat markasiga qarab 650-750 ° S haroratda) ishlatiladi. Bunday holatlarda po'latlarni ishlatish ularning ishlashining o'ziga xos xususiyatlari bilan bog'liq: yuqori haroratlarda (450-585 ° S) uzoq umr ko'rish (yuz minglab soat).
Payvandlashning metallurgiya xususiyatlari. Issiqlikka chidamli po'latlar tinchdir.
Issiqlikka chidamli po'latlarning payvandlangan bo'g'inlari, qoida tariqasida, yuqori haroratlarda uzoq muddatli ish olib boradi. Bunday sharoitda diffuziya jarayonlari sezilarli darajada rivojlanadi. Payvandlangan metall va asosiy metall tarkibidagi farq bilan, ayniqsa karbid hosil qiluvchi elementlarda uglerodni qayta taqsimlash mumkin, bu boshqa po'lat tarkibiy qismlarga nisbatan diffuziya harakatchanligini oshiradi. Bu payvandlangan bo'g'in zonasida metall xususiyatlarining noqulay o'zgarishiga olib kelishi mumkin. Ushbu jarayonlarning rivojlanishiga yo'l qo'ymaslik uchun payvandlash metallining tarkibi asosiy tarkibiga yaqin bo'lishi kerak. Bu birinchi navbatda karbid hosil qiluvchi elementlarning tarkibiga taalluqlidir.
Kristallanish yoriqlari paydo bo'lishining oldini olish uchun payvandlangan metall tarkibidagi uglerod miqdori 0,07-0,12% oralig'ida cheklangan va qotishma elementlari qo'shimcha kiritilishi tufayli payvandlash metallining zarur xususiyatlari ta'minlanadi, bu esa termoyadroviy chegarasi hududida diffuziya jarayonlarining sezilarli rivojlanishini istisno qiladi. Bu holda, payvandlash metallini xrom, molibden, vanadiy, volfram bilan kompleks qotishmasidan foydalanish oqilona, \u200b\u200bshuning uchun termoyadroviy zonadagi har bir element uchun konsentratsiya gradyani kichik bo'ladi.
Issiqlik ta'sir qiladigan zonada metallning tuzilishi va xususiyatlarining o'zgarishi. Issiqlikka chidamli po'latlarning issiqlikka ta'sir qiladigan zonasida, payvandlangan bo'g'inning ishlashini aniqlaydigan ikkita xarakterli uchastkani ajratish mumkin: yuqori haroratli mintaqani va ostenitizatsiya zonasini o'z ichiga olgan qattiqligining kattalashgan qismi va pasaytirilgan qattiqlik bo'limi, shu jumladan normallashtirilgan va yuqori bo'lganidan keyin po'latdan foydalanilganda to'liq bo'lmagan qayta kristallanish va yumshatish zonasi. ta'til.
Issiqlikka bardoshli po'latlarning osteniti haddan tashqari sovishiga va qattiq konstruksiyalar hosil bo'lishiga moyil. Bu payvandlash rejimini tanlashda, ayniqsa qalin elementlarni ko'p qatlamli payvandlashda hisobga olinishi kerak. Sovuq yoriqlar paydo bo'lishining oldini olish uchun issiqqa chidamli po'latlarni payvandlash, ayniqsa, birlashtiriladigan elementlarning qalinligi 10 mm dan oshganda, isitish bilan amalga oshiriladi.
Isitish harorati (mahalliy yoki umumiy) payvandlanadigan po'lat sinfiga qarab belgilanadi. Uglerod miqdori va qotishma darajasi oshishi bilan isitish harorati ko'tariladi.
Issiqlikka chidamli po'latlarning payvandlangan bo'g'inlarining ishlashiga ikkinchi qism katta ta'sir ko'rsatadi, ayniqsa to'liq bo'lmagan qayta kristallanish holatida. Buning sababi shundaki, payvandlangan bo'g'inning belgilangan zonasida, metal konstruktsiyasida yangi hosil bo'lgan yuqori uglerodli ostenitning parchalanish mahsulotlari bilan bir qatorda, uglerod kontsentratsiyasi pasaygan (ostenit bilan taqqoslaganda) ferrit mavjud. Shuning uchun to'liq bo'lmagan qayta kristallanish maydoni heterojen tuzilish va mexanik xususiyatlar bilan ajralib turadi, bu ayniqsa yuqori haroratlarda uzoq muddatli quvvatga ta'sir qiladi.
Qo'shimchalarning yo'q qilinishi plastik deformatsiyaning lokalizatsiyasi va ferrit donalarining yo'q qilinishi tufayli to'liq bo'lmagan qayta kristallanish zonasi bo'ylab sodir bo'ladi.
Issiqlik ta'sir qiladigan zonaning metall xususiyatlarini yaxshilashga, qoida tariqasida, yuqori haroratni yumshatish tufayli erishiladi. Payvandlangan mahsulotni to'liq issiqlik bilan ishlov berish (normallashtirish va yuqori haroratli temperaturalash) amalga oshirilganda yanada maqbul xususiyatlarga erishiladi. Ammo, qoida tariqasida, bunday issiqlik bilan ishlov berishni katta hajmdagi payvandlangan mahsulotlarga qo'llash mumkin emas.
Payvandlashning xususiyatlari. Qoplangan elektrodli payvandlash issiqlikka bardoshli po'latlarda payvandlangan bo'g'inlarni tayyorlashning asosiy usuli hisoblanadi. Buning sababi, elektrotexnika qismlari va birliklari dizayn echimlarining murakkabligi va xilma-xilligi va ishlab chiqarishning yagona tabiati bilan ajralib turadi. Payvandlash asosan asosiy qoplamali elektrodlar bilan amalga oshiriladi. Payvandlanadigan po'lat tarkibiga qarab elektrodlar ishlatiladi; 12MX po'latni payvandlash uchun - E-MX turi (Sv-08XM simidan yasalgan novda bilan GL-14 markasi); 12Kh1MF, 15Kh1M1F, 20KhMF-L po'latlarini payvandlash uchun - E-KhMF tipi (Sv-08KhMFA simidan yasalgan novda bilan TsM-20-63 markasi) va boshqalar.
Suv ostida payvandlash qotishma elektrod simlari bilan birgalikda amalga oshiriladi, masalan, AN-22 oqimining Sv-08KhMFA simli yoki AN-17M oqimining Sv-08KhGSMFA simli birikmasi.
Gaz bilan himoyalangan payvandlash issiqlikka chidamli po'latlar uchun muvaffaqiyatli qo'llanilmoqda. Karbonat angidrid atmosferasida yoyni payvandlash usuli ayniqsa keng qo'llaniladi. Tel markasi payvandlanadigan po'lat tarkibiga qarab tanlanadi. 20XM po'lat uchun Sv-10KhG2SMA tel, 12Kh1MF, 15Kh1M1F, 20KhMF-L po'latlar uchun - Sv-08KhGSMFA simlar ishlatiladi.
Elektroslag bilan payvandlash
Elektroslagni payvandlash og'ir plastinka past karbonli po'latdan yasalgan konstruktsiyalarni ishlab chiqarishda keng qo'llaniladi. Atomda payvandlangan birikmaning teng kuchi payvandlangan metallni elektrod simidan qotishtirish va elementlarning eritilgan metalldan asosiy metallning chetlariga o'tishi bilan erishiladi. Keyingi issiqlik bilan ishlov berish, qoldiq stresslarni kamaytirishdan tashqari, payvandlangan bo'g'inlarning tuzilishi va xususiyatlariga foydali ta'sir ko'rsatadi.
Ko'rib chiqilayotgan po'latlarni elektroslag bilan payvandlashda AN-8, AN-8M, FC-1, FC-7 va AN-22 oqimlari ishlatiladi. Elektrod simini tanlash po'lat tarkibiga bog'liq. Tarkibi 0,15% C gacha bo'lgan past karbonli po'latlarni payvandlashda Sv-08A va Sv-08GA markali simlardan foydalanganda yaxshi natijalarga erishiladi. Kichkina kremniy o'z ichiga olgan qaynab turgan po'latlarni payvandlashda gaz bo'shliqlari va pufakchalari paydo bo'lishining oldini olish uchun 0,6-0,85% Si bo'lgan Sv-08GS elektrodli sim tavsiya etiladi.
VSTZ markali po'latlarni tikishda Sv-08GA, Sv-10G2 va Sv-08GS markali elektrod simlaridan foydalanganda qoniqarli natijalar olinadi.
Kam qotishma po'latlar. Kam qotishma strukturali po'latlar kam uglerodli, issiqqa chidamli va o'rta uglerodli po'latlarga bo'linadi. Ushbu guruh po'latlarida uglerod miqdori 0,25% dan, qotishma elementlari esa 2-5% dan oshmaydi. Qotishmalariga qarab kam uglerodli po'latlar marganets po'latlari (14G, 14G2), kremniy-marganets (09G2S, 10G2S1, 14GS va boshqalar), xrom-kremniy-marganets (14KhGS va boshqalar), xromosilikon-silika-mis (10KSND va boshqalar) ga bo'linadi.
Kam qotishma issiqlikka chidamli po'latlar yuqori ish haroratida quvvatni oshirdi. Ular ishlab chiqarishda eng keng qo'llaniladi metall konstruksiyalar elektr stantsiyalari.
Odatda quyi qotishma bilan o'rta uglerodli po'latlar (0,25% dan ortiq uglerod) (17GS, 18G2AF, 35XM va boshqalar) odatda issiqlik bilan ishlov berilgan holatda qo'llaniladi.
Kam qotishma po'latlarni payvandlash xususiyatlari. Ushbu po'latlarni kam uglerodli po'latlarga qaraganda payvandlash qiyinroq. Payvandlash paytida qattiqlashtiruvchi tuzilmalar paydo bo'lishi mumkin, issiqlik ta'sir zonasida haddan tashqari issiqlik (don o'sishi) mumkin. Qattiqlashtiruvchi konstruktsiyalar paydo bo'lishining oldini olish uchun mahsulotni qizdirish, metall qatlamlarni tikuvga kiritish o'rtasida qisqa vaqt oralig'ida ko'p qatlamli payvandlash va boshqalar qo'llaniladi.
Yopilgan payvandlash elektrodlari ularda uglerod, oltingugurt, fosfor miqdori past bo'lishi uchun tanlanadi.
Kam karbonli kam uglerodli 09G2, 09G2S, 10KhSND, 10G2S1 va 10G2B po'latlari qoplamali elektrodlar bilan payvandlashda qattiqlashmaydi va qizib ketishga kamroq moyil bo'ladi. Ushbu po'latlarni payvandlash kam uglerodli po'latlarni payvandlashga o'xshaydi. Payvandlashda bir xil quvvatni ta'minlash uchun E46A va E50A turidagi elektrodlardan foydalaniladi. Payvandlashdan oldin mahsulot isitilmaydi. Issiqlik ta'sir qiladigan zonaning qattiqligi va mustahkamligi va asosiy metall deyarli farq qilmaydi.
12GS, 14G, 14G2, 14HGS, 15HSND, 15G2F, 15G2SF kam qotishma qilingan past uglerodli po'latdan bo'g'inlarni tayyorlashda payvandlash rejimi qat'iylashtiruvchi konstruksiyalar va kuchli metall qizib ketmasligi uchun tanlanishi kerak. Haddan tashqari issiqlikning oldini olish uchun 15KhSND va 14KhGS po'latlarni kichikroq payvandlash oqimida kichikroq diametrli elektrodlar bilan payvandlash kerak (kam uglerodli po'latlarni payvandlash bilan taqqoslaganda). 15KhSND va 14KhGS po'latlarni payvandlashda payvand chokning bir xil kuchliligi E50A yoki E55 tipidagi elektrodlar yordamida amalga oshiriladi. Payvandlash diametri 4-5 mm bo'lgan elektrodlar bilan bir necha qatlamlarda va po'lat qalinligi 15 mm dan yuqori bo'lgan holda, tikuvlar "kaskad" yoki "bloklar" da bajariladi, shu bilan birga metall issiqlik ta'sir qiladigan zonani qizib ketmasligi uchun.
Kattalashtirilgan va yuqori quvvatli past qotishma po'latlarni payvandlash uchun, qoida tariqasida, asosiy qoplamali elektrodlar qo'llaniladi. Payvandlanadigan po'latning xususiyatlariga qarab elektrodlar qo'llaniladi: E42A turi (UONI-13/45, SM-11 va boshqalar); E46A turi (09G2, 10KHSND, 15KHSND va boshqalar po'latlari uchun E-138 / 45N markasi); E50A turi (14XGS, 10XSND, 15XSND va boshqalar po'latlari uchun UONI-13/55, DSK-50 markalari va boshqalar); E55 turi (18G2S, 25GS, 15GS va boshqalar po'latlari uchun UONI-13 / 55U markalari).
09G2 turdagi ba'zi po'latlar uchun rutil tipidagi E42 qoplamali elektrodlar ham qo'llaniladi (masalan, ANO-1 markali elektrodlar).
Buzuq joylarni uzunligi 100 mm dan oshmaydigan normal kesimdagi tikuv bilan payvandlash yoki 150-200 ° S gacha qizdirish kerak.
Issiqlik bilan mustahkamlangan po'latlarni payvandlashda, issiqlik ta'sir qiladigan zonada metallning yumshatilishini kamaytirish uchun, sovutilgan oldingi tikuvlar bo'ylab uzun choklar bilan payvandlash tavsiya etiladi. Payvandlash rejimini tanlab olish kerak, shunda tikuvlar kam issiqlik kiritilishi bilan amalga oshiriladi.
Payvandlanadigan metallar (po'latlar, qotishmalar) bir xil va har xil kimyoviy tarkibi va xususiyatlariga ega bo'lishi mumkin. Birinchi holda, bu kimyoviy tarkibi va xususiyatlari jihatidan bir hil bo'lgan metallar, ikkinchidan, ular bir jinsli emas.
O'rta qotishma po'latlar. O'rtacha qotishma po'latlar (qotishma elementlari 5-10%) past yoki yuqori haroratlarda, zarba va o'zgaruvchan yuk ostida, agressiv muhitda va boshqa og'ir sharoitlarda ishlaydigan konstruktsiyalarni ishlab chiqarish uchun ishlatiladi. Ular issiqqa chidamli, yuqori quvvatli va boshqalarga bo'linadi.
Payvandlangan bo'g'inlarning kerakli sifatini ta'minlash uchun bir qator texnologik protseduralarni bajarish kerak.
Qattiq qotishma po'latdan yasalgan qismlarda elementlarni ulashda va uchastkalarni almashtirishda, burchakli bo'g'inlarni silliq yaxlitlashda va stress kontsentratsiyasini yo'q qiladigan boshqa konstruktiv shakllarda silliq o'tishlar ta'minlanishi kerak.
Payvand choklari dastlabki va bir vaqtning o'zida isitish bilan bajariladi, agar payvandlangan bo'g'inning kuchi asosiy metallning kuchidan past bo'lmasligi kerak. Qalinligi 3 mm gacha yoki undan kam bo'lgan choyshab konstruktsiyalari isitilmasdan payvandlanadi, katta qalinligi bilan isitiladi. Masalan, ZOHGSA, 25XGSA po'latlari uchun isitish harorati 200-300 ° S dir. Haddan tashqari issiqlikning oldini olish uchun payvandlash kam issiqlik kiritishda ishlatiladi (issiqlikning kamayishi). Payvandlashdan so'ng, bo'g'in issiqlik bilan ishlov beriladi - yuqori temperaturali.
Payvand choklari dastlabki metall bilan bir vaqtda qizdirilmasdan bajariladi, agar payvandlash paychasiga tayanch metallnikiga yaqin kuch talablari qo'yilmasa. Bunday holda, tikuvlar elektrodlar bilan payvandlanadi, bu esa ostenitik payvandlash metallini ishlab chiqarishni ta'minlaydi. Bunday holda, keyingi issiqlik bilan ishlov berish amalga oshirilmaydi.
O'rta qotishma po'latlarni payvandlashda qattiqlashtiruvchi konstruktsiyalar, sovuq yoriqlar paydo bo'lishi mumkin va yaqin payvandlanadigan zonaning metallini qizib ketishi mumkin. Uglerod va qotishma aralashmalarining miqdori qancha ko'p bo'lsa, metall shuncha qalin bo'ladi payvandlash qobiliyati yomonroq bu po'latlar.
O'rta qotishma po'latlar to'g'ridan-to'g'ri oqim bilan asosiy qoplamali yopiq elektrodlar bilan payvandlanadi teskari kutupluluk.
Payvandlangan metallga qo'yiladigan talablarga qarab, elektrodlar o'rta qotishma bilan payvandlanadigan metall olish uchun ishlatiladi. Bunga UONI-13/85 (E85 turi), VI-10-6 (E100 turi), NIAT-ZM (E125 turi), NIAT-3 (E150 turi) elektrodlari va masalan, ostenitik payvandlash metallini ishlab chiqarishni ta'minlovchi elektrodlar kiradi. markalari NIAT-5 (E-11X15N25M6AG2 turi).
Tikmalar ko'p qatlamli, kaskadli yoki blokli usulda, qatlamlar orasidagi kichik intervallar bilan amalga oshiriladi. Metallni 150 ° C dan yuqori darajada qizdirish konstruktsiyalar va yoriqlar qotish ehtimolini pasaytiradi. Elektrodlar payvandlashdan oldin kaltsiylanadi. Metall qirralarni namlik, zang, organik va boshqa ifloslantiruvchi moddalardan ehtiyotkorlik bilan himoya qilish kerak.
20KhGSA, 25KhGSA, ZOKHGSA, ZOKHGSNA po'latlari juda qisqa yoy bilan TsL-18-63, TsL-30-63, NIAT-ZM, TsL-14, UONI-13/85 markali elektrodlar bilan payvandlanadi. Payvandlashdan so'ng, bo'g'inlar issiqlik bilan ishlov berishga - yuqori quvvatni ta'minlash uchun 880 ° S haroratdan qattiqlashishga va past temperaturaga duchor bo'ladi.
Issiqlikka chidamli po'latlarni payvandlash. Issiqlikka chidamli po'latlar yuqori haroratlarda (400-600 ° C) va 30 MPa gacha bo'lgan gaz yoki bug 'bosimida ishlaydigan qismlarni ishlab chiqarish uchun mo'ljallangan. Ushbu po'latlar issiqlik ta'sir qiladigan zonada yorilishga moyil. Shuning uchun rejimga muvofiq 200-400 ° S gacha qizdirish va undan keyin issiqlik bilan ishlov berish (temperaturalash) talab qilinadi: mahsulotni 710 ° S gacha qizdirish, shu haroratda 1 mm metall qalinligi uchun kamida 5 daqiqa ushlab turish, so'ngra sekin sovutish. Ba'zan bu po'latlar 670-800 ° S haroratda tavlanadi.
850 ° S gacha bo'lgan haroratda ishlaydigan 12MX va 20MXL po'latlaridan tayyorlangan mahsulotlar TsL-14 markali elektrodlar bilan payvandlanadi. Payvandlash mahsulotni 12MX po'lat uchun 200 ° C gacha va 20MHL po'lat uchun 300 ° S gacha qizdirish bilan amalga oshiriladi. Payvandlashdan keyin 710 ° S haroratda yuqori harorat qo'llaniladi.
470 ° S gacha bo'lgan haroratda ishlaydigan 34XM va 20X3MVF po'latlaridan tayyorlangan mahsulotlar TsL-30-63 elektrodlari bilan payvandlanadi. Payvandlash mahsulotni 350 ° S -400 ° S gacha oldindan va bir vaqtda isitish bilan amalga oshiriladi. Payvandlangan bo'g'inlar 600 ° S haroratda temperlanadi.
570 ° S gacha bo'lgan haroratda ishlaydigan 20KhMF, 20KhMFL, 12Kh1M1F po'latlaridan tayyorlangan mahsulotlar TsL-20-63 markali elektrodlar bilan qisqa yoy bilan 350 ° S gacha oldindan va bir vaqtda qizdirish bilan payvandlanadi. Payvandlashdan keyin 3 soat davomida 700-740 ° S haroratda yuqori temperaturali harorat tavsiya etiladi.
Issiqlikka chidamli po'latlarni qoplamali elektrodlar bilan payvandlash kam qotishma konstruktsiyali po'latlarni payvandlash kabi rejimlarda amalga oshiriladi. Bunday holda, tikuvning ildizini to'liq qaynatish kerak, buning uchun birinchi qavat diametri 2-3 mm bo'lgan elektrodlar bilan bajariladi. Aksariyat elektrodlar teskari polaritli doimiy payvandlash uchun mo'ljallangan. Issiqlikka chidamli po'latlarni payvandlash texnikasi kam uglerodli po'latlarni payvandlash bilan o'xshashdir. Ko'p qatlamli payvandlash kaskadli usulda amalga oshiriladi (tikuvning har bir qatlamini sovutmasdan).
Yuqori kuchli po'latlarni payvandlash. Mas'uliyatni o'z zimmasiga olganda payvandlangan inshootlar kuchli 14X2GMRB, 14X2GMRL, 14X2GM va 12GN2MFAU po'latlari keng qo'llaniladi.
Ushbu po'latlarni payvandlashda asosiy qiyinchilik - bu payvand choki va metalldagi sovuq yoriqlarning issiqlik ta'sir qiladigan zonasi, shuningdek, payvandlangan bo'g'inlarning mo'rt singanlikka chidamliligini keskin kamaytiradigan inshootlar paydo bo'lishining oldini olish zarurati. Muammoning echimi shundan iboratki, payvandlangan bo'g'inlarning talab qilinadigan operatsion va texnologik xususiyatlari qo'shimcha issiqlik bilan ishlov berishsiz payvandlashdan keyin olinishi kerak.
Yuqori kuchli po'latdan yasalgan payvandlangan bo'g'inlarning sovuq yoriqlar hosil bo'lishiga chidamliligini oshirish uchun namlikni yo'qotish uchun elektrodlarni payvandlashdan oldin tavlash kerak. Payvandlash va ulanishlarni tayyorlashga tayyorgarlik ko'rish uchun ma'lum shartlarga ham rioya qilish kerak.
Yuqori kuchli po'latlarni qo'lda payvandlash EA-981/15 elektrodlari bilan amalga oshiriladi. Ushbu elektrodlar barcha fazoviy holatlarda payvandlash uchun qayta ishlanadi. Payvandlash teskari polaritning to'g'ridan-to'g'ri oqimi bilan amalga oshiriladi. Payvandlash oqimining kuchi elektrodning diametri va tikuv holatiga bog'liq. Masalan, diametri 4 mm bo'lgan elektrod bilan pastki holatda payvandlash 150-200 A gacha bo'lgan payvandlash oqimida amalga oshiriladi, payvandlashdan oldin elektrodlar 420-450 ° S haroratda kaltsiylanadi.
Payvandlashdan oldin qismlar va tikuvlarning sirtlari zang, shkalani, bo'yoq, moy, namlik va boshqa ifloslantiruvchi moddalarni to'liq tozalash uchun tozalanadi. Tozalash har bir yo'nalishda tikuv kengligi va 20 mm ga teng maydonda amalga oshiriladi.
Ulanishlarni amalga oshirishda namlikning payvandlash joyiga tushishini oldini olish va payvandlangan bo'g'inlarning tez sovishini oldini olish kerak.
Payvandlash uchun qismlarni yig'ish ko'pincha tayoqchalar bilan amalga oshiriladi. Uzunligi 50-100 mm bo'lgan tokchalar UONI-13 / 45A yoki EA-981/15 markali elektrodlar bilan tayyorlanadi. Takkalar orasidagi masofa 400-500 mm dan oshmasligi kerak. Ular tikuvlarning kesishmasiga o'rnatilmasligi kerak. Payvandlashdan oldin tokchalar yaxshilab tozalanishi va tekshirilishi kerak. Payvandlash mahsulotga payvandlangan texnologik (qo'rg'oshinli) chiziqlarda boshlanishi va tugashi kerak. Bundan tashqari, payvandlashdan asosiy metallga silliq o'tishlarni yaratish kerak.
Katta qalinlik va qattiqlikdagi bo'g'inlarni payvandlashda sovuq yoriqlar paydo bo'lishining oldini olish uchun oldindan qizdirishdan foydalanish kerak. Odatda, qalinligi 20 mm dan yuqori bo'lgan metallni payvandlash uchun buyuriladi. Isitish harorati 60-150 ° S.
Payvandlangan bo'g'inlarning sovuq yorilishga chidamliligini yumshoq qatlamlararo payvandlash texnologiyasi yordamida yaxshilash mumkin. Ushbu texnologik usul shundan iboratki, ko'p qatlamli tikuvning birinchi qatlamlari keyingilariga qaraganda kamroq kuchli va egiluvchan metall bilan yasalgan. Ba'zan yivni to'ldirish jarayonida bir yoki ikki qatlamdagi plastik tikuvlar qo'llaniladi. Yumshoq qatlamlarni tayyorlash uchun UONI-13/45 markali elektrodlardan foydalanish mumkin.
Dumaloq bo'g'inlarni ikki tomonlama payvandlash uchun birinchi tikuvni yopishtiruvchi choklarga qarama-qarshi tomondan qo'llash tavsiya etiladi. Har bir boncuk qo'llanilgandan so'ng, payvandlangan metall va issiqlik ta'sir qiladigan hudud cüruf va metall parchalanishidan yaxshilab tozalanadi. Yoy singanda, kraterni cürufdan yaxshilab tozalash kerak va shundan keyingina yoyni qayta qo'zg'atish kerak.
Tugatgandan so'ng payvandlash ishlari o'rnatish sharoitida payvandlangan bo'g'inlar asbest mato bilan yoki sekin sovutish uchun qum spirallari bilan qoplanishi kerak.
Yuqori qotishma po'latlar va qotishmalar. Yuqori qotishma po'latlarga tarkibida 10-15% bo'lgan bir yoki bir nechta qotishma elementlari bo'lgan po'latlar kiradi.
GOST 5632-72-ga muvofiq, yuqori qotishma po'latlarning 94 markasi va yuqori qotishma qotishmalarining 22 navlari mavjud.
Yuqori qotishma po'latlar va qotishmalar qotishma tizimiga, tuzilishiga, xususiyatlariga va boshqa xususiyatlariga ko'ra tasniflanadi.
Qotishma tizimiga ko'ra yuqori qotishma po'latlar xrom, xrom-nikel, xrom-marganets, xrom-nikel-marganets va xrom-marganets-azotga bo'linadi.
Tarkibiga ko'ra yuqori qotishma po'latlar martensitik (15Kh5, 15Kh5M va boshqalar), martensitik-ferritik (15Kh6SYu, 12K13 va boshqalar), austenitik-martensitik (07Kh16N6.08Kh17N5MZ va boshqalar), aiten-08, ferit-08 va ferit-08 va ostenitik sinflar (03X17Sh4M2, 12X18N9 va boshqalar).
Xususiyatlariga ko'ra yuqori qotishma po'latlar va qotishmalar korroziyaga chidamli (zanglamaydigan), issiqqa chidamli va issiqqa chidamli.
Yuqori qotishma po'lat va qotishmalarni payvandlash xususiyatlari. Yuqori qotishma po'lat va qotishmalarning aksariyati past uglerodli po'latlarga nisbatan past (1,5-2 baravar) issiqlik o'tkazuvchanlik koeffitsientiga va yuqori (taxminan 1,5 baravar) chiziqli kengayish koeffitsientiga ega. Issiqlik o'tkazuvchanligining past koeffitsienti payvandlash paytida issiqlik kontsentratsiyasiga va natijada metall penetratsiyasining oshishiga olib keladi va yuqori chiziqli kengayish koeffitsienti payvandlangan mahsulotlarning katta deformatsiyalariga olib keladi.
Ushbu po'latlar payvandlash paytida issiq va sovuq yorilishga moyil bo'lib, bu zarur xususiyatlarga ega bo'lgan payvandlangan bo'g'inlarning sifatini ta'minlash jarayonini murakkablashtiradi. Shu munosabat bilan, ushbu materiallardan mahsulotlarni payvandlashda ma'lum talablar bajariladi. Odatda, minimal issiq zonani olish uchun payvandlash yuqori tezlikda va past payvandlash oqimida amalga oshiriladi.
Yuqori qotishma po'latlar va qotishmalar kam uglerodli po'latlarga qaraganda yorilishga ko'proq moyil. Payvandlash paytida yoriqlar paydo bo'lishining oldini olish usullari: payvandlash metallida ikki fazali strukturani yaratish (ostenit va ferrit); tikuvdagi zararli aralashmalarning tarkibini cheklash (oltingugurt, fosfor, qo'rg'oshin, surma, vismut); asosiy va aralash turdagi elektrod qoplamalarini ishlatish; payvandlangan tugunlarning qattiqligini kamaytirish.
Yoriqsiz payvandlangan bo'g'inlarni olish uchun payvandlangan qismlarni ma'lum bo'shliq bilan yig'ish tavsiya etiladi. Diametri 1,6-2,0 mm bo'lgan elektrodlar bilan tikuvlarni minimal issiqlik kiritish bilan bajarish yaxshiroqdir.
100-300 ° S haroratgacha qizdirish (umumiy yoki mahalliy) asosiy metallning tuzilishi, uglerod miqdori, payvandlanadigan elementlarning qalinligi va mahsulotning qat'iyligiga qarab tavsiya etiladi. Martensitik po'latlar va qotishmalar uchun mahsulotni isitish majburiy, ostenitik po'latlar uchun u kamdan kam qo'llaniladi.
Qachon boshq manbai Yuqori qotishma po'latlar uchun sirtlarni metall parchalanish va cürufdan himoya qilish kerak, chunki ular strukturani zaiflashtiradigan korroziya yoki stress kontsentratsiyasiga olib kelishi mumkin. Splash bilan payvandlashni oldini olish uchun, tikuvga ulashgan metall yuzasiga himoya qoplama qo'llaniladi.
Payvandlashdan oldin yig'ish va metallni tozalash sifatiga talablar juda qattiq.
Payvandlashdan so'ng martensitik, martensitik-ferritik va ba'zida ferritli po'latlar 680-720 ° S haroratda yuqori haroratga, va issiqqa chidamli (12X13, 20X13 va boshqalar) - 730-750 ° S da. Tempering tuzilishini, mexanik xususiyatlarini va korroziyaga chidamliligini yaxshilaydi.
Martensitik, martensitik-ferritik va ferritik po'latlarni payvandlash uchun elektrodlar ishlatiladi, ularning tayoqchalari va qoplamalari kimyoviy tarkibida asosiy metallga yaqin bo'lgan yotqizilgan metallni ishlab chiqarishni ta'minlaydi. Masalan, martensitik po'lat 15Kh11VMF E12Kh11NVMF tipidagi KTI-10 markali elektrodlar bilan payvandlanadi; martensit-ferrit po'lat 12X13 - E12X13 tipidagi elektrodlar bilan, UONI-13 / 1X13 va boshqalar.
Agar ushbu sinfning po'latidan yasalgan konstruktsiyalar statik yuk ostida va yuqori quvvat talablariga rioya qilinmasa, payvandlash ostenitik yoki ostenitik-ferritli elektrodlar bilan amalga oshirilishi mumkin. Shunday qilib, ferritik po'lat 15X25T OZL-20 tipidagi E02X20N14G2M2 elektrodlari bilan payvandlanadi, payvandlashdan keyin esa temperaturani pasaytirish mumkin emas.
Bunday po'latlarni payvandlashda donning o'sishini oldini olish va issiqlikka ta'sir qiladigan zonaning mo'rtligini oshirish uchun kam issiqlik kiritadigan rejim qo'llaniladi.
Yuqori qotishma xrom-nikel po'latlari ostenitik, ostenitik-martensitik va ostenitik-ferritik sinflarni o'z ichiga oladi. Ushbu po'lat va qotishmalar ozgina zararli aralashmalarni o'z ichiga oladi, shuning uchun eritilgan metallni havodan yaxshi himoya qilish va ostenitik tuzilishga ega va asosiy qoplamali elektrodlardan payvandlash uchun payvandlashning asosiy talablari.
Austenitli po'latlarni payvandlash to'g'ri. Shuni yodda tutish kerakki, ostenit-ferrit va ostenit-martensit po'latlarning payvandlangan bo'g'inlarida, don chegaralari bo'ylab vodorod evolyutsiyasi mumkin. Buning oldini olish uchun payvandlangan bo'g'in 150 ° S haroratda 1-2 soat davomida temperaturaga uchraydi.
GOST 10051-75 yuqori qotishma po'latlarni qo'lda boshq payvandlash uchun 49 turdagi qoplamali elektrodlarni nazarda tutadi. Har bir elektrod turiga bir yoki bir nechta elektrod markalari kiradi.
2.3-mavzu. Texnologiya payvandlash vositasiqotishma bilan sertleştirilebilir po'latlar. Cheliklarning xususiyatlari. Asosiyomillar, to'sqinlik qilishsertleştirilebilir perlitik va martensitik po'latlarni payvandlash. Payvandlashning texnologik xususiyatlari. Payvandlash materiallari. Payvandlash texnikasi. Payvandlash rejimlarini tayinlash.
O'RTA O'RNATILGAN PULATNI QAYNATISH TEXNOLOGIYASI
Cheliklarning xususiyatlari. O'rta qotishma po'latlar, ularning tarkibiga qarab, etarlicha plastik xossalari (Z0XGSNA), nisbatan yuqori issiqlikka chidamliligi (20XZMVF), shkalaga chidamliligi (12X5MA) va boshqalar bilan birgalikda yuqori darajadagi chidamlilik va oqim kuchliligi bilan ajralib turadi.
O'rtacha qotishma po'latlarning xossalari uglerod va qotishma elementlari tarkibidagi o'zaro o'zgarish tufayli, shuningdek issiqlik bilan ishlov berish rejimiga qarab ma'lum chegaralar doirasida boshqarilishi mumkin.
Po'latning mexanik xususiyatlarini issiqlik bilan ishlov berish turiga qarab keng doirada o'zgartirish payvandlashda katta qiyinchiliklarni keltirib chiqaradi. O'rta qotishma po'latlar sovuq yorilishga sezgir; ular, shuningdek, payvandlash metallida kristallanish yoriqlarini rivojlanishiga moyil. Bu, ayniqsa, payvandlash metallining asosiy bilan teng kuchini ta'minlash zarur bo'lganda aniq ko'rinadi.
O'rta qotishma po'latlar GOST 4543-71 va maxsus texnik shartlarga muvofiq etkazib beriladi; ular pearlit (25XGSA, Z0XGSA, 35XGSA) yoki martensitik (30X2GN2SVMA) sinflariga mansub bo'lishi mumkin.
Kam qotishma po'latlarni payvandlash texnologiyasining xususiyatlari.
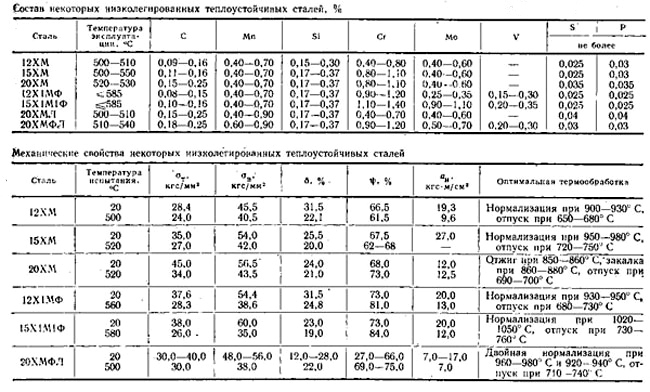
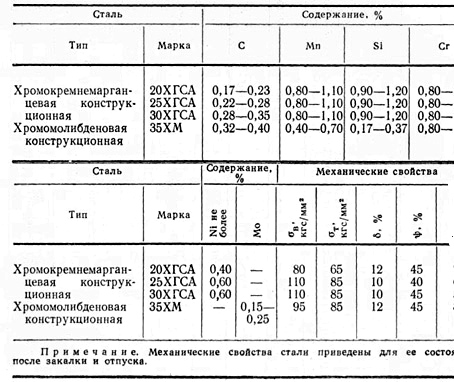
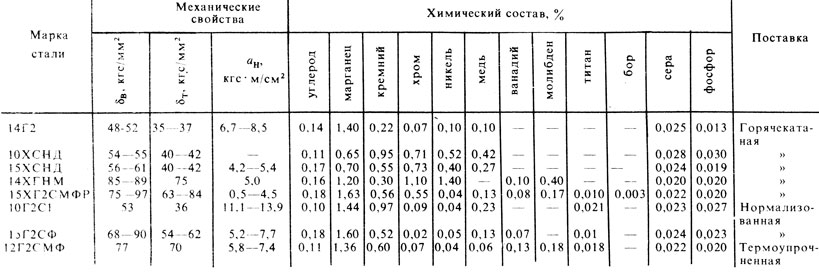
Odatda muhim payvandlangan konstruktsiyalarni ishlab chiqarish uchun kam qotishma, kam uglerodli konstruktsiyali po'latlar qo'llaniladi. Ba'zi quyi qotishma po'latlarning tarkibi va xususiyatlari 12, 13 va 14-jadvallarda keltirilgan.
Issiqlik aylanishiga javoban kam qotishma past karbonli po'lat oddiy past karbonli po'latdan kam farq qiladi. Tafovutlar asosan payvandlash metallida va issiqlik ta'sir qiladigan zonada sovutish tezligini oshirishda qattiqlashuvchi tuzilmalarni shakllantirish tendentsiyasida biroz ko'proq. So'nggi paytgacha kam uglerodli kam qotishma po'latlarning payvandlash metallida, masalan 17G1S, 14HGS va boshqalarda faqat ferrit-perlite tuzilishi mavjud deb ishonilgan. Shuning uchun, turli xil payvandlash rejimlarida payvandlashdagi strukturaviy o'zgarishlar asosan ferrit va perlit komponentlari orasidagi nisbat o'zgarishiga, shuningdek strukturaning dispersiyasi darajasining o'zgarishiga kamayadi deb taxmin qilingan.
Keyinchalik chuqurroq olib borilgan tadqiqotlar shuni ko'rsatdiki, sovutish tezligini oshirishda, ferrit va perlitdan tashqari, martensit, baytit va saqlanib qolgan ostenit ham ushbu po'latlarning tikuvlarida mavjud. Bunday tikuvlarda topilgan martensit tuzilishga ega emas, bainit esa yuqori dispersiyali ferrit-karbid aralashmasidir. Ushbu tarkibiy qismlarning soni payvandlashning harorat tsikliga qarab o'zgaradi. Issiqlik kiritishining pasayishi bilan
Jadval. 12
Jadval. 13
Jadval. o'n to'rt
Issiqlik aylanishiga javoban kam qotishma past karbonli po'lat oddiy past karbonli po'latdan kam farq qiladi. Tafovutlar asosan payvandlash metallida va issiqlik ta'sir qiladigan zonada qattiqlashuvchi konstruktsiyalarni sovutish tezligini oshirishda biroz kattaroq tendentsiyada. So'nggi paytgacha kam uglerodli kam qotishma po'latlarning payvandlash metallida, masalan, 17G1S, 14HGS va boshqalarda faqat ferrit-perlit tuzilishi mavjud deb ishonilgan. Shuning uchun, turli xil payvandlash rejimlarida payvandlashdagi strukturaviy o'zgarishlar asosan ferrit va perlit komponentlari orasidagi nisbat o'zgarishiga, shuningdek strukturaning tarqalishi darajasining o'zgarishiga kamayadi deb taxmin qilingan. Batafsil chuqur tadqiqotlar shuni ko'rsatdiki, ushbu po'latlarning tikuvlarida yuqori sovutish tezligida ferrit va perlitdan tashqari martensit, baytit va saqlanib qolgan ostenit ham mavjud. Bunday tikuvlarda topilgan martensit tuzilishga ega emas, bainit esa yuqori dispersiyali ferrit-karbid aralashmasidir. Ushbu tarkibiy qismlarning soni payvandlashning harorat tsikliga qarab o'zgaradi. Issiqlik kiritishining pasayishi bilan payvandlanadigan metall tarkibida martensit, baytit va qoldiq ostenit miqdori ko'payadi va ularning tarqalishi kuchayadi. Shunday qilib, qlv \u003d 4 kkal / sm issiqlik kiritish va 400-600 ° S harorat oralig'ida sovutish tezligi bilan payvandlashda qalinligi 12 mm bo'lgan kam uglerodli silikon-marganetsli po'latdagi qatlamlarning qattiqlashuvchi tuzilmalari soni taxminan 4,5 ° C / s ga teng. o'n bir%.
Yuqori chiziqli energiya bilan tikilgan tikuvlarda ushbu tuzilmalar soni keskin kamayadi. 13 kkal / sm issiqlik kiritishda va taxminan 0,5-0,6 ° C / s sovutish tezligida bir xil po'latdagi choklarning tuzilishi faqat ferrit va pearlitdan iborat. Martensit va baytit shuningdek payvandlangan bo'g'inlarning payvandlanadigan zonasida hosil bo'ladi, masalan, 14KhGS po'latdir .. Bunday po'latni payvandlashda ularning miqdori haddan tashqari issiqlik qismida eng yuqori (taxminan 3%) bo'ladi va termoyadroviy chiziq otr olib tashlanganida kamayadi.
Söndürme konstruktsiyalarining oz miqdori bilan, ularning payvandlangan bo'g'inlarning mexanik xususiyatlariga ta'siri bu tarkibiy qismlarning yumshoq ferrit asosda bir xil va nomuvofiq joylashishi tufayli ahamiyatsiz. Shu bilan birga, payvandlash va payvandlash zonasida bunday konstruksiyalar ulushining oshishi bilan metallning egiluvchanligi va mo'rt sinishga chidamliligi keskin yomonlashadi. Po'latni marganets, kremniy va boshqa elementlar bilan qo'shimcha qotishmasi payvandlangan bo'g'inlarda qattiq konstruktsiyalar paydo bo'lishiga yordam beradi. Shu sababli, ko'pgina quyi qotishma po'latlarning payvandlash rejimi kam uglerodli po'latni payvandlashdan ko'ra torroq (issiqlik kiritish nuqtai nazaridan) chegaralar bilan cheklangan. Ba'zi hollarda, masalan, vanadiy, vanadiy va azot bilan, shuningdek, boshqa elementlar bilan mikro qotishma paytida, moyillik past qotishma po'latdir payvandlash paytida issiqlik ta'sir qiladigan zonada don o'sishiga ahamiyatsiz.
Kam qotishma po'latdan termal payvandlash aylanishiga reaktsiyasini aniqlash uchun bir qator sinovlar o'tkaziladi. Issiqlik ta'sir qiladigan zonada yumshatishni kamaytirish uchun kam qotishma issiqlik bilan ishlangan po'latlarni iloji boricha eng past issiqlik kiritishida payvandlash kerak.
Payvandlangan metallning asosiy metall bilan teng kuchini ta'minlash, asosan, uni asosiy metalldan o'tadigan elementlar bilan qotishtirish orqali amalga oshiriladi. Ba'zan, mo'rt singanlarga chidamliligi va qarshiligini oshirish uchun payvandlangan metall payvandlash paychalarining orqali qo'shimcha ravishda qotishma qilinadi.
Payvandlangan metallning past qotishma po'latlarni payvandlashda kristallanish yoriqlariga qarshiligi past karbonli po'latlarga nisbatan bir oz pastroq, chunki ba'zi bir qotishma elementlari, masalan, kremniy uglerodning salbiy ta'sirini kuchaytiradi. Yorilishga chidamliligining oshishiga uglerod, oltingugurt va boshqa ba'zi elementlarning tarkibidagi elementlarning tarkibini pasayishi bilan payvandlash paychalarining paychalarining paychalarining ishlatilishi, shuningdek tegishli payvandlash texnologiyasini tanlash (tikuvlarning ketma-ketligi, kirishning qulay shaklini ta'minlash) va mahsulotning oqilona dizayni bilan erishiladi.
Qoplangan elektrodli payvandlash texnologiyasi.
Qoplangan elektrodlar bilan kam qotishma past karbonli po'latlarni payvandlash texnologiyasi kam uglerodli po'latlarni payvandlash texnologiyasidan unchalik katta farq qilmaydi. Kenarlarni tayyorlashning tabiati, payvandlash rejimlari, tikuvlarning tartibi deyarli bir xil. O'rnatish paytida yopishtirish asosiy tikuvni payvandlashda bo'lgani kabi bir xil elektrodlar bilan bajarilishi va faqat tikuv joylashgan joylarda qo'llanilishi kerak.
Kam qotishma po'latlar asosan E42A va E50A turlarining kaltsiy ftoridli qoplamali elektrodlari bilan payvandlanadi, ular kristallanish yoriqlari hosil bo'lishiga yuqori qarshilik va boshqa elektrod turlariga nisbatan plastik xususiyatlarini oshiradi. Kam uglerodli po'latlarni payvandlashda (masalan, 09G2), ba'zi hollarda rutil bilan qoplangan elektrodlar, masalan AN0-1 (E42T turi) ishlatiladi. Payvandlangan metallning asosiy xususiyatlari darajasida mustahkamligi va plastisiyasini ta'minlaydigan UONI-13/45, SM-11, ANO-8 (E42A turi) va UONI-13/55, DSK-50, ANO-7 (E50A turi) elektrodlari eng ko'p ishlatiladi. metall.
E42A tipidagi elektrodlar bilan payvandlashda payvandlash metallining yuqori quvvatiga qotishma elementlarning asosiy metalldan tikuvga o'tishi va tikuvning sovutish tezligi oshishi tufayli erishiladi. -70 ° C gacha bo'lgan haroratda ishlaydigan quvurlarning dairesel tikuvlarini payvandlash uchun, masalan, po'latdan 10G2, VSN-3 elektrodlari (E50AF turi) kaltsiy ftorid bilan ishlatiladi.
Qoplangan elektrodlar bilan payvandlangan tikuvlar, ba'zi hollarda, dengiz suvidagi korroziyaga chidamliligini pasaytiradi, bu esa payvandlangan idishlar, dengiz tokchalari va boshqa inshootlarning ekspluatatsion xususiyatlarini sezilarli darajada pasaytiradi.Buning sababi manba metallining sirt qatlamlarida (xrom, nikel, mis) qotishma elementlarining miqdori pastligi. ) ushbu qatlamlarning metallida asosiy metallning ulushi pastligi sababli. Korroziyaga chidamliligini oshirish uchun payvandlangan metall xrom bilan qotishtirilgan bo'lishi kerak.
Suv ostida boshqni payvandlash texnologiyasi.
Ko'pgina hollarda, xuddi shu payvandlash materiallari kam uglerodli po'latlarni payvandlashda ishlatiladi: birlashtirilgan eritmalar AN-348-A, OSTs-45 (bitta kamonli payvandlash), AN-60 (ko'p yoyli payvandlash yuqori tezlikda), shuningdek payvandlash simlari Sv -08GA va Sv-10G2. Mikroelementli po'latlarni payvandlashda, masalan 15G2AF, ba'zi hollarda kam silikonli AN-22 oqimi Sv-08KhM va Sv-YUNMA simlari bilan birgalikda ishlatiladi. Ammo, bu holda, tikuvlar kristallanish yoriqlariga nisbatan kamroq chidamli bo'ladi, buning natijasida payvandlashni oldindan isitish bilan bajarish tavsiya etiladi. Past qotishma po'latni suv ostida boshq bilan payvandlash past karbonli po'latni payvandlash texnologiyasidan unchalik farq qilmaydi.
Fileto payvandlash metallining plastik xususiyatlarini va asosiy metallning xususiyatlari darajasida issiqlikka ta'sir qiladigan zonani ta'minlash uchun payvandlash kesimi payvandlanadigan metallning qalinligiga qarab tanlanishi kerak. Ba'zan payvandlash alohida vannalarda ikkita yoy bilan amalga oshiriladi. Qalin metallga ko'p qatlamli tikuvlarni ikkita kamon bilan bajarish tavsiya etiladi va bitta kamon bilan payvandlashda birinchi qatlamni ishlatishdan oldin asosiy metall 150-200 ° S haroratgacha qizdiriladi. Asosiy metallning qalinligi bilan tikuv yoki qatlam kesimi o'rtasidagi munosabatlar eksperimental ravishda o'rnatildi
Suv osti-boshq manba qilingan choklarning metalli, asosiy metallning katta qismi va qotishma elementlarning etarli miqdori tufayli dengiz suvida korroziyaga chidamliligi an'anaviy kompozitsion qoplamali elektrodlar bilan payvandlangan choklarning metallidan yuqori.
Gaz bilan himoyalangan payvandlash texnologiyasi.
Bu asosan yarim avtomatik karbonat angidridni payvandlash. Karbonat angidridda kam qotishma po'latlarni payvandlash texnologiyasi deyarli past karbonli po'latni payvandlash texnologiyasidan farq qilmaydi. Amalda, xuddi shu payvandlash materiallari past karbonli po'latni payvandlashda ishlatiladi. Shunday qilib, 15XSND, 14XGS va 10XSND po'latlari Sv-08G2S payvandlash paychalarining bilan payvandlanadi. Bir qatlamli payvandlash va payvandlash uchun Sv-12GS simlari uchun ikki yoki uch qatlamdan ko'p bo'lmagan foydalanish mumkin.
Karbonat angidriddagi yarim avtomatik payvandlash, shuningdek, PP-AN4 va PP-AN8 oqim simli simlar bilan amalga oshiriladi. Avtomatik payvandlashda PP-AN8 simlaridan ham foydalanish mumkin.PP-AN8 simlari bilan payvandlangan tikuvlar, masalan, 09G2 po'latda, asosiy metallga chidamliligi teng va plastik xususiyatlarini oshirgan.
Dengiz suvidagi payvandlangan bo'g'inlarning korroziyaga chidamliligini oshirish uchun Sv-08KhG2S payvandlash simi ishlatiladi, bu esa payvandlash metallini xrom bilan qo'shimcha qotishma bilan ta'minlaydi.
Elektroslag payvandlash texnologiyasi.
Elektroslagni payvandlash eng quyi qotishma 09G2S, 16GS, 15KHSND va 14G2 po'latlaridan 30-100 mm, ba'zi hollarda esa 160 mm gacha qalinlikdagi katta hajmdagi mahsulotlarni ishlab chiqarishda qo'llaniladi. Payvandlash AN-8 oqimi yordamida Sv-08GS, Sv-10G2, kamroq Sv-12GS simlari bilan amalga oshiriladi. Sv-08A va Sv-08GA simlari bilan tayyorlangan payvandlash metall asosiy metallga qaraganda kamroq kuchga ega.
Yaxshilangan rejimlardan foydalanish ko'pincha elektroslag payvandlash orqali payvandlangan konstruktsiyalarni yuqori haroratli issiqlik bilan ishlov berishdan (normallashtirish) voz kechishga imkon beradi. Masalan, qalinligi 50 mm bo'lgan 16GS po'lat, payvandlash paychalarining tezlashtirilgan oziqlanishi bilan elektrodning ko'ndalang siljish tezligi va siljitgichlarda uzoq vaqt ushlab turish bilan payvandlanadi. Payvandlash rejimining namunasi quyidagicha:
To'g'ridan to'g'ri oqim kuchi, A .... 900
Voltaj, V .... 42
Elektrodlar soni .... 1
Elektrod simlarini berish tezligi, m / soat .... 576
Elektrodlarning harakatlanish tezligi, m / soat .... 75
Slayderlar uchun ta'sir qilish muddati, s ... 6
Shlakli vannaning chuqurligi, mm .... 50
Elektroddan quruq tayoqcha, mm .... 70
Elektrodni harakatga keltirishning qabul qilingan rejimi payvandlash havzasining chuqurligini metallning qalinligi bo'yicha tekislashga yordam beradi. Shu nuqtai nazardan, payvandlash paychalarining besleme tezligi tikuvdagi yoriqlar kristallanish xavfisiz sezilarli darajada oshirilishi mumkin. O'z navbatida, simli oziqlantirishning ko'payishi va natijada payvandlash tezligi issiqlik ta'sir qiladigan zonaning haddan tashqari qizishini pasaytiradi. AN-8 oqimi ostida Sv-10G2 simi bilan ko'rsatilgan rejimda va 650 ° S haroratda temperaturadan keyin Sv-10G2 simidan yasalgan 16GS po'latining payvandlangan bo'g'inlarining xususiyatlari deyarli teng qalinlikdagi metallni payvandlash bilan bir xil. Jadval 10-5 uglerod miqdori kamaygan (masalan, 09G2DT) kam qotishma po'lat uchun odatdagi payvandlash rejimlarini ko'rsatadi. Berilgan rejimlarda bunday po'latni payvandlash ham payvandlangan bo'g'inlarni normallashtirmasdan amalga oshirilishi mumkin.
Kam qotishma issiqlikka bardoshli po'latlarni payvandlash texnologiyasi.
Energetikada ishlatiladigan mashinalarning detallari odatda shaklning murakkabligi, turli xil dizayn echimlari va ishlab chiqarishning individual xususiyati bilan tavsiflanadi. Shuning uchun, eng ko'p keng dastur qoplamali elektrodlar bilan qo'lda payvandlashni va himoya qiluvchi gazlarda yarim avtomatik payvandlashni va kamroq tez-tez avtomatik suv ostida boshqni payvandlashni topadi.
Yuqori haroratlarda konstruktsiyalarning ishlashi diffuziya jarayonlariga yordam beradi. Payvandlangan bo'g'inda bu jarayonlarning intensivligini kamaytirish uchun ular payvandlanadigan metall tarkibini asosiy metall tarkibiga iloji boricha yaqinlashtirishga intilishadi. Xrom-molibdenli po'latlarni (12XM, 15XM, 20XML) payvandlash uchun EMX tipidagi elektrodlar GOST 9467-60 bo'yicha qo'llaniladi. TsP-14 ruda kislotali qoplamali elektrodlar va kaltsiy ftorli qoplamali GL-14 elektrodlar. Eng yangi markali elektrodlar Sv-08XM simidan yasalgan.
Xrom-molibdenli po'latlarni kam uglerodli tarkibida (po'lat 12XM) 200 ° S gacha qizdirish bilan payvandlash tavsiya etiladi, po'lat tarkibida uglerod miqdori yuqori bo'lsa, oldindan qizdirish harorati 250 - 300 ° S gacha ko'tariladi.
Xrom-molibdenli vanadiyli po'latlar (20KhMFL, 12Kh1MF, 15Kh1M1F) Sv-08KhMFA simidan yasalgan novda bilan TsL-20-63 elektrodlari (EKhMF turi) bilan payvandlanadi. Bunda 300-350 ° S gacha oldindan va bir vaqtda qizdirish kerak.Payvandlangandan keyin payvandlangan bo'g'inlar 700 - 740 ° S haroratda 2-3 soat davomida yuqori temperaturaga uchraydi.
15XM va 20XM karbonat angidrid po'latida payvandlashda Sv-10XG2SMA payvandlash simi ishlatiladi. Ushbu simdan foydalanganda 20-525 ° S harorat oralig'ida payvandlangan bo'g'inlarning mustahkamligi va plastik xususiyatlari deyarli asosiy metallning xususiyatlaridan farq qilmaydi. Ushbu po'latlarni karbonat angidridda avtomatik va yarim avtomatik ravishda payvandlash 250-300 ° S haroratgacha oldindan qizdirish bilan amalga oshiriladi. Payvandlash usullari deyarli past karbonli po'latdan farq qilmaydi. Payvandlashdan keyin strukturaning yuqori temperaturasi amalga oshiriladi.
Issiqlikka chidamli 20KhMFL \u200b\u200bpo'lat uglerod dioksidida Sv-08KhGSMFA simli bilan 300-350 ° S haroratgacha oldindan va bir vaqtda qizdirish bilan payvandlanadi, bu esa chokning yoriqlarga chidamliligini oshiradi va payvandlangan metallning qattiqligini va payvandlash zonasini pasaytiradi. Payvandlash tugagandan so'ng, struktura issiqlik bilan ishlov beriladi. Sv-08KhGSMFA simli karbonat angidridda ishlab chiqarilgan 20KhMFL \u200b\u200bpo'latining payvandlangan birikmasi har jihatdan asosiy metallga teng.
12Kh1MF va 15Kh1M1F po'latlarning karbonat angidridida avtomatik va yarim avtomatik payvandlash Sv-08KhGSMFA tel bilan 250-300 ° S haroratgacha oldindan va bir vaqtda qizdirish bilan amalga oshiriladi. Payvandlashdan keyin 700 - 740 ° S haroratda yuqori temperaturali harorat o'tkaziladi.
Issiqlikka chidamli po'latlarni, masalan, 12Kh1MF va 15Kh1M1F ni suv ostida payvandlashda, Sv-08KhMFA simini va AH-22 oqimini ishlatish tavsiya etiladi. Payvandlash oldindan isitish bilan amalga oshiriladi. Bundan tashqari siz AN-17M oqimini Sv-08KhGSMFA silikon-marganetsli sim bilan birgalikda ishlatishingiz mumkin. Payvandlash materiallarining belgilangan kombinatsiyasi bilan 20 - 585 ° S haroratda qisqa muddatli va uzoq muddatli mexanik xususiyatlari (yuqori temperaturadan keyin holatida) belgilangan talablarga to'liq javob beradi.
Mexanik xususiyatlarini oshirib, ishlab chiqarishga imkon berganligi sababli kam qotishma po'latlar keng tarqaldi bino qurilishi yanada tejamkor va engil.
Fuqarolik va sanoat konstruksiyalarining turli konstruksiyalarini ishlab chiqarish uchun 15XSND, 09G2S, 10G2S1, 14G2, 16GS va boshqalar po'latdan foydalaniladi .. Manba qilingan quvur armaturalari va temir-beton konstruktsiyalarni ishlab chiqarish uchun 25G2S, 18G2S, 25GS va 20HG2Ts po'latlari ishlatiladi. Ushbu po'latlar qoniqarli darajada payvandlanadigan guruhga kiradi: ular tarkibida 3,0% dan ortiq qotishma aralashmalari va 0,25% dan ko'p bo'lmagan uglerod mavjud. Shuni yodda tutish kerakki, agar po'lat tarkibida 0,25% dan ortiq uglerod bo'lsa, qattiqlashuvchi tuzilmalar va hatto bu hududdagi yoriqlar payvandlash... Bundan tashqari, uglerodning tükenmesi, manba metallida gözeneklerin paydo bo'lishiga olib keladi.
Ko'p qatlamli payvandlash kaskadli usulda amalga oshirilishi kerak. Po'latdan qizib ketishining oldini olish uchun elektrod diametrining 1 mm ga 40 ... 50 A oqimlarida payvandlash tavsiya etiladi. Diametri 4… 5 mm bo'lgan elektrodlardan foydalanish tavsiya etiladi. Qishda, 15GS, 15HSND va 14G2 po'latdan yasalgan konstruksiyalarni -10 ° C dan past bo'lmagan haroratda payvandlash mumkin. Past haroratlarda, tikuvning har ikki tomonida 100 ... 120 mm kenglikdagi payvandlash zonasi 100 ... 150 ° S gacha qizdiriladi. -25 ° C haroratda payvandlash taqiqlanadi.
09G2S va 10G2S1 po'latlari qattiqlashmaydigan po'latlar toifasiga kiradi, ular yorilishga chidamli va qizib ketishga moyil emas. Payvandlashning mexanik xususiyatlari asosiy metallnikidan kam emas. Qalinligi 40 mm gacha bo'lgan choyshablar qirralarsiz payvandlanadi. Bunday holda, lehimli elementlarning elektrod simidan payvandlash metalliga o'tishi tufayli payvandning teng kuchi ta'minlanadi.
Xromosilikon-marganetsli po'latlar (20KhGSA, 25KhGSA.30KhGSA va 35KhGSA) payvandlash paytida yorilishga moyil bo'lib, qattiqlashtiruvchi tuzilmalar beradi. Bundan tashqari, qirralarning qalinligi yupqaroq bo'lsa, metallning qattiqlashishi va yorilish xavfi shunchalik katta bo'ladi, ayniqsa payvandlash joyiga yaqin joyda. -0,25% uglerodli payvand choklari yuqori uglerodli po'latlarga qaraganda yaxshiroq payvandlanadi.
Qalin metallarni payvandlash ko'p qatlamli payvandlash yordamida keyingi qatlamlar orasidagi qisqa vaqt oralig'ida amalga oshiriladi. Har xil qalinlikdagi qirralarni payvandlashda, payvandlash oqimi kattaroq qalinligi bo'ylab tanlangan va kamon zonasining katta qismi unga qarab yo'naltirilgan. Qattiqlashuvni yo'qotish va payvandlashdan keyin payvandlangan metallning qattiqligini va issiqlik ta'sir qiladigan maydonni oshirish uchun mahsulotni 650 ... 680 ° S haroratgacha qizdirish, metallning qalinligiga qarab har xil haroratda ushlab turish (har 25 mm uchun 1 soat) va issiq suvda sovutish yoki havo.
Past qotishma po'latlarni payvandlash himoya qiluvchi gaz joriy zichligi 80 A / mm2 dan yuqori bo'lgan joylarda amalga oshiriladi. Karbonat angidridni payvandlash ishlari olib boriladi to'g'ridan-to'g'ri oqim teskari kutupluluk.
Oqim simli sim yordamida karbonat angidridda payvandlash progressiv usullardan biri hisoblanadi.
Gaz bilan payvandlash payvandlangan qirralarning sezilarli isishi, qotishma aralashmalarining tezroq yonishi va korroziyaga chidamliligi pasayishi bilan ajralib turadi. Shuning uchun, bu holda payvandlangan bo'g'inlarning sifati boshqa payvandlash turlaridan past bo'ladi. Qachon gaz bilan payvandlash to'g'ri usuli bilan faqat ma'lum bir quvvati 100 ... 130 l / (h.mm), chap usuli bilan esa 75 ... 100 l / (h.mm) bo'lgan oddiy olovdan foydalaning.
TO Turkum:
Turli metallarni payvandlash
Kam qotishma po'latlarni payvandlash
Eritilgan po'latlar quyi qotishma (2,5% dan kam miqdorda qotishma elementlari), o'rta qotishma (2,5 dan 10% gacha) va yuqori qotishma (10% dan ortiq) ga bo'linadi. Kam qotishma po'latlar quyi qotishma kam uglerodli, kam qotishma issiqqa chidamli va kam qotishma o'rta uglerodga bo'linadi.
Kam aralashtirilgan past uglerodli konstruktsiyali po'latlarda uglerod miqdori 0,22% dan oshmaydi - Cheliklar qotishmalarga qarab marganets (14G, 14G2), kremniy-marganets (09G2S, 10G2S1, 14GS, 17GS va boshqalar), xrom-silikon-marganets (14HGS va boshqalar) ga bo'linadi. ), marganets-azot-vanadiy (14G2AF, 18G2AF, 18G2AFps va boshqalar), marganets-niobiy (10G2B), xromosilikon-silika-mis (YUHSND, 15HSND) va boshqalar.
Kam alyuminiyli past uglerodli po'latlar transport muhandisligi, kema qurilishi, gidrotexnika, quvurlar ishlab chiqarishda va boshqalarda qo'llaniladi. Kam qotishma po'latlar GOST 19281-73 va 19282-73 va maxsus talablarga muvofiq etkazib beriladi.
Kam qotishma issiqlikka chidamli po'latlar yuqori ish haroratida yuqori quvvatga ega bo'lishi kerak .. Issiqlikka chidamli po'latlar bug 'elektr stantsiyalarini ishlab chiqarishda eng ko'p qo'llaniladi. Issiqlikka chidamliligini oshirish uchun ularning tarkibiga molibden (M), volfram (B) va vanadiy (F) kiritiladi va issiqlikka chidamliligini ta'minlash uchun - metall yuzasida zich himoya plyonka hosil qiluvchi xrom (X).
Mashinasozlikda kam qotishma bilan o'rta uglerodli (0,22% dan ortiq uglerodli) konstruktsion po'latlar ishlatiladi, odatda issiqlik bilan ishlov berilgan holatda. Kichik qotishma bilan ishlangan o'rta uglerodli po'latlarning payvandlash texnologiyasi o'rta qotishma po'latlarning payvandlash texnologiyasiga o'xshaydi.
Pastga payvandlash xususiyatlari \u003d birgalikda eritilgan po'latlar. Kam karbonli po'latlarni payvandlash kam uglerodli konstruktsiyali po'latlarga qaraganda ancha qiyin. Kam qotishma po'latlar payvandlash paytida issiqlik ta'siriga sezgir. Kam qotishma po'lat darajasiga qarab, payvandlash paychalarining issiqlik ta'sir qiladigan zonasida qattiqlashuvchi konstruktsiyalar yoki qizib ketish paydo bo'lishi mumkin.
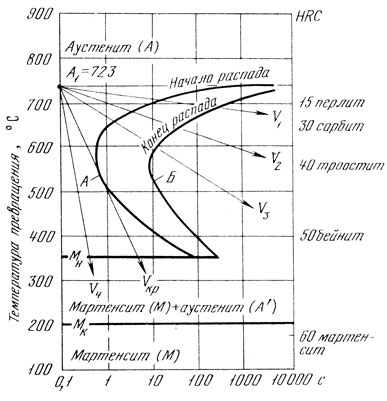
Issiqlik ta'sirida bo'lgan metallning tuzilishi uning kimyoviy tarkibiga, sovutish tezligiga va metallning tegishli haroratda yashash muddatiga bog'liq bo'lib, unda mikroyapı va don hajmi o'zgaradi. Agar ostenit gipoektektoid po'latda qizdirish yo'li bilan olinadigan bo'lsa (1-rasm), keyin po'lat har xil tezlikda sovutilsa, u holda po'latning kritik nuqtalari kamayadi.
Sovutishning past tezligida, perlit tuzilishi (ferrit va sementitning mexanik aralashmasi) olinadi. Yuqori sovutish tezligida nisbatan past haroratlarda ostenit tarkibiy qismlarga ajraladi va tuzilmalar - sorbitol, troostit, baynit va juda yuqori sovutish martensit hosil bo'ladi. Eng mo'rt tuzilish martensitikdir, shuning uchun sovutish paytida past qotishma po'latlarni payvandlash paytida ostenitni martensitga aylantirishga yo'l qo'ymaslik kerak.
![]()
Shakl: 1. Kam uglerodli po'lat ostenitning izotermik (doimiy haroratda) parchalanish diagrammasi: A - parchalanish boshlanishi, B - parchalanish oxiri, Ai - po'latning kritik nuqtasi, Mn va Mk - ostenitning martensitga aylanishining boshi va oxiri; v2, v3 va vt - har xil tuzilmalar shakllanishi bilan sovutish tezligi
Payvandlash paytida po'latning, ayniqsa katta qalinlikdagi sovutish tezligi har doim metalni havoda sovutish tezligidan sezilarli darajada oshib ketadi, natijada lehimli po'latlarni payvandlashda martensit hosil bo'lishi mumkin.
Payvandlash jarayonida qotib qoladigan martensit tuzilishi shakllanishiga yo'l qo'ymaslik uchun issiqlik ta'sir qiladigan zonaning sovishini sekinlashtiruvchi choralarni ko'rish kerak - mahsulotni isitish va ko'p qatlamli payvandlash.
Ba'zi hollarda, mahsulotlarning ishlash sharoitlariga qarab, haddan tashqari qizib ketishga yo'l qo'yiladi, ya'ni past qotishma po'latdan yasalgan payvandlangan bo'g'inlarning issiqlikka ta'sir qiladigan zonasi metallida donalarning qo'polligi.
So'rilishga chidamliligini oshirish uchun mahsulotlarning yuqori ish haroratida (vaqt o'tishi bilan mahsulotning yuqori haroratda deformatsiyasi), payvandlangan bo'g'inda qo'pol taneli tuzilishga ega bo'lish kerak. Ammo juda qo'pol donli metallning egiluvchanligi pasaygan va shuning uchun don miqdori ma'lum chegaraga qadar ruxsat etiladi.
Mahsulotlarni past haroratda ishlatganda, sudralib olinadigan narsa chiqarib tashlanadi va mustahkamligi va egiluvchanligini ta'minlaydigan nozik taneli metall konstruktsiya talab qilinadi.
Kam qotishma po'latlarni payvandlashda qoplamali elektrodlar va boshqa payvandlash materiallari tanlanadi, shunda ulardagi uglerod, oltingugurt, fosfor va boshqa zararli elementlarning tarkibi kam uglerodli konstruktsiyali po'latlarni payvandlash materiallariga nisbatan past bo'ladi. Bu payvandlash metallining kristallanish yoriqlariga qarshi chidamliligini oshirishga imkon beradi, chunki past qotishma po'latlar asosan ularning hosil bo'lishiga moyil.
Kam qotishma po'latdan payvandlash texnologiyasi. 09G2, 09G2S, 10HSND, 10G2S1 va 10G2B kam qotishma past karbonli po'latlar payvandlash jarayonida qattiqlashmaydi va qizib ketishga moyil emas. Ushbu po'latlarni payvandlash har qanday issiqlik rejimida, past karbonli po'latni payvandlash rejimiga o'xshash tarzda amalga oshiriladi.
Ulanishning mustahkamligini ta'minlash uchun qo'lda payvandlash E50A tipidagi elektrodlar bilan bajaring. Issiqlikka ta'sir qiladigan zonaning qattiqligi va mustahkamligi deyarli asosiy metalldan farq qilmaydi.
Oqim yadroli sim bilan va himoyalangan gazda payvandlashda payvandlash materiallari E50A tipidagi elektrodlar erishgan quvvat darajasida payvandlash metallining mustahkamlik xususiyatlarini ta'minlash uchun tanlanadi.
Payvandlash jarayonida kam qotishma past uglerodli 12GS, 14G, 14G2 14HGS, 15HSND, 15G2F, 15G2SF, 15G2AF po'latlari qattiqlashtiruvchi mikroyapılarni va payvandlash metallining qizib ketishini va issiqlik ta'sir qiladigan zonalarni hosil qilishi mumkin. Agar payvandlash payvandlangan bo'g'inning sovutish tezligini kamaytirish uchun zarur bo'lgan nisbatan katta issiqlik kiritish bilan amalga oshirilsa, qattiqlashtiriladigan tuzilmalar soni keskin kamayadi. Shu bilan birga, payvandlash paytida metallning sovutish tezligining pasayishi, bu po'latlarda uglerod miqdori ko'payishi sababli, payvandlangan metall va issiqlikka ta'sir qiladigan metall donalarining kattalashishiga (haddan tashqari qizishiga) olib keladi. Bu, ayniqsa, 15XSND, 14XGS po'latlarga tegishli. 15G2F, 15G2SF va 15G2AF po'latlari vanadiy va azot bilan aralashtirilganligi sababli, issiqlik ta'sir qiladigan zonada qizib ketishga kamroq moyil bo'ladi. Shu sababli, ushbu po'latlarning ko'pini payvandlash kam karbonli po'latni payvandlashdan ko'ra issiqlik sharoitlarining tor chegaralari bilan cheklanadi.
Payvandlash rejimi juda ko'p miqdordagi qattiqlashtiruvchi mikroyapılar va metallning haddan tashqari qizishi bo'lmasligi uchun tanlanishi kerak. Keyin har qanday qalinlikdagi po'latni kamida -10 ° C atrof-muhit haroratida cheklovlarsiz payvandlash mumkin. Pastroq haroratda 120-150 ° S gacha qizdirish kerak. -25 ° C dan past haroratlarda qattiq po'latdan yasalgan mahsulotlarni payvandlash taqiqlanadi. Katta qizib ketishning oldini olish uchun 15KhSND va 14KHGS po'latlarini payvandlash kam uglerodli po'latni payvandlash bilan taqqoslaganda pastroq issiqlik kiritishida (kichikroq diametrli elektrodlar bilan kamaytirilgan oqim qiymatlarida) amalga oshirilishi kerak.
Ushbu po'latlarni payvandlashda asosiy metall va payvandlangan bo'g'inning bir xil mustahkamligini ta'minlash uchun E50A yoki E55 tipidagi elektrodlardan foydalanish kerak.
17GS, 18G2AF, 35HM va boshqalarning quyi qotishma bilan ishlangan o'rta uglerodli po'latlarini payvandlash texnologiyasi o'rta qotishma po'latlarni payvandlash texnologiyasiga o'xshaydi.
§ 75. Kam qotishma po'latlarni payvandlash
Eritilgan po'latlar quyi qotishma (2,5% dan kam miqdorda qotishma elementlari), o'rta qotishma (2,5 dan 10% gacha) va yuqori qotishma (10% dan ortiq) ga bo'linadi. Kam qotishma po'latlar kam qotishma past uglerodli, kam qotishma issiqqa chidamli va kam qotishma bo'lmagan uglerodli muhitlarga bo'linadi.
Ba'zi qotishma po'latlarning mexanik xususiyatlari va kimyoviy tarkibi jadvalda keltirilgan. 33.
Kam qotishma past karbonli konstruktsiyali po'latlarda uglerod miqdori 0,22% dan oshmaydi. Qotishmalariga qarab po'latlar marganets (14G, 14G2), kremniy-marganets (09G2S, 10G2S1, 14GS, 17GS va boshqalar), xrom-silika-marganets (14KhGS va boshqalar), marganets-azotli vanadiy (14G2AF, 18G2) ga bo'linadi. marganets-niobiy (10G2B), xromosilikon-mis (10HSND, 15HSND) va boshqalar.
Kam eritilgan past uglerodli po'latlar transport muhandisligi, kema qurilishi, gidrotexnika, quvurlar ishlab chiqarishda va boshqalarda qo'llaniladi. Kam eritilgan po'latlar GOST 19281 - 73 va 19282 - 73 va maxsus texnik shartlarga muvofiq ta'minlanadi.
Kam qotishma issiqlikka bardoshli po'latlar yuqori ish haroratida yuqori quvvatga ega bo'lishi kerak. Bug 'elektr stantsiyalarini ishlab chiqarishda eng ko'p ishlatiladigan issiqlikka chidamli po'latdir. Issiqlikka chidamliligini oshirish uchun ularning tarkibiga molibden (M), volfram (B) va vanadiy (F) kiritiladi va issiqlikka chidamliligini ta'minlash uchun - metall yuzasida zich himoya plyonka hosil qiluvchi xrom (X).
Mashinasozlikda kam aralashtirilgan o'rta uglerodli (0,22% dan ortiq) konstruktsiyali po'latlar odatda issiqlik bilan ishlangan holatda qo'llaniladi. Kichik qotishma bilan ishlangan o'rta uglerodli po'latlarni payvandlash texnologiyasi o'rta qotishma po'latlarni payvandlash texnologiyasiga o'xshaydi.
Kam qotishma po'latlarni payvandlash xususiyatlari. Kam karbonli po'latlarni payvandlash kam uglerodli konstruktsiyali po'latlarga qaraganda ancha qiyin. Kam qotishma po'latlar payvandlash paytida issiqlik ta'siriga sezgir. Payvandlash jarayonida past qotishma po'lat darajasiga qarab, qattiqlashtiruvchi konstruktsiyalar yoki payvandlangan birikmaning issiqlik ta'sir qiladigan zonasida qizib ketish paydo bo'lishi mumkin.
Issiqlik ta'sirida bo'lgan metallning tuzilishi uning kimyoviy tarkibiga, sovutish tezligiga va metallning tegishli haroratda yashash muddatiga bog'liq bo'lib, unda mikroyapı va don hajmi o'zgaradi. Agar ostenit gipoektektoid po'latda qizdirish yo'li bilan olinadigan bo'lsa (100-rasm), keyin po'lat har xil tezlikda sovutilsa, u holda po'latning kritik nuqtalari kamayadi.
Shakl: 100. Kam uglerodli po'latdan yasalgan ostenit izotermik (doimiy haroratda) parchalanish diagrammasi: A - parchalanish boshlanishi, B - parchalanish oxiri, A 1 - po'latning kritik nuqtasi, M n va M k - ostenitning martensitga aylanishining boshi va oxiri; 1, 2, 3 va 4 - har xil tuzilmalar shakllanishi bilan sovutish tezligi
Sovutishning past tezligida, perlit tuzilishi (ferrit va sementitning mexanik aralashmasi) olinadi. Yuqori sovutish tezligida nisbatan past haroratlarda ostenit tarkibiy qismlarga ajraladi va tuzilmalar - sorbitol, troostit, baynit va juda yuqori sovutish martensit hosil bo'ladi. Eng mo'rt tuzilish martensitikdir, shuning uchun sovutish paytida past qotishma po'latlarni payvandlash paytida ostenitni martensitga aylantirishga yo'l qo'ymaslik kerak.
Payvandlash paytida po'latning, ayniqsa katta qalinlikdagi sovutish tezligi har doim metalni havoda sovutish tezligidan sezilarli darajada oshib ketadi, natijada lehimli po'latlarni payvandlashda martensit hosil bo'lishi mumkin.
Payvandlash jarayonida qotib qoladigan martensitik struktura hosil bo'lishining oldini olish uchun issiqlik ta'sir qiladigan zonaning sovishini sekinlashtiradigan choralar ko'rish kerak - mahsulotni isitish va ko'p qatlamli payvandlash.
Ba'zi hollarda, mahsulotlarning ishlash sharoitlariga qarab, haddan tashqari qizib ketishga yo'l qo'yiladi, ya'ni past qotishma po'latdan yasalgan payvandlangan bo'g'inlarning issiqlikka ta'sir qiladigan zonasi metallida donalarning qo'polligi.
Mahsulotlarning yuqori ish haroratida, sudralishga chidamliligini oshirish (vaqt o'tishi bilan mahsulotning yuqori haroratda deformatsiyasi), payvandlangan bo'g'inda qo'pol taneli tuzilishga ega bo'lish kerak. Ammo juda qo'pol donli metall egiluvchanlikni pasaytiradi va shuning uchun don miqdori ma'lum chegaraga qadar ruxsat etiladi.
Mahsulotlarni past haroratda ishlatganda, sudralib olinadigan narsa chiqarib tashlanadi va mustahkamligi va egiluvchanligini ta'minlaydigan nozik taneli metall konstruktsiya talab qilinadi.
Qotishma po'latlarni payvandlash uchun qoplamali elektrodlar va boshqa payvandlash materiallari tanlanadi, shunda ulardagi uglerod, oltingugurt, fosfor va boshqa zararli elementlarning tarkibi kam uglerodli konstruktsiyali po'latlarni payvandlash materiallariga nisbatan past bo'ladi. Bu payvandlash metallining kristallanish yoriqlariga chidamliligini oshirishga imkon beradi, chunki past qotishma po'latlar ularning hosil bo'lishiga katta moyil.
Kam qotishma po'latdan payvandlash texnologiyasi. 09G2, 09G2S, 10KHSND, 10G2S1 va 10G2B kam qotishma past uglerodli po'latlar payvandlash jarayonida qattiqlashmaydi va qizib ketishga moyil emas. Ushbu po'latlarni payvandlash har qanday issiqlik rejimida, past karbonli po'latni payvandlash rejimiga o'xshash tarzda amalga oshiriladi.
Qo'shimchaning mustahkamligini ta'minlash uchun qo'lda payvandlash E50A tipidagi elektrodlar bilan amalga oshiriladi. Issiqlikka ta'sir qiladigan zonaning qattiqligi va mustahkamligi deyarli asosiy metalldan farq qilmaydi.
Oqim yadroli sim bilan va himoyalangan gazda payvandlashda payvandlash materiallari E50A tipidagi elektrodlar erishgan quvvat darajasida payvandlash metallining mustahkamlik xususiyatlarini ta'minlash uchun tanlanadi.
Payvandlash jarayonida kam qotishma past uglerodli 12GS, 14G, 14G2, 14HGS, 15HSND, 15G2F, 15G2SF, 15G2AF po'latlari qattiqlashtiruvchi mikroyapılarni va payvandlash metallining qizib ketishini va issiqlik ta'sir qiladigan zonalarni hosil qilishi mumkin. Agar payvandlash payvandlangan bo'g'inning sovutish tezligini kamaytirish uchun zarur bo'lgan nisbatan katta issiqlik kiritish bilan amalga oshirilsa, qattiqlashtiriladigan tuzilmalar soni keskin kamayadi. Shu bilan birga, payvandlash paytida metallni sovutish tezligining pasayishi, bu po'latlarda uglerod miqdori ko'payishi sababli payvandlangan metall va issiqlikka ta'sir qiladigan metall donalarining kattalashishiga (haddan tashqari qizishiga) olib keladi. Bu, ayniqsa, 15XSND, 14XGS po'latlari uchun to'g'ri keladi. 15G2F, 15G2SF va 15G2AF po'latlari vanadiy va azot bilan aralashtirilganligi sababli issiqlik ta'sir qiladigan zonada qizib ketishga moyil emaslar. Shu sababli, ushbu po'latlarning ko'pini payvandlash kam karbonli po'latni payvandlashdan ko'ra issiqlik sharoitlarining tor chegaralari bilan cheklanadi.
Payvandlash rejimi juda ko'p miqdordagi qattiqlashtiruvchi mikroyapılar va metallning haddan tashqari qizishi bo'lmasligi uchun tanlanishi kerak. Keyin har qanday qalinlikdagi po'latni atrof-muhit haroratida kamida 10 ° S bo'lgan holda cheklovsiz payvandlashingiz mumkin. Pastroq haroratda 120 - 150 ° C gacha qizdirish kerak, - 25 ° C dan past haroratlarda qattiq metallardan mahsulotlarni payvandlash taqiqlanadi. Katta qizib ketishning oldini olish uchun 15KhSND va 14KhGS po'latlarini payvandlash kam uglerodli po'latni payvandlash bilan taqqoslaganda pastroq issiqlik kiritishida (kichikroq diametrli elektrodlar bilan kamaytirilgan oqim qiymatlarida) amalga oshirilishi kerak.
Ushbu po'latlarni payvandlashda asosiy metall va payvandlangan bo'g'inning bir xil mustahkamligini ta'minlash uchun E50A yoki E55 tipidagi elektrodlardan foydalanish kerak.
17GS, 18G2AF, 35HM va boshqalarning quyi qotishma bilan o'rta uglerodli po'latlarini payvandlash texnologiyasi eritilmagan po'latlarning payvandlash texnologiyasiga o'xshaydi.