MMA qo'lda boshq manbaining batafsil tavsifi. MMA payvandlash asoslari
O'zini malakali dastxatchi bo'lish maqsadini belgilab olgach, metallni termoyadroviy payvandlash bilan bog'liq bo'lmagan ko'plab odamlar muammoga duch kelishdi. Ularning birinchisi payvandlash texnologiyasi - ko'pchilik odamlar ma'lum texnologiyalardan foydalanishning murakkabligi haqida emas, balki asosiy tushunchalarni bilishmaydi.
Nazariy ta'limdagi bo'shliqlarni bartaraf qilmasdan, hatto uy sharoitida ham metallarni payvandlash mumkin emas. O'zingizni ochiqchasiga nikohga olishingiz bilan birga, sizning qurilmangizni talon-taroj qila olasiz va ko'zingizga va qo'llaringizga xavfli jarohat olishingiz mumkin.
Ikkinchi muammo bo'ladi. Bu erda ikkita chegara bor - eng arzon narxni sotib olish, tajriba to'plash siz uchun qimmatroq narsalarni sotib olish va eng qimmat "to'ldirilgan" qurilma tanlash imkonini beradi, bu esa hatto professional barcha funktsiyalarni bajarolmaydi.
Bir oz oldinga qarab, men aytmoqchiman - eng yaxshi tanlov, nafaqat boshlang'ich, avtomatik payvandlash mashinasi MIG MMA. Endi, qisqacha, MIG manba nima, MMA nima va nima uchun qurilma yarim avtomatik deb nomlanadi.
Payvandlashning asosiy turlari
Payvandlash - metallning erish nuqtasidan biroz yuqori bo'lgan haroratda yuz beradigan murakkab jarayon. Payvandlashning o'ziga xos xususiyati metall mahsulotining barcha hajmini isitish emas, balki faqat boshqa qismga ulanadigan qismning chekkasi.
Elektr chiroq bilan isitish uchun eng qulay usul. Bu maxsus qurilma - elektrod va metall majmuasi o'rtasida yaratilgan. Ko'p hollarda elektrod metall kabi eriydi. Birlashtiruvchi qismlarning har ikki qirrasi ham kichik bir oqim yoki eritilgan metallning ko'lmaklashishi bo'lib, bu elektrodning bir butunga birlashib, elektrodning harakatlanishi natijasida soviydi.
Ko'pincha metalning o'zi kuchli aloqaga ega bo'lish uchun etarli emas - qo'shimcha materiallar odatda, qo'shma zonani eriydi va to'ldiradigan simga ishlatiladi. Sovutgandan so`ng payvand bo`ladigan metall, elektrodning bir qismi va hissa moddalar bitta tekisli ipdan iborat - bu metallning o'zi uchun kuchsiz bo`lmagan tikuv.
MMA payvandlash
Eng ko'p ishlatiladigan payvandlash manbai MNA - elektrodni manba paqirchog'ining qo'li bilan ishlaydigan qoplangan elektrodli (Manuel metal arqon) bilan payvandlash. Bu juda murakkab jarayon, bu erda dastmoychi ma'lum bir traektoriyani, elektrod va metall orasidagi masofani saqlashi, haroratni va ulanishning aniqligini nazorat qilishi kerak.
MMA qayerdaligini batafsilroq aytib berishga harakat qilaman. Joriy manba transformator yoki inverteri. Ular ikkita sim bilan bog'langan o'zgaruvchan yoki to'g'ridan-to'g'ri oqim hosil qiladi - biri elektrodga, ikkinchisiga payvandlanadigan qismga. MMA payvandlashning o'ziga xos xususiyati, shuningdek, boshqa manba turlarini yuqori amperga (30-300 yoki undan ortiq amper) va nisbatan kichik kuchlanishga bo'lgan ehtiyoj. Bu sharoitda issiqlikning eng katta miqdori chiqariladi.
MMA payvandlashda elektrod tez-tez qo'shimchani vazifasini bajaradi. Bundan tashqari, eritilgan va asosiy metall bilan aralashtiriladi, taglik metalining kimyoviy tarkibidan biroz farqli qotishma hosil qiladi. Biroq, payvandlangan strukturaning kimyoviy va mexanik xususiyatlarini buzmaslik uchun farq juda katta bo'lmasligi kerak. 
Elektrod - 1-8 mm diametrli va uzunligi 350-400 mm bo'lgan quyi qotishtiruvchi, alaşımlı yoki yuqori alaşımlı po'latdan tayyorlangan metall tayoq. Elektrodlar qaysi metall uchun mo'ljallanganligini ko'rsatadigan harflar bilan belgilanadi. Misol uchun, "U" indeksli elektrodlar uglerodli po'lat uchun va "B" yuqori qotishmalar uchun ishlatiladi. Qalinligi va tuzilishiga maxsus metallni payvand qilish uchun qaysi elektrodni maxsus stollarda topish mumkin. Ulardan biri qoplangan elektrod diametrini tanlash va payvandlash oqimini o'rnatish bo'yicha quyida keltirilgan.
Elektrodlar eritma qismi yuqoridan yuqoridan himoya qilinadigan kompleks struktura bo'lib, u eritilgan metallning atmosferadagi kimyoviy faol gazlar bilan o'zaro ta'sirlanishini va oksidlanishini oldini oladi. Elektr yoyi ta'siri ostida qoplama metallga aylanadi va dumadan osonlik bilan chiqariladi.
Elektrod qoplamalari quyidagilarga bo'linadi:
- kislotali (ko'p miqdordagi bog'langan kislorod, masalan, gematitlar, granitlar, turli xil rudalarni) o'z ichiga oladi. To'g'ridan-to'g'ri va muqobil oqim bilan payvandlash uchun ishlatiladi.
- asosiy (kaltsiy florid, kaltsiy karbonat). Manba paytida ishlatiladi to'g'ridan-to'g'ri oqim teskari polarlik;
- tsellyuloza (oksikelluloza, rutil, ferroalyajlar). U quvurlarni payvandlashda ishlatiladigan ko'plab himoya gazlarni chiqaradi.
- rutil (kaltsiy karbonat, marmar, talk, magnezit, ferro eritmalar). Ular to'g'ridan-to'g'ri va o'zgaruvchan tokda ishlaydi, ular asosan quyi qotishma çeliklarni payvandlashadi.
Elektrodlar GOST 9466-75, GOST 9467-75 * va boshqa standartlarga muvofiq ishlab chiqariladi. 40 turdan ortiq navlari mavjud. Ular barcha modellarning transformatorlari va MMA uchun mo'ljallangan.
MMA qurilmalaridan foydalanish xususiyatlari
MMA mashinalarida ishlaydigan, arqonni yoqish jarayonidan boshlab, uni ushlab turish uchun va ma'lum bir traektoriya bo'ylab simi bilan ishlaydigan payvandchidan katta ko'nikma talab qilinadi. Bunga qo'shimcha ravishda, metallni oldindan aniqlangan chuqurlik va kenglikda eritib, uni yoqib yubormaslik va maydalanmagan zonalarga ruxsat berish kerak emas.
Yangi boshlanuvchilar uchun juda oson manba invertori MIG MMA buyumlarni qoplangan elektroddan emas, balki yarim avtomatik rejimda payvandlash zonasiga kiruvchi maxsus simni ishlatadigan qurilma. Resurschining tutqichning tirnoqini bosishi uchun etarli - payvand choki zonaga oqim kuchiga proportsional tezlikda harakat qiladi. Qaynoq yoqish mashinasi faqat burilishni yo'l yoqasiga olib kelishi mumkin.
Professional manba uskuna MIG MMA ham yangi boshlovchi va professional uchun eng yaxshi tanlovdir. Magistralning ehtiyojiga qarab, har ikkala transformator va invertorni ham o'rnatishingiz mumkin. Biroq, dastlabki manbalarga ko'ra, invertorlar juda qulay va ulardan foydalanish osonroq.
Payvandlash invertorlarini turli maqsadlar uchun ishlatish bir necha turdagi payvandlash usullarini ishlab chiqish zaruriyatiga olib keldi. Eng ko'p ishlatiladigan usul - qoplangan elektrodli manba (inglizcha abbreviatura MMA). Argon-arc variant (TIG) kamroq ishlatiladi, lekin u ham mashhurdir.
MMA rejimida ishlash uchun elektrotlar kerak bo'ladi, ular iste'mol qilinadigan joyga almashtiriladi. Uchun argon boshq manbai talab qilinadi gaz o'choq, argon balon va olovga bardoshli volfram elektrodlari.
TIG payvandlashning afzalliklari - bu to'liq ishlash qobiliyati juda nozik dizaynlashtirilgan va rangli metallardan olingan mahsulotlar. Olingan tikuv aniqroq, va payvandlash o'zini kamroq energiya talab qiladi.
Kamchiliklari bilan bog'liq noqulay uskunalar va ishlashni yakunlashning imkoni yo'q katta konstruktsiyalar. Ko'pchilik payvandlash inverterlari birlashtirilib, har ikkala usulni ham qamrab oladi.
MMA manbaiga ruxsat beruvchi qurilmalar
Dnepr-M mini-MMA 250
Sarlavha "Mini" tananing o'lchamlarini qisqartiradi. İnvertorning narxi taxminan 160 dollarni tashkil etadi - bunday qurilmalar uchun kamtarlik bilan.
Katta quvvat zahirasi qalin metallni payvandlash va kesish uchun asboblarni (8-10 mm gacha) foydalanishga ruxsat beradi.
- manba oqimi - 20-250 A, PN (yuklash davomiyligi) maksimal oqimda - 60%. Haddan tashqari oqim qiymatlari sizga to'liq elektrodlarni 1,6 dan 5,0 mm gacha ishlash imkonini beradi;
- ishlaydigan kuchlanish - 187-253 V (220 V ± 15%). Ushbu intervalli eng ichki, jumladan shahar atrofidagi elektr tarmoqlarida ishlashga imkon beradi;
- maksimal quvvat sarfi - 4.2 kVt. Ba'zi manbalar deyarli ikki barobar qiymatni beradi - har ikkala parametr ham amal qiladi va farqlar muayyan misolning chiqish sanasida bo'ladi. To'g'ri, siz sotib olganingizda uskunadagi pasportdan o'rganishingiz mumkin;
- og'irligi va hajmi - 4.8 kg va 371 × 155 × 295 mm. Qurilma juda ixcham va qulay o'tkazish uchun.
Prof. MMA 205
U eng qimmat monofunktsional invertorlardan biriga kiradi. Uning o'rtacha chakana narxi $ 230. Shu kabi narxdagi uskunalarning aksariyati ikkinchi TIG rejimi bilan jihozlangan.

Qurilmaning afzalliklari juda barqaror va yuqori sifatli ish.
Kamchiliklari normal voltajda ishlash bilan bog'liq - 195 V ga pasayishi noto'g'ri ishlashga olib keladi.
İnvertorning texnik xususiyatlari:
- manba oqimi - 10-210 A, PN - 60%. IP 23S elektr muhofazasi sinfining kombinatsiyasi (siz nam xonalarda yoki tumanlarda ishlamoqchi bo'lishingiz mumkin) va katta MON bu qurilmani professional darajada qo'llaydi;
- ishlaydigan kuchlanish - 198-242 V (220 V ± 10%). Kichik bir qator mamlakatdagi barqaror ishni ta'minlamaydi, lekin shaharni ta'mirlash uchun mos keladi qurilish ishlari;
- maksimal kuch - taxminan 4,5 kVt;
- og'irligi va hajmi - 4,7 kg va 305 × 114 × 202 mm.
MMA va TIG usullari kombinatsiyasi bilan payvandlash inverteri
Qiymati 200 dollardan yuqori bo'lgan qurilmalarning aksariyati argon-arqona payvandlash imkoniyatiga ega. Operatsiyani bajarish uchun zarur bo'lgan bruska va tsilindr odatda standart uskunaga kiritilmagan. Qurilmalarning ayrim vakillik modellari quyida ko'rsatilgan.
EDON MMA-205
TIG funksiyasi bilan eng arzon inverter. Qurilmaning narxi 110-120 dollardan oshmaydi.

Juda kam narx ishlab chiqarish sifatiga ta'sir qildi - agar MMA rejimida ishlash qoniqarli bo'lsa, u holda argon boshq manbai juda beqaror va orqaga qaytish vazifasini bajaradi.
- manba oqimi - 20-200 A, PN - 60%. PNni maksimal darajadagi amaliyot bilan ta'minlash odatda avtomatik qizib ketishdan himoyalashga olib keladi;
- ishlaydigan kuchlanish - 198-242 V (220 V ± 10%). Tor oralig'i dastur doirasini cheklaydi. "Tozalangan" tarmoqlarda kuchli voltaj regulyatorlaridan foydalanish kerak;
- vazni va hajmi - 8 kg va 485 × 240 × 340 mm. Umumiy o'lchovlar boshqa inverterlardagiga nisbatan bir yarim baravar yuqori.
RESANTA SAI 220
Eng noaniq namunalardan biri. payvandlash uskunalari, operatsion ishonchliligi bo'yicha ko'plab bahs-munozaralarga sabab bo'ldi. Qurilmaning narxi keng turlicha bo'lib, o'rtacha qiymati 270 dollarni tashkil qiladi.

Foydalanuvchi sharhlari orasida ham salbiy, ham ijobiy sharhlar mavjud. Buning sababi, qurilmaning yuqori tarqalishi va uning sabablari katta bo'lganligi sabab bo'lishi mumkin.
Texnik parametrlar modellar:
- manba oqimi - 10-220 A, PN - 40%;
- ishlaydigan kuchlanish - 154-242 V (220 V + 10%; 30%). Past kuchlanish sharoitida ishlash qobiliyati inverterni deyarli barcha tarmoqlarda ishlashiga imkon beradi;
- quvvat iste'moli - 6,6 kVt;
- og'irligi va hajmi - 4,9 kg va 310 × 130 × 190 mm. O'lchovlar va past og'irlik bu kabi kuchning ayrim klonlariga qaraganda qurilmani yanada qulayroq qilish imkonini beradi.
Elitech MMA / TIG AIS 210
An'anaviy va argon-arq konstruktsiyalarining funktsiyalarini muvaffaqiyatli amalga oshirish. Qurilmaning qo'shimcha afzalligi an'anaviy ommaviy qurilmalar to'plamiga kamdan kam qo'shilgan (3 m gacha) kuch kabellari.

Har ikki rejimda ishlash uchun ishonchlilik parametrlarining ortishi va bir xil muvofiqligi inverterni ishlatish imkonini beradi professional faoliyat xususiy mulkdorlar va yirik qurilish tashkilotlari.
Jihozning qiymati taxminan 330 dollar.
İnvertorning texnik parametrlari:
- manba oqimi - 10-200 A, PN - 60%;
- ishlaydigan kuchlanish - 187-253 V (220 V ± 15%);
- quvvat iste'moli - 9,5 kVt dan oshmasligi kerak. Oldingi modellarga nisbatan yuqori qiymat - barqarorlik va ishonchlilik uchun narx;
- og'irligi va hajmi - 7,3 kg va 415 × 135 × 240 mm. Parametrlar o'rtacha qiymatdan biroz kattaroqdir, ammo ular uzoq muddatli ish uchun ma'quldir.
Xulosa
TIG usulining qo'shimcha afzalliklariga qaramasdan, uy foydalanish uchun majburiy emas.
Gaz ballonli uskunaning qo'shimcha sarf-xarajatlarini hisobga olgan holda, kombinatsiyalangan funktsiyalari bilan invertorlar faqat optimaldir - bitta servis stantsiyani argon-arqon payvandlashsiz amalga oshira olmaydi.
MMA / TIG rejimlarini qo'llab-quvvatlaydigan qurilmani tanlashda siz modelning operatsion tarixini o'rganishingiz kerak - foydalanuvchi sharhlari eng maqbul baholash mezonlari.
Shu kabi materiallar.
 MMA payvandlash qo'lda metall arqon, rus tilida - qo'lda ishlangan payvandlash bilan qoplangan elektrodli. Birinchi marta bu payvandlash texnologiyasi 19-asrning oxirida Rossiyada NG tomonidan ishlab chiqilgan. N.N.ning rivojlanishi va g'oyalarini oladigan Slavyanov. Bernados ularga katta o'zgarishlar kiritdi. Eng muhimi, sarflanmaydigan uglerod elektrodlari o'rniga metall yulg'ichli roddan foydalanish edi. Bir necha yil o'tgach, 20-asrning boshlarida Shveytsariyalik O. Kjellberg qoplangan elektrod bilan payvandlash texnologiyasini ishlab chiqdi, elektrodga bir qoplamaning mavjudligi elektrod manbaini qo'llash sohasini sezilarli darajada kengaytirish imkonini berdi. Keyinchalik ingliz A. Stromenger tayoqni oldi, u elektrodlarni qoplashni sezilarli darajada yaxshilab oldi, bu unga havodan havoni ishonchli himoya qilishga imkon berdi. Endi qoplangan elektrodlar jahon miqyosida ommalashib ketgan va MMA payvandlash jarayoni uchun asosiy sinonimga aylangan.
MMA payvandlash qo'lda metall arqon, rus tilida - qo'lda ishlangan payvandlash bilan qoplangan elektrodli. Birinchi marta bu payvandlash texnologiyasi 19-asrning oxirida Rossiyada NG tomonidan ishlab chiqilgan. N.N.ning rivojlanishi va g'oyalarini oladigan Slavyanov. Bernados ularga katta o'zgarishlar kiritdi. Eng muhimi, sarflanmaydigan uglerod elektrodlari o'rniga metall yulg'ichli roddan foydalanish edi. Bir necha yil o'tgach, 20-asrning boshlarida Shveytsariyalik O. Kjellberg qoplangan elektrod bilan payvandlash texnologiyasini ishlab chiqdi, elektrodga bir qoplamaning mavjudligi elektrod manbaini qo'llash sohasini sezilarli darajada kengaytirish imkonini berdi. Keyinchalik ingliz A. Stromenger tayoqni oldi, u elektrodlarni qoplashni sezilarli darajada yaxshilab oldi, bu unga havodan havoni ishonchli himoya qilishga imkon berdi. Endi qoplangan elektrodlar jahon miqyosida ommalashib ketgan va MMA payvandlash jarayoni uchun asosiy sinonimga aylangan.
Qoplangan elektrod bilan payvandlash jarayoni quyidagicha: elektrodning oxiri va payvandlanadigan qismning metall yuzasi o'rtasida payvandlash chizig'i yonadi, elektrod va uning qismini eritib, shu bilan havzali havzani hosil qiladi. Elektrod chizig'ini va qoplamani bir vaqtning o'zida eritishi bulut hosil qiladi himoya gaz va manba havosini atmosferada gazlarga ta'sir qilishdan himoya qiluvchi cüruf mavjud. Bo'lak sovutadi va qattiqlanadi, keyin uni payvandlash yuzasidan yasaladi. MMA payvandi elektrod juda tez eriydi va ishni davom ettirish uchun elektrod ushlagichida yana birini o'rnatishni talab qilgani uchun, nisbatan kamroq payvand uzunligi bilan ajralib turadi. Qoplangan elektrod bilan payvandlash nisbatan qiyinlashtirilmagan manba turi hisoblanadi, ammo chuqur yaxshi payvand qilish uchun pastki payvand chuqurligidan kelib chiqqan holda uni dastlabki ishlov berish moslamasidan jiddiy qobiliyatlarni talab qiladi.
Elektrod turlarini
Yoyning barqarorligi, penetratsion chuqurlik, eritilgan metall miqdori va turli mekansal joylashuvlarda ishlash qobiliyati elektrod qoplamining kimyoviy tarkibiga juda bog'liq. Barcha elektrodlar ajratilgan uchta asosiy guruh mavjud:
Tsellyuloza
Rutil
Asosiy
Tsellyuloza elektrodlari qoplamada katta miqdordagi tsellyuloza mavjud bo'lib, chuqur penetrali yoyga ega va tez elektrod eritmasini ta'minlaydi, bu esa yuqori tezlikda payvandlash. Ushbu turdagi elektrod har qanday makon holatida payvandlash uchun ishlatilishi mumkin, ba'zida esa cürufni olib tashlash qiyin bo'lishi mumkin.
Tsellyuloza elektrodlarining asosiy xususiyatlari:
har qanday bo'shliqqa chuqur kirib borish
juda yaxshi mexanik xususiyatlarga ega
yuqori darajadagi vodorod evolyutsiyasi, bu isitish sohasida yoriqlar keltirib chiqarishi mumkin
Rutil elektrodlarda qoplamada katta miqdorda rutil (titanium oksidi - TiO2) mavjud. Rutil oson yong'inga olib kelishi va kamon nazoratini ta'minlaydi. Ular yaxshi elektrodlardir payvandlash ishlari. Barcha mekansal joylarda ishlash uchun foydalanish mumkin.
Rutil elektrodlarning asosiy xususiyatlari:
payvandlash metallining o'rtacha mexanik xususiyatlari
yaxshi tikuv shakli
cüruf osonlik bilan tozalanadi
Asosiy elektrodlarda qoplamada katta miqdordagi kaltsiy karbonat (kalker) va kaltsiy floridi (fluorosin) mavjud. Ushbu elektrodlar payvandlash metallining tezlashuvi bilan ajralib turadi, bu ular vertikal va shipli joylarda payvandlash ishlarini bajarishda ularni yaxshi echimga aylantiradi. Ushbu turdagi elektrodlar payvandlash, mexanik xususiyatlar va yoriqlar paydo bo'lishiga chidamliligi yuqori va yuqori talablarga ega bo'lgan o'rta va og'ir metall konstruktsiyalarini payvandlashda ishlatiladi.
Asosiy elektrodlarning asosiy xususiyatlari:
payvandlash metallida vodorodning kam miqdori
yuqori manba oqimi va ish tezligi talab qilinadi
nisbatan qiyin bo'lgan cüruf olib tashlash
Joriy manbalar
Elektrodlar alternativ (AC) va to'g'ridan-to'g'ri (manba) manba oqimini ishlab chiqaruvchi qurilmalar bilan payvandlash uchun ishlatilishi mumkin. To'g'ridan to'g'ri oqim uchun payvandlash uchun mo'ljallangan barcha elektrodlar alternativ oqim ustida ishlash uchun ishlatilishi mumkin emas, alternativ oqim uchun elektrodlar universal va manba va to'g'ridan-to'g'ri oqim uchun javob beradi. MMA payvandlash payvandlash moslamasi (DC), payvandlash transformatorlari (AC), payvandlash inverteri (DC) uchun payvandlash manbalari.
Agar qiziqsangiz
MMA - qo'lda boshq manbai uglerod va zanglamaydigan po'latlarni payvandlash uchun ishlatiladigan qoplangan elektrodlar. Karbonli po'latdir (AC) va to'g'ridan-to'g'ri (shahar) oqimlari bilan to'g'ridan-to'g'ri oqim bilan zanglamaydigan po'latdir bilan payvandlanadi.
Manzoda boshq manbai (bir tur sifatida elektr boshq manbai) Rossiya va dunyoning aksariyat sohalarida mavjud. Manzoda payvandlash (RDS) - bu juda ko'p qo'llaniladigan eng qadimgi elektr payvandlash usuli. Bugungi kunda yuzlab navlari muvaffaqiyatli sotilmoqda, zamonaviy kasblarni egallab turuvchi, zamonaviy kasblarni egallashga katta hissa qo'shgan Ewm Pico, BlueWeld Prestige, Weldo Arc kompaniyasining savdosi bilan bir qatorda, elektrotlar. Qotishtiruvchi qo'shimchalar bilan elektrodlarni o'z ichiga oladi, qo'l manbaini payvandlash uchun zarur bo'lgan payvand chidamliligini oshiradi.
Manzoda payvandlash texnologiyasi juda oson. Manzoda boshq manbai qoplangan sarflanadigan elektrod bilan payvandlanadi. Manuel elektr payvoni ko'pincha temir qotishmalarni (masalan, temir konstruktsiyalarda), kema qurish va sanoatda, shuningdek ta'mirlash va ta'mirlashda ishlatiladi. Qo'l elektr arqon manbai bir necha afzalliklarga ega. Birinchidan, uzoq foydalanish ehtimoli tufayli yuqori manevrlik payvandlash kabellari. Qurilish va qurilish ishlari davomida bu juda muhim: bugungi kunda bu yerda qo'lda payvandlash ko'pincha ishlatiladi. Manuel elektr payvandlash uchun payvandlash uskunalari ko'chirilishi mumkin va juda soddadir va ko'plab elektrod turlarini deyarli har qanday turdagi materiallarga elektr manbaini payvand qilish uchun eng yaxshi variantni tanlashga imkon beradi.
Shu bilan birga, invertor payvandlash bilan solishtirganda (foydalanish inverter manbai quvvat manbai) qo'lda payvandlash An'anaviy quvvat manbai bir qator aniq nuqsonlarga ega. Bu past samaradorlik va manba sifatini to'g'ridan-to'g'ri dastlabki ishlov berish texnologiyasining sifatiga bog'liqligi va jarayonning past gigienik xususiyatlari. Resurs mashinasi inverter juda yaxshi texnik xususiyatlari. Inverter mashinalarida impulsli payvandlash imkoniyati mavjud.
Resurs inverteri savdosi eng ko'p uchraydigan narsa, chunki ularga bo'lgan talab aql bovar qilmaydi. Resurs inverteri savdosi eng ko'p uchraydigan narsa hisoblanadi, chunki ular uchun talab juda oddiy va juda ko'p iste'molchi payvand choklarini sotib olishni istaydi. İnverter birlikning asosiy plyusi uning ixchamligi. İnvertör manbai uzoq vaqt davomida ishlab chiqilgan, ammo bugungi kunda inverter birligi texnologik jihatdan ilgari surilgan payvandlash uskunalari. Biroq bugungi kunda texnologiya deyish mumkin emas inverter manbai kam texnologik quvvat manbalaridan foydalangan holda butunlay almashtirildi.
Resurs inverteri savdosi yigirma yil avval bizning mutaxassisligimiz bo'ldi. Sizning qurilmangizni taklif qilsak, uning sifatiga kafolat beramiz. Istagan har bir kishi, EWM manba inverterini sotib olishi mumkinligini bilishingizni istaymiz. Bizning biznes obro'imiz bilan tasdiqlangan sifat.
MMA payvandlash usulining batafsil tavsifi
MMA (qo'lda metall ariq) - tayoq (qoplangan) elektrotlar bilan qo'lda boshq manbai. Sovet texnik adabiyoti odatda RDS qisqartmasidan foydalangan.
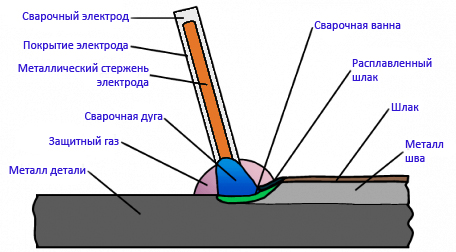
Usulning mohiyati. Elektrod va payvandlangan mahsulotni shakllantirish va saqlab turish payvand choki DC yoki AC manba oqimi manba oqim manbalaridan beriladi (1-rasm). Yassi elektrodning metall yadroini, uning qoplamasini va asosiy metallni eritadi. Elektrodning eritilgan metall rodi jism bilan qoplangan individual damlacıklar shaklida manba hovuziga o'tadi. Resurs havuzunda elektrod metal mahsulotning eritilgan metalliga (asosiy metall) aralashtiriladi va eritilgan shlak yuzaga suzadi.
Asosiy metall eritib yuborilgan chuqurlikka kiruvchi chuqurlik deyiladi. Bu payvandlash rejimiga (payvandlash oqimining kuchlanishi va elektrod diametri), payvandlashning kengaygan joyiga, mahsulot yuzasiga arqonlar tezligiga (payvand choki va boshqasi payvandlash yo'nalishi bo'ylab oldinga siljish va teskari burilishlar), payvand chokning dizayni, payvandning shakli va o'lchamlariga bog'liq. qirralar va boshqalar. Resurs havuzining o'lchamlari payvandlash rejimiga bog'liq bo'lib, odatda 7 mm gacha bo'lgan chuqurliklar, 8 ... 15 mm kengligi, uzunligi 10 ... 30 mm. Resurs metallini shakllantirishda asosiy metallning ulushi odatda 15-35% ni tashkil qiladi.
Erigan eritilgan elektrod sirtidagi faol nuqtadan payvand chokining sirtidagi boshqa faol burchakka masofa yoy uzunligi deb ataladi. Eritadigan elektrod qoplamasi arqon atrofidagi gaz havosini va manba hovuzining ustki qismini tashkil etadi, bu esa havoni payvandlash zonasidan tashqariga itarib, eritilgan metall bilan ta'sir qilishiga to'sqinlik qiladi. Gaz atmosferasida asosiy va elektrod metallar va qotishma elementlari juftlari mavjud. Elektrod metall tomchilarini va manba havzasining eritilgan metallini qoplagan qopqoq ularni havoga tegmasdan himoya qiladi va eritilgan metall bilan metallurgik o'zaro ta'sirlarda qatnashadi.
Yassi singari manba po'latining metallini kristallashtirish manba qilingan qismlarni bog'lovchi tikuv shakllanishiga olib keladi. Arkada tasodifiy tanaffuslar yoki elektrodlarni o'zgartirganda, payvand chokining metalining kristallashishi payvandlash krateri shakllanishiga olib keladi (manba pardasi tashqi yuzasi kabi shakllanadi). Sertleşen cüruf, manba yuzasida cüruf qobig'i hosil qiladi.
 Shakl. 1 Qoplangan metall elektrodli qo'lda boshq manbai(o'q o'qqa tomon yo'nalishini ko'rsatadi): 1 - metall rod; 2 - elektrod qoplamasi; 3 - gaz gazining atmosferasi; 4 - payvandlash vannasi; 5 - qattiqlashadigan cüruf; 6 - kristallashtirilgan payvandlash metall; 7 - asosiy metall; 8 - eritilgan elektrod metall tomchilari; 9 - kiruvchi chuqurlik
Shakl. 1 Qoplangan metall elektrodli qo'lda boshq manbai(o'q o'qqa tomon yo'nalishini ko'rsatadi): 1 - metall rod; 2 - elektrod qoplamasi; 3 - gaz gazining atmosferasi; 4 - payvandlash vannasi; 5 - qattiqlashadigan cüruf; 6 - kristallashtirilgan payvandlash metall; 7 - asosiy metall; 8 - eritilgan elektrod metall tomchilari; 9 - kiruvchi chuqurlik
Elektrod ushlagichidagi manba oqimi elektrodning metall rodidan oqib chiqqani uchun novda isitiladi. Bu isitish juda katta bo'lsa, rod manba oqimi orqali oqim qancha ko'p bo'lsa va ikkinchisining kattaligi qanchalik katta bo'lsa. Payvand chaynash boshlanishidan oldin metall rod atrofdagi havo haroratiga ega va elektrodning erishi oxirida harorat 500 ... 600 ° S ga ko'tariladi (qoplamadagi organik moddalar miqdori 250 ° S dan yuqori bo'lmasa). Bu esa, elektrodning (eritilgan elektrod metallining miqdori) boshning va oxiridagi erish miqdori har xil bo'lishiga olib keladi. Taglik metallining penetratsion chuqurligi, shuningdek, manbadan olingan havuzdaki suyuq metall qatlami ichidan yoy boshqadan taglik metaliga o'tishning o'zgarishi tufayli o'zgarib turadi. Natijada, payvand metalining shakllanishida ishtirok etadigan elektrod va asosiy metallarning fraktsiyalari nisbati va shu sababli bir elektrod tomonidan hosil qilingan payvand metalining tarkibi va xususiyatlari o'zgaradi. Bu qoplangan elektrodlar bilan qo'lda boshq manbai dezavantajlardan biri hisoblanadi.
Arkning tutashishi va parvarishi. Arkning olovlanishidan (qo'zg'almasdan) oldin elektrod turiga, payvandlashning kengaygan holatiga, payvandlangan qo'shimchalarning turiga va boshqalarga bog'liq bo'lgan payvandlash oqimining zarur chidamliligi aniqlanishi kerak. Bir usulda elektrod metallga tegib, kerakli chuqur uzunligiga tez tortilgunga qadar mahsulot yuzasiga vertikal holda olib kelinadi. Boshqa tomondan, elektrod tez-tez metall yuzaga "uriladi". Yakkumlanishning bir yoki bir boshqa usulini qo'llash manba shartlariga va dastgohchining mahoratiga bog'liq.
Yassi uzunligi elektrodning markasi va diametriga, payvandning masofaviy joylashuviga, payvandlangan qirralarning kesilishiga va boshqalarga bog'liq. Yoyning uzunligini ko'paytirish payvandlash manbasini sifatli oksidlanish va nitridatsiyadan kelib chiqqan holda sifatini pasaytiradi, parchalanish va parchalanish natijasida metall yo'qotilishini oshiradi, taglik metallning penetrasyon chuqurligini pasaytiradi. Bundan tashqari, tikuv ko'rinishini yomonlashtiradi.
Jarayon davomida dastani elektrodni odatda kamida ikki yo'nalishda harakat qiladi. Birinchidan, uning elektrodini elektrodning erishi tezligiga qarab, kamon uzunligini saqlab turadigan bir kamonga elektrodni uzatadi. Ikkinchidan, elektrodni tikish yoki payvandlash yo'nalishi bo'yicha harakat qiladi. Bunday holda tor kengligi hosil bo'ladi, uning kengligi payvandlash oqimining kuchiga va mahsulotning yuzasi bo'ylab chuqur harakat tezligiga bog'liq. Dar iplar odatda payvand choklari bilan payvandlanganda, nozik choyshablar payvandlangan va shunga o'xshash holatlarda qo'llaniladi.
To'g'ri tanlangan elektrod diametri va payvandlash oqimining kuchi bilan, chandiqning harakat tezligi manba sifatiga katta ahamiyatga ega. Kattalashgan tezligi bilan, kamon asosiy metalni sayoz chuqurlikda eritadi va penetratsiyali hosil bo'lishi mumkin. Past tezlikda, magistral issiqlikning ortiqcha kattalikdagi asosiy uskuna ichiga kirganligi sababli, ko'prik hosil bo'ladi va eritilgan metall manba hovuzidan oqib chiqadi. Ba'zi hollarda, misol uchun, zambilda payvandlashda eritilgan elektrod metallining suyuq qatlamini arqonda ko'tarilgan qalinligining shakllanishi, aksincha, penetratsiya hosil bo'lishiga olib kelishi mumkin.
Ba'zan payvandlovchi elektrodni payvand choki bo'ylab harakatlantirishga to'g'ri keladi, shuning uchun taglikning metallini va payvand chokining kirish chuqurligini olish uchun chokning issiqlik taqsimlanishini payvand choki bo'ylab o'rnatadi. Asosiy metallning kirib borishi chuqurligi va payvand choki asosan payvand chizig'i tizmasiga nisbatan doimiy chastotali va amplitudali elektrodning transvers o'qlarini ta'siriga bog'liq (2-rasm). Elektrodning oxiri traektoriyasi payvandlashning payvandlash holatiga, payvandchining qirralari va qobiliyatiga bog'liq. Transversiy vibratsiya bilan payvandlashda kengroq boncuk olinadi, penetratsion shakli elektrodning oxirini transvers vibratsiyasining traektoriyasiga bog'liq, ya'ni. dazmol issiqligining asosiy metallga kiritilishi shartlari. Payvand chizig'i oxirida - kamonning qirrasi mos ravishda kraterni pishirishi kerak.
Krater metall kristallanishning oshganligi sababli eng ko'p miqdorda zararli moddalarni o'z ichiga olgan zonadir, shuning uchun bu erda yoriqlar paydo bo'lishi mumkin. Payvandlash tugagach, elektrodni mahsulotdan keskin ravishda chiqarib olish uchun kamonni sindirmang.
Elektrodning barcha harakatlarini to'xtatish va kamonni asta-sekin kengaytirish kerak; bir vaqtning o'zida erigan elektrod metall kraterni to'ldiradi. Kam karbonli po'latni payvandlashda krater ba'zan tikuvdan taglik metallga chiqariladi. Agar arqonda tasodifiy tanaffuslar yoki elektrodlar o'zgarganda, kraxerin oldida hali eriymaydigan taglik metal ustida qo'zg'aysan bo'ladi va keyinchalik kraterda metall eritiladi.
 Shakl. 2. Kengaygan rulolarni qo'l bilan burama qilishda elektrodning oxiri harakatining asosiy traektoriyalari.
Shakl. 2. Kengaygan rulolarni qo'l bilan burama qilishda elektrodning oxiri harakatining asosiy traektoriyalari.
Dikişin uzunligiga qarab, payvandlangan materialning xususiyatlari, aniqlik va sifat talablari payvandlangan bo'g'inlar Payvandlash turli yo'nalishlarda amalga oshiriladi. Shakl. Shakl 3 shunday manba sxemasini ko'rsatadi. Eng oddiy qisqa tikuvlar.
 Shakl. 3. Tikmalar turlari
Shakl. 3. Tikmalar turlari
1 - bitta qatlamli tikuv; 2 - ko'p qatorli tikuv; 3 - ko'p qatlamli tikuv.
Harakat harakat - boshidan boshlab oxirigacha. Agar tikuv uzoqroq bo'lsa (keling, uni o'rta uzunlikdagi tikuv deb ataymiz), keyin payvandlash o'rta nuqtadan oxirigacha (teskari yo'l) ketadi. Agar katta uzunlikdagi bir tikuv pishirilsa, u ham teskari, ham tasodifiy tarzda bajarilishi mumkin. Bir xususiyat, agar teskari qadam usulidan foydalanilsa, barcha tikuv kichik qismlarga bo'linadi (har biri 200-150 mm) va payvandlash paytingizning har bir qismida payvandning umumiy yo'nalishiga teskari yo'nalishda amalga oshiriladi.
"Hill" yoki "kaskad" katta yuk va katta qalinlikdagi tuzilishga ega bo'lgan konstruktsiyalarni tikishda ishlatiladi. 20-25 mm qalinligida volumetrik stresslar paydo bo'ladi va yorilish xavfi mavjud. Slayd bilan payvandlashda payvandlash zonasi har doim issiq holatda bo'lishi kerak, bu yorilish ko'rinishini oldini olish uchun juda muhimdir.
Bir xil "slayd" manbai - "kaskadli" manba.
Kam karbonli po'latni payvandlashda, har bir payvand choki payvandlash oqishiga qarab 3-5 mm qalinlikda bo'ladi. Misol uchun, 100A oqimida, arqon metallni taxminan 1 mm chuqurlikda eritadi, pastki qatlam metall esa nozik taneli strukturani hosil qilish uchun 1 dan 2 mm gacha chuqurlikda issiqlik bilan ishlovga tortiladi. Bilan manba oqimi 200A oralig'ida, qatlamlangan qatlamning qalinligi 4 mm ga oshadi va pastki qavatdagi issiqlik ishlovi 2 - 3 mm chuqurlikda sodir bo'ladi.
 Shakl. 4 Manba naqshlari.
Shakl. 4 Manba naqshlari.
1 - payvandlash payti; 2 - o'rtasidan qirralarga payvandlash; 3 - teskari bosqichda payvandlash; 4 - blokli payvandlash; 5 - kaskadli payvandlash; 6 - slaydni payvandlash
Ildiz tikuvining nozik taneli strukturasini olish uchun, bu uchun 100A oqimida 3 mm diametrli elektrodni ishlatib, payvandlash rolini qo'llash kerak. Bundan oldin, ildiz tikuvni yaxshi tozalash kerak. Drenajning yuqori qatlamida tavlanuvchi (dekorativ) qatlam qo'llaniladi. Ushbu qavatning qalinligi 1 - 2 mm. Ushbu qavatni diametri 5 - 6 mm bo'lgan, 200-300 A gacha bo'lgan elektrod yordamida olish mumkin.
Tikuvning oxiri. Payvandlash oxirida dumaloqning oxirida yoyni sinishi to'g'ri ravishda kraterni buzish kerak. Krater eng katta miqdorda zararli moddalarni o'z ichiga olgan zonadir, shuning uchun yorilish eng katta ehtimollikdir. Payvandlash tugagach, elektrodni mahsulotdan keskin ravishda chiqarib olish uchun kamonni sindirmang. Elektrodning barcha harakatlarini to'xtatish va kamonni asta-sekin kengaytirish kerak; bir vaqtning o'zida erigan elektrod metall kraterni to'ldiradi.
Kam karbonli po'latni payvandlashda krater ba'zan tikuvdan taglik metallga chiqariladi. Agar temir payvandlanadigan bo'lsa, u söndürme inshootlarining shakllanishiga moyildir, kraterni yorilish ehtimoli tufayli yo'nalishga kiritish mumkin emas.
To'g'ridan-to'g'ri teskari polarizatsiya bilan payvandlashda payvand chuqurligi to'g'ridan-to'g'ri polaritik to'g'ridan-to'g'ri oqim bilan solishtirganda 40-50% ga ko'pdir, bu anod va katodda chiqarilgan har xil issiqlik miqdori bilan izohlanadi. O'zgaruvchan tok bilan payvandlashda payvand choki to'g'ridan-to'g'ri teskari polaritik bilan payvandlash jarayoniga nisbatan 15-20% qisqaradi. Elektrodning diametri payvandlanadigan metallning qalinligi, payvandlash ishlarining holati, shuningdek, qo'shma turdagi va payvandlash uchun tayyorlangan qirralarning shakliga qarab tanlanadi. Pastki holatida qalinligi 4 mm gacha bo'lgan po'lat arqonlar bilan payvandlangan paychalar elektrodning diametri odatda payvandlash metallining qalinligi bilan tenglashtiriladi. Qalinroq po'latni payvandlashda 4-6 mm diametrli elektrodlar qo'llaniladi, shu bilan birga uning qismlari birlashtiriladi va tegishli tikuv shakllanishi ta'minlanadi. Stress, asosan, tikuvning kengligini aniqlaydi. Penetratsion stressning chuqurligi juda kichik ta'sirga ega. Agar payvandlash tezligi ortib borayotgan kuchlanish bilan oshirilsa, payvandlash kengligi pasayadi. Oqimning quvvati asosan elektrodning diametriga, shuningdek, ishlaydigan qismining uzunligiga, qoplama tarkibiga va payvandlash holatiga bog'liq. Oqim qanchalik katta bo'lsa, ishning natijasi qanchalik baland bo'lsa, demak, ko'proq metal biriktiriladi. Biroq, agar ma'lum bir elektrod diametri uchun haddan tashqari yuqori bo'lgan bo'lsa, elektrod ruxsat etilgan chegaraning ustida tezlik bilan isitiladi, bu esa payvandning sifatini pasayishiga va chayqalishni kuchayishiga olib keladi. 5-rasmda qopqoqdagi payvandlash manbalari uchun, dastlabki payvandlash paychalarining va po'lat armatura bilan misni olib tashlash mumkin bo'lgan qoplamali payvandlash sxemasi ko'rsatilgan.
 5-rasm. Payvandlash payvandlarini payvandlash.
5-rasm. Payvandlash payvandlarini payvandlash.
1 - "og'irligi bo'yicha" payvandlash manbalari; 2 - mis qoplamali payvandlash (olinadigan); 3 - po'lat astar ustida qolgan payvandlash; 4 - dastlabki va payvandlash payi bilan payvandlash.
Landshaft, vertikal va shipning bo'g'inlari erigan metall qochqin ehtimoli juda yuqori, chunki tomchilar tushib ketadi. Buning oldini olish uchun payvandlash juda qisqa arqon bilan amalga oshirilishi kerak. Bunga qo'shimcha ravishda, elektrodning teskari burilishlari kerak bo'ladi.
Er osti metall qatlamini manba hovuzida ushlab turish uchun sirt kuchlanish quvvati biriktirilgan materialning massasini ushlab turishi kerak. Va bu massa qanchalik kichik bo'lsa, bu kuch (film) tomonidan ushlab turilishi ehtimoli katta. Bunga quyidagi usulda erishish mumkin: elektrodning oxiri eritilgan metall qisman kristallanishiga imkon beradigan vaqti-vaqti bilan hammomdan uzib tashlanishi kerak. Keyinchalik kam diametrli elektrodlarni (10 yoki 20%) va kam oqimni qo'llang. Bularning barchasi payvand chokining kengligida pasayishiga olib keladi. Shiftga ulanish uchun 4 mm diametrli elektrodlar maqbuldir, gorizontal (vertikal) bo'g'inlar uchun 5 mm diametrli elektrodlar olinadi.
Shift qo'shma Eng qiyin narsa: payvandlash manba hovuzida elektrodning oxiri davriy qisqa davrlari orqali amalga oshiriladi, shu vaqt ichida payvand chokining metall qismi qisman kristallanadi, bu esa manba hovuzining hajmini pasaytiradi. Shu bilan birga eritilgan elektrod metall manba hovuziga kiritiladi. Yoy boshqasi kengayganida chuqur kesmalar hosil bo'ladi. Ushbu tikuvlarni payvandlashda manbalar havosining eritilgan metallidan shlaklar va gazlarni ajratish uchun salbiy sharoitlar yaratiladi.
 Shakl. 6 Payvand chog'ida elektrod burchagi.
Shakl. 6 Payvand chog'ida elektrod burchagi.
A vertikal payvandlash uchun burchak; B - gorizontal manba paytida burchak; B - burchakda payvandlash burchagi.
Portret tikuv. Bu ikki yo'l bilan - pastga va yuqoriga ko'tarilishi mumkin. Rivojlanish manbai afzal. Bunday holda, yuqorida zikr etilgan, allaqachon qisman kristallangan metall yuqoridagi eritilgan metallni saqlaydi. Ushbu usul bilan tikuv va qirralarning ildizini qaynatish foydalidir. Bu elektroddan eritilgan metall manba hovuziga oqishi bilan izohlanadi. Ushbu usulning birgina kamchiliklari shundaki, tikuvning yuzasi qo'pol tarozi bilan qoplanadi. Tetrachda payvandlash osonroq, lekin qismlarning kesishuvining yuqori sifatli kirishi qiyin bo'ladi. Aslida, eritilgan metall va cüruf arqonning tagiga oqib o'tishi va faqat sirt tarangligi kuchi bilan harakatlanuvchi kamonning kuchi bilan tutilishi mumkin. Biroq, bu ikki kuch kam bo'lishi mumkin va eritilgan metall oqishi mumkin.
Landshaft tikuv. Ishlashda murakkabroq vertikal. Buning sababi - erigan metallning manba havzasidan pastki chetga oqib chiqishi. Natijada, pastki tomondan pastki qism hosil bo'lishi mumkin. Qalinligi yuqori bo'lgan metallni payvandlashda, faqat bitta yuqori chetga burish odatiy holdir, pastki esa erigan metallni manba hovuzida ushlab turishga yordam beradi. Bir-biriga yopishgan bo'g'inlardagi gorizontal filonli payvandlash manbai oson va quyi holatdagi payvandlashdan texnikada farq yo'q.
Arzon gazli payvandlashni sarflanmaydigan elektrod bilan qo'llashning asosiy yo'nalishi alyuminlangan po'lat va rangli metallardan tarkib topgan. Kichik qalinlikda argo manbai qo'shimchalarsiz amalga oshirilishi mumkin. Payvandlash usuli yaxshi sifat va shakllanishni ta'minlaydi payvandlash, sizni payvandlashda juda muhim bo'lgan metallning kirib borishini chuqur saqlashga imkon beradi nozik metall mahsulotning yuzasiga bir tomonlama kirish imkonini beradi. Avtomatik payvandlash mashinalarining turli konstruktsiyalari ishlab chiqilgan non-rotatsion quvur qo'shimchalarini payvandlashda keng foydalanildi. Ushbu shaklda payvandlash ba'zan orbital deb ataladi. Tikan va alyuminiy qotishmalarini birlashtiradigan asosiy usullardan biri - sarflanmagan elektrod bilan payvandlash.
Argon eritish elektrodli payvandlash zanglamaydigan po'lat va alyuminiyni payvandlashda ishlatiladi. Biroq, uning qo'llanilish doirasi nisbatan kichik.
Argon boshq manbai kamchiliklari
Argon manbaiga ishlov berishning kamchiliklari qo'lda nashrdan foydalanganda kam samaradorlikdir. Avtomatik payvandlashni qisqa va ko'p yo'nalishli tikuvlar uchun har doim ham qo'llash mumkin emas.




