Aloqa manba: mashinalari va mashinalari, elektrotlar, foto va video. Qarshilik manbai printsipi.
Bosimdan foydalanib, payvandlashning asosiy turlaridan biri termomekanik sinfga tegishli bo'lgan kontaktni payvandlashdir. Unda isitish jarayoni elektr oqimlarining ulanishning aloqa qismlari orqali uzatilishi natijasida chiqariladigan issiqlik bilan amalga oshiriladi. Kontaktning o'ziga xos xususiyati, shuningdek, bosim ostida bo'lgan barcha boshqa payvandlash manbai, biriktirilgan blanklar orasidagi aloqa zonasida materialning plastik deformatsiyasi hisoblanadi.
Qarshilik manbaining printsipi
Kontaktli payvandlash jarayonida kontaktli metalllarning kristalli to'rlarida interatomik birikmalarning majburiy shakllanishi bir payvand shakllanishiga yordam beradi. Aloqa nuqtalarida yuqori zichlikka ega oqim ta'sirida bo'shliqlar metalllari termoplastik shaklga yoki erishga o'tish bilan isitiladi. Issiq mahsulotlarning doimiy siqilishidan qo'shimcha aloqa joylari hosil bo'ladi. Jarayon davomida ular so'nggi kelishuv, ya'ni payvandlashgacha davom etadilar.
Chizma diagrammasi qarshilik manbai operatsiya uch bosqichda rejalashtirilgan. Bu materiallar payvandlanadigan qismlarning fizik aloqasi boshlanishi, materiallarning kristalli to'rlarida kimyoviy bog'lanishlarning shakllanishi va aloqaga erishilgunga qadar qirralarning chekkasida davom etayotgan reaktsiyalarning davomiyligini o'z ichiga oladi. Qarshilikni payvandlash mashinasining birinchi bosqichi birlashtirilishi kerak bo'lgan sirtlarning konvergentsiyasiga yordam beradi. Shu bilan birga, ularning fizik shovqinlari ta'minlanmaydi, shuningdek, sirt pürüzlülüğü ham kino yüzeylerinden chiqariladi.
Shu bilan birga, materiallarning interatomik o'zaro ta'siri boshlanadi. Ikkinchi bosqichda elektron qobiqlarni biriktirganda kimyoviy reaktsiyalar hosil bo'ladi, bu esa payvandlash qo'shimchasini shakllantirishga yordam beradi. Payvandlashning uchinchi bosqichida atomlarning o'zaro difüzyonun penetrasyonu ehtiyot qismlar bilan aloqa qilish chegaralarida sodir bo'ladi. U payvand zonasida yuzaga keladigan reaktsiyalar bilan birgalikda payvandlash metalliga va ulashgan maydonlarga deformatsiya ta'siriga ega.
Qiymati bugungi kunda har bir kishi uchun mavjud bo'lgan, payvandlash bilan bog'langan payvandlash mashinasi maxsus mashinalar yordamida ishlab chiqariladi. Ushbu uskunaning mexanik komponenti - bog'langan mahsulotlarni siqish uchun kerakli bosimni yaratishga yordam beruvchi mexanizmlar bo'lgan birliklar. Ushbu uskunaning elektr qismi payvandlash transformatori, aloqa payvandlash dastagini (regulyator), to'suvchidan iborat manba oqimiSupero'tkazuvchilar elementlar.

Mashinalar paypoq, tikuv yoki pinpoint amalga oshiradigan tikuv turlariga qarab bo'linadi. Qarshilik payvandlash mashinalarining konstruktsiyalari bir-biriga o'xshash. Dori-daraxt qo'shimchalarini tayyorlash uchun asboblar qo'shimcha ravishda elektrodlarni aylanuvchi haydovchi bilan jihozlangan. Dastlabki payvandlashda ishlatiladigan uskunalar ma'lum bir tezlikda ishlaydigan qismlarga yaqinlashishi uchun juda qulay: past - termoyadroviy uchun, ko'proq cho'kindi uchun.
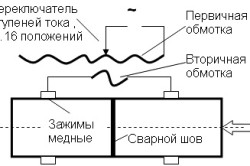
Ushbu qurilmalarni o'zgarmaydigan transformator oqimlari bilan to'ldiring. Ushbu turdagi transformatorlarning kontaktni payvandlash uchun dastlabki o'rashlari 220-380 Vt elektr tarmog'iga ulangan. Operatsion navbatining sonini rostlash bilan kuch darajasini o'zgartirish uchun zarur bo'ladigan bo'limlardan iborat. 1-12 V kuchlanishli bir yoki ikkita burilish transformatorning ikkinchi sarilishini hosil qiladi. Ushbu mashinalarning kiritilishi asosiy transformatorlarning o'rash joyidan olingan.
Maxsus to'xtatuvchilarni ishlatish natijasida ish vaqtida doimiy ravishda yoqish va o'chirish zarurati. Ular elektron, elektromagnit qurilmalar yoki an'anaviy mexanik kontaktorlar shaklida ishlab chiqariladi. Ikkinchisi tez-tez kam quvvatli spot yoki qisqichbardosh chidamli payvandlash dastgohlarida qo'llaniladi va avtomatik ishlamaydi. Elektromagnit turi kontaktorlar nafaqat joylarda, balki asosiy energiya uskunalari bilan tikuvli payvandlashda ham samarali bo'ladi. Va uzilishlarni to'xtatib qo'yish (uzib qo'yish) va simmetriya harakati bilan bog'liqlikni sinxronlashtirishni ta'minlaydigan elektron to'xtatuvchilardan turli xil qarshilikli nuqta payvandlash mashinalarida avtomatik printsipi harakatlar.

Qarshilikni payvandlash mashinalarining elektrodlari orasidagi qismlarni siqib olishda maxsus bosim asboblari talab qilinadi. Ularda mahsulotni siqish elektromekanik, bahor, gidravlik, pnevmatik vositalar bilan ta'minlanadi. Kamroq ishlatiladigan qo'lda mexanik vosita bo'lib, uni qo'llashning maqsadga muvofiqligi quyi kuchga ega bo'lgan koptok, spot chidamli payvandlash mashinalari uchun isbotlangan.
Spot-payvandlash mashinalari kichik qalinligida ishlov beradigan qismlarni qayta ishlash uchun samarali. Butt qo'shimchalari - avtomat payvandlashda keskin kesimli bo'shliqlarni qayta tiklash usuli bilan faol foydalaniladi. Ulardan farqli o'laroq, tikuv bo'g'inlari uchun asboblar maxsus kaygan chiziq bilan jihozlangan va qarshilik manbai uchun rulonli elektrodlar uchun qo'zg'aysan mexanizmi mavjud.
m 1-12 V transformatorning ikkilamchi sargisini tashkil etadi. Ushbu mashinalarning kiritilishi asosiy transformatorlarning o'rash joyidan olingan.

Yaxshi ishlashi tufayli amalga oshirish qulayligi tufayli barcha turdagi kontakt apparatlari sanoat ishlab chiqarishida, ayniqsa, avtomobilsozlik sanoatida keng qo'llaniladi. Ushbu payvandlash usuli shamollatish jarayonining asosi hisoblanadi. Har ikki statsionar o'rnatish, maxsus stendlar va chidamli payvand choklarini to'xtatib turadigan shkaflar samarali. Mashinani tanlash metallning xususiyatlariga bog'liq, payvandlangan bo'g'inlar, qayta ishlangan materiallarning profillari turlarini, ular uchun hech qanday cheklovlar mavjud emas, ular armatura, trubka, zanjir yoki rel'ul bilan bog'lanish bo'lsin.
Kontaktni payvandlash materiya eritmasida ham, u holda ham mumkin. Ikkinchi tartibga ko'ra, ulanish materialning deformatsiyasiga manba qilingan sirtlarning fizik shovqinlari bilan erishiladi, natijada ularning umumiy tuzilishi hosil bo'ladi. Boshqa holatda, eritmalar keyinchalik kristallashuvchi metallning plastik deformatsiyasi bilan aralashtiriladi. Chidamli spotli payvandlash qurilmasi buni cheklangan maydonda bajarishga imkon beradi va eritma usuli bilan peshvatsiz payvandlash qisman eritmaning ekstruziyasini talab qiladi.
Resurs metallining xususiyatlari va payvandlangan bo'g'inlarning xususiyatlari issiqlik, plastik deformatsiya va sovutish darajasiga sezilarli ta'sir ko'rsatadi. Tezlashayotgan tezlik bilan qo'shilishning mustahkamligi va mustahkamligi yuqori bo'ladi. Agar oxirgi ko'rsatkich qoniqarli bo'lsa va birinchi yetarli bo'lmasa, mahsulot kerakli ishlash xususiyatlariga erishish uchun issiqlik bilan ishlovga tortiladi. Birlashtirilgan hududni mahalliy issiqlik bilan ishlov berish to'g'ridan-to'g'ri amalga oshirilishi mumkin payvandlash mashinasi qarshilik manbai
Aloqa manbai ichki va sanoat ehtiyojlari uchun ishlatiladi.
Turli sharoitlarda ishlatiladigan aloqa payvandlashning turlari ish jarayonining kuchiga va tezligiga qarab o'sib boradigan narx bilan ajralib turadi.
Kombinatlar payvandlash uskunalari Amaliyotning umumiy printsipi - ish jarayonida materiallarning tikuv nuqtalarini isitish va payvandlash ularni elektr toki bilan ta'minlaydigan substrat bilan aloqa qilish orqali sodir bo'ladi.
Elektr payvandlash - bu payvandlanadigan qismlarning bevosita yoki muqobil oqim bilan isitiladi bo'lgan birikma.
Quyidagi rasmda chidamli manba mashinasining bo'lishi mumkin bo'lgan sxema o'rnatilgan.
Barcha ishlab chiqarish uskunalari singari, elektr qarshilik manbai ham afzalliklarga va kamchiliklarga ega.
Asosiy afzalliklarga yuqori ishlash, sarflanadigan materiallarning minimal sarflanishi va mukammal sifati kiradi. payvand choki.
Bir nuqtani ulash uchun kerak bo'lgan vaqt, bir soniyadan bir qismiga teng va materialning parametrlariga bog'liq.
Payvandlash jarayonida havo va suvning minimal miqdori iste'mol qilinadi va tikuvning sifati malakaga ega bo'lmagan holda, hatto qaynatgichni ham ta'minlaydi.
Shu bilan bir vaqtda, kontaktni payvandlash texnologiyasi ekologik jihatdan qulay, shuningdek, u avtomatlashtirilishi mumkin.
Payvandlash ishlari maxsus va universal mashinalar va apparatlar yordamida amalga oshiriladi.
Texnik harakatlar tabiati kontaktni payvandlash uskunalarini sinflarga bo'lishga imkon beradi:
- mexanik modellar - minimal quvvat bilan jihozlangan;
- avtomatik va yarim avtomatlashtirilgan - o'rta va katta ish qobiliyatiga ega bo'lishi mumkin.
O'rnatish turlariga muvofiq, elektr qarshiligini payvandlash portativ yoki ko'chma, to'xtatib qo'yilgan, shuningdek, statsionar bo'lishi mumkin.
Birinchi variant katta hajmli payvandlash ishlarini amalga oshirish uchun kerak bo'lganda ajralib turadi. Masalan, quvurlar, transport vositalari, temir yo'l vagonlari va relslar.
Ruxsat etilgan uskunalar mahsulotni qayta ishlash uchun ishlatiladi, ularning og'irligi va o'lchamlari ularni ish joyiga etkazishga imkon beradi.
Uskunalar tasnifi
Resurs manba mashinasi, GOST 158-78-79 bo'yicha, payvandlash payi turiga qarab turli xil bo'lishi mumkin.
Butt mashinasi
Kontakt manbasiga tayanadigan aloqa - bu qismning barcha tekisligi bo'ylab o'tuvchi payvandlash manbasini isitish jarayoni.
Butt qo'shma tez-tez payvandlashda ishlatiladi. mis quvurlar, mis quvurlari uchun tikuv va nuqtali texnologiyasi qo'llanilmaydi.
Bunday holda, mis quvurlarini qayta ishlanish usuli bilan qayta ishlash manba elementlarning uchida eritilgan metallni saqlab qolish zarurligi tufayli qiyin.
Shuning uchun, kalta ipni texnologiyasidan foydalangan holda, quvurlar payvandlanadigan bo'lsa, u sof misdan emas, balki uning qotishmalaridan. Aks holda, 400 MPa ga qadar yuqori bosimdan foydalanish kerak.
Metall tuzilmaning xususiyatlariga, ishlov beriladigan maydonga va payvandning kutilgan sifatiga qarab bog'lashning asosiy manbalari turli usullar bilan amalga oshiriladi.
Bunday holda GOST 2601-84 ga muvofiq dastani payvandlash qarshilik texnologiyasiga, issiqlik bilan qayta ishlanadigan va uzluksiz oqimga muvofiq amalga oshirilishi mumkin.
Qarshilik - ishlatiladigan, tasavvurlar maydoni 200 mm² dan oshmaydigan materialni payvandlash.
Odatdagidek, temir payvandlashning ushbu texnologiyasi kam uglerod po'latdan mahsulotlarni qayta ishlash uchun ishlatiladi, kichik kesim (quvurlar, simlar, rodlar).
"Reflow" - ushbu texnologiya materialni temir-beton mahsulotlari, quvurlar, profil po'lat va mustahkamlovchi ko'rinishda 100 ming mm²gacha bo'lgan kesimli maydonda birlashtirishga imkon beradi.
Texnologiya kema qurish sohasida, ankerlar uchun zanjirlar ishlab chiqarishda, sovutish sovutgichlarini ishlab chiqarishda qo'llanildi.
Temir yo'l sohasida, bunday payvandlash uskunalari temir yo'l raylarini uzluksiz yo'llarga ulash imkonini beradi. Uning qo'llanishi rangli va rangli metallardan uzoq mahsulotlarni ishlab chiqarish imkonini beradi.
Butt payvandlash paychalarining
GOST 2601-84 bo'yicha ishlab chiqarilgan mashina, materiallarni alohida-alohida joylashtirilgan payvandlangan nuqtalardan tashkil topgan tikuv zonalari yordamida ulash imkonini beradi.
Mintaqalar, nima bo'lishidan qat'i nazar, bir-biri bilan chambarchas bog'langan yoki qoplanmaydi payvandlash muhrlangan bo'lishi mumkin.
Ushbu payvandlash jarayoni uchun maxsus mashinadan foydalaniladi, elektrodli bir yoki bir nechta aylanadigan disklar bilan jihozlangan.
Rolikli payvandlash texnologiyasi sizni qattiqroq siqish, rulet va sifatli qismlarni ulash imkonini beradi.
G'ildirakli payvandlash quvurlarni, tanklarni va boshqa mahsulotlarni ishlab chiqarishda GOST talablariga muvofiq yuqori ishonchli germetik tikuvlarni ishlab chiqarish uchun ishlatiladi.
Yordamni payvandlash
GOST 2601-84-ga ko'ra, bemalol payvandlash - bir vaqtning o'zida bir yoki bir nechta ish nuqtasida bostirishni uzatishni ta'minlovchi mashina.
Ushbu mashina ishning printsipi qarshilikka chidamli payvandlash uchun qurilma bilan o'xshashdir, ularning orasidagi farq elektrodlarning ishlamaydigan sohasi emas, balki mahsulot yuzasi shakli orqali payvandlash o'rnini belgilashga to'g'ri keladi.
Relief protrusionlari bir-biriga yoki ikkita payvandlangan mahsulotga bir vaqtning o'zida joylashtirilishi mumkin, ular oldindan muhrlash yo'li bilan tayyorlanadi.
Qarshilikka chidamli payvandlash texnologiyasi avtomobil sanoatida ishlatiladi, bu erda qurilma sopol materiallarga turli burchaklarni o'rnatishga imkon beradi.
Radioelektronika sohasida yuqori sifatli simlarni yupqa elementlarga ulash uchun radioprotein manbai ishlatiladi.
Qarshilikni payvandlash manbai
GOST 2601-84 ga binoan, bu payvandlash texnologiyasi elementlarni bir yoki bir necha joyda bir vaqtning o'zida ulash imkonini beradi.
Ulanishning kuchini aniqlash uchun payvandlash nuqtasining hajmi va tuzilishi kabi xususiyatlar, o'z navbatida, ishlatiladigan elektrodlarning parametrlariga, material orqali oqim va tezligiga bog'liq.
Zamonaviy mashinasozlik modellarida mavjud bo'lgan tayanchni payvandlash regulyatori turli xil payvandlash kuchlari bilan ish jarayonini o'tkazishga imkon beradi.
Qoida tariqasida, tikuv texnologiyasida qarshilikni payvandlashning regulyatori yo'q va sinxron interruptlar tomonidan kerakli aylanish ta'minlanadi.
Qarshilik nuqtasi payvandlash mashinasi odatda o'rnatish liniyasida ishlaydi. Ushbu toifadagi kontakt aloqasining payvandlash elementi elektroddir.
Ushbu vosita bir-birining o'rnida, chunki u tezda kiyiladi.
Payvandlash uchun elektrodlar yuqori sifatli bronza va misdan tayyorlangan bo'lib, qo'shimcha tarkibiy qismlar xrom, kadmiy, titanium va berilyum bo'lib, bunga bog'liq holda mahsulot narxi 1 dan 5 AQSh dollarigacha o'zgarishi mumkin.
Bu kabi payvandlash texnologiyasi avtomobil, samolyot ishlab chiqarish, kema qurilishi va qishloq xo'jaligi tarmoqlarida, shuningdek, boshqa ishlab chiqarish sohalarida qo'llanilgan.
Ushbu turdagi payvandlashning o'zgarishi elektrodning isishi qisqa muddatli, ammo kuchli elektron pulslar tufayli yuzaga kelganida payvandlash manbaidir. Pulsli payvandlash mashinalar, uskunalar va ta'mirlashda qo'llaniladi.
Misol uchun, impuls texnologiyasi alyuminiyning kontaktni payvandlashda foydalidir, bu esa apparatning haddan tashqari qizishi va elektrodlarning aşınma xavfini kamaytiradi.
Pulsli payvandlash jarayoni muayyan shakldagi pulsga aylantirilgan o'zgaruvchan oqim va energiya yordamida ishlatiladi.
Bunday holda, kontaktni payvandlashning pulsli texnologiyasi to'plangan energiya bilan va rektifikatsiya qilingan oqim pulsida ishlashda farq qiladi.
Hozirgi vaqtda bunday qurilma narxi (mahalliy maqsadlar uchun pulsli payvand) 100-140 dollarni tashkil etadi.
Elektrod xususiyatlari
Aloqa manbai uchun elektrodlar payvandlash apparati ishlov berilayotgan buyum bilan aloqa qilishini ta'minlaydi.
Maqsadlar sxemasiga quyidagilar kiradi: qismlarning muhrlanishi, oqimlarni etkazib berish, qismlardan issiqlik chiqarish, elementlarning harakatlanishi (tikuv chidamli manba).
Shu bilan birga, elektrodlarning dizayni nafaqat payvandning samaradorligi va sifatiga, balki qayta ishlanadigan materialga, uning maydoni va ishchi yuzaning shakliga ham ta'sir qiladi.
Elektrodlarga umumiy talablar, etiketlash qoidalari, payvandlangan bo'g'inlar va tikuvlarni test qilish usuli, boshqa texnik fikrlar GOST 9466-75da ko'rsatilgan.
Elektrod tolasi joriy kuch va harorat o'zgarishini keltirib chiqaradi.
Shuning uchun qarshilik manbai uchun sarflanadigan materiallarni tayyorlashda yuqori o'tkazuvchanlik xususiyatlariga ega bo'lgan yuqori haroratga chidamli metall ishlatiladi.
Bu maxsus mis qotishmasi bo'lishi mumkin. Misol uchun, misni payvandlash odatda kadmiy bronzadan tayyorlangan elektrodlar bilan amalga oshiriladi, ularning narxi $ 1-3 bo'lishi mumkin.
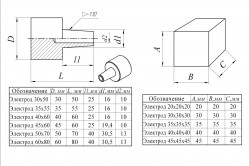
Qarshilik nuqtasini payvandlash uchun elektrodlar fotosuratda bo'lgani kabi tekis va shakllangan shaklga ega bo'lishi mumkin. Lekin ko'pincha ko'rsatilgan qurilishning birinchi turi ishlatiladi.
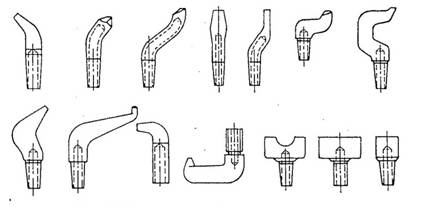
Ular quvurlarni va boshqa mahsulotlarni payvandlashda ish joyiga erkin yondoshish imkoniyatini yaratadi.
To'g'ridan-to'g'ri shaklga ega elektrodlar diametri 12 dan 40 mm gacha bo'lgan GOST 14111-90 qoidalariga muvofiq ishlab chiqariladi.
Eng yuqori sifatli elektrodlar - bu dizayn GOST 1411-69 qoidalariga muvofiq ishlab chiqarilgan mahsulotlar.
Bu erda mahsulot narxi ularning maqsadiga va tuzilishiga qarab oshib boradi.
Fozli elektrodlarning qurilma rejimi yanada murakkab - ish sohasining markazida joylashgan eksa tushish o'qi bo'yicha ma'lum masofani bosib o'tadi.
Ushbu turdagi elektrodlar ish sharoitida noqulay, ko'pincha past qarshilikka ega, chunki ular faqatgina qarshilik manbaini boshqalar tomonidan bajarish mumkin bo'lmagan hollarda ishlatiladi.
Yassi elektrodlardan foydalanilgan holda payvandlash uchun. Bu holda, ularning har birida yoki birida, payvandlanadigan elementlarning proektsiyalari uchun teshiklar bo'lishi mumkin.
Uy foydalanish uchun payvandlash mashinalarining xususiyatlari
O'z ehtiyojlaringiz uchun payvandlash mashinasini sotib olishni rejalashtirayotganda avval siz qanday materiallarning qanday ishlashini va qanaqa miqyosda ish olib borilishini bilishingiz kerak.
Spotli payvandlash mashinasining narxi asosan jihozlarning ishlash ko'rsatkichlari va xususiyatlari bilan bog'liq.
Hozirgi vaqtda elementlarning payvandlash manbai qo'lda yoki portativ, to'xtatilgan va statsionar bo'lishi mumkin.
Asoslangan va statsionar uskunalar, odatda, yirik va kichik sanoatlarda qo'llaniladi.
Biroq, portativ mashinalar odatda kundalik hayotda ishlatiladi, narxi juda oqilona va $ 120-220 bo'lishi mumkin.
Shu bilan birga, ushbu qurilma ikki barobar qimmat bo'lgan payvandlash mashinalarini payqash kuchiga ega bo'lmasligi mumkin.
Portativ uskunalar ikkita turga bo'linadi: inverter va qo'lda ishlovchi payvandlash mashinasi.
Inverter qurilmalari ixcham va engildir. Dizaynda tyristor oqim generatori va mikroprosessor ishlatiladi.
Shu munosabat bilan, qurilma davri sizning yurak urish tezligini va qitish ish qobiliyatini sozlash imkonini beradi.
Qo'lda tutashgan manba bilan payvandlash uchun ikkinchi model maksimal og'irligi 15 kg ni tashkil etadi.
Mikro-protsessor tufayli qurilma devori qo'lda va avtomatik sozlash imkonini beradi payvandlash Bir necha usulda.
Kassetali qurilma bitta fazali elektr quvvati tarmog'idan iste'mol qiladi.
Qurilma 150 kg'lik bosimni ta'minlaydigan qo'lda haydovchi kompressor qismlari bilan jihozlangan.
- Qarshilik manbai turlari
- Qarshilikni payvandlash manbai
- Buttli payvandlash
- Yordamni payvandlash
- Qatlam (rulonli) payvandlash
- Qarshilikni payvandlashning boshqa turlari va ulardan foydalanish
Aloqa bilan payvandlash - bu katta o'lchamdagi elektr toki bilan aloqa qilish joyini isitish tufayli metall qismlardan iborat katta kuch bilan siqib olingan bir-biriga bog'lab turuvchi fenomen. Sanoatda ko'pincha o'xshash mahsulotlarni ommaviy ishlab chiqarish uchun ishlatiladi.
Bu jarayon davomida chiqarilgan issiqlik miqdori Joule-Lenz qonuniga asosan hisoblab chiqilishi mumkin: Q = I 2 R dt, bu erda I - joriy zarba o'rtacha kuchi, R - kontakt qarshiligi, dt puls davomiyligi. Ushbu issiqlik miqdori payvandlanadigan qismlarni ishonchli ulanishi uchun etarli bo'lishi uchun, payvandlash oqimining kuchi etarlicha katta bo'lishi kerak: yuzdan yuz minglab ampergacha.
Bu shuni anglatadiki, joriy manba (payvandlash apparati) 1-15 V chiqish quvvati va qariyb 500 mikronga yaqin bo'lgan qarshiligi bilan yetarli quvvatni (1-500 kVA) ishlab chiqishi kerak. Qarshilikni payvandlash uchun elektrodlar etarlicha katta kesimga ega bo'lishi kerak mis eritmalar kam qarshilik bilan. Birlashtiriladigan qismlarning siqilish kuchi keng tarqalishi mumkin: bir nechta yangi tonnadan tortib, yuz kilogrammgacha.
Yurak payvandlash mashinasi ko'pincha chidamli payvandlash uchun maxsus transformator mavjud, ikkilamchi o'rash odatda yirik kesimli hududga ega bo'lgan simlarning kam sonli turiga ega. O'zgaruvchan kuchlanish, odatda, asosiy shamolga etkaziladi, ammo undagi rektifikatsiya qilingan oqimning kuchli kuchlanishlari ham hosil bo'ladi. Misol uchun, qarshilik manbaini kondansatör davri. Undagi impulslar katta quvvatli transformatorning zaryadlangan kondansatörünün asosiy sargizig'iga tushganda yuz beradi.
Agar boshqa biriktiruvchi qismlar bilan bir-biriga taqqoslanadigan bo'lsak, u holda payvandlash bilan bog'lanish quyidagi shubhasiz afzalliklarga ega:
- yuqori mahsuldorlik (ikkinchi darajali fraktsiyalar), shaxsiy mehnat faoliyatini amalga oshirish, yuqori mehnat unumdorligini ta'minlash imkonini beradi;
- ishchilarning past malakasi bo'lgan holda, payvandlashning ishonchli va yuqori sifatini ta'minlaydigan optimal jarayon sharoitlariga rioya qilinishini monitoring qilishning qulayligi;
- payvandlash jarayonini oson mexanizatsiyalash va avtomatlashtirish mumkin;
- yuqori darajadagi atrof-muhitga mehmondo'stlik.
Qarshilik manbai turlari
Mundarija jadvaliga qaytish
Qarshilikni payvandlash manbai
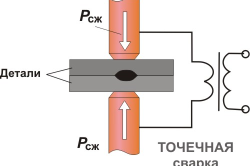
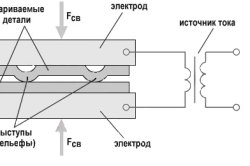
Ushbu payvandlash naqshlari, odatda, alohida nuqtalarga qismlarni ulashni o'z ichiga oladi. Shaklning 1a-rasmida ularning ulanishining bunday usuli sxematik tasvirlangan. Ushbu raqamning barcha diagrammalaridagi raqam 1 payvandlanadigan qismlarni bildiradi. Elektrotlar payvandlash transformatorining ikkinchi o'rashiga ulangan.
Resursli birikmaning ishonchliligi va sifati payvandlangan nuqtalarning strukturasi va o'lchamlari bilan aniqlanadi. Va ular, o'z navbatida, quyidagi omillarga bog'liq:
- elektrodlarning aloqa yuzasining o'lchami va shakli;
- payvand chokining oqimi;
- uning oqim vaqti;
- bosim kuchining kattaligi (P gf);
- birlashtiriladigan qismlarning sirt sharoitlari.
Shu tarzda, mikrometr kattaligi, elektron qurilmalar va mashinasozlik sohalarida qalinligi bir necha santimetrgacha bo'lgan po'lat plitalar qatlamiga ega miniatyura qismlarini birlashtirish mumkin.
Relief payvandlash mashinasi avtomobil sanoatida keng qo'llaniladi: dastgoh eshiklari va koptoklarni payvandlash uchun payvandlash uskunalari: dastani, murvat va yong'oqni va boshqalarni o'rab turadi. Radioelektronika usulida bu uskuna o'tkazgichlarni kichik qismlarga o'tkazadi. Bir davrda bu payvandlash usuli ko'plab payvandlangan bo'g'inlarni olish imkonini beradi.
Mundarija jadvaliga qaytish
Qatlam (rulonli) payvandlash
Ushbu turdagi payvandlash manbalari hermetik payvandlangan bo'g'inlarni (gaz tanklari, turli tanklar, tanklar va boshqalarni ishlab chiqarish) olish zarur bo'lganda foydalaniladi. Bunday payvandlash disklar shaklida tayyorlangan bitta yoki ikkita bosimli tsilindrli-elektrodli maxsus mashinalarda amalga oshiriladi. Rolling paytida silindirlar birlashtirilgan mahsulotlarni mahkam siqadilar va ularni payvand qiladilar. Ushbu mahsulotlarning qalinligi 0,2 dan 3 mm gacha bo'lishi mumkin.
Dik quyish usuli uchta usulda amalga oshirilishi mumkin:
- Har doim, bu esa bir-birining ustki qismini yopishtiruvchi to'qimalarni o'z ichiga olmaydi. Kamchiliklari: silindrlarning kuchli isishi, tez-tez takrorlanmasligi kerak.
- Intervalgacha (alohida impulslar shaklida). Impulslarning o'z vaqtini va ular orasidagi bo'shliqlarni o'zgartirib, quyma plyonkalarni qoplash darajasini o'zgartirishi mumkin. Elektrodli shilinglar bu manba usuli bilan qarshiligi sezilarli darajada oshadi.
- Ushbu oqim vaqtincha to'xtab qolishi va uning paydo bo'lishi vaqtida elektrod to'xtaydi. Ushbu to'xtab turishlar tufayli oqim hududida kontaktlar yaxshilanadi va issiq yoriqlar xavfi kamayadi.
Payvandlash jarayoni har qanday qurilish yoki ta'mirlash uchun zaruriy tartib hisoblanadi. Axir uning yordami bilan turli metall qismlarni mahkamlashingiz, ramkalar, to'siqlar, to'siqlar yaratishingiz mumkin.
Biroq, payvandlash mashinasini mohirlik bilan ishlatish uchun tajriba kerak. Bu, ayniqsa, qarshilik manbaiga taalluqlidir, chunki bu jarayon yuqori aniqlik va qurilmaning yaxshi bilim darajasini talab qiladi. Ushbu qismlarni va uning turli shakllarini pastda o'qiladigan ushbu usul haqida batafsil ma'lumot.
Kontaktni payvandlash usulining xususiyatlari
Qarshilikni payvandlash - bu metall elementlardan birlashtirilish jarayoni bo'lib, u ular orqali elektr oqimlarining payvandlash mashinasidan o'tishiga bog'liq.
Aloqa usulining juda muhim qismi metall elementlarning ulangan hududida joylashgan qarshilik zonasi. Shuning uchun bunday turga elektr payvandlash qarshilik deyiladi. Metall qismlarning kombinatsiyasi ikkita jismoniy jarayondan kelib chiqadi: elektr oqimi va metallga ishlov beradigan bosim yordamida isitish.
Bu turdagi boshqalar bilan taqqoslaganda ko'plab afzalliklarga ko'ra keng foydalaniladi. Oliy elektr quvvati sizni mukammal tezlik va ishlash bilan ishlashga imkon beradi. Bir qo'shni ishlab chiqarish 1 sekundga etadi! Ushbu uslub bilan ishlash yuqori sifatga ega.
Aniq afzallik shundan iboratki, qarshilik payvandlash jarayoni har qanday sarf materiallarini ishlatishni talab qilmaydi: na gaz, na oqim, na to'ldiruvchi sim. Eng muhimi, bu usul atrof-muhitga bexavotir va shuning uchun ishchi yoki atrof-muhitga ta'sir qilmaydi. Ta'sir usulida amalga oshirilgan ishlar, jarayonning soddaligi tufayli yangi boshlovchi tomonidan amalga oshirilishi mumkin.
Point View Connection
Aloqa bilan payvandlash metall qismlarga qo'shilish jarayonining o'zgaruvchanligi bilan tavsiflanadi.
Bu turning ko'p navlari mavjud.
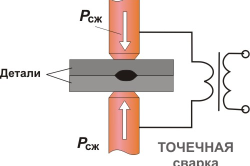
Ayniqsa juda zo'r va nozik ishlarni bajarish uchun payvandlash manbai odatda ishlatiladi. U metallni payvandlash mashinasida elektrod kattaligiga bog'liq bo'lgan kichik nuqtalarda ulashdan iborat. Oqimlarni etkazib beradigan va isitish materiallarini siqib chiqaradigan elektrodlar. Aloqa nuqtalarining kattaligi kichik (4-12 mm) bo'lganligiga qaramasdan, metall qismlar bir-biriga mahkam yopishtirilgan, shuning uchun ulanishni buzish haqida tashvishlanmaslik kerak.
Aloqa nuqtalarining diametri elektrodlarning kuchiga va oqimga, metallga tatbiq etilgan bosimga, elektrodlarning isitish qismlarining o'lchamlariga va shuningdek birlashtirilishi kerak bo'lgan qismlarning joylashgan joyiga bog'liq. DC zarbalari yordamida spot ishlov berish jarayonida.
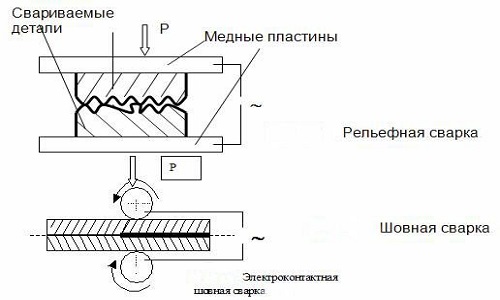
Kabzali payvandlash usuli
Metall qismlarni birlashtiruvchi aloqa usuli quyidagi tarzda amalga oshiriladi. Jarayonning mohiyati shundaki, uning qismlari yuzasida oldindan tayyorlangan protruzlar bir-biriga bog'langan. Ushbu plitalar maxsus jihozlar yordamida muhrlanadi. Ular turli shakllarda bo'lishi mumkin: yumaloqdan tortib to uzoqroqgacha. Shunday qilib, uning oldingi yuzasi yengil, shuning uchun ular ustida ishlash jarayoni nomidir.
Relyef usuli va nuqta usuli o'rtasidagi asosiy farq shundaki, birinchi turdagi ta'sir doirasi va tikuv hajmi ikkinchi usulda bo'lgani kabi elektrod emas, balki tayyorlangan protrusion kattaliklari bilan belgilanadi. Ushbu turdagi kontaktli aloqa qismlari elektr energiyasining ortib borayotgan kuchini talab qiladi, bu esa ahvolga tushib qolishi mumkin.
Suture pishirish: xarakterli
Qarshilikka chidamli boshqa usul - tikuv. Bu turdagi qismlar uzluksiz yoki uzluksiz tikuv yordamida o'zaro bog'langanligi bilan ajralib turadi. Intervalgacha punktlarni payvandlashning tez-tez uchraydigan joylari mavjud. Payvandlash jarayoni, disk elektrodlari sababli sodir bo'ladi, ular bir vaqtning o'zida yetarlicha katta maydonni oqim bilan ta'minlaydi. Intervalgacha tikuv usuli doimo tez-tez ishlatiladi.
![]()
Aslida, uzluksiz tikuv xodimning malakasini oshirishni talab qiladi, shuningdek asbob-uskunalarni va payvandlash moslamasini ortiqcha yuklamasdan bosqichma-bosqich ishlab chiqilishi mumkin bo'lgan intervalgacha ishlaydigan asboblarga nisbatan ancha katta ta'sir ko'rsatadi.
To'g'ridan-to`g`ri qaynatishning qadam to`g`ridan-to`g`ri usuli ham mavjud, unda oqim faqat harakatlanuvchi qismlardan keyin elektrod rolini oziqlantiradi. Roliklar doimiy ravishda tafsilotlaridadir. Bu usul amalda qo'llanilmaydi, chunki u yetarli darajada samarali emas va murakkab uskunalar talab qiladi.
Butt ko'rinishi va uning xususiyatlari
Qoplash usuli - elektr tokining ta'sirida qismlarni ulashning yana bir usuli. Bu ko'rinish boshqalardan ajralib turadi, chunki qismlar maxsus tayyorlangan uchlari birlashtirilgan joylarda birlashtirilib, ular qismlarga yuzasida joylashgan. Metall qismlarning dastlabki payvandlashning bir necha usuli bor: qarshilik, uzluksiz va intervalgacha qayta tiklash.
Birinchi holatda, uning qismlari oldindan birlashtirilgan va siqilgan bo'lib, undan keyin ularga bir oqim beriladi va ular metallni sünek holga keltiradi. Oxirgi ikki usul bilan, uning qismlari isitiladi va keyin ulanadi. Faqat uzluksiz erishish bilan metall butun qaynoq jarayonida qizdiriladi va intervalgacha bo'ladi - uning qismlari keyinchalik isitiladi, so'ngra uskunalar resurslarini tejash uchun suyultiriladi.
Shuni ta'kidlash kerakki, metall qismlarini tayyorlashning birlashgan usuli ham mavjud: tikuv-paypoq, reliev-nuqta. Ular payvandlash jarayonini muayyan vaziyatga moslashtirish uchun mavjud.
Elektr toki ta'sirida metallarning turli birikma birikmalari haqida bilishingiz kerak bo'lgan yagona narsa! Qarshilik manbai turini to'g'ri tanlash muvaffaqiyatli ishlashning kalitidir.




