Consumul de electrozi: cum să calculați corect? Cum se calculează consumul de electrozi pe tona de metal.
Consumul de electrozi pe 1 m seam este indicator important în pregătirea estimărilor costurilor sudare. Din precizia calculului depinde de performanța economică a întregului proiect. Calculul consumului de electrozi trebuie efectuat de un sudor cu experiență, care este bine familiarizat cu mărcile de produse și cu metodologiile procesului de sudare. Trebuie să ia în considerare toate nuanțele lucrărilor viitoare.
Formule generale pentru calcul
Rata de consum este luată ca fiind cantitatea maximă de materiale necesare producerii de sudare. Ratificarea ar trebui să țină cont de consumul de electrozi pentru sudare, prindere și efectuarea de editare prin metoda "rolelor libere":
H = H St + H pr + H Ave
Rata de acoperire a muncii și este determinată ca procent din cheltuielile pentru activitatea principală:
- la sudarea oțelului de până la 12 mm grosime - 15%;
- la sudarea oțelului cu o grosime mai mare de 12 mm - 12%;
- la sudarea aluminiului și a aliajelor de titan - până la 20%.
Norma privind editarea produselor din aliaje de aluminiu și titan este:
- pentru aluminiu de până la 8 mm grosime - 30%;
- pentru aluminiu cu grosimea mai mare de 8 mm - 25%;
- pentru titan - 35-40%.
Consumul de electrozi în fabricarea metalelor este determinat de standarde înnodate, explodate, individuale sau pre-operaționale. Toate acestea sunt interconectate și se calculează pe baza calculului costului materialelor pe 1 m cusătură de sudură. Pentru mărimile specifice, costurile sunt reglementate în funcție de SNiP.
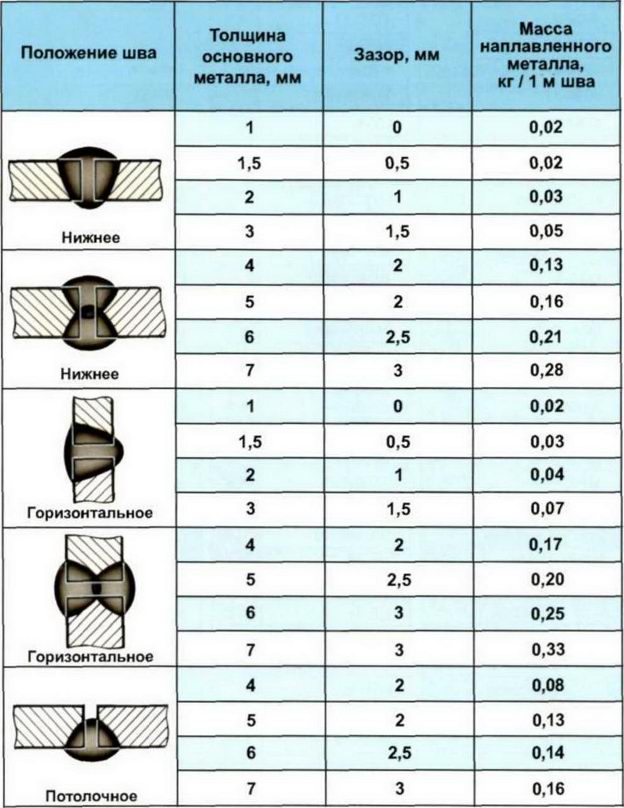
În partea de cheltuieli se află masa metalului de sudură și pierderile tehnologice:
unde N este rata de consum pe 1 m,
M este masa metalului de sudură pe 1 m,
K este coeficientul de pierdere.
Greutatea aditivului la un metru al cusăturii (M) se calculează ca fiind produsul suprafeței secțiunii transversale (S), densitatea materialului (ρ) și lungimea cusăturii (L = 1 m):
Secțiunea transversală este luată după fapt, iar densitatea materialului este luată din cărțile de referință. Pentru oțelurile obișnuite, acesta este egal cu 7,85 g / cm3.
Înapoi la cuprins
Calcularea factorului de corecție
Valoarea coeficientului (K) include pierderile tehnologice datorate deșeurilor, pulverizării și stuburilor. Aceasta depinde de metodele aplicate și modurile de sudură, tipurile de materiale sudate, complexitatea condițiilor de lucru.
Raportul dintre consumul de material și masa depusă pentru diferite tipuri de electrozi este dat în tabel.
Acest indicator ia în considerare pierderile cauzate de pulverizare și deșeuri, precum și de stratul de cenușă. La calcularea pierderii de cenușă, a fost luată o casetă de 50 mm lungime, rămasă din electrodul standard de 450 mm lungime. Dacă lungimile reale diferă, se aplică un amendament.
λ = (lE-50) / (le-lo),
unde le este lungimea electrodului,
lO - lungimea lumanarii.
Valorile pierderilor pentru pulverizare, arsuri și arsuri sunt specificate în caracteristicile pașaportului materialelor de sudură.
Complexitatea lucrării este determinată de localizarea sudurii. În cazurile în care aceasta diferă de cea inferioară, se introduc următorii factori de corecție:
- pentru un amplasament înclinat - 1,05;
- pentru amplasarea într-un plan vertical - 1,10;
- pentru plafon - 1,20.
Este destul de dificil să țineți cont de toate subtilitățile lucrărilor de sudare a metalelor, bazate numai pe calcule teoretice. Și, deși normele și reglementările pentru diferite tipuri de sudură sunt descrise în detaliu în SNiP, se recomandă efectuarea lucrărilor de testare.
Examinările se efectuează în aceleași condiții și cu utilizarea acelorași materiale ca cele proiectate. Pentru a asigura continuitatea procesului și pentru a preveni întârzierile asociate cu costurile materiale neprevăzute, achiziția de materiale ar trebui efectuată cu o marjă de 5-7%.
Pentru a salva materialele de umplere, este necesar să respectați setările de tensiune și curent corespunzătoare. Economiile pot fi obținute prin schimbarea unghiului brațului în timpul procesului de sudare.
În produsele care nu necesită o densitate specială de compuși, sunt utilizate cusături rupte 50-150 mm, cu o distanță între ele de 100-300 mm și mai mult. Datorită acestui fapt, există o economie de timp semnificativă și scade consumul de electrozi.
Pentru a reduce semnificativ costul lucrărilor, se recomandă utilizarea sudurii automate, care asigură performanțe ridicate și permite economisirea prin reducerea suprafeței secțiunii transversale fără a reduce calitatea îmbinării. Un set de măsuri poate duce la economii de până la 30%.
O parte integrantă a procesului de construcție a oricărei construcții metalice este o planificare competentă și precisă a consumului de materiale pentru bugetare și calcularea costurilor financiare viitoare. Se calculează nu numai cantitatea de material implicată în construcție, dar și numărul de electrozi care vor trebui cheltuiți în timpul sudării.
Capacitatea de a calcula corect consumul de electrozi pe tona de metal este una dintre cerințele prioritare pentru profesionisti sudoricare lucrează în companii mari. Fără calcule corecte, este imposibil să aflăm costul exact al lucrărilor metalice, profitul estimat. Toate aceste nuanțe sunt importante pentru firmele implicate în construcția de structuri metalice.
Consumul de electrozi în timpul sudării
Are un impact direct asupra performanței și duratei fluxului de lucru. Consumele de sudare uzate trebuie înlocuite cu altele noi.
Dacă sudorul nu are la îndemână electrozii necesari, acest lucru va afecta timpul de sudare în sus. Achiziționarea materialelor de umplere nu reprezintă principala problemă. Totul este complicat de faptul că necesită pregătire în avans. Electrozii trebuie să fie întăriți și uscați. Este nevoie de un an și jumătate până la două ore.
Când electrozii sunt necesari pentru acoperirea câtorva kilograme de metal, situația nu este atât de critică, spre deosebire de sudarea structurilor metalice globale. Orice simplu este plin de costuri atât de timp, cât și de costuri financiare. Pentru ca procesul de lucru să nu încetinească, este extrem de important să se efectueze un calcul corect al numărului de electrozi necesari pe tona de structuri metalice.
Metode de calcul
Debitul depinde de parametrii de intrare:
- suprafețe de masă;
- lungimea sudurii;
- ratele de consum.
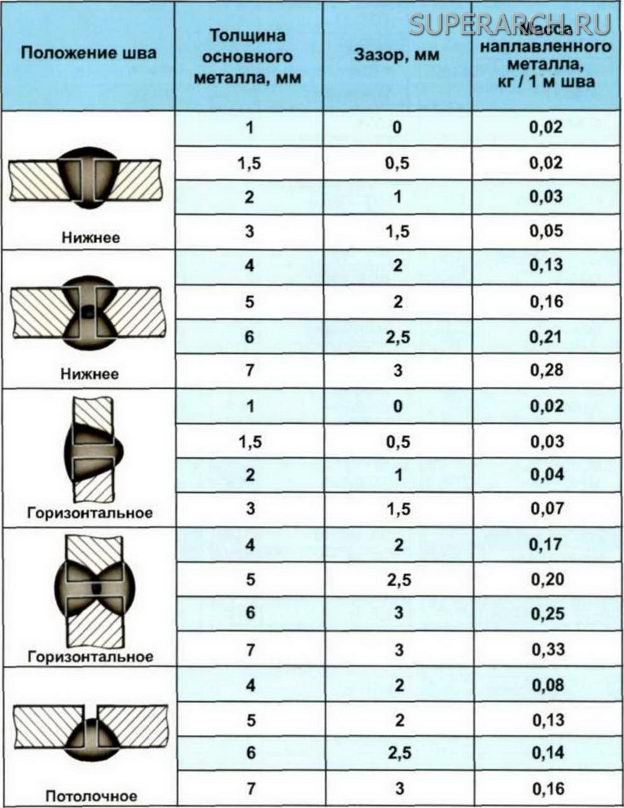
Greutatea suprafeței este greutatea metalului care umple cusătura de andocare. Detaliile exacte ale acestui parametru sunt date în harta tehnologică sudura. Conform calculelor brute, indicele său este de la 1 până la 1,5% din greutatea structurii metalice.
Dimensiunile cusăturii sunt măsurate cu ajutorul unei benzi măsurate de-a lungul îmbinării. Rezultatul este înmulțit cu numărul total de cusături prezente în secțiune. Acest lucru se datorează faptului că articulațiile adânci sunt realizate prin suprapunerea paralelă sau secvențială a două sau trei cusături.
Rata consumului este masa sudurii peste un metru de cusătură. Se calculează atât pentru o unitate individuală, fie pentru o parte și în funcție de tipul de operație de sudură efectuată.
Având în vedere aceste nuanțe, calculul consumului de produse de umplutură ar trebui să fie efectuat atât teoretic, cât și practic.

Calcul teoretic
Bazat pe utilizarea unor formule diferite. În practică, cele mai frecvente sunt două tipuri de calcul:
- prin coeficient;
- prin caracteristici fizice.
Prima cale acoperă diferite categorii de consumabile și se calculează cu formula: H = M * K, unde M este masa metalului sudat și K este coeficientul special de consum al aditivului.
În al doilea rând pe baza caracteristicilor și a electrodului utilizat și a structurii metalice care urmează să fie sudată, se calculează cu formula: G = F * L * Masa sârmei în care F este suprafața secțiunii transversale și L este lungimea cusăturii.
Dacă prima formulă permite calcularea debitului, atunci a doua - masa metalului de sudură. Ambele calcule sunt "tabulare", adică se bazează pe indicatori standard care corespund anumitor tipuri de electrozi, tip de metal și mărimea cusăturii.
Calcularea consumului de electrozi prin coeficient
Pentru a efectua calculul, trebuie să cunoașteți coeficientul exact al electrodului (K) care, ca și alți parametri, este specificat în anexa RDS 82-201-96 a "regulilor de elaborare a normelor privind consumul de materiale în construcții".
Valoarea coeficientului variază de la 1,5 la 1,9. Indicatorul mai mic corespunde celui de-al doilea grup de electrozi, iar cel de-al șaselea. Dacă în timpul funcționării se folosește marca TsT-28 din al doilea grup, indicatorul K este egal cu 1,5.
Folosind un calcul matematic pentru a determina numărul necesar de electrozi pentru acoperirea unei tone de metal, obținem o valoare de 1500 kg, adică H = 1000 * 1,5. În consecință, cheltuielile cresc dacă se folosește o marcă cu mai multe grupuri de vârstă, de exemplu, NZh-13, care are un coeficient egal cu 1,8.
Calcul practic
Aceasta presupune determinarea masei metalului și efectuarea încercărilor sudate. Când sunt finalizate, se măsoară calcina, ia în considerare tensiunea și amperajul, lungimea cusăturii. Pe baza acestor date, determinați numărul de electrozi necesari pentru cusătura de sudură cu o anumită lungime.
Calculul exact va fi în cazul în care atât datele externe, cât și unghiul de poziție în timpul desfășurării lucrărilor principale vor rămâne similare celor din timpul testării. Pentru a evita definițiile inexacte, experimentul este repetat de trei până la patru ori. Dacă această condiție este îndeplinită, calculul va fi chiar mai precis decât în cazul utilizării formulelor.
Eroare de calcul
Nici o metodă de calcul nu oferă 100% precizie. Se recomandă achiziționarea de consumabile pentru a asigura un flux de lucru complet și continuu, cu o marjă. Este necesar să se țină seama de posibilitatea prezenței produselor defecte și de calitate scăzută în lotul de electrozi.
Pentru a nu opri sudarea, creșteți datele obținute în calcule cu cinci sau șapte la sută. Acest lucru este garantat pentru a scăpa de diferite tipuri de forță majoră. Țineți cont de faptul că cantitatea de consumabile depinde atât de proces cât și de tipul de cusătura umplute cu aditivi.
Cum de a reduce costurile?
Există mai multe condiții care vă permit să economisiți consumabilele pentru sudare, dar nu afectează calitatea:
- Cele mai mari economii ale aditivilor pot duce la utilizarea mașinii de sudura semiautomate sau automate. Când lucrarea este efectuată manual, pierderile variază de la 5 la sută și mai mult. Cu procesul automat și semiautomat, această cifră este de două ori mai mică. Dacă atât aditivii cât și mașina sunt de înaltă calitate, reducerea consumabilelor va fi maximizată.
- Indicatoarele de curent și de tensiune trebuie să respecte pe deplin materialul de umplere selectat. Prin urmare, setarea mașină de sudură, trebuie să acordați o atenție deosebită acestor parametri.
- Numărul de electrozi consumați în condiții egale poate varia. Acest lucru se datorează poziției consumabilelor în timpul sudării. Prin urmare, mulți sudori preferă să nu se limiteze la formule și să recurgă la calcule practice, efectuând mai multe teste pentru a găsi poziția "perfectă".
Respectarea acestor trei condiții importante și alegerea corectă a unei modalități de salvare permite reducerea cantității de material necesar de umplere cu aproape 30%. Aceasta este o sumă impresionantă de bani.
Este necesar să se calculeze numărul necesar de electrozi în stadiul inițial, când vă gândiți doar să efectuați lucrări de sudură. Pentru a calcula cât mai exact posibil consumul de electrozi. Este deosebit de important să știți câți electrozi vor merge atunci când intenționați să preparați o cantitate mare de structuri metalice.
Dacă faceți toate calculele în mod corect, procesul de sudare va continua conform planului planificat și veți avea suficienți electrozi pentru a finaliza lucrarea. Rata de consum a electrozilor este considerată valoarea maximă a consumului absolut al materialului de sudură.
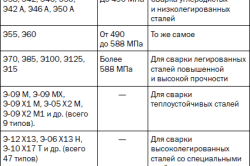
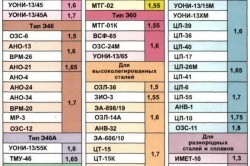
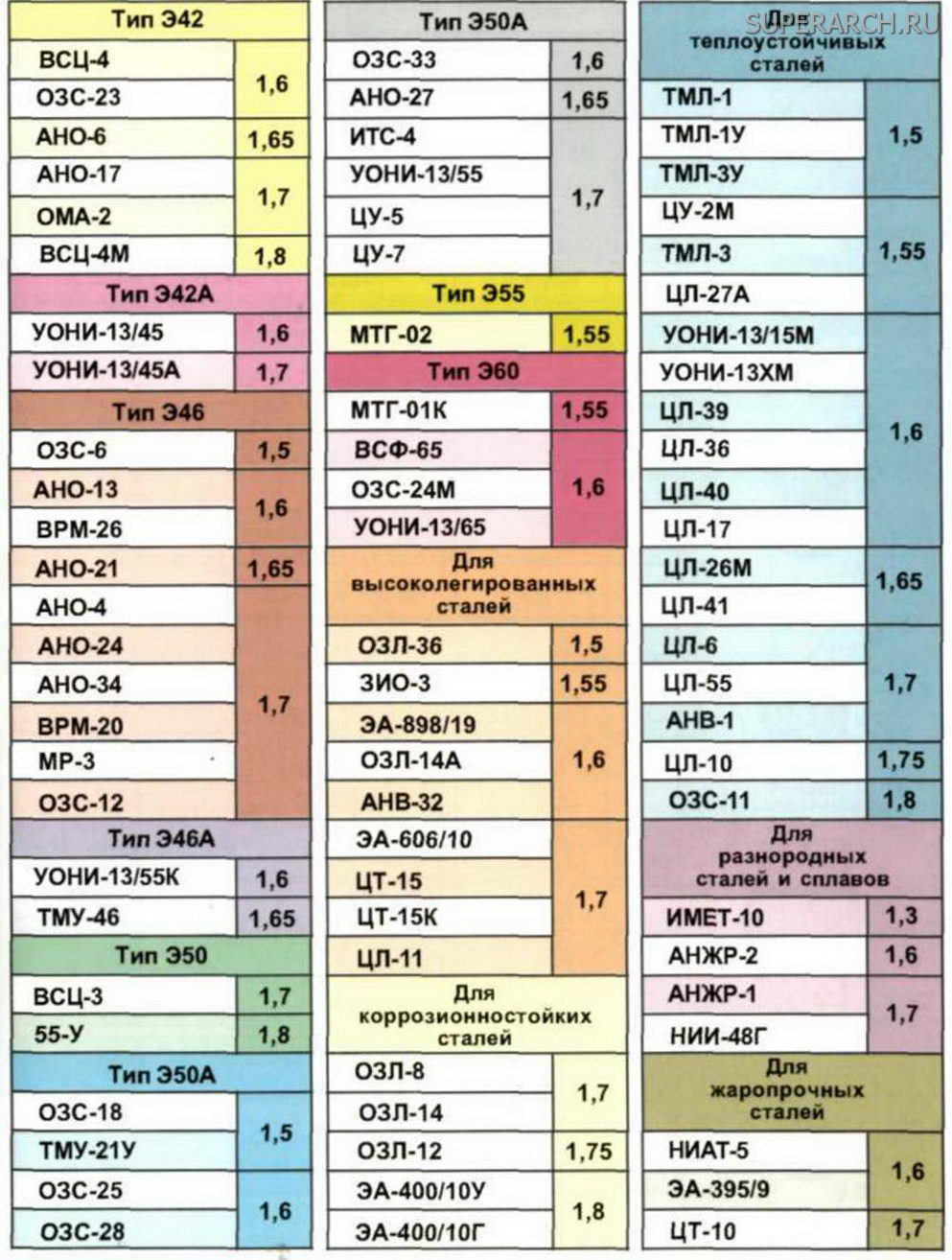
Mai jos sunt coeficienții de electrozi în raport cu mărcile de electrozi:
- Grupa 2 - K (dis.) = 1.5 - tipuri de electrozi: OZL-E6, OZL-5, TsT-28, OZL-25B;
- Grupa 3 - K (diss.) = 1.6 - tipuri de electrozi: TSL-17, OZL-2, OZL-8, ZIO-8, OL-6, OZL-7, OZL-3;
- Grupa 4 - К (diss.) = 1.7 - tipuri de electrozi: ОЗЛ-9А, ГС-1, ЦТ-15, CL-11, УОНИ-13 / НЖ, ЦЛ-9;
- Grupa 5 - K (diss.) = 1,8 - tipuri de electrozi: OZS-11, OZL-22, OZL-20, NZh-13;
- 6 grup - K (dis.) = 1.9 - Marci de electrozi: ANZhR-2, OZL-28, OZL-27;
Acum, pentru a face mai ușor de înțeles, să facem calculele. Să presupunem că am topit 5 kilograme de metal folosind electrozii OZL-8. Am sudat o mulțime de metal, apoi am calculat secțiunea transversală a cusăturii, l-am înmulțit cu lungimea cusăturilor și am înmulțit cu grosimea. Ca rezultat, am primit 5 kg.
Acum, înmulțim masa metalului de sudură (5) cu coeficientul. Pentru electrozii noștri este de 1,6. Deci, 5 x 1,6 = 8. Se pare că pentru sudarea a 5 kg de metal avem nevoie de aproximativ 8 kg de electrozi OZL-8.
Când efectuați calculele, amintiți-vă că trebuie să fii corect, deoarece chiar și o mică eroare vă poate mări cheltuielile pentru cumpărarea de electrozi sau, dimpotrivă, este posibil să nu aveți suficiente cantități pe care le-ați cumpărat deja.
De exemplu, pentru a suda o tona de metal, trebuie să calculam numărul de electrozi. Numărăm: 1000 x 1.6 = 1.600 kg de electrozi OZL-8.
În primul rând, este necesar să se determine consumul de electrozi de acest tip, pentru a se întinde 1 kg de metal. Pentru a face acest lucru, puteți utiliza o formulă specială:
H = M * K dis,
unde K out este coeficientul de consum al electrozilor (prezentat în figura de mai jos) și M este masa metalului.
Există o altă formulă prin care puteți calcula câte electrozi sunt consumați în timpul sudării:
G = F x L x Greutatea firului (1 cm 3),
unde: F-zona transversală. secțiune; G-masa ep. Metal și L - lungimea cusăturii.
Pentru a reduce consumul de electrozi, puteți utiliza o mașină de sudură automată sau semi-automată. La sudarea cu astfel de dispozitive, pierderea este de 3%, iar munca manuală - 5%. Prin urmare, utilizarea sudurii automate și semi-automate este mult mai profitabilă, deoarece reduce cantitatea de materiale necesare.
Contabilizarea pierderilor la sudare
La efectuarea calculelor este important să fii cât mai precis și mai atent posibil, dar chiar și în acest caz este important să ne amintim eroarea, deoarece cantitatea nu poate fi absolut precisă la calcularea numărului de electrozi. Prin urmare, atunci când achiziționați, merită să luați materiale cu o marjă mică pentru a vă asigura o muncă continuă și completă.
În plus, este important să rețineți că, în timpul funcționării, nimeni nu este protejat de creșterea consumului de materiale de sudura datorită produselor defecte și a cheltuielilor neprevăzute, prin urmare, în momentul achiziției, stocul de electrozi achiziționați ar trebui să fie în medie de aproximativ 5-7%.
De asemenea, atunci când se calculează, este necesar să se țină seama de particularitățile procesului tehnologic, care, în unele cazuri, asigură un consum suplimentar de electrozi. Formulele care au fost date în acest articol sunt utilizate cu succes de multe companii de construcții pentru a determina mai exact consumul de materiale de sudură pentru un anumit volum de produse. Dacă puteți calcula consumul de materiale pe care îl veți avea în timpul lucrului, acest lucru poate reduce costul achiziționării materialelor și echipamentelor de sudură, precum și economisirea timpului pentru sudare.
Materiale suplimentare

Invertor de sudare - Mașina de sudură modernă, simplă și ușor de folosit, vă va ajuta să faceți față cu ușurință oricăror lucrări de sudură și în cel mai scurt timp posibil. Să se ocupe de înțelepciune invertoare de asemenea, nu fi dificil.

Vorbind despre regulile de uscare a electrozilor, nu uitati de depozitarea lor. Dacă electrozii sunt depozitați în condiții adecvate, acestea vor dura mult timp. Uscarea se poate face acasă, dar pentru aceasta trebuie să alegeți cuptorul potrivit și să îndepliniți toate condițiile din instrucțiunile pentru fiecare pachet.
Calculul exact al numărului de electrozi necesari pentru sudare este una dintre componentele importante ale fazei pregătitoare a sudării. Se va face eficacitatea procesului de sudare, eficacitatea acestuia și cât de bine depind fondurile alocate pentru achiziționarea de materiale de bază și auxiliare pe baza corectitudinii acestor calcule.
Pentru a calcula cu exactitate numărul de electrozi în timpul sudării, este necesar să se ia în considerare câțiva parametri:
- greutatea metalului de sudură;
- consumurile existente de electrozi pentru sudare;
- lungimea sudurii.
Ratele de consum ale electrozilor în timpul sudării sunt cantitatea maximă de material consumat în producția unui produs, cu respectarea tuturor cerințelor tehnologice.
Varietăți ale ratelor de consum existente ale electrozilor.
În prezent, se utilizează mai multe rate de consum de electrozi, în funcție de stadiul lucrării. Toate normele în acest caz pot fi împărțite în 4 grupe principale:
- Normele operaționale sunt ratele de consum a electrozilor la efectuarea unei operații tehnologice specifice - adică la efectuarea directă a sudării.
- Normele detaliate sunt normele care determină câți electrozii trebuie folosiți pentru fabricarea unei părți sudate.
- Norme nodale - rata de consum a electrozilor pentru fabricarea unui singur ansamblu sudat.
- Rata standard este rata de consum a electrozilor pentru fabricarea unui singur produs sudat.
Toate aceste norme sunt pe deplin interconectate unul cu altul. Deci, pentru a determina normele individuale, trebuie să cunoașteți normele specifice nodului, dar pentru a calcula cu exactitate normele specifice nodului, trebuie să cunoașteți normele detaliate.
Calculul consumului de electrozi.
Calculul consumului de electrozi pentru a îndeplini o sarcină specifică legate de sudură ar trebui să fie efectuat de către același specialist care va efectua ulterior lucrările de sudură. Acest lucru va asigura o precizie suficientă a calculului, deoarece expertul cunoaște toate nuanțele procesului de sudare, este bine cunoscut în branduri și caracteristici ale electrozilor și, prin urmare, este capabil nu numai să folosească tehnici și formule convenționale, ci și să țină cont de toate caracteristicile sudurii care pot necesita creșterea sau mai puțin decât consumul uzual al electrozilor.
- Metoda teoretică de calcul.
Există mai multe tehnici care ajută la calcularea cu precizie a consumului de electrozi în timpul sudării. Una dintre cele mai comune în multe țări este o tehnică bazată pe masa metalului de sudură - ceea ce înseamnă că, în acest caz, consumul de electrozi este considerat în kilograme.
H = M * K (dis.)unde
M - masa metalului de sudură (în kilograme)
K (dis.) - coeficientul de consum al electrozilor.
Utilizând această formulă, este necesar să se ia în considerare câteva trăsături ale calculului masei metalului și determinarea coeficientului.
Pentru a determina masa metalului de sudură, luați suprafața sa transversală și înmulțiți-o cu densitatea metalului, care se găsește în mesele speciale, și lungimea sudurii.
Pentru a determina coeficientul de consum al electrozilor, este necesar să se cunoască exact marca de electrod, deoarece depinde de cantitatea de monoxid de carbon și de spumarea metalului în timpul procesului de sudare, precum și de lungimea electrodului calcinat. În acest caz, lungimea calcinului este de 50 mm cu o lungime totală a electrodului de 450 mm. Ca regulă, se ia un coeficient de 1,6, dar când se suie părți din oțel inoxidabil, precum și din metale refractare, coeficientul poate ajunge la 1,8.
- Metoda de calcul practică.
Pe lângă metoda teoretică de mai sus pentru calculul numărului de electrozi, se poate aplica și o metodă practică.
Pentru a face acest lucru, este necesar să se ia o anumită cantitate de metal, a cărei masă este exact cunoscută, și să se efectueze lucrări de sudură utilizând același nume de electrod, care va fi utilizat în continuare în desfășurarea lucrărilor de sudură de bază. În același timp, tipul îmbinare sudatăși modul utilizat curent de sudare, iar poziția spațială a sudurii trebuie să respecte pe deplin condițiile care sunt planificate să fie aplicate în procesul principal de sudare. Ca rezultat, prin determinarea lungimii sudurii astfel obținute, va fi posibil să se calculeze câte electrozuri vor fi necesare în timpul executării lucrărilor de sudură.
Este posibil să se reducă numărul de consumate în timpul procesului de sudură?
Această problemă, desigur, îngrijorează fiecare producător, iar cu cât este mai mare cantitatea de sudură, cu atât este mai acută problema economisirii electrozilor. În general, este foarte posibil să se reducă consumul de electrozi. Pentru a face acest lucru, trebuie să îndepliniți mai multe condiții:
- indicatoarele de curent și de tensiune în timpul operațiilor de sudură trebuie să respecte pe deplin tipul de electrod utilizat.
- utilizarea sudurii automate sau semi-automate ajută la reducerea consumului de electrozi.
- de asemenea, o scădere a consumului de electrozi poate fi de asemenea cauzată de o schimbare a poziției electrodului în timpul procesului de sudare.
Ca urmare a alegerii metodei și modului de sudare optimă, consumul de electrozi este redus cu aproximativ 3% - ceea ce va economisi în mod semnificativ costul consumabilelor de sudură, asigurând în același timp sudorului cele mai confortabile condiții de lucru.




