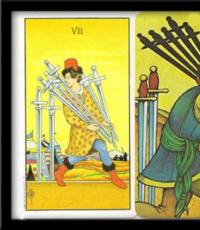
A hegesztett kötések készítésének folyamatábrája tartalmazza. A hát- és ízületi problémák a fogyatékosság közvetlen útját jelentik! Hogyan mentse meg magát és felejtse el a fájdalmat - mondja az orvostudományok doktora, Bubnovszkij professzor, Szergej Mihajlovics
útvonalválasztás hegesztés - dokumentum, amely meghatározza a konkrét anyagok technológiáját és hegesztési folyamatát. Fontosakat ír le Műszaki adatokés a hegesztés elkészítéséhez szükséges munkasorrend. A hegesztés a legtöbb gyenge pont a tervezésben ezért a technológiai térképet a jelenlegi GOST-oknak megfelelően fejlesztik ki, és speciális ellenőrzési szolgálatok ellenőrzik.
A térkép elkészítése az anyag tanulmányozásával és a hegesztési módszer kiválasztásával kezdődik. Elemzik azokat a körülményeket, amelyek között a kapott szerkezet működni fog. A referencia-szakirodalom és számítások alapján meghatározzák a hegesztési módokat, a menetszámot, a varrat geometriáját és egyéb paramétereket.
A hegesztési folyamat térkép a következő adatokból áll:
- információk és a hegesztendő alkatrészek jellemzői;
- információk a kötés hegesztés előtti előkészítéséről (élek alakja, letörés szöge és mérete);
- adatok a csapok számáról, helyéről és méretéről;
- információ az alkatrész rögzítéséről és arról, hogyan lehet elkerülni az alkatrészek deformálódását vagy elmozdulását hegesztés közben;
- környezeti hőmérséklet, amelyen a hegesztés megengedett, vagy adatok az alkatrészek felmelegedéséről (ha szükséges) hegesztés előtt;
- adatok a használható berendezésekről és a felhasznált fogyóeszközökről (elektródák, hegesztő huzal, védőgáz);
- információk a hegesztési módokról (milyen áramot és feszültséget kell beállítani, automata gépeknél feltüntetik a hegesztési sebességet, a becsült gázfogyasztást és a hegesztési huzal adagolási sebességét);
- információk a kapott varrat ellenőrzésének és ellenőrzésének módszereiről.
A térkép összeállításakor a fő rész a hegesztendő anyagok, jellemzőik és tulajdonságok vizsgálata. Ha az anyag ismeretlen eredetű és tulajdonságai ismeretlenek, akkor mintákat vesznek és elküldik a laboratóriumba elemzésre és az összetétel azonosítására. A kapott adatok alapján kiválasztják a fogyóeszközöket, és meghatározzák azokat a feltételeket és hegesztési módot, amelyek ezekre a részekre a legalkalmasabbak. Valós szerkezeti acélok gyártása a szabványok és a sablonok szigorú betartása mellett történik, ezért a legáltalánosabb fémek és anyagok folyamatábráit már régóta elkészítették.
A technológiai térkép az egymást követő munkák, rajzok és magyarázatok felsorolásából áll. A meghibásodások, balesetek és veszteségek elkerülése érdekében komolyan kell venni a műszaki folyamat fejlesztését, mivel ez a munkák egész sora. Az egyik szakasz hibája oda vezethet, hogy Hegeszteniösszeomlik, még akkor is, ha az összes többi műveletet helyesen hajtották végre.
A fémszerkezetek hegesztésének technológiai táblázata
Leírást tartalmaz a technológia alkalmazási területéről. Jelzi, hogy milyen típusú technológiát, milyen távolságban és milyen szögben kell rögzíteni az összekapcsolt részeket a szerkezet megbízhatóságának és tartósságának biztosítása érdekében. Azt jelzi, hogy milyen körülmények között és milyen hőmérsékleten kell hegeszteni (szabadban vagy bent).
A következő pont a legkiterjedtebb és a legfontosabb a technológiai technológiában. Magáról a hegesztési technológiáról és annak műszaki paramétereiről tartalmaz információkat, amelyek a következő alpontokból állnak:
- előkészítő munka és végrehajtásuk szabályai;
- típusú információk hegesztési munkák;
- az egyes munkafázisok sorrendjének leírása (csapok felszerelése, a varratok felvitelének sorrendje);
- diagramok és rajzok, amelyek jelzik a kötések helyét, a varratok alkalmazási módját, magyarázatokat azokra;
- a folyamat és a biztonsági szabályok megalkotásának feltételei;
- az előadók száma és az egyes műveletekre, valamint a teljes mű egészére becsült idő;
- a szükséges fogyóeszközök kiszámítása.
Az utolsó bekezdések lehetővé teszik a műszaki költségek, a munkafeltételek és azok előnyeinek kiszámítását. Így lehetőség van a folyamat jóval a hegesztési munka megkezdése előtt megváltoztatására és korrigálására. A folyamattérkép az erőforrások és az alapok kiszámításával, valamint a hegesztési folyamat elvégzéséhez szükséges emberek számával és idejével végződik.
Csőhegesztés technológiai diagram
Bemutat egy dokumentumot, amely a következő fő szempontokból áll:
- a technikai folyamat terjedelme;
- általános rendelkezések és ajánlások;
- technológia és munkaszervezés;
- minőségi követelmények;
- és a munkavédelem;
- a felhasznált normatív és műszaki dokumentáció és irodalom felsorolása;
- technológiai térképek a hegesztéshez.
Először meg kell jelölni, hogy a térkép mely objektumokra alkalmazható. Aztán be Általános rendelkezések körülír:
- munkatechnika;
- minőségi feltételek és a munka elfogadásának szabályai;
- biztonsági intézkedések és a munkavédelem.
- az e technológiai térkép szerint elvégzett munka típusai (csővezetékek hegesztése, összeszerelése, élek előkészítése).
Fontos rész az összes műveletre vonatkozó utasítás és végrehajtásuk sorrendje. Megemlítik, hogyan kell előzetesen elvégezni a felületek előzetes szemrevételezését. A cső, az elzáró és elosztó szerelvények sérüléseit ellenőrzik, az üregeket megtisztítják és előkészítik az összeszerelésre. Fontos pont, hogy mit kell tennie, ha (károsodás) meghaladja a megengedett határértékeket. A felületi hibákat őrléssel kiküszöbölik, miközben a maradék falvastagság nem lehet kevesebb, mint a megengedett mínusz minimum. A csövek végeit horpadásnyomokkal és résekkel levágják. A hegesztett csövek csatlakozásánál a gyári hosszanti vagy spirális varratokat egymáshoz képest 75 mm-rel el kell tolni.
A biztonsági óvintézkedések olyan utasításokat tartalmaznak, amelyeket a hegesztés megkezdése előtt be kell tartani. A követelményeket arra is fel kell tüntetni, hogy miként kell felszerelni azt a helyet, ahol a fémszerkezetek műszaki szerelését hegesztéssel végzik, és milyen tűzoltó berendezéseket kell használni. A hegesztést az ebben a folyamatábrában szereplő, a hegesztett csövek átmérőjén alapuló működési folyamatábrák szerint kell elvégezni.
A munka minőségére vonatkozó követelmények tartalmazzák a varratok és a megengedett eltérések ellenőrzésének módszereit. Nem kielégítő vizsgálati eredmények esetén feltüntetik a hibák kijavításának eljárását és módszerét.
Az operatív folyamatábrák az összeset tartalmazzák specifikációk szükséges a hegesztéshez:
- tárgy hegesztése;
- cső jellemzői;
- hegesztő anyagok;
- horony és hegesztési varrat formája;
- előmelegítés (ha szükséges);
- hegesztési módok;
- További követelményekés ajánlások;
- az összeszerelési és hegesztési műveletek felsorolása és sorrendje.
A csövek és más fémszerkezetek hegesztési folyamatábrái teljesen megegyeznek megjelenés, de tartalmukban és tartalmukban különböznek egymástól.
Hegesztés- bonyolult folyamat, amelynek végrehajtását a fém előkészítésével, a hegesztett kötés kivitelezésével és az azt követő ellenőrzéssel járó egyes cselekvések szigorú sorrendjében kell végrehajtani. A hegesztés, ha nem kap megfelelő figyelmet, sérülékenységet jelent minden hegesztett szerkezetben. Ennek oka lehet a hegesztéstechnika fejlesztésének hiányossága vagy annak hiánya, az elégtelen irányítás, a rossz választás. hegesztö felszerelésés anyagok. Ennek eredményeként - nagyszámú hiba és veszteség, amelyet a szervezet felszámol. A veszteségek megelőzhetők a hegesztés végrehajtására vonatkozó utasítások megfelelő kidolgozásával és végrehajtásának ellenőrzésével.
Mi tehát a hegesztő WPS? A hegesztési technológiai folyamattérkép, vagy ahogy hegesztéstechnológiai térképnek is nevezik, olyan dokumentum, amely egy adott kötés hegesztési technológiájának fejlesztésének eredménye, amely tartalmazza a hegesztett kötés létrehozásának legfontosabb technológiai paramétereit, valójában ez az utasítás a hegesztések hegesztésére. A WPS-t több mint 30 éve 1984. január 1-jén hagyták jóvá és léptették életbe. A fémszerkezetek hegesztési technológiájának kidolgozása során minden hegesztett kötést a rá kidolgozott hegesztési technológiai diagramnak megfelelően kell elkészíteni.
A hegesztési technológiai diagramnak a következő adatokat kell tartalmaznia:
1. Információk az nem nemesfémről.
2. Információ a kötés minőségéről és előkészítéséről a hegesztéshez: adatok a horonyról (résméret, tompaság, horonyszög stb.), A kötések számáról és helyéről, adatok az élek előzetes tisztításáról, a varrat méreteiről.
3. Adatok a hegesztendő munkadarab rögzítéséről és a lehetséges hevítésről. És a hegesztési folyamatok sorrendje is.
4. Információ a használt hegesztőberendezésekről és hegesztőanyagokról. A hegesztőanyagok és berendezések kiválasztása a szakirodalomból származó különféle információkon alapul, beleértve a szakmai hegesztést (folyóiratok, cikkek), saját tapasztalatainkon, valamint a szervezetek visszajelzésein.
5. A hegesztési módra vonatkozó információk a hegesztési módszertől függően a következőket tartalmazhatják: hegesztőáram, ívfeszültség, hegesztési sebesség, hegesztési polaritás, fogyasztás védőgáz, huzalelőtolási sebesség stb. Az ajánlott hegesztési módok megsértése a hegesztett fém és a hő által érintett zóna megrepedéséhez vezethet.
6. Információ a hegesztett kötés alakjáról, a hegesztett kötés minőségellenőrzésének módszereiről és terjedelméről.
A hegesztési folyamat térképének kidolgozása a hegesztendő anyag elemzésével és a hegesztési módszer kiválasztásával kezdődik. Ezt követően elemzik azokat a körülményeket, amelyek mellett a hegesztett szerkezet működik, és meghatározzák, hogy mi szabályozási dokumentumok e szerkezet gyártása és működése normalizálódik. A szabályozási szakirodalom és a számított adatok alapján meghatározzuk a hegesztési módot, szükséges összegetátmenetek, a hegesztett kötés geometriája és egyéb paraméterek.
Minden hegesztési WPS megkapja a saját azonosító számát, amelyet tovább használnak a műszaki dokumentációban és a projekt specifikációiban való feltüntetésre. A fejlesztő maga írja alá a hegesztési folyamat térképét, aláírását is az űrlap aljára teszi.
A létesítmény építése során a termelésnek készlettel kell rendelkeznie 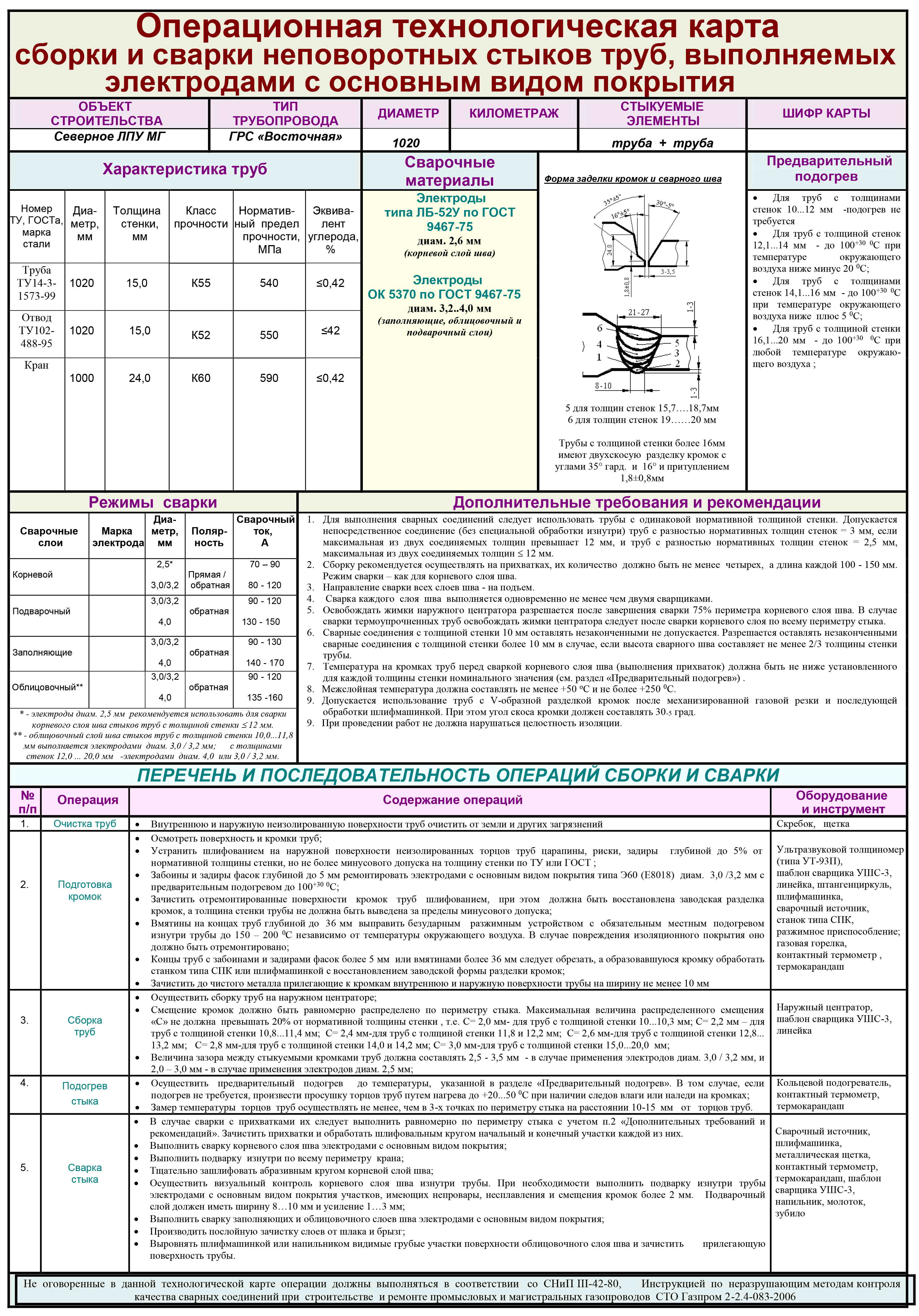 minden típusú technológiai térkép hegesztett kötések... A hegesztési folyamatdiagramok teljes készletét a főhegesztő osztályán őrzik. A hegesztő, amikor műszakba távozik, megkapja a hegesztett kötések folyamatábráit, amelyeket a folyamat során elvégez. Az előkészített élek és a kész hegesztett kötések ellenőrzését és ellenőrzését a műszaki ellenőrző szolgálat végzi a hegesztett kötések minőségellenőrzésére és tesztelésére vonatkozó szakasznak megfelelően. Így nincs összetévesztés a szolgáltatások között, mivel minden szükséges fel van tüntetve a hegesztett közös technológiai diagramban.
minden típusú technológiai térkép hegesztett kötések... A hegesztési folyamatdiagramok teljes készletét a főhegesztő osztályán őrzik. A hegesztő, amikor műszakba távozik, megkapja a hegesztett kötések folyamatábráit, amelyeket a folyamat során elvégez. Az előkészített élek és a kész hegesztett kötések ellenőrzését és ellenőrzését a műszaki ellenőrző szolgálat végzi a hegesztett kötések minőségellenőrzésére és tesztelésére vonatkozó szakasznak megfelelően. Így nincs összetévesztés a szolgáltatások között, mivel minden szükséges fel van tüntetve a hegesztett közös technológiai diagramban.
Minden vállalkozásnál szervezéskor hegesztés gyártása térképeket kell készíteni a hegesztési technológiai folyamatról, ellenkező esetben nehéz ellenállni az elvégzett munka minőségére vonatkozó paramétereknek. Néhány vállalkozás nem engedheti meg magának, hogy fenntartsa a hegesztés költséges mérnöki személyzetét. minimalizálja a mérnökök karbantartásának költségeit, és megállapodás és műszaki előírások alapján a lehető leghamarabb kidolgoz egy hegesztési folyamatábra-készletet, valamint kiválasztja a berendezéseket és anyagokat.
A hegesztés gyártása során végzett munka magas színvonalú eredményének elérése érdekében a hegesztőt olyan dokumentumnak kell irányítania, amely helyesen írja le az építkezés összes hegesztési szakaszát. A technológiai térképen megadott ajánlások be nem tartása a hegesztett kötés üzem közbeni megsemmisüléséhez vezethet, ami visszafordíthatatlan következményekkel járhat.
AZ UNIÓS SZSZF Kommunikációs Minisztériuma
SPECIALIZÁCIÓ ÉS DOV ANNE KON STRUK TORSK O- TECHNOLOGIES CHESKOE
B YURO ÉPÍTÉS OI TE HNI KI SV YAZI
JÓVÁHAGYOTT
Z am. A GRSS vezetője
A. I. Polnikov
989. március 27
ÚTVONALVÁLASZTÁS
FÉMSZERKEZETEK MEGHATÁROZÁSÁNAK TELEPÍTÉSE
ÍVHEGESZTŐ
MOSZKVA - 1989
1 HASZNÁLATI TERÜLET
1.1. A technológiai térképet az ATC fémszerkezeteinek ívhegesztési módszerrel, hegesztőberendezések és szerelvények alkalmazásával készítették. A technológiai térkép iránymutatásként szolgálhat a munka technológiailag helyes elvégzéséhez, amikor a szerelvényeket és alkatrészeket különböző célokra hegesztik egy autócsarnokban, kereszteződésben, bánya és áramellátó berendezésekben. 12. Az automatikus telefonközpont fémszerkezeteinek hegesztéssel történő felszerelése során a technológiai térképen figyelembe vett munka kiterjed a következőkre: - nyílt típusú ereszcsatornák hegesztése egyenes szakaszokon a hézagba és fali konzolokhoz vagy négyzetekhez hegesztés; - ugyanazon nyitott típusú fejfejek hegesztése 90 ° -os szögben, a barázdák hegesztése a falszögekhez a falon való áthaladáskor, de a fejfejek függőleges hegesztése a falak konzolain; - az ilyen típusú ereszcsatornák hegesztése a keretsorban történő leereszkedésük során és a padlólemezen való áthaladáskor; - koronadarabok felszerelése és hegesztése a bányában; - fémszerkezetek felállítása aknában és keresztmetszetben történő hegesztéssel; - rögzítés a fővályúk hegesztésével a sorvályúkhoz és a fővályúkhoz legfeljebb 2,5 m-es fesztávolságban; - kültéri vályúk hegesztési módszerrel történő rögzítése kereszthuzalokhoz és keretekhez, valamint tesztelő aljzatok az előfizetői elosztókeretben. 1. 3. A szerelvények és a fémszerkezet alkatrészeinek boltívén végzett munka elvégezhető a főfej, az enyém, a ross, az egyenirányító és az akkumulátor helyiségeiben. A hegesztési munkák elvégzése során, különösen a téli időszakban, be kell kapcsolni a elszívó szellőztetést, a helyiségekben és bányákban végzett hegesztési munkáknál pedig hordozható szellőztető eszközök használatát javasoljuk. A fémek főzéséhez mellékelt és akkumulátoros munkában a fémet az akkumulátorok felszerelésének megkezdése előtt be kell fejezni. Ha hegesztési munkákat végeznek helyiségekben, ahol felszerelt berendezések vannak, a berendezéseket meg kell védeni a fémcseppek és a vízkő behatolásától. tizennégy. A technológiai térkép és egy adott objektum és az építési feltételek összekapcsolásakor meg kell határozni a munka körét, a munkaerőköltség kiszámítását, a műszaki és gazdasági mutatókat és a gépesítés eszközeit, figyelembe véve az összeszerelő mechanizmusok és eszközök rendelkezésre álló flottájának maximális felhasználását.2. A MUNKA TELJESÍTMÉNYÉNEK SZERVEZETE ÉS TECHNOLÓGIÁJA
2.1. Előkészítő munka
2.1 .1. Készítsen elő olyan műszaki helyiségeket, amelyekben a fémszerkezeteket hegesztéssel kell felszerelni, a GOST 1 2.3.003.75, GOS T 1 2.2.007.75 szerint, és felszerelje őket tűzoltó berendezéssel. 2. 1.2. Szállítsa el a szükséges szerkezeteket és alkatrészeket a munkaterületre, és helyezze el azokat a telepítés technológiai sorrendjének megfelelően. 2.1 .3 Ismerje meg a munkakörülményeket, és ha szükséges, szerelje fel a munkaterületet a "Biztonsági és tűzvédelmi előírások" (SNiP III-4-80, SNiP II -01-0 2-8 5) szerint. 2.1 .4. Győződjön meg arról, hogy a munka képes elszívni. 2.1 .5. Készítse elő a hegesztéshez szükséges dokumentációt, szerszámokat és berendezéseket. 2.1 .6. Győződjön meg arról, hogy a hegesztőberendezés jó állapotban van.2.2. Általános információk a hegesztési hézagokról
2.2. egyet. A hegesztett kötés a hegesztett szerkezet eleme, amely két vagy több szerkezeti részből és egy ezeket a részeket összekötő hegesztési varratból áll (lásd GOST 5264-80. "Varratok hegesztett kötésekből"). 2.2.2. A fémszerkezetek telepítésekor a következő fő csatlakozási típusok teljesülnek: fenék, átfedés, póló és sarok. 2.2. 3. A fenékízületek a legjellemzőbb hegesztett kötések, amelyekben az összekapcsolandó részek végei vagy élei úgy vannak elhelyezve, hogy 1-2 mm távolság legyen közöttük. A legfeljebb 6 mm vastagságú részeket egyoldalas varrattal hegesztik, és több mint 6 mm-t kétoldalas varrattal. 2.2. 4. Az átfedéseket az egyik összekötő elem egymásra helyezésével hozzák létre. Az átfedés mértékének legalább kétszerese kell lennie a termékből hegesztett x élek vastagságának. A hegesztés során az alkatrészek mindkét oldalon meghibásodnak. 2.2 .5. A T-kötések olyan kötések, amelyekben az egyik elem vége egy bizonyos szögben csatlakozik a hegesztendő szerkezet másik elemének felületéhez. Erős varrat elérése érdekében a hegesztendő elemek közötti résnek 2 ÷ 3 mm-nek kell lennie. 2.2.6. A sarokkötéseket akkor hajtják végre, amikor a hegesztendő elemek derékszögben vagy tetszőleges szögben helyezkednek el, és hegesztést hajtanak végre ezen elemek széle mentén egyik vagy mindkét oldalról. 2.2.7. Az összes fent leírt hegesztett kötés varrattal készül, amely egy megszilárdult hegesztett fém, amely összeköti a hegesztett szerkezet elemeit. Hegesztések A következő kritériumok szerint vannak felosztva: a működési erőfeszítéshez viszonyított helyzet szerint (lásd 1. ábra), a térben elfoglalt hely szerint (lásd 2. ábra), a külső forma szerint (lásd 3. ábra).Ábra. 1. A hegesztett varratok helyzete az aktuális erőhöz képest:
a) szár, b) homlok, c) ferde
![]()
R ábra 2. Hely hegesztett varratokkal az űrben:
a) alsó, b) vízszintes, c) függőleges, d) mennyezet
Ábra. 3. A hegesztett varratok külső formái:
a) domború, b) normális, c) homorú
2.2.8. A hegesztő elektróda átmérőjét a hegesztendő élek vastagságától, a hegesztett kötés típusától és a varrat méretétől függően állítjuk be. A fenékízületeknél a következő gyakorlati ajánlásokat fogadják el az elektróda átmérőjének megválasztásához a hegesztett élek vastagságától függően: 2.2.9. A sarok- és T-hézagok végrehajtásakor figyelembe kell venni a varratláb méretét: 3–5 mm-es varratlábbal a hegesztést 3–4 mm átmérőjű elektródával és egy lábbal kell végezni. 6–8 mm, 4–5 mm átmérőjű elektródákat használnak. 2.2 .1 0. Az elektróda kiválasztott átmérője szerint állítsa be az értéket a főzési áramerősségből, amelyet az elektródákkal a csomagolásra ragasztott gyári címkén kell feltüntetni. 2.2. tizenegy. A 4 ÷ 6 mm-es elektródák főzési áramának értékét a következő képlettel lehet meghatározni:
Y = (40 ÷ 60) D e,
Ahol Y a főzési áram értéke, A; D e - az elektróda átmérője, mm. 2.2. 1 2. A 4 mm átmérőjű és 6 mm-nél nagyobb elektródák hegesztőáramának értéke a következő képlettel határozható meg:
Y = (20 + 6D e) D e.
Ebben az esetben korrekciókat kell végezni, figyelembe véve a fém vastagságát és a varrat helyzetét. Ha az élek vastagsága 1, 3 D e és 1,6 D e között van, a hegesztési áram számított értéke 1 0 ÷ 1 5% -kal csökken, és ha az élek vastagsága meghaladja a 3 D e értéket, akkor 1 0 ÷ tizenöt% -kal nőtt. Hegesztés függőleges és mennyezeti varratok 1 0 ÷ 1 5% -kal kisebb árammal végezzük, mint a számított. 2.2. 1 3. Fémelektródák ívhegesztő a GOST 9466-75 szabványnak megfelelően készülnek. „Bevont fém elektródák a kézi ívhegesztéshez és a felülethez. Osztályozás, méretek és általános előírások ". A GOST által megállapított méretek:
Asztal 1
|
Elektróda átmérő, mm |
Elektróda hossza, mm |
||
|
szénből és ötvözetből készült huzalból |
nagy ötvözetű huzalból |
||
2.3. A munka elvégzésének sorrendje és módszerei
2.3. egyet. Szerelje össze az ívoszlopot (lásd P. 4. ábra), amelyhez:
Ábra. 4. A főzési állomás csatlakozási rendszere a kézi főzéshez
A) a hegesztő transzformátort a Biztonsági és Tűzvédelmi előírásoknak megfelelően egy speciálisan felszerelt helyre szerelje fel. Válassza ki a hegesztő transzformátor márkáját a táblázat szerint. 2.
2. táblázat
|
Transformer márka |
Hegesztőáram, A |
Feszültség, V |
Névleges teljesítmény, kVA |
Teljes méretek, mm |
Súly, kg |
névleges munkavégzés |
||
|
névleges |
szabályozási korlátok |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD -0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM-31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM- 50 3U 2 |
555 × 585 × 888 |
|||||||
| T DM-50 2U2 |
720 × 845 × 780 |
|||||||
Ree S. öt. Csipeszek a hegesztőhuzal munkadarabhoz való csatlakoztatásához:
a) külső, b) csavar
E) csatlakoztassa a hegesztő transzformátor második kivezetését az elektromos tartóhoz (lásd 6. ábra) P RGD vagy P RGDO huzallal (GOST 6731 -77E);
Ábra. 6. Az elektrikus tartalom fajtái
E) válassza ki a főzéshez szükséges huzalok keresztmetszetét, amelynek hossza legfeljebb 3 0 m, az ajánlott szabványoknak megfelelően:
|
A hegesztőáram legnagyobb értéke, A |
||||
| A vezetékek keresztmetszete, mm 2: | ||||
| egyetlen | ||||
| kettős |
U l = 1,73Jρl / s,
Ahol U l - feszültségesés, V; J - hegesztőáram, A; ρ - huzalok ellenállása, Ohm · m; l a vezetékek hossza, m; s - a huzalok keresztmetszeti területe, mm 2. Ha az U l értéke meghaladja a megengedett értéket több mint 5% -kal, meg kell növelni a huzalok keresztmetszeti területét; h) használjon pajzsokat, maszkokat vagy sisakokat (GOST 1 361-69) a szem és a bőr védelmére hegesztés közben (lásd 7. ábra).
Ree S. 7. A főzési ív és a fémfröccsenés hatásainak védelme
2.3.2. Végezze el a replikációt az összes szükséges fali könyök, konzolok az autócsarnok, a kereszteződés, az aknák és az áramellátás telephelyének tervezési és használati dokumentációjának megfelelően. 2.3.3. Helyezzen nyílt típusú ereszcsatornaszakaszokat a falakhoz rögzített konzolokra, mozgassa egymás felé úgy, hogy 1 ÷ 2 mm-es rés legyen közöttük, hegesszen az egyes ereszcsatornarészeket egy éles varrással (lásd 8. ábra) a homlok homlokszélessége mindkét oldalról (lásd a 9. ábrát) mindkét oldalról (lásd a 9. ábrát), amelynek homlokszélessége 400 ÷ 6 00 mm, vagy az egyik oldalon kockás mintával - a barázdák szélességével 1 50 ÷ 300 mm .
R és C. 8. Hegesztő ereszcsatornák
A fő ereszcsatornák végeit mindkét oldalról a fal ereszcsatornáihoz hegesztjük, amint az a. kilenc.
Ábra. 9. Az ereszcsatornát rögzítse a fal mentén lévő tartóhoz vagy négyzethez
2.3.4. Vezesse át a varázsvályút és a főcsatornát a szoba árnyékában lévő lyukon, mozgassa a lefektetett és rögzített főcsatornához (lásd a 2.3.3. Oldalt) úgy, hogy az ereszcsatornák közötti rés 1 ÷ 2 mm legyen, és végezze el a fővályúk hegesztését 90 ° -os szögben (lásd 10. és 11. ábra). Ebben az esetben a horony mindkét oldalsó csíkját minden oldalról hegesztik.
Ábra. 11. A főcsatorna rögzítése 90 ° -os csatlakozásnál
2.3.5. Hegesszük a falon át vezető csatornát a könyökig (lásd a 12. ábrát). A hegesztést a horony egyik oldaláról, az egyik oldalvarrással, kockás mintával hajtják végre.
R ábra 12. A fő panasz áthaladása a falon
2.3.6. Hegessze a függőleges főeresztőket a helyiség falához rögzített konzolokra (lásd 13. ábra). Az egyes tartókhoz három oldalról hegesztést hajtanak végre.
Ábra. 1 3. A függőleges mahistral sín rögzítése a falhoz
2.3 .7. Szerelje fel a főhomlok meredekségeit a vázsorba (lásd a 14. ábrát), miközben a csatorna mindkét oldalsó csíkjának három oldalán a vájatokat a vázsor konzoljaihoz hegeszti.
Ree S. 14. Az ereszcsatornák süllyedése a keretsorban
2.3.8. Szerelje fel a vonóhálók lejtőit arra a helyre, ahol áthaladnak a padlólemezen (lásd a 15. ábrát). Munkavégzéskor rögzítse a főcsatornák ívét az átfolyólyuk keretéhez az ereszcsatorna oldalsó csíkjainak mindkét oldalán.
Ábra. 15. A fő ereszcsatornák átmenő eszköze a mennyezeten
2.3.9. Szereljen fel fémszerkezeteket a bányaterembe. A réselt konzolok alapjait az alapterekhez hegesztik. A felső részen a pr tartóelemek az e 3 0 × 4 acélszalaghoz vannak hegesztve. Ábra mutatja a bányákban lévő konzolok felszerelését. tizenhat.
Ábra. 1 6. Példa konzolok telepítésére egy aknába
A réselt konzolok sorai egymáshoz és a helyiség falához vannak rögzítve 40 × 50 × 4 fő négyzetek segítségével, amelyeket a réselt konzolok és a fal négyzeteinek felső részéhez hegesztenek. A helyiségekben és az aknákban lévő közönséges ereszcsatornákat a fő négyzetekhez hegesztik, az ereszcsatornákat pedig a szélső négyzetekhez hegesztik mindkét oldalról (lásd a 9. ábrát), és a többi négyzethez - az egyik oldalról egy kockás mintával (lásd ábra). És 17. ábra.
Ábra. 1 7. A hornyok helyzete és hegesztési helyei a bányában (hozzávetőleges)
Ábra. 1 8. A hornyok helye és hegesztési helyei a bányában (hozzávetőleges)
2.3. 1 0. A bányában lévő zárójelek rögzítésének fő szögei fenékhegesztéssel vannak összekapcsolva (lásd a 19a. Ábrát), vagy átfedésben vannak (lásd a 19b. Ábrát).
Ábra. 19. Példák a törzs x szögek illesztésére
2.3 .11. Telepítse a csatornákba a tengely helyiségének falai mentén. A barázdák hegesztésének helyére és helyére az 1. ábra mutat be példát. 20. ábra 21.
Ábra. húsz . A bánya barázdáinak elhelyezkedése és hegesztési helyei (hozzávetőlegesen)
Ree S. 21. A hornyok elhelyezkedése és hegesztési helyei a bányában (hozzávetőleges)
2.3 .1 2. A bányában lévő fémszerkezetek beépítése a bányában lévő fémszerkezetekhez hasonlóan történik. A keresztléc szekrénysorai egymáshoz és a szoba faltereihez vannak rögzítve 40 × 50 × 4 fő négyzetek segítségével, amelyeket a keresztléc és a fal négyzeteinek keretéhez hegesztenek. A közönséges hornyok keresztmetszetű hegesztéssel történő rögzítését a bányában történő rögzítéshez hasonlóan végzik. Az ereszcsatornák keresztkeretek fölé történő felszerelésére mutat be egy példát. 22.
R ábra 22. Példa a ross cellái fölötti telepítésekre és ereszcsatornákra
2.3. 1 3. A fővályúk közönséghez történő rögzítését hegesztéssel hajtják végre, egy rúd segítségével, amelyet mindkét oldalon a közönséges és a fővályú oldalsó csíkjaihoz hegesztenek (lásd 23. ábra).
Ábra. 23. A főcsatorna rögzítése a hétköznapihoz
2.3. 1 4. A fő ereszcsatornák rögzítését a fő ereszcsatornákig legfeljebb 2,5 m távolságban a hegesztés módszerével hajtják végre, és a fő ereszt erősségére acélrudakkal erősítik meg, amelyeket a csatorna mindkét oldalsó csíkjára hegesztenek (lásd: 24. ábra).
Ábra. 24. A vas rögzítése a lendkerékben 2,5 m-ig
3. 3.1 5. A tartóhuzalok vályúinak rögzítése hasonlóan történik, mint a fő ereszcsatornák rögzítése 2,5 m-ig, hegesztéssel is, csak merev acélrudak használata nélkül. A gyöngyök rögzítésének példája látható az 1. ábrán. 25.
Ábra. 25. Példa a krómozott drótvezeték rögzítésére
2.3. 1 6. A keret tesztelő aljzatokkal történő rögzítése az előfizetői elosztókeretben hegesztési módszerrel történik. A keret hegesztéssel történő cseréjére mutat be egy példát. 26.
Ree S. 26. A keret rögzítése teszthelyekkel az előfizetői com keresztben
2. 3,1 7. A fémszerkezetek beépítésének befejezése után a hegesztett kötéseket megtisztítják a mérettől, ellenőrzik és szürke zománccal festik azok kivitelezésének minőségét. 2.3. 1 8. A hegesztett kötések minőségének külső ellenőrzéssel történő tízszeres nagyítóval történő ellenőrzése során hibák észlelhetők. A hegesztési folyamat eredményeként keletkező hibák típusait az ábra mutatja. 27.
Ábra. 27. A hegesztési hibák típusai
2 .3.1 9. A hegesztett kötések hibáit egy ív alatt kijavítják, majd vízkőtelenítést és egy réteg szürke zománc bevonását követnek.
2.4. Biztonsági intézkedések a hegesztés során
2.4. egyet. Az íves tápegységek (transzformátorok) burkolatait, a főzési segédberendezéseket és a hegesztett termékeket a munka megkezdése előtt földelik. 2.4.2. A földelést rézhuzal végzi, amelynek egyik vége egy speciális csavarhoz csatlakozik, amelyen az ívforrás testén "Föld" felirat található, a másik vége pedig a földelő buszhoz. 2.4 .3. A hegesztő transzformátor hálózathoz való csatlakoztatásához megszakítókkal, biztosítékokkal és bilincsekkel ellátott fali dobozokat használnak. A hálózati tápvezetékek hossza nem haladhatja meg a 10 m-t. Ha szükség van a tápvezetékek meghosszabbítására, erős szigetelő tömegű összekötő hüvelyt használunk. 2 .4.5. A tápkábelek 2,5 - 3,5 m magasságban vannak felfüggesztve, és a huzalfutások fémcsövekbe vannak zárva. 2.4.6. A hegesztési vezetékeket jó szigeteléssel kell használni, és a hegesztési áramnak megfelelő keresztmetszettel kell rendelkezniük. 2.4.7. A fényszűrőket, amelyeket a pajzs, a maszk vagy a sisak ellenőrző nyílásába helyeznek, a hegesztőáramtól függően a GOST 9497-60 szerint választják ki. Négy vétó típusú üvegszűrő létezik: E-1 (30 - 75 A áram esetén), E-2 (75 - 200 A áram esetén), E-3 (200 - 400 A áram esetén), 3 - 4 ( 400 A feletti áram esetén). 2.4.8. A főzési munkát végző munkavállalók szemének védelme érdekében a B-1, B-2 és B-3 fényszűrőket használják. A hegesztési munkát ponyvából vagy lapos lepedőből készült kesztyűben, kesztyűben és fejdíszben végzik, míg a nadrágot nem szabad cipőbe dugni, a zsebeket szelepekkel kell befedni, a kabátot pedig nem a nadrágban. 2.4 .1 0. A felső, vízszintes és függőleges varratok hegesztésekor vegye fel a ponyva ujját, és szorosan kösse össze a kéznél lévő ujjak felett. 2.4. tizenegy. A hegesztési varratokat csak a teljes lehűlés után vizsgálják le a salakból, és mindig egyszerű szemüveges szemüveget viselnek. 2.4. 1 2. A szellőzőberendezéseknek biztosítaniuk kell a levegőcserét a kézi ívhegesztés során, kiváló minőségű bevonattal ellátott elektródákkal, 4000-6000 m 3/1 kg elektródafogyasztás. 2.4. 1 3. A munkahelyen megengedett a levegőben lévő anyagok következő koncentrációja (mg / m 3 -ben): m argán és vegyületei - 0,3; króm és vegyületei - 0,1; ólom és vegyületei I - 0,001; hidrogén-fluorid - 0,5; zota-oxid - 5,0; benzin, kerozin - 300,0. A nem mérgező és nem mérgező por koncentrációja nem haladja meg az 1 0 mg / m 3 értéket, azonban ha a por kvarctartalma meghaladja az 1% -ot, akkor a nem mérgező por koncentrációja csak legfeljebb 2 mg / m 3.2.5. Az előadók számszerű-minősítő összetétele
Az ATS fémszerkezetek hegesztéssel történő felszerelését összesen 3 főből álló egység végzi, amely magában foglalja: egy 5 fokozatú kommunikációs szerelőt és két 4 fokozatú kommunikációs szerelőt, akik közül az egyik elvégezte a megvalósítási módszerek tanfolyamait. művek.2.6. A munkaerőköltség kiszámítása
A hegesztés szokásos ideje - T is öt elemből áll: előkészítési idő - t p, fő idő - t o, kiegészítő idő - t in, további idő - t d és végső idő - t z ...Ahol Y = 7,85 g / cm 3 a felvonó fajlagos sűrűsége, F = 0,5 5 cm 2 a varrat keresztmetszete, L = 1 00 cm a varrat hossza, d in = 1 0 g / A · H - elektródák hegesztési együtthatója, J = 1 80 A - áramerősség hegesztés közben, Kuch. = 0,25 olyan együttható, amely figyelembe veszi a munka megszervezését, k egy olyan együttható, amely figyelembe veszi a munka szerveződését egy varrat 1 00 cm-jénként, t körülbelül az ív égésének fő ideje. A harmadik fél költségeinek kiszámítását a táblázat tartalmazza. 3.
3. táblázat
|
Indokolás (ENiR stb.) |
A művek neve |
mértékegység |
Munkakör |
Idősebesség mérési egységenként, ember-h |
A teljes munkaerő munkaerőköltsége, ember-h |
Mértékegységenkénti ár, RUB-kop. |
A teljes kötet kiadási költsége, rubel - kopeik |
| Fém ablakok beépítése AT S hegesztéssel |
2.7. Működési minőség-ellenőrzési rendszer
A működési minőség-ellenőrzés sémáját a fémszerkezetek hegesztéssel történő felszerelésénél a táblázat mutatja. négy.4. táblázat
|
Az ellenőrzés alá eső műveletek neve |
A műveletek minőség-ellenőrzése |
érintett szolgáltatások |
||||
|
a művek gyártója |
fő- |
|||||
| Előkészítő munka | a munkahely megfelelő szervezése. A hegesztőberendezések szervizelhetősége és földelésének megbízhatósága. A szükséges szerkezetek és alkatrészek elérhetősége és megfelelő elhelyezkedése | vizuálisan | mielőtt megkezdené a fémszerkezetek hegesztését | |||
| hegesztett kötések minősége | repedések, pórusok, salakzárványok, behatolás hiánya, mélyedések, megereszkedés, átégések, kráterek, egyenetlen hegesztési szélesség, hegesztett élek elmozdulása | vizuálisan, 10-szeres nagyítóval | a hegesztés folyamatában | |||
3. MŰSZAKI ÉS GAZDASÁGI MUTATÓK
A munka intenzitása, embernapok - Időtartam, napok. - Az alkalmazott összeszerelők száma, emberek - 34. ANYAGI ÉS MŰSZAKI FORRÁSOK
Az eszközök és eszközök szükségességét az 1. táblázat mutatja. öt.5. táblázat
|
Név |
Típus, márka, GOST, TU |
Mennyiség, db |
Időpont egyeztetés |
|
| Elektromos tartó 300 A vagy 500 A feszültséghez |
GOST 14651-78 Е |
hogy az elektródát megtartsa a hegesztéshez | ||
| Hegesztési huzaljel és PRGD L = 3 m |
GOST 6371 - 77E |
elektromos tartóhoz való csatlakoztatáshoz | ||
| Csatolás | vezetékek csatlakoztatásához | |||
| Földi terminál | a munkadarabhoz való csatlakozáshoz | |||
| Dielektromos nyéllel ellátott csavarhúzó L = 200 mm |
GOST 17199 -7 1 |
különféle munkákhoz hegesztő berendezések javításakor | ||
| Kombinált fogó L = 200 m m |
GOST 17440 -72 |
|||
| Állítható csavarkulcs 2. sz |
GOST 7275-75 |
vezetékek csatlakoztatásához | ||
| Kalapács A 2 |
GOST 2310 - 70 |
a varrat tisztításához | ||
| Védőüveg (fényszűrő) E-2, E-3, E-4 típus |
GOST 9497 - 60 |
hogy megvédje a szemet a cselekvéstől hegesztő ív | ||
| Világos üveg, 52 × 1 04 × 3 méret | a fényszűrők védelme érdekében | |||
| Fém kefe a cardol e nte-n |
TU- 494-01-104-76 |
hegesztett felületek tisztításához | ||
| ShS hegesztő maszk |
GOST 136 1- 69 |
a főzési ívtől való védelem érdekében | ||
| Véső |
GOST 72 11 -72 |
a varrat tisztításához | ||
| Összecsukható mérőműszer |
GOST 7253 - 54 |
alkatrészek és a köztük lévő távolságok mérésére | ||
| Hegesztési transzforma rm at vagy | ||||
| Elektródák |
GOST 9466-75 |
AZ SSR UNIÓ Kommunikációs Minisztériuma
SPECIALIZÁLT TERVEZÉS ÉS TECHNOLÓGIA
ÉPÍTÉSTECHNOLÓGIAI KÖZLEMÉNYEK BIRIUMA
JÓVÁHAGYOTT
Helyettes A GRSS vezetője
A. I. Polnikov
ÚTVONALVÁLASZTÁS
FÉMSZERKEZETEK MEGHATÁROZÁSÁNAK TELEPÍTÉSE
ÍVHEGESZTŐ
Ábra. 1. A varratok helyzete a ható erőhöz képest:
a) szár, b) homlok, c) ferde
![]()
Ábra. 2. A hegesztések helye a térben:
a) alsó, b) vízszintes, c) függőleges, d) mennyezet
Ábra. 3. A varratok külső alakjai:
a) domború, b) normális, c) homorú
2.2.8. A hegesztő elektróda átmérőjét a hegesztendő élek vastagságától, a hegesztett kötés típusától és a varrat méretétől függően állítjuk be. A fenékízületeknél gyakorlati ajánlásokat fogadnak el az elektróda átmérőjének megválasztásához, a hegesztendő élek vastagságától függően:
2.2.9. A sarok- és T-hézagok végrehajtásakor figyelembe kell venni a varratláb méretét: 3 ÷ 5 mm-es varratlábbal a hegesztést 3 ÷ 4 mm átmérőjű elektróddal és 6-os szárral végzik. -8 mm, 4-5 mm átmérőjű elektródákat használnak.
2.2.10. A hegesztőáram értékét az elektróda kiválasztott átmérőjének megfelelően állítják be, amelyet az elektródacsomagra ragasztott gyári címkén kell feltüntetni.
2.2.11. A 4 ÷ 6 mm elektródák hegesztési áramának értékét a következő képlettel lehet meghatározni:
Y = (40 ÷ 60) De,
ahol Y a hegesztőáram értéke, A;
Az elektróda átmérője, mm.
2.2.12. A 4 mm-nél kisebb és 6 mm-nél nagyobb átmérőjű elektródák hegesztőáramának értéke a következő képlettel határozható meg:
Y = (20 + 6De) De.
Ebben az esetben korrekciókat kell végezni, figyelembe véve a fém vastagságát és a varrat helyzetét.
1,3De és 1,6De közötti élvastagság esetén a hegesztési áram számított értéke 10-15% -kal, 3De-nél nagyobb élvastagsággal pedig 10-15% -kal csökken. A függőleges és a felső varratok hegesztését 10 ÷ 15% -kal kisebb áramerősséggel végezzük, mint a számított.
2.2.13. Az ívhegesztéshez használt fém elektródákat a GOST 9466-75 szabványnak megfelelően készítik. „Bevont fém elektródák a kézi ívhegesztéshez és a felülethez. Osztályozás, méretek és általános műszaki követelmények ”.
A GOST által megállapított méretek:
Asztal 1
|
Elektróda átmérő, mm |
Elektróda hossza, mm |
||
|
szénből és ötvözetből készült huzalból |
nagy ötvözetű huzalból |
||
2.2.14. Az elektróda hossza mentén megengedett eltérések kézi gyártásnál ± 7 mm-ig, gépi gyártásnál pedig ± 3 mm-ig. Az átmérő megengedett eltérései -0,12 és +24 mm között vannak, az átmérő értékétől és a megadott pontossági foktól függően.
2.3. A munka elvégzésének sorrendje és módszerei
2.3.1. Szerelje össze a hegesztőállomást (lásd az ábrát), amelyhez:
Ábra. 4. A hegesztőállomás csatlakozási rajza kézi hegesztéshez
a) a hegesztő transzformátort egy speciálisan felszerelt helyre kell felszerelni a "Biztonsági és tűzvédelmi előírások" szerint. Válassza ki a hegesztő transzformátor márkáját a táblázat szerint. ...
2. táblázat
|
Hegesztőáram, A |
Feszültség, V |
Névleges teljesítmény, kVA |
Teljes méretek, mm |
Súly, kg |
||||
|
névleges munkavégzés |
tétlen mozdulat |
|||||||
|
névleges |
szabályozási korlátok |
|||||||
Jegyzet. A táblázat a kereskedelemben kapható transzformátorokat mutatja a kézi ívhegesztéshez. A transzformátorok másokkal történő cseréje megengedett, hasonlóan az alkalmazáshoz;
b) a beépített hegesztő transzformátort kapcsolóval vagy mágneses indítóval csatlakoztassa az áramellátó hálózathoz PRG (GOST 20520-80), AKRPT vagy AKPRTN (GOST 13497-77E) huzalok segítségével;
c) földelje a hegesztő transzformátor testét ab) pontban meghatározott huzalok segítségével;
d) PRG (GOST 20520-80), AKRPT vagy AKPRTN (GOST 13497-77E) huzallal kapcsold be a hegesztő transzformátor egyik kapcsait a hegesztendő darabhoz bilincs segítségével (lásd ábra);
Ábra. 5. Csipeszek a hegesztőhuzal és a hegesztendő munkadarab összekapcsolására:
a) külső, b) csavar
e) csatlakoztassa a hegesztő transzformátor második kivezetését az elektromos tartóhoz (lásd az ábrát) PRGD vagy PRGDO vezetékekkel (GOST 6731-77E);
Ábra. 6. Az elektródatartók típusai
f) válassza ki a huzalok keresztmetszetét, ha azok hossza nem haladja meg a 30 m-t az ajánlott szabványoknak megfelelően:
|
A hegesztőáram legnagyobb értéke, A |
||||
|
A vezetékek keresztmetszete, mm2: |
||||
|
egyetlen |
||||
|
kettős |
g) hegesztőhuzalok hossza legfeljebb 100 - 150 m, a feszültségesést a képlet határozza meg:
Ul = 1,73Jρl / s,
ahol Ul a feszültségesés, V;
J - hegesztőáram, A;
ρ - huzalok ellenállása, Ohm · m;
l a vezetékek hossza, m;
s - a huzalok keresztmetszeti területe, mm2.
Ha az Ul értéke több mint 5% -kal meghaladja a megengedett értéket, meg kell növelni a huzal keresztmetszetét;
h) használjon pajzsokat, maszkokat vagy sisakokat (GOST 1361-69) a szem és a bőr védelmére a hegesztés során (lásd ábra).
Ábra. 7. A hegesztési ív és a fémfröccsenés elleni védelem eszközei
2.3.2. Rögzítse az autócsarnok, a terepjáró, az aknák és az áramellátó berendezések telephelyén található összes szükséges fali könyök, konzol tervének és oktatási dokumentációjának megfelelően.
Ábra. 9. Az ereszcsatornát a fal mentén tartóhoz vagy könyökhöz rögzítse
2.3.4. Vezesse át a főcsatornát a szoba falán lévő lyukon, mozgassa a lefektetett és rögzített főcsatornához (lásd a tételt) úgy, hogy az ereszcsatornák közötti rés 1 ÷ 2 mm legyen, és a fő ereszcsatornákat a 90 ° -os szög (lásd az ábrát és az ábrát). Ebben az esetben a csúszda mindkét oldalsó csíkját minden oldalról felforralják.
Ábra. 11. A főcsatorna rögzítése 90 ° -os csatlakozásnál
2.3.5. Hegessze a fő csatornát a falon keresztül a fali konzolokhoz (lásd a képet). A hegesztést a barázda egyik oldalán, egyoldalú varrással, sakktáblázatban végzik.
Ábra. 12. A fő panasz áthaladása a falon
2.3.6. Hegessze a függőleges főeresztőket a szoba falához rögzített konzolokra (lásd az ábrát). Az egyes tartókhoz három oldalról hegesztést hajtanak végre.
Ábra. 13. A függőleges főcsatorna rögzítése a falhoz
2.3.7. Szerelje fel a főcsatornák lejtőit a keretsorba (lásd az ábrát), miközben az ereszcsatornákat az ereszcsatorna mindkét oldalsó csíkjának három oldalán a keretsor tartóihoz hegesztik.
Ábra. 14. Az ereszcsatornák süllyedése a keretsorban
2.3.8. Szerelje fel a fő ereszcsatornák lejtőit arra a helyre, ahol áthaladnak a padlólemezen (lásd az ábrát). A munka során hegessze a fő ereszcsatornákat az ereszcsatorna oldalsó csíkjainak mindkét oldalán lévő átjáró furat keretéhez.
Ábra. 15. A fő ereszcsatornák átmenő eszköze a mennyezeten
2.3.9. Szereljen fel fémszerkezeteket a bányaterembe. A réselt konzolok alapjait az alapterekhez hegesztik. A tetején a konzolokat 30 × 4 acélcsíkra hegesztik. Ábra mutatja a konzolok tengelybe történő felszerelését. ...
Ábra. 16. Példa konzolok telepítésére egy aknába
A réselt konzolok sorai egymáshoz és a helyiség falához vannak rögzítve 40 × 50 × 4 fő négyzetek segítségével, amelyeket a réselt konzolok és a fal négyzeteinek felső részéhez hegesztenek. A bányateremben lévő rendes ereszcsatornákat a fő négyzetekhez hegesztik, az ereszcsatornákat pedig a szélső négyzetekhez hegesztik mindkét oldalról (lásd. Ábra), a többi négyzethez pedig - az egyik oldalról egy kockás mintával (lásd. És ábra).
Ábra. 17. A bányák barázdáinak elhelyezkedése és hegesztési helyei (hozzávetőleges)
Ábra. 18. A hornyok helye és hegesztési helyei a bányában (hozzávetőleges)
2.3.10. A tengelyben lévő konzolsorok rögzítéséhez használt törzsszögeket fenékhegesztéssel (lásd A. ábra) vagy átfedéssel (lásd B. ábra) illesztjük össze.
Ábra. 19. Példák a fő négyzetek illesztésére
2.3.11. Szereljen légcsatornákat a tengely falai mentén. A barázdák hegesztésének helyére és helyére az 1. ábra mutat be példát. és ábra. ...
Ábra. 20. A hornyok elhelyezkedése és hegesztési helyei a bányában (hozzávetőleges)
Ábra. 21. A hornyok elhelyezkedése és hegesztési helyei a bányában (hozzávetőleges)
2.3.12. Az acélszerkezetek keresztmetszetének telepítését ugyanúgy végezzük, mint a bányában lévő fémszerkezetek beépítését. A keresztléc szekrénysorai egymáshoz és a szoba faltereihez vannak rögzítve, a 40 × 50 × 4 fő négyzetek segítségével, amelyeket a keresztléc és a fal négyzetek keretéhez hegesztenek. A közönséges hornyok keresztmetszetű hegesztéssel történő rögzítését a bányában történő rögzítéshez hasonlóan végzik. Az ereszcsatornák keresztmetszeti cellák fölé történő felszerelésére mutat példát. ...
Ábra. 22. Példa az ereszcsatornák beépítésére a keresztmetszetű cellák fölé
2.3.13. A fő ereszcsatornákat a közterületekhez hegesztéssel hajtják végre egy rúd segítségével, amelyet a közönséges és a fő ereszcsatornák oldalsó csíkjaihoz hegesztenek mindkét oldalon (lásd 23. ábra).
Ábra. 23. A főcsatorna rögzítése a közönségeshez
2.3.14. A fő ereszcsatornákat a fő ereszcsatornákhoz legfeljebb 2,5 m távolságban hegesztéssel hajtják végre, és a fő ereszt erősségük érdekében acélrudakkal erősítik meg, amelyek a csatorna mindkét oldalsó csíkjára vannak hegesztve (lásd ábra).
Ábra. 24. Az ereszcsatorna rögzítése a fesztávban 2,5 m-ig
3.3.15. A keresztkapcsolású huzalok barázdáinak rögzítése ugyanúgy történik, mint a főhornyok rögzítése 2,5 m-es fesztávolságban, hegesztéssel is, csak acélmerevítők használata nélkül. Az ereszcsatorna rögzítésének példája látható az 1. ábrán. ...
Ábra. 25. Példa a krómozott drótvezeték rögzítésére
2.3.16. A keret rögzítését tesztelő aljzatokkal az előfizetői elosztókeretben hegesztéssel hajtják végre. A keret hegesztéssel történő rögzítésének példája látható az 1. ábrán. ...
Ábra. 26. A keret rögzítése tesztaljzatokkal az előfizetői elosztókeretben
2.3.17. A fémszerkezetek telepítésének befejezése után a hegesztett kötéseket megtisztítják a mérettől, ellenőrzik és szürke zománccal festik azok kivitelezésének minőségét.
2.3.18. A hegesztett kötések minőségének külső ellenőrzéssel történő ellenőrzése során tízszeres nagyítóval, hibák észlelhetők. A hegesztési folyamat eredményeként keletkező hibák típusait az ábra mutatja. ...
Ábra. 27. A hegesztési hibák típusai
2.3.19. A hegesztett kötések hibáit hegesztéssel javítják, majd vízkőtelenítést és egy réteg szürke zománc bevonását követnek.
2.4. Biztonsági intézkedések a hegesztés során
2.4.1. Az ívellátó tápegységek (transzformátorok) burkolatait, a hegesztési segédberendezéseket és a hegesztendő tárgyakat a munka megkezdése előtt földelni kell.
2.4.2. A földelést végzik rézdrót, amelynek egyik vége egy speciális csavarhoz van csatlakoztatva, az "ív" tápegység testén a "Föld" felirattal, a másik vége pedig a földelő buszhoz csatlakozik.
2.4.3. A hegesztő transzformátor hálózathoz való csatlakoztatásához megszakítókkal, biztosítékokkal és bilincsekkel ellátott fali dobozokat használnak. A hálózati tápvezetékek hossza nem haladhatja meg a 10 m-t.
2.4.4. Ha szükség van a tápvezetékek meghosszabbítására, erős szigetelő tömegű összekötő hüvelyt használunk.
2.4.5. A tápkábelek 2,5 - 3,5 m magasságban vannak felfüggesztve, és a huzalfutások fémcsövekbe vannak zárva.
2.4.6. A hegesztési vezetékeket jó szigeteléssel kell használni, és a hegesztési áramnak megfelelő keresztmetszettel kell rendelkezniük.
2.4.7. A napellenző, a maszk vagy a sisak megtekintő nyílásába behelyezett fényszűrőket a GOST 9497-60 szerint választják meg, a hegesztési áramtól függően. Négy üvegfényszűrő létezik: E-1 (30–75 A áram esetén), E-2 (75–200 A áram esetén), E-3 (200–400 A áram esetén), 3–4 ( áram 400 felett, DE).
2.4.8. A hegesztést segítő dolgozók szemének védelme érdekében a B-1, B-2 és B-3 fényszűrőket használják.
2.4.9. A hegesztési munkát ponyvából vagy vastag ruhából készült overallban, kesztyűben és fejdíszben végzik, míg a nadrágot nem szabad cipőbe húzni, a zsebeket szelepekkel kell lezárni, a kabátot pedig nem a nadrágba.
2.4.10. A mennyezet, a vízszintes és függőleges varratok hegesztésekor a ponyva ujjait felhelyezik és szorosan megkötik az ujjaknál a kezeknél.
2.4.11. A hegesztett varratokat csak teljes lehűlés után tisztítják meg a salaktól, és mindig egyszerű szemüveges szemüveget viselnek.
2.4.12. A szellőzőberendezéseknek biztosítaniuk kell a levegőcserét a kézi ívhegesztés során, kiváló minőségű elektródákkal, 4000-6000 m3 / 1 elektródafogyasztás.
2.4.13. A munkahelyen a levegőben lévő anyagok következő koncentrációja megengedett (mg / m3-ben): mangán és vegyületei - 0,3; króm és vegyületei - 0,1; ólom és vegyületei - 0,001; hidrogén-fluorid - 0,5; nitrogén-oxid - 5,0; benzin, kerozin - 300,0.
A nem mérgező por 10 mg / m3-nél nagyobb koncentrációja nem megengedett, azonban ha a por kvarctartalma meghaladja a 10% -ot, akkor a nem-mérgező por koncentrációja csak 2 mg / m3-ig engedélyezett.
2.5. Az előadók számszerű-minősítő összetétele
Az ATS fémszerkezetek hegesztéssel történő felszerelésének munkáját egy összesen 3 fős csapat végzi, amely magában foglalja: egy 5 fokozatú kommunikációs szerelőt és két 4 osztályú kommunikációs szerelőt, akik közül az egyik tanfolyamokat végzett a hegesztési módszerekről.
2.6. A munkaerőköltség kiszámítása
A hegesztés szokásos ideje - T öt elemből áll: előkészítési idő - tp, fő idő - tо, kiegészítő idő - tв, további idő - td és végső idő - tz.
ahol Y = 7,85 g / cm3 az acél fajsúlya,
F = 0,55 cm2 - varrat keresztmetszete,
L = 100 cm - a varrat hossza,
dv = 10 g / A h - az elektródák lerakódási együtthatója,
J = 180 A - hegesztőáram,
Halom. = 0,25 - együttható a munka szervezésének figyelembevételével,
k - együttható, figyelembe véve a varrat 100 cm-es munkaszervezését,
tо a fő ívégési idő.
A munkaerőköltség kiszámítását a táblázat tartalmazza. ...
3. táblázat
|
A művek neve |
mértékegység |
Munkakör |
Idősebesség mérési egységenként, ember-h |
A teljes munkaerő munkaerőköltsége, ember-h |
Mértékegységenkénti ár, RUB-kop. |
A teljes kötet kiadási költsége, RUB-kop. |
|
|
ATS fémszerkezetek szerelése hegesztéssel |
Ízületek Interjú szakértővel
24.09.2016 , 10:32
A hát- és ízületi problémák a fogyatékosság közvetlen útját jelentik! Hogyan mentse meg magát, és felejtse el a fájdalmat - mondja az orvos Orvostudomány, Bubnovsky professzor Szergej Mihailovics
2015-10-25A szerkesztőtől: a statisztikák szerint minden 8. orosz osteochondrosisban, különféle ízületi betegségekben (arthrosis, arthritis, isiász) szenved. Úgy tűnik, hogy ez nem végzetes, de ... Eleinte a betegeknek nem élniük kell, hanem létezniük. És csak ezután a mobilitás korlátozása miatt jelentkeznek olyan kísérő betegségek, mint a sérv, az anyagcserezavarok és a járásképtelenség. Arról, hogyan lehet megszabadulni a mozgásszervi rendszer problémáitól és egészséges emberré válni, megkérdeztük az orvostudományok doktorát, Bubnovsky professzort, Szergej Mihailovicsot
Üdvözlet Szergej Mihailovics. Mondja meg: igaz-e, hogy az ilyen nem halálos kimenetelű, első pillantásra olyan betegségek, mint az isiász és az osteochondrosis, komolyabb betegségeket okozhatnak? És igaz, hogy minden 8. orosz beteg?
Jó napot, Irina. Az osteochondrosis és a radiculitis nem hal meg. De van egy fontos pont - ha nem kezelik őket, szó szerint hat hónapon belül megjelenik egy csomó kísérő betegség. Ez a súlygyarapodás, a gerinc görbülete és az anyagcserezavarok. És a legrosszabb az, hogy a legutóbbi szakaszokban ízületek fejlődhetnek daganathoz vezető daganatok.
Például kezelés nélkül a sérv rosszindulatú daganattá válhat. Igen, működtethető, de ... Hátul van. Fennmaradhat.
A statisztikáról: sajnos igen - Oroszország lakosságának több mint 50% -a együttesen szenved osteochondrosisban és radiculitisben. És a legrosszabb, hogy ezek a betegségek "fiatalodnak". Ha korábban 40 évnél idősebb emberek kértek kezelést, akkor most fiatalok kezdtek jönni.
Ezért, ha a hátad, a nyakad vagy az ízületeid fájni kezdenek, nem szabad mindent a fáradtságnak okolni. Valószínűleg az egyik ilyen betegség eljutott hozzád.
- Mit kell tenni ilyen helyzetben?
A válaszom kezelendő. Csak ennek két problémája van.
Először is, a legtöbb kórházban nincsenek olyan reumatológiai sebészek, akik időben diagnosztizálhatnák és előírhatnák a kezelést.
Másodszor: a helyi reumatológiai sebészek gyakran nem mélyednek el a probléma lényegében, mivel ezeket a betegségeket krónikusnak és nem veszélyesnek tekintik. Egyszerűen felírnak fájdalomcsillapító géleket, és javasolják a testmozgást. Vagyis ennek eredményeként az ember egyedül marad problémájával és fájdalmával.
Természetesen intézetünk, én személy szerint és a csapatom megpróbálom megoldani ezt a helyzetet. De sajnos nem tudunk utasítást adni a kerületi poliklinikáknak és szabályozni a helyzetet.
Ezért úgy döntöttünk, hogy más utat választunk, és nemrégiben valódi áttörést tettünk belül nemzetközi projekt"Nincs fájdalom". Bízunk benne, hogy ez elősegíti az ország helyzetének megváltoztatását és az emberek teljes életét.
- Vagyis van már megoldása a hát, a nyak és az ízületek fájdalmának problémájára?
Igen van. A projekt részeként hozzáférést kaptunk az első, e program keretében létrehozott gyógyszerhez -. Korábban ezt az eszközt nem szállították Oroszországhoz, mivel nem volt engedély és a szükséges kapacitás, és az összes rendelkezésre álló párt megvásárolta Kínában és magában az Egyesült Államokban. Sikerült részt venni az "Artropant" krém fejlesztésében és kutatásában, és most Oroszországba szállítjuk!
- Pontosan mi az áttörés, milyen drogról van szó?
Az Artropant bevált krém az ízületi fájdalmak, az ízületi gyulladás és az arthrosis elleni küzdelemben, egyszerűen újraindítja a testet és lehetővé teszi a sérült sejtek regenerálódását. Vagyis kiküszöböli magát a fájdalom okát, és visszaadja a gerincet és az ízületeket eredeti, normális állapotukba. Vagyis ennek eredményeként a beteg nemcsak megszabadul a tünetektől, hanem teljesen egészséges emberré válik.
Eleinte az Artropant újraindítja a test regenerációs rendszerét, egyidejűleg leáll fájdalom szindróma... Két-három hét múlva a kezelés befejeződik, és ami a legfontosabb, a fájdalom megismétlődésének megelőzése az azonnali ismétléssel.
- Az "Artropant" krém csak az osteochondrosis, a radiculitis és az arthrosis ellen segít?
Nem csak. Bármely, az ízületek vagy a gerinc megbetegedéseivel járó betegség - artrózis és ízületi gyulladás, isiász, reuma, isiász és osteochondrosis, a csigolyatárcsák elmozdulása - gyógyítására használható. Serkentésekre és tyúkszemre is használható, a "marmagasság" (zsíros lerakódások a negyedik csigolya régiójában), sérülések, törések, elmozdulások és sok más betegség kiküszöbölésére.
Ez egy nagyon érdekes eszköz. És mi az, ami pontosan enyhíti ezeket a betegségeket, és nem csak megszünteti a fájdalmat?
Krém "Artropant" és megszünteti a fájdalmat (a kezelés kezdeti szakaszában), és teljesen megszünteti a betegséget. Most ez az egyetlen ilyen gyógyszer, amely valóban segít.
- Szóval kiderült, hogy az Artropant Oroszországban megvásárolható? És egyébként hol gyártják?
Igen, most az Artropant Oroszországban vásárolható meg. Ez annak köszönhető, hogy csatlakoztunk a projekthez, és segítünk a fejlődésben. Az Artropant a Szibéria északnyugati részén élő szelkupok ősi receptje szerint készül. A recept nemzedékről nemzedékre terjed, és a legszigorúbb bizalommal őrzik.
Ráadásul az Egészségügyi Minisztérium úgy döntött, hogy részt vesz a programban, és kompenzálja a szállítás költségeit. Ezért az "Artropant" krém kétszer olcsóbb, mint más országokban értékesítik.
- Hol lehet beszerezni Artropant?
Szerettünk volna egy nagyszabású megvalósítást megkezdeni az ország gyógyszertárláncaiban, de sajnos a gyógyszertárak nem akarják az Artropant krémet a költségei alatt eladni, és nagy százalékot akarnak.
Ezért elvetettünk egy ilyen ötletet, és úgy döntöttünk, hogy a költségeket megfizethetőnek tartjuk, és lehetőséget adunk arra, hogy minél több ember meggyógyuljon. Most megvásárolhatja a krémet a projekt hivatalos honlapján.
A kézbesítés postai úton, utánvéttel történik, és a krém használatához nincs szükség szakember irányítására - a kezelés a lehető legegyszerűbb.
Szergej Mihailovics, köszönöm az interjút! Talán mondani akar valamit olvasóinknak, mielőtt elbúcsúznánk?
Természetesen. Fel szeretném hívni az olvasók figyelmét, hogy a hát és az ízületek betegségei "fiatalodnak", sőt az enyhe, periodikus fájdalom is ok arra, hogy figyelmet fordítsunk a problémára. Ugyanakkor az egészség megmentése közvetlenül csak rajtad múlik. Az orvos nem fogja meggyőzni a kezelésről. Mindezt a kezedben.
Arra is érdemes emlékezni, hogy a hát és az ízületek fájdalmából eredő betegségek nemcsak kényelmetlenséget okoznak. Elrabolják a szokásos életedet és 10-15 évvel lerövidítik az életedet. Az "Artropant" krémmel pedig megtakaríthatja ezeket az éveket, és képes lesz normálisan megélni őket.
Köszönöm, Szergej Mihailovics! És emlékeztetünk arra, hogy a megjegyzésekben felteheti kérdéseit, vagy véleményt hagyhat az "Artropant" krémről.
PS: Az interjú után Szergej Mihailovicshoz fordultunk egy kéréssel. És az oldalunk olvasói számára most lehetőség van az "Artropant" krém megrendelésére további kedvezménnyel! És felejtsd el örökre az ízületek és a gerinc betegségeit
Interjú: Irina Makhagonova
Fotók nyílt forrásokból