Kézi gázvágó lap. A plazma és a gázvágás összehasonlítása.
Az iparban és a mindennapi életben számos módszer van a fém vágására. Nem utolsósorban a gázvágás. A legköltséghatékonyabb és ennélfogva széles körben elterjedt - oxigén-propán fémvágás (a továbbiakban - CPRM), ebben a cikkben fogunk foglalkozni.
Fémvágás oxigénnel és propánnal
Először is, győződjünk meg arról, hogyan történik a fém elválasztása oxigénnel. Ezzel a gázzal való vágás a fém tulajdonságain alapul, hogy a gáz fúvókája alatt, vagy pontosabban az égési hőmérséklete alatt égjen. Továbbá, a nyomás hatására a képződött égéstermékek eltávolításra kerülnek a vágásból.
A gázok szerepének jobb megértése a folyamatban plazmavágáselkezdjük leírni a plazmavágási folyamat lépéseit a modern berendezésekkel és az egyes lépésekben használt gázokkal, a terhelendő anyagtól függően.
Az automatikus vágóeszközökön használt nagy teljesítményű plazma generátorok esetében, függetlenül attól, hogy néhány gyártó miért hívja a nagyfelbontású plazmát, nagy pontosságú plazmát, vagy mást, kétféle gázt használnak: plazma gáz- és gázvédelem. Másrészt, attól függően, hogy milyen fázisban fordul elő, a plazmagáz a forgácsoláshoz alapozó gázra és plazma gázra oszlik.
Fontolja meg a folyamatot részletesebben. Két fő szakaszra oszlik:
- az elsőben az ötvözetet a kívánt üzemi hőmérsékletre melegítjük (amikor az oxigénáramban van, a fém meggyullad). Ehhez az előmelegítő gáz (acetilén, propán stb.) Égő keverékének lángját használja oxigénnel;
- a másodikban az oxigén vágása keskeny fúvóka formájában történik nagy nyomás alatt. Ez a fémoxidok folyamatos képződéséhez vezet a vastagsága során (a fém „égett”). A vágó oxigén sugárral mozgatja és égeti a fémet, eltávolítja az égő termékeket az út mentén. Ennek eredményeként egy vágóvonal jön létre. A fűtőgáz csak addig kerül alkalmazásra, amíg a munkadarab felületén lévő munkaterületet a fém égési hőmérsékletére melegítik. A második szakaszban nincs szükség (blokkolva) - a szükséges hőmérsékletet oxigén tartja.
Az oxigénvágás, amint az a definíciójából következik, messze alkalmazható minden fémre és ötvözetre. Csak azokat végezhetjük el, amelyek oxigén hatása alatt az alábbi tulajdonságokkal rendelkeznek:
A primergázt hagyma újratöltésére használják, és enyhén ionizálható gázt használnak erre a célra. A plazmagáz fontos szerepet játszik az ionizációban, lehetővé téve az anyag olvadását, eltávolítja az olvadt anyagot a vágási területről és védi az elektródát, különösen aktív gázok használata esetén.
Az árnyékoló gáz befolyásolja és javítja az áramlás minőségét, stabilizálja a rugót, megvédi a fúvókát a lemez behatolása során keletkező olvadt anyag cseppjeiről, és további fogyóeszközök hűtését biztosítja. Az anyagtól és vastagságától függően háromféle gázt választunk ki a táblázat szerint.
- égésük hőmérséklete alacsonyabb legyen, mint ez az érték, amikor megolvad;
- a forgácsolási folyamat során keletkezett fém-oxidoknak olvadáspontjuknak kell lennie a fémnek ez a mutatója alatt;
- a feldolgozás során felszabaduló hőmennyiségnek elegendőnek kell lennie a folyamatos oxigénvágás folyamatának fenntartásához;
- az alkatrész salakok feldolgozása során keletkező folyadéknak folyékonynak kell lennie. Ez biztosítja a könnyű eltávolítást a munkaterületről;
- a vágott ötvözeteknek és a fémeknek nem szabad magas hővezető képességgel rendelkezniük. Ezek a következők:
- alacsony szén-dioxid-acél. Például 08 és 20 G közötti bélyegek;
- közepes szénacél. Például a márkák 30 és 50 között;
- gömbgrafitos vas.
VIGYÁZAT! Másrészről azonban lehetetlen az oxigénvágással magas szénacél acélokat vágni (a megjelölésükben „Y” betű van). Ennek oka, hogy olvadáspontjuk közel van a lánghőmérséklethez. Ennek eredményeképpen az üreg nem kerül ki a lap hátsó részéből (szikraoszlopok formájában), hanem összekeveredik az olvadt fémzel a vágás szélén. Ez nem teszi lehetővé az oxigén „átjutását” a fémbe és éget. Vágjuk az öntöttvasot, hogy megakadályozzuk a szemek és a grafit közötti alakot (kivéve a gömbgrafitos vasat). Ne engedje át az oxigénvágást is, alumíniumot, rézet és ötvözeteiket.
A plazmavágáshoz használt gáz jellemzői
Mint már említettük, a plazmavágáshoz kétféle gázt használnak: plazma- és védőgáz. Az alkalmazott gázok nagyon fontos szerepet töltenek be a vágási minőségben, és ezért a gazdaságos vágás és az optimális minőség elérése érdekében a kivágott anyagtól függően szükséges a megfelelő plazmagáz kiválasztása.
A plazmavágási folyamatban fontos szerepet játszó gázok tulajdonságai között említhető az ionizáció és az energia disszociáció mértéke, a hővezető képesség, az atomtömeg és a kémiai reakcióképesség. A levegő a legváltozatosabb és olcsóbb plazmagáz, amelyet plazmavágáshoz használnak. A levegő fő összetevői a nitrogén és az oxigén. Így a sűrített levegő használata a plazmavágáshoz lehetővé teszi a két gáz tulajdonságainak kombinálását, ami jó minőségű és sebességet eredményez a szénacél, rozsdamentes acél és alumínium vágásakor.
Az éghető gáz kiválasztása
Fém hagyományos lángvágó vágására propánként és acetilénként használt előmelegítőként. A legtöbb esetben azonban a propánt használják vágásra. A választás oka a következő okok:
- a propán költsége lényegesen alacsonyabb, mint az acetilén;
- alacsonyabb propán robbanásveszély. Lehetőség van a szivárgások gyors felismerésére, mivel a higanytartalmú adalékokat propánhengerekhez adják. Ezeknek az adalékanyagoknak a sajátos illata megkönnyíti a gázszivárgás észlelését (nyomásmentesítés). Ezenkívül az acetilén jelentősen óvatosabb betartást igényel a biztonsági előírásoknak, amelyet nem mindig könnyű elvégezni a lakatos helyén;
- a propánvágás során a vágás szűkebb élét képezi, nem pedig az acetilénnel való munka során; -Az acetilén éles illata kényelmetlenséget okoz, és nem mindig elfogadható. Ez különösen igaz, ha a vágást egy hagyományos műhelyben végzik, ahol más munkások is dolgoznak. A fentiek alapján előnyben részesítjük a propánt.
Berendezés oxigén-propán fémvágáshoz
A fém vágása gázvágóval történik. Az ábrán látható az eszköz és a vezérlőelemek (szelepek) képe.
Ezen előnyök ellenére azonban a levegőnek számos hátránya is van, mint például. A szénacél sűrített levegővel való vágása a vágóél termikus keményedéséhez vezet, hasonlóan ahhoz, ami az oxigenátvágás során történik. Ez a keményítés a védőgázban lévő magas nitrogén koncentrációnak köszönhető; A szélezett levegőn a széle- zés és az oxidálódás befolyásolja a megtisztított részek hegeszthetőségét, ami lehetővé teszi, hogy pórusokat hozzon létre a hegesztőzsinórban; A berendezéshez szükséges sűrített levegő ellátásához arányos kompresszor és szűrő- és szárítóállomás szükséges. A fogyóeszközök tartósságának növelése érdekében nagyon fontos, hogy a használt levegő nagyon tiszta és száraz legyen; A sűrített levegő fogyóeszközök élettartama 600-szor. Sűrített levegő, mint a plazma gáz és a sűrített levegő védőgáz továbbra is rendkívül kívánatos megoldás a kisvállalkozások és a termelési műhelyek számára, mivel ez a leggazdaságosabb megoldás mind a vágóeszközök beszerzésére, mind a használati költségekre.
Az ábra magyarázata. A vágó a következő csomópontokból áll:
- fogantyú az oxigén- és gáztömlők csatlakoztatásához;
- propán és oxigénbeállító szelepekkel ellátott ház.
A különböző gyártók gázvágóinak kialakítása kissé eltér. Általában 3 szelepük van:
- az első propán betáplálás. Piros vagy sárga;
- a második az oxigén szabályozása (melegítő láng esetén);
- a harmadik az oxigénvágás. Az egész oxigénszelepek kék színű.
A készülék szinte minden adata cserélhető. Ezért a meghibásodás esetén a munkahelyen gyorsan javítható. A P1-01 modell leggyakoribb vágógépei, vagy annál erősebb P2-01 és R3-01P.
Az elmúlt években oxigén vágás A szénacél egyre fontosabbá vált, mivel biztosítja a legjobb vágási minőséget és a maximális sebességet plazma gázok. Az oxigén a nitrogénhez hasonlóan osztályozható a hővezető képesség és az atomtömeg szempontjából. Az oxigénnek azonban bizonyos affinitása van a szénacélokra, azaz Az oxidáció hőt termel, amely az adagolási sebesség növelésére használható.
Mint plazma gáz, az oxigén reagál szénacélolvasztással és könnyen eltávolíthatja az anyagot a vágási területről, például nagyon kis cseppeket és alacsony felületi feszültséget. Az oxigént főként plazma gázként használják, de árnyékoló gázként is felhasználható a nem bontott és vágott gázok vágására alacsony ötvözetű acélok. Azonban a leggyakrabban használt árnyékoló gáz, amely jól kombinálódik a plazma gázként használt oxigénnel, sűrített levegő.
Általában gázzal történő fém vágáshoz szükséges:
- egy üveg propánt és oxigént. A palackokat gázcsökkentőkkel kell felszerelni. Ne feledje, hogy a propánhengeren lévő szál megfordul, és az oxigéncsökkentőt rá nem lehet csavarni;
- nagynyomású tömlők (oxigén);
- vágó;
- a kívánt méretű szájrész.
Szükséges a szájrész helyes kiválasztása és a fém vastagságának kiválasztása. Például, ha a munkadarab különböző vastagságú, 6 ... 300 mm vastagságú részekből áll, akkor 1 és 2 közötti belső számokkal és 1-5-ös külső számokkal rendelkező szájrészek szükségesek.
Az oxigén plazmagázként történő alkalmazásának hátránya az, hogy nagy költsége van a sűrített levegőnek, de ezt a hátrányt ellensúlyozza a drága másodlagos műveletek, például a sorjázás és a hőkezelés megszüntetése. A nitrogén a inert gáz és ezért csak nagyon magas hőmérsékleten reagál az anyaggal, és viszonylag alacsony hőmérsékleten inert marad. Ami a tulajdonságait illeti, a nitrogén az argon és a hidrogén között van.
Emiatt a nitrogén plazma gázként vagy árnyékoló gázként használható vékony lemez acéllemezek vágásához. A leggyakrabban használt védőgáz a plazma gázként áramló nitrogén esetében nitrogén, de ha egy ilyen rendszer lehetővé teszi, a víz használata árnyékoló gáz helyett csökkenti a vágás költségét, és lehetővé teszi, hogy a terület rozsdamentes acél alkatrészek esetében sima és fényes legyen.
Kis termelési volumenekkel és a mindennapi életben mobil eszközöket használnak a megadott berendezésekkel.
Hasonló üzeneteket készítenek mindennel, amire szüksége lehet a hengerektől és a vágóktól a kiegészítő klipekhez.
Nagy produkciókban önálló táblákat használnak. Ez a gázberendezés fém vágására automatikus üzemmódban, amely a legtöbb esetben az üzemeltető részvétele nélkül történik. A leghíresebbek közülük a „Change”, „Orbit”, “Secator”, “Quicky-E”.
A nitrogén fő előnyei a kiváló vágási minőség és a fogyóeszközök hosszú élettartama. Az argon inert gáz is, ami azt jelenti, hogy a vágás során nem reagál az anyaggal. Atomtömege - az összes plazma gáz legmagasabb atomtömege - segít eltávolítani az olvadt anyagot a vágási területről. Ezt a plazmaugár magas kinetikai energiája határozza meg.
Alacsony ionizációs potenciáljának köszönhetően az argon kiválóan alkalmas a rugóindítási fázisban történő alkalmazásra. Az argont azonban nem lehet plazma gázként használni, és nem keverni hidrogénnel, mert hővezető képessége és alacsony hőteljesítménye van, ezért nem tud elegendő energiát biztosítani a vastagabb lapok vágásához.
Hogyan kell vágni
Először is el kell kezdeni, hogy a szemetet vagy a szennyeződéseket eltávolítsuk az oxigénnel.
Másodszor, ellenőrizze a szivárgást a vágócsatornákban. Ehhez szüksége van rá:
- csatlakoztassa az oxigéntömlőt az oxigénszerelvényhez (a fűtőgáz-szerelvénynek szabadnak kell maradnia);
- állítsa be az oxigénellátás nyomását 5 atmoszférára, és nyissa ki a vágó gáz- és oxigénszelepeit;
- ellenőrizze az ujjmentes szerelvényt, hogy megbizonyosodjon arról, hogy a levegő szivárog? Ha nem, tisztítsa meg a befecskendező szelepet és tisztítsa meg a fáklyát.
Ezután csatlakoznak az eszközhöz:
Emellett a hidrogén disszociál magas hőmérséklet, ami nagy mennyiségű energia felszabadulásához vezet az ívből, ezért a felületi rétegeket lehűtjük. Ez a hatás a tavasz finom megszorításához, és implicit módon a magas energiasűrűség eléréséhez vezet. A rekombinációs folyamat meghatározza az olvadt anyag fürdőjébe kibocsátott energia hőt. Azonban a hidrogént csak argonnal összekeverve lehet használni, mivel alacsony atomtömege miatt nem képes elegendő kinetikus energiát biztosítani az olvadt anyag eltávolításához.
- az oxigéntömlő csavarral és anyával van rögzítve a jobb oldali szerelvényhez;
- propántömlő - a bal oldali mellbimbóhoz hasonló módon.
- ellenőrizze a csatlakozódugaszok szorosságát. Javítsa meg a szivárgásokat az anyák meghúzásával vagy a tömítések cseréjével;
- ellenőrizze a gázváltó szerelésének szorosságát és a mérőműszer karbantarthatóságát.
A fém gázvágását a rozsda és egyéb szennyeződések mechanikai eltávolításával kell megkezdeni. Ennek a műveletnek a kötözését a következő okozza. Szén égésekor CO-oxid keletkezik. A vasval való kölcsönhatás esetén növeli a felületén lévő szén-tartalmat (különösen a vágási ponton). Ez a fémben kikeményedett struktúrák kialakulásához vezet, ami egyenlőtlenül melegszik. Ez viszont a mechanikai feszültség megjelenéséhez vezet ezeknek a szerkezeteknek a szélein, és ennek eredményeképpen némi rövidülést eredményez. Az eredmény: deformációk és repedések alakulnak ki. A vágófelület mechanikus tisztítása lehetővé teszi az ilyen hibák elkerülését.
A nagy mennyiségű hidrogén alkalmazása a keverékben a viszkozitás változásához vezet a rozsdamentes acél esetében. A fenti gázok többsége keverékben van kombinálva a minőség és az áramlási sebesség javítása érdekében. Ezt az elegyet általában 35% -os hidrogénből és 65% -os argonból állítjuk elő. Végül, de nem utolsósorban ez a keverék más anyagok, például titán, alumínium alapú ötvözetek stb.
A keverékben lévő hidrogén mennyisége nem haladhatja meg a 35% -ot, de nagyon fontos, hogy az alkalmazott plazmaforrás lehetővé tegye az argon és a hidrogén százalékos arányának a keverékben való szabályozását az anyag vastagságától és kémiai összetételétől függően. Minél vastagabb az anyag, annál nagyobb a hidrogén aránya.
A hengerek hajtóművein gáz üzemi nyomással telepítjük. Jellemzően az előmelegítő gáz és az oxigén közötti nyomás aránya 1:10. Ezért a következőket tesszük közzé: atm:
- propánon - 0,5;
- az oxigén - 5.
A további műveleteknek a következő sorrendje van:
- nyissa meg a propánt a vágógépen egy kicsit (a szelep lendkerékének egy negyedével, vagy egy kicsit), és gyújtja be a gázt;
- a fáklya fúvókáját bármely fémbe (előnyösen döntött) pihenjük, és lassan nyissa ki a szabályozó (melegítő) oxigént.
Légy nagyon figyelmes. Ne keverje össze a fűtött oxigénszelepet a vágógáz szeleppel.
Jellemzően ezt a keveréket nitrogénnel együtt használjuk védőgázként. Ha a fém az oxigén gyújtási hőmérsékletére melegszik, oxigénáramban ég, nagy mennyiségű hőt fejlesztve, ezáltal égetve a fémet; Ez a tulajdonság a fémek lángjával és az oxigénnel való vágásán alapul. Ez az eljárás nagyon jó eredményt ad, ha a fém-oxidok a fém olvadáspontja alatt vannak. Az így nyert oxidok nagyon folyékonyak, így az oxigén sugárzás enyhén eltávolítja őket a varrásból, és a vágott élek nagyon simaak.
Ha az acél szén-tartalma megnő, az olvadáspont csökken, az oxigén ég, így a vágás nehezebbé válik. Magasabb szén-dioxid-tartalommal az oxigén gyújtási hőmérséklete nő, és az olvadáspont csökken; Ezért a magas szénacél és az öntöttvas nem gyorsítható, hacsak további folyadékok nem kerülnek felhasználásra a képződött oxidok fluidizálására és alacsonyabb hőmérsékletükre. A vágáshoz speciális fúvókat alkalmaznak, amellyel a láng az oxigénben lévő égőhőmérsékletet a láng hozza létre, és a fémáramot tartalmazó oxigénárammal szabadul fel.
- mindkét szelepet váltakozva (nyitva és zárva) állítsa be a szükséges erő lángját. A láng hossza (az ereje is) a fém vastagsága alapján kerül kiválasztásra: minél vastagabb a lemez vagy más vágott darab, annál erősebb a láng. Ennek megfelelően a propán oxigénfogyasztása nő. A láng beállításakor kék színt és koronát kap.
Most már megkezdheti a fém feldolgozását (emlékeztetünk arra, hogy a feldolgozás fűtéssel, majd elkülönítéssel kezdődik):
Alacsony széntartalmú vagy alacsony ötvözetű acélok esetében az égés során felszabaduló hőmennyiség 5-10-szer magasabb, mint a hő 1 Szerző: Tanase Viorel professzor. A fűtő lángtól, amely állandó égést biztosít. A magas ötvözetű acélok, öntöttvas, színesfémek és ötvözeteik nem felelnek meg az alacsony szén-dioxid-tartalmú acél vágására vonatkozó feltételeknek, mivel az oxigén gyújtási hőmérséklet magasabb az olvadáspontnál. A színesfémek magas hővezető képességgel is rendelkeznek, és az oxidok a megfelelő fémek olvadáspontjainál magasabb olvadáspontokon képződnek, ezért a megfelelő minőségi feltételek mellett a gáz és az oxigén lángja nem érhető el.
- húzza a fáklya fúvókáját a fém szélére, és tartsa 5 mm-re a vágott résztől 90 ° -os szögben. Abban az esetben, ha egy lapot vagy más terméket meg kell vágni nem a szélén, akkor a fémet a vágás pontjától kell felmelegíteni. Felmelegítjük az alkatrész felső széle hőmérsékletét, ° С: T = 1000 ... 1300 (a paraméter értéke függ a vágandó fém márkájától és a gyújtás hőmérsékletétől). Vizuálisan úgy néz ki, mintha a felület egy kicsit „nedvesen” kezdett volna. Mire a bemelegítés csak néhány másodpercig tart (legfeljebb 10);
- amikor a fém meggyullad, nyissa ki a vágó oxigénszelepet. Egy erőteljes, keskeny irányú oxigénvágó fúvókát adagolunk a vágandó elemhez. A vágószelepet nagyon lassan kell kinyitni. Ebben az esetben az oxigént önmagában meggyújtja a fűtött fém, és ez lehetővé teszi, hogy elkerülje a láng visszahúzódását, amit a tapadás követ. Amikor a vágás megkezdődött, a fűtőgáz (propán) kikapcsol.
Fontos! Ettől kezdve nagyon fontos a folyamatos oxigénellátás biztosítása. Ellenkező esetben a láng kialszik, a fém leáll, és újra el kell indulnia (gyújtás, a láng beállítása, a vágandó felület fűtése stb.).
Olyan vágóanyagok esetében, amelyek nem felelnek meg a megadott feltételeknek, fluxusokat használnak, amelyek a képződött salakokat cseppfolyósítják, ebben az esetben vágásokat kapnak, de rossz minőségűek, érdességükkel, amelyek megmunkálás után mechanikai feldolgozást igényelnek.
Ábra. 1 2 Írta: Tanase Viorel professzor. A hegesztő lángot éghető gáz vagy éghető gőzök keverékének levegővel vagy tiszta oxigénnel történő égetésével állítják elő. Levegővel keverve a lánghőmérséklet alacsonyabb, és csak alacsonyabb olvadáspontú, alacsonyabb hővezető képességgel vagy tapadással rendelkező fémek és ötvözetek esetében alkalmazható. A hegesztéshez, vágáshoz és ragasztáshoz használt gyúlékony folyadékok gázai és gőzei: acetilén, földgáz, hidrogén, benzin, benzol, cseppfolyósított gázok.
Finomságok a munkában
A fém vágás hatékonyságát két fő paraméter befolyásolja:
- vágási sebesség;
- vágási mélység.
Az előmelegítő gáz, propán minősége nagy hatással van ezekre a paraméterekre. Ismeretes, hogy a szivárgás észlelése érdekében (ez nagy figyelmet fordít, mivel a propán robbanásveszélyes, de nem szaga van) összekeverik egy másik gáz-butánnal, amely sajátos illatú, és könnyen azonosítható, amikor a légkörbe kerül. Szükséges szorosan nyomon követni annak koncentrációját, mivel a propánban legalább 10% bután jelenlétében a fém fűtésének folyamata a szétválasztása előtt drasztikusan lelassul és a munkaerő termelékenysége csökken.
A propánnak van egy másik jellemzője. Amikor a környezeti hőmérséklet csökken, a propán sűrűsége nő, és az áramlási sebesség csökken, és lassabban megy az égő szájrészéhez. Ezért a bután koncentrációjának szabályozásán túlmenően szükséges a tartály hőmérsékletének szabályozása is, amelyben az a helyén van.
Ezenkívül szükséges az oxigén nyomásának monitorozása, mivel ez a nyomás nagymértékben befolyásolja a vágás vastagságát és minőségét:
- nem elég magas nyomás:
- nem teszi lehetővé a fém teljes vastagságának vágását;
- bonyolítja az oxidok eltávolítását;
- túl nagy nyomás:
- a vágás minőségének romlásához vezet;
- növekszik a gázfogyasztás.
A technológus a vágási sebességet választja a fém tulajdonságai alapján. A munka során szikrákkal és salakokkal szabályozhatja:
- ha a sebességet helyesen választjuk, a szikrák 85 ... 90 ° szögben lefelé irányulnak;
- alacsony fordulatszámon a szikraoszlop a vágási mozgás előtt van;
- nagy sebességgel:
- a fáklya szikra van;
- nincs vágás a munkadarabon.
A vastag fém vágásakor figyelembe kell venni, hogy a vágószóró kúp alakú, amely az alsó részen tágul. Ez kellemetlen következményekkel járhat: növelje a vágás szélességét és a méretarányt alulról. Ennek elkerülése érdekében növelni kell az oxigén vágását, de figyelembe kell venni, hogy:
- a vágás felső szélén megrepedt;
- növelje az oxigénfogyasztást.
A fém vágását lassan kell elvégezni, ami egy adott vonal mentén oxigénáramot eredményez. Nagyon fontos a megfelelő szög kiválasztása. Először 90 ° -kal kell rendelkeznie, akkor a vágási iránykal ellentétes irányban 5 ... 6 ° -kal kell enyhén eltérnie. Ha azonban a fém vastagsága meghaladja a 95 mm-t, akkor 7 ... 10 ° -os eltérés lehet. Amikor a fém már 15 ... 20 mm-re van vágva, a dőlésszöget 20 ... 30 ° -ra kell változtatni.
Néha szükségessé válik a felületi vagy alakvágás elvégzése. A felszíni vágás (a továbbiakban: PR) a fém nem vágásán keresztül történik, hanem csak a felszínen megkönnyíti a vágást (a barázdákon keresztül). Ebben az esetben a fém nemcsak a vágó lángja miatt fűthető, hanem az olvadt salakszórás miatt is felmelegíti a fém alsó rétegeit. A szokásos módon indítja az OL-t: a kívánt területet a gyújtási hőmérsékletre melegítik. Ezután kapcsolja be a vágó oxigént, és hozzon létre egy fém égési központot. A vágót egyenletesen mozgatva biztosítsa a vágási folyamatot egy adott vágóvonal mentén, de ebben az esetben a vágót 70 ... 80 ° szögben kell elhelyezni a megmunkálandó síkhoz képest. A vágó oxigén szállítása esetén a vágószerszámot 17 ... 45 ° -os szögben kell megdönteni. A feldolgozási séma az ábrán látható.
A horony (szélesség és mélység) méreteit a következőképpen állítjuk be:
- a vágási sebesség megváltoztatásával: a sebesség növelése - csökkenti a mélyedés méretét;
- a horony mélysége nő, ha:
- a szájrész dőlésszöge megnő;
- csökkentett vágási sebesség;
- az oxigénnyomás növekszik;
- a horony szélességét a vágó oxigén sugár átmérője szabályozza.
VIGYÁZAT! Emlékeztetni kell arra, hogy a horony mélysége kb. 6-szor kisebb legyen a szélességénél. Ellenkező esetben a felszínen "naplementék" képződnek.
Az ábrázolt vágás az alábbiak szerint történik. A fémlemez kontúrjára jelöljük. Ne feledje, hogy:
- a vágás előtt a lyukakat meg kell tenni;
- kör vagy karimák jelölésekor jelölje meg ezeknek a köröknek a központjait.
Mindig meg kell kezdeni a vágást egy egyenes vonallal - ez segít tisztán vágni a görbéket. A téglalap bárhol kivághat (kivéve a sarkokat). A külső kontúr utolsó kivágása. Ez a szekvencia lehetővé teszi, hogy kivágja a részt a legkisebb eltéréssel a rajztól.
Oxigén és propán fogyasztás fém vágásakor
Az oxigénfogyasztást a fémvágáshoz a következő képlettel számítjuk:
Rdet = HL + HKh
Ebben a képletben:
- Rdet - a vágás, köbméter teljesítéséhez szükséges oxigén mennyisége;
- N - fogyasztási szabványok a munkafolyamat során, m 3 / m;
- L a vágandó rész vágásának teljes hossza, m;
- Kh - együttható, figyelembe véve a munkafolyamat számos jellemzőjét, amely a következőképpen igényli a gázfogyasztást:
- kezdeti szakasz:
- kipirulás;
- szabályozás;
- fémfűtés;
- kezdje a vágási folyamatot
- kezdeti szakasz:
A Kh együttható általában:
- 1.1 - egyedi termeléshez;
- 1,05 - ipari (soros) gyártásban.
A fém vágásához szükséges „H” oxigénfogyasztási sebesség függ a berendezés teljesítményétől és a vágási módtól. Ezt a következő képlettel számítják ki:
Ebben a képletben:
- H - az oxigénfogyasztás sebessége, köbméter / m;
- P - megengedett gázáram, köbméter / óra. A listában szerepel műszaki előírások használt berendezések;
- V a fém vágási sebessége, m / h.
A leggyakrabban használt gázáramlási sebességek (köbméter / óra) a vágási sebesség különböző tartományaiban bizonyos berendezések esetében a következő táblázatban találhatók.
1. táblázat
Figyelembe véve, hogy a forgácsolási sebesség és a feldolgozandó fém vastagsága közvetlenül függ a megengedett gázáramlási sebességtől, ezeket az értékeket könnyen és egyszerűen meghatározhatjuk interpolálással. Ezért lehetséges a különböző gázok áramlási sebességének kiszámítása (becslés) a típusától függetlenül termikus vágás fémek. Ehhez csak:
- vágott hossz;
- fémvastagság;
- berendezések teljesítménye.
A megengedett áramlási sebesség (oxigén és propán) értékét a berendezés útlevéléből veszik fel. A vágási sebességeket olyan referenciakönyvekben találjuk, amelyek speciális táblázatokat vagy diagramokat tartalmaznak, amelyek az összes forrásadatot összekapcsolják.
Az oxigén és a propán aránya fém vágásakor
Az oxigénvágás a fémnek technikailag tiszta oxigénáramban történő elégetésén alapul. A fenti leírásból tudod, hogy az oxigénnel kevert propánt csak a feldolgozott fém melegítéséhez szükséges. A fűtőgáz mennyisége számos tényezőtől függ:
- acél minőség;
- anyagvastagság;
- vágási hossz stb.
A fogyasztást befolyásoló további tényezők:
- gázfogyasztás a vágás kezdeti szakaszában:
- kipirulás;
- berendezések kiigazítása;
- gyújtás és fáklya beállítás.
Az ajánlott arányokat az adott berendezéshez mellékelt dokumentáció tartalmazza. A gázmennyiség számított arányát a referenciakönyvek határozzák meg, amelyek speciális táblázatokat és diagramokat tartalmaznak az összes adatot illetően. Ezeket a paramétereket a mellékelt folyamatdokumentáció tartalmazza. A folyamat során egy vagy másik irányba lehet beállítani.
Ha nem rendelkezik a megadott dokumentációval, akkor a nyomást a fenti aránynak megfelelően kell beállítani. Jellemzően az előmelegítő gáz és az oxigén közötti nyomás aránya 1:10. Ezért a következőket tesszük közzé: atm:
- propánon - 0,5;
- az oxigén - 5.
A propán fogyasztása továbbá a fűtés számától és időtartamától függ.
A propánnal való munkavégzés biztonsága
Fém fémvágás során szigorúan be kell tartani a biztonsági előírásokat, mivel ez a munka bizonyos kockázattal jár. Kezdjük védőruházattal. Tartalmaznia kell:
- ugyancsak impregnáló kezekkel ellátott tűzálló ruha és lábszárvédő;
- hegesztőmaszk nem éghető műanyagból, kupakkal;
- munkapadok magas oldalakkal.
Ezenkívül ajánlott légzőkészüléket használni (függetlenül a füstöt és a portól). Ne hagyja figyelmen kívül ezt az ajánlást, mivel lehet olyan helyzet, amikor egy vastag fém nem fúj ki először. Ebben az esetben az olvadt permet (és ez egy forró fém!) Egy személyre eshet.
Ne kezdje a vágást, ha a gáztömlők repedésekkel, könnyekkel vagy ízületekkel rendelkeznek. Sürgős szükség esetén alumíniumból vagy sárgarézből készült csöveket használhatunk az ízületben. Azonban jobb, ha nem kockáztat, és az első alkalom, hogy helyettesítse őket szabványos tömlőkkel.
VIGYÁZAT! Semmilyen esetben nem szabad acélcsöveket használni a gáztömlők csatlakozásaiban, mivel a vas szikra és kiszámíthatatlan következményekkel járhat.
EMLÉKEZTETŐ! A propán gyúlékony, és az oxigén veszélyes, vagyis ha az oxigén bármilyen olajjal érintkezik, robbanás lép fel. Ezért ne érjen hozzá oxigén palack szennyezett ujjatlan vagy ruházat. Mindenesetre ne hagyja az olajos rongyokat - távolítsa el mindent speciálisan tervezett tartályokban.
A palackokat a munkahelytől 10 m-re és egymástól 5 m-re kell elhelyezni. A munka során nem szabad elfelejtenünk a gázpalack nyomását a hengerekben. A hengerből származó minden gáz nem megengedett.
A folyamatban lehetnek kóros helyzetek.
Ne essen pánikba!
Ha a fémvágás során az oxigéntömlő leesett a fojtóról vagy az oxigéntömlőből, akkor azonnal le kell állítani a propán tápellátását a vágógépen, majd zárja le mindkét hengert. Ha a láng gyújtása és a vágó beállításai során a kapocs hirtelen hangzik, és a láng eltűnik, akkor egyszerűen zárja le a vágószelepeket és gyújtja újra a lángot.
Előnyök és hátrányok
A CPRM előnye az előmelegítő gáz-propán alacsony költsége, és az a hátránya, hogy csak alacsony és közepes szénacélok, valamint a formázható öntöttvas is képesek. A KPRM előnyös, ha nagy mennyiségű munkát végez (acél vágása hulladékként stb.). A króm- és nikkel-króm-acélból, valamint az öntöttvasból, rézből és ötvözeteiből származó csövek hagyományos oxigénvágása szinte lehetetlen. Ezeknek a fémeknek a feldolgozásához ezeket a részeket használják:
- oxi-acetilén vágás. Az acetilén fűtéshez való alkalmazása növelheti a fűtési hőmérsékletet és ennek megfelelően a feldolgozandó munkadarab vastagságát. Ugyanakkor a munka költsége drámaian megnő;
- oxi fluxus vágás. Ez a módszer abban áll, hogy a por alakú fluxust az oxigénvágó sugárába juttatjuk. Ezt az anyagot úgy tervezték, hogy az oxigénben égve további vágási mennyiséget hozzon létre a vágás helyén. Ennek hozzá kell járulnia a tűzálló oxidok olvadásához. Az olvadt oxidok viszont folyékony salakokat képeznek, amelyek leeresztik és nem zavarják a vágási folyamatot. Ezeknek a fluxusoknak a fő összetevője a vasporpor márkák ПЖ5М, ВМ, ВС és különböző adalékanyagok (például alumíniumpor);
- oxigén-ív (más néven gáz-elektromos) vágás. Ez a vágási eljárás, amelyben az elektromos ív által olvadt fém folyamatosan gázárammal távolítható el. Mivel a gáz felhasználható:
- sűrített levegő;
- oxigén;
- nitrogén stb.
A sűrített levegő használatával a legszélesebb körben használt technológia. Ennek oka a legalacsonyabb költség. Levegő ív vágás használt:
- az olvasztás hibás hegesztések, héjak és repedések;
- V-alakú élkészítés hegesztéshez;
- szén és ötvözött acélok, öntöttvas és színesfémek elválasztása.
A legszélesebb körben használják a rozsdamentes acél vágás legfeljebb 20 ... 25 mm vastagságának elválasztására. Az ilyen típusú vágások előnye a feldolgozandó fémek körének bővítése, és a hátránya a technológia növekvő összetettsége és a költségnövekedés.
Ez a típusú fémvágás termikus módszerekre utal, és széles körben használják a különböző típusú telepítési és javítási műveletekben. A gázvágás egyik jellemzője (amint vannak mások is) az, hogy jelentős vastagságú munkadarabokhoz használható, míg a teljesítmény meglehetősen magas szinten marad.
A szakértők tudomásul veszik az ilyen típusú vágás könnyű használatát, mivel a technológia teljes autonómiát biztosít, függetlenül az elektromos áramforrásoktól. Gyakran előfordul, hogy a mester olyan helyzetben találja magát, ahol az étel van a létesítményben, és lehetetlen csatlakozni hozzá a munkahelyen (nem is beszélve a terepi feltételekről).
Mielőtt figyelembe vesszük a technológiai technológiát, érdemes általános fogalmat adni a gázvágásról. Segítségével olyan vastagságú darabokat lehet vágni, amelyekre egy másik módszer nem alkalmas (de a minták e paraméterének növekedésével a vágási sebesség jelentősen csökken). Egy másik "plusz" - a szükséges felszerelés a legolcsóbb. De érdemes megjegyezni és hátrányokat.
A fémek kézzel történő megmunkálásakor meglehetősen nehéz elérni a magas vágási pontosságot, annak minőségét. Ez csak olyan magasan képzett szakemberek számára lehetséges, akik széleskörű gyakorlati tapasztalattal rendelkeznek. Ha a mester nem „dolgozta ki”, akkor a legtöbb esetben az éleket is feldolgozni kell.
A "finomabb" munkát, például ívelt mintázattal vagy egy nagy méretű lap vágásával egyenesen, speciális hordozható egységek (gázvágógépek) segítségével végezzük. Ezeket azonban manuálisan kezelik.
Stacionárius körülmények között a nagyvállalatoknál erre a célra teljes CNC gépet használnak. Segítségükkel a forrasztó ampullákat, hegesztési hőelemeket, helyi hegesztést és számos más műveletet is elvégezhetünk, amelyek valóban „ékszer” munkát végeznek.
Milyen fémeket (ötvözeteket) lehet kézzel vágni? Majdnem minden, kivéve - sárgaréz, alumínium, réz, "rozsdamentes acél".

Vegyük figyelembe a fémek gázvágásának főbb típusait:
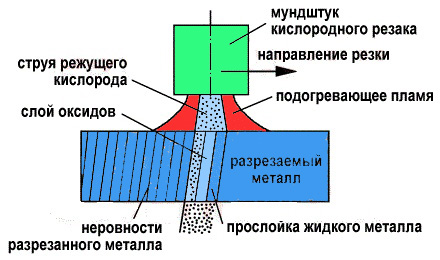
oxigén
A fémmelegítő növeli a fém hőmérsékletét, és a képződött oxid-részecskék vágását és eltávolítását oxigénárammal végezzük.
Oxigénáram
A különbség az, hogy a fluxus () a vágás szakaszához is hozzáadódik. Kémiai összetétele befolyásolja a fém tulajdonságait, így "rugalmasabb". Ez nagyban megkönnyíti a vágás munkáját. Gyakran használják.
Miért használjon 2 típusú gázt? Az anyagot (fém, ötvözet) acetilénnel vagy propánnal melegítjük, míg a szerkezet megsemmisítése (közvetlenül vágva) tiszta oxigént biztosít.
Miután a „fűtőberendezés” a kezelt terület hőmérsékletét kb. 1000–1 100 ºС értékre emeli, egy oxigén sugárhajtót adagolnak rá, amely azonnal meggyullad. A vágási anyag folyamatát a folytonosság és a kijelölt vonal mentén történő egyenletes mozgás biztosítja (kontúr). A vágógépek különböző modellek.

 Számukra megközelíthető vagy 3 tömlő (2 gázmelegítő és 1 - oxigén), vagy 2 (az egyik oxigén). Hasonlóképpen, az állítószelepek 1 vagy 2 lehetnek. A működési elv változatlan marad, és ez az ábra könnyen érthető.
Számukra megközelíthető vagy 3 tömlő (2 gázmelegítő és 1 - oxigén), vagy 2 (az egyik oxigén). Hasonlóképpen, az állítószelepek 1 vagy 2 lehetnek. A működési elv változatlan marad, és ez az ábra könnyen érthető.
Természetesen az égő „vezetése” (fokozatosan, eltérések nélkül). De miért olyan fontos a lángstabilitás? Ha kialszik, a fém élesen hűlni kezd (különösen, ha szabadban dolgozik). Ezért a vágás megkezdése előtt újra újra kell melegíteni.
Oxigén "lándzsa"
Tökéletesebb technika. Az eljárás lényege, hogy a kezelt terület területén a hőmérsékletnövekedést az úgynevezett "gázcső" (lándzsa) biztosítja. Ezzel egyidejűleg nyomás alatt oxigént szállítanak. Mit ad ez? A 600 ° C alatti olvadáspontú fémek vágása nem éri meg a fenti módszereket. Ebben az esetben az egész folyamat a felületi réteg banális eltávolítására lesz csökkentve, és az átmenő vágás nem fog működni. Bizonyos esetekben az anyag magas hőmérsékletre történő túlmelegedése szerkezetének megsemmisüléséhez vezethet.
Ezért most ezt a fejlett technológiát gyakran használják, amelyben mind a fűtés, mind a vágás párhuzamosan történik. Ezt úgy érhetjük el, hogy egy fáklyát használunk egy konkrét hegygel. Ellentétben a „régi” analógokkal, 3 fúvóka van rajta. Az ábrán látható a működésének elve.
Milyen felszerelésre van szükség
- Vágógáz keverővel. Általában az „oxigén” módszer esetében a Р1-01П modellek („régi” nem használatosak, hegesztési munkáknál nincsenek!), РП2 (vagy 3) -01 (újabb).
- Szűkítő. A bejövő gáz nyomásának a kívánt értékre történő csökkentésére szolgál. Ezen a ponton 2 manométer rögzíthető (a bejáratnál mérés és az adaptáció kilépése).
- Nyomásszabályozó eszköz.
- Hengerek szelepekkel. Egyben - oxigén, a másik acetilénben vagy propánban. Néha a két gáz keverékét „fűtőként” használják, ha megnövelt szilárdságú anyagot kell vágni. De az ilyen berendezések meglehetősen drága.
- Csatlakozó tömlők (nagy nyomás).
Hogyan lehet javítani a vágás minőségét? Meglehetősen egyszerű és olcsó mód van. Ehhez a tapasztalt hegesztők „stencileket” használnak (ez egy speciális bélésszalag). Ezek a varratok közel állnak az ideálishoz.
A cikk csak általános fogalmakat fogalmaz meg a gázvágásra. Mielőtt dolgozni szeretne, valami mást kell tudnia. Például, hogyan kell megfelelően szabályozni a nyomást, milyen távolságban tartani a vágót, különösen a különböző típusú fémekkel és sok más árnyalattal. De ez már egy másik beszélgetés témája.




