Elektróda fogyasztás: hogyan kell helyesen kiszámítani? Hogyan számítsuk ki az elektródák fogyasztását egy tonna fémben.
Az elektróda fogyasztása 1 m-es varratonként fontos mutató a költségbecslések elkészítésében hegesztés. A számítás pontosságától függ a teljes projekt gazdasági teljesítményétől. Az elektróda fogyasztásának számítását egy tapasztalt hegesztőnek kell elvégeznie, aki jól ismeri a termékmárkákat és a hegesztési folyamat módszertanát. Figyelembe kell vennie a közelgő munka minden árnyalatait.
Általános kiszámítási képletek
A fogyasztási ráta a hegesztéshez szükséges anyagok maximális mennyisége. A szabályozásnak figyelembe kell vennie az elektródák fogyasztását a hegesztéshez, a tapadáshoz és a szerkesztéshez az "alapjárati görgők" módszerével:
H = H St + H pr + H Ave
A munkavégzés mértéke és a fő munka költségeinek százalékában kerül meghatározásra:
- 12 mm vastag acél hegesztésekor - 15%;
- 12 mm-nél nagyobb vastagságú acél hegesztésekor - 12%;
- alumínium és titánötvözetek hegesztésekor - akár 20%.
Az alumíniumból és a titánötvözetekből származó termékek szerkesztésének normája:
- 8 mm vastag alumíniumhoz - 30%;
- 8 mm-nél nagyobb vastagságú alumínium esetében - 25%;
- titán esetében - 35-40%.
Az elektródok felhasználását a fém gyártásában csomózott, robbantott, egyedi vagy előkezelési szabványok határozzák meg. Mindegyikük összekapcsolódik, és az anyagköltség 1 m-es kiszámításán alapul hegesztési varrás. Speciális méretek esetén a költségeket az SNiP szabályozza.
A kiadási részben a hegesztési fém tömege és a technológiai veszteségek szerepelnek:
ahol N az 1 m fogyasztási ráta,
M az 1 m hegesztési fém tömege;
K a veszteség-együttható.
Az adalék anyagának egy méterre eső tömegét (M) a keresztmetszeti terület (S), az anyag sűrűsége (ρ) és a varrat hossza (L = 1 m) értékeként számítják ki:
A keresztmetszeti terület a tény után történik, és az anyag sűrűsége a referenciakönyvekből származik. A szokásos acélok esetében ez 7,85 g / cm3.
Vissza a tartalomjegyzékhez
A korrekciós tényező kiszámítása
Az együttható (K) értéke a hulladékból, a permetezésből és a csonkokból eredő technológiai veszteségeket tartalmazza. Az alkalmazott módszerek és a hegesztési módok, a hegesztett anyagok típusai, a munkakörülmények összetettsége függ.
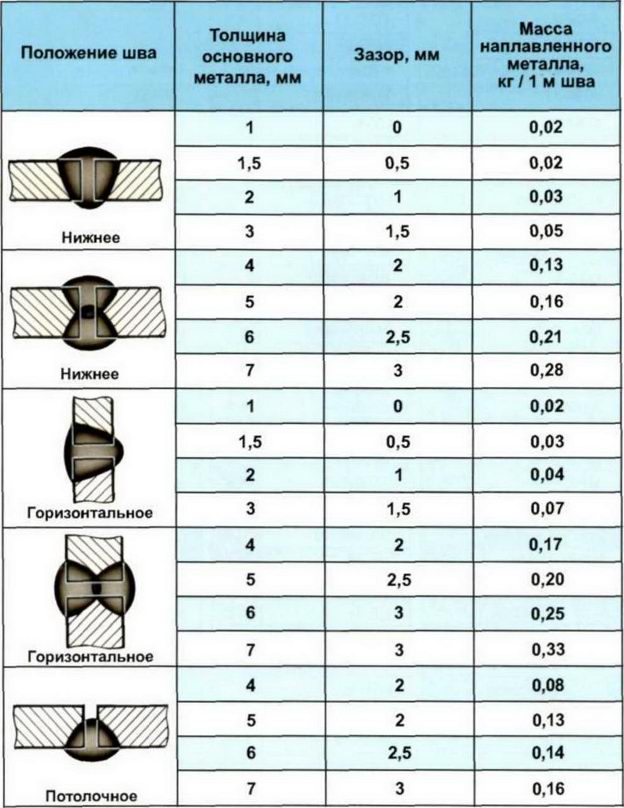
A táblázatban az anyagfogyasztás aránya a különböző típusú elektródoknál a lerakott tömeghez viszonyítva.
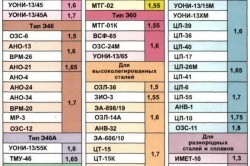
Ez a mutató figyelembe veszi a permetezésből és a hulladékból eredő veszteségeket, valamint a mártást. A veszteségveszteség kiszámításakor 50 mm hosszú görgőt hagytunk, ami a 450 mm-es szabványos elektródából maradt. Ha a tényleges hosszúságok eltérnek, akkor egy módosítást kell alkalmazni.
λ = (lэ - 50) / (le - lо),
ahol le az elektród hossza,
- a gyertya hossza.
A permetezési, égési és égési veszteségek értékeit a hegesztési anyagok útlevél jellemzői határozzák meg.
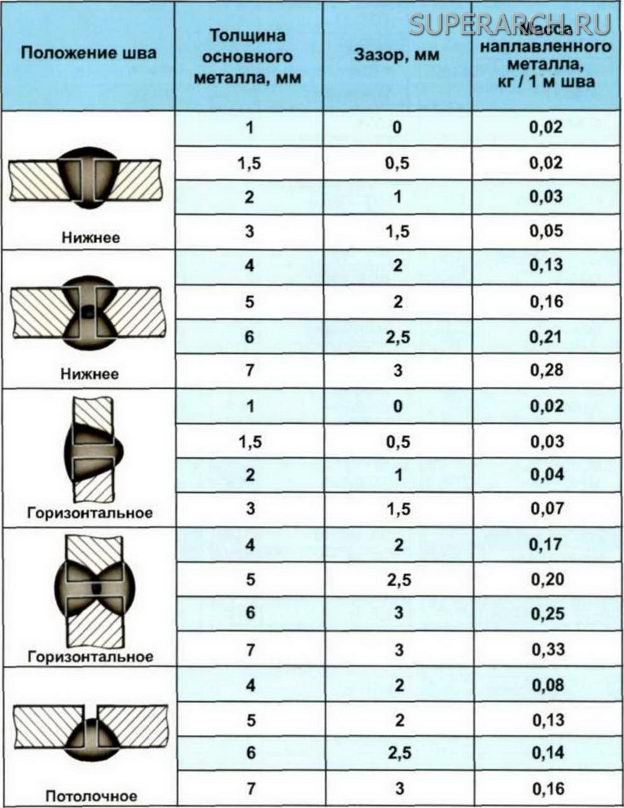
A munka összetettségét a hegesztés helye határozza meg. Abban az esetben, ha eltér az alsótól, az alábbi korrekciós tényezőket vezetjük be:
- ferde síkon - 1,05;
- függőleges síkban - 1,10;
- a mennyezetért - 1,20.
Nagyon nehéz figyelembe venni a fémhegesztési munkák minden finomságát, csak elméleti számítások alapján. És bár a különböző típusú hegesztésekre vonatkozó normákat és előírásokat részletesen ismertetik az SNiP-ben, ajánlott tesztmunkát végezni.
A vizsgálatokat ugyanolyan körülmények között és ugyanolyan anyagok felhasználásával végezzük, mint a tervezett. A folyamat folytonosságának és az előre nem látható anyagköltségekkel járó késedelmek elkerülése érdekében az anyagok beszerzését 5-7% -os határértékkel kell végrehajtani.
A töltőanyagok mentése érdekében meg kell figyelni a megfelelő feszültség- és árambeállításokat. A megtakarítás a kar szögének a hegesztési folyamat során történő megváltoztatásával érhető el.
Olyan termékekben, amelyek nem igénylik a vegyületek speciális sűrűségét, használják törött varratok 50-150 mm, a távolság 100 és 300 mm között van. Ennek következtében jelentős időmegtakarítás érhető el, és csökken az elektródák fogyasztása.
A munka költségének jelentős csökkentése érdekében ajánlott automatikus hegesztést használni, amely nagy teljesítményt nyújt, és lehetővé teszi a megtakarítást a keresztmetszeti terület csökkentésével anélkül, hogy csökkenti a csatlakozás minőségét. Egy sor intézkedés akár 30% -os megtakarítást eredményezhet.
A fémszerkezetek felépítésének folyamatának szerves részét képezi az anyagköltségek kompetens és pontos tervezése a költségvetéshez és a közelgő pénzügyi költségek kiszámításához. Nem csak az építésben résztvevő anyag mennyiségét számítják ki, hanem azt is, hogy hány elektródot kell kihasználni a hegesztés során.
Az elektródok fogyasztásának helyes kiszámítása a fém tonnánként az egyik legfontosabb követelmény professzionális hegesztőknagyvállalatokban dolgozik. A helyes számítások nélkül nem lehet megállapítani a fémmunkák pontos költségét, a becsült nyereséget. Mindezen árnyalatok fontosak a fémszerkezetek építésében részt vevő vállalatok számára.
Elektróda fogyasztás hegesztés közben
Ez közvetlen hatással van a munkafolyamat teljesítményére és időtartamára. A kiégett hegesztési anyagokat újra kell cserélni.
Ha a hegesztő nem rendelkezik a szükséges elektródákkal, ez befolyásolja a felfelé hegesztés időzítését. A töltőanyag beszerzése nem a fő probléma. Mindenre bonyolítja az a tény, hogy előzetes előkészítést igényel. Az elektródákat meg kell keményíteni és szárítani. Másfél és két órát vesz igénybe.
Ha az elektródák több kilogramm fémbevonáshoz szükségesek, a helyzet nem olyan kritikus, mint a teljes fémszerkezetek hegesztése. Bármilyen egyszerű az idő és a pénzügyi költségek. Annak érdekében, hogy a munkafolyamat ne lelassuljon, rendkívül fontos, hogy helyesen számítsuk ki, hogy hány elektródra van szükség egy tonna fémszerkezetre.
Számítási módszerek
Az áramlási sebesség a bemeneti paraméterektől függ:
- felszíni tömegek;
- a hegesztés hossza;
- fogyasztási ráta.
A burkolat tömege az a fém súlya, amely kitölti a dokkoló varratot. Ennek a paraméternek a pontos adatait a technológiai térkép hegesztés. A durva számítások szerint az index 1–1,5% -a a fémszerkezet tömegének.
A varrat méretét a csukló mentén mérjük. Az eredményt a szekcióban jelen lévő öltések teljes számával megszorozzuk. Ez annak a ténynek köszönhető, hogy a mély csatlakozásokat két vagy három varrás párhuzamos vagy egymást követő átfedése teszi lehetővé.
A fogyasztási arány a hegesztés tömege a varrás egy méterénél. Mind az egyes egységekre, mind a részekre, valamint a hegesztési művelet típusától függően kerül kiszámításra.
Ezeket az árnyalatokat figyelembe véve a töltőanyagok fogyasztásának kiszámítását mind elméletileg, mind gyakorlatilag végre kell hajtani.

Elméleti számítás
Különböző képletek használata alapján. A gyakorlatban a leggyakoribb kétféle számítás:
- együttható szerint;
- fizikai jellemzők alapján.
Első út a fogyóeszközök különböző kategóriáit fedi le, és a következő képlettel számítja ki: H = M * K, ahol M a hegesztett fém tömege, és K az adalékanyag-felhasználás különleges együtthatója.
Második út az alkalmazott jellemzők és az alkalmazott elektróda, valamint a hegesztendő fémszerkezet alapján a következő képlet alapján számítják ki: G = F * L * A huzal tömege, amelyben F a keresztmetszeti terület és L a varrat hossza.
Ha az első képlet lehetővé teszi az áramlási sebesség kiszámítását, akkor a második - a hegesztett fém tömege. Mindkét számítás „táblázatos”, vagyis olyan szabványos mutatókon alapul, amelyek megfelelnek bizonyos típusú elektródoknak, a fém típusának és a varrás méretének.
Az elektróda fogyasztásának kiszámítása együttható szerint
A számítás elvégzéséhez meg kell ismernie az elektród (K) pontos együtthatóját, amely más paraméterekhez hasonlóan az építőanyag-fogyasztás normáinak kidolgozására vonatkozó szabályok RDS 82-201-96 mellékletében található.
Az együttható értéke 1,5 és 1,9 között változik. A kisebb indikátor megfelel az elektródák második csoportjának és a legmagasabb hatodiknak. Ha a működés során a második csoportból a TsT-28 márkát használják, a K jelző 1,5.
Matematikai számítás segítségével meghatározzuk a szükséges mennyiségű elektródot egy tonna fémfelületre, így 1500 kg értéket kapunk, azaz H = 1000 * 1,5. Ennek megfelelően a ráfordítás akkor növekszik, ha több korosztályú márkát használnak, például NZh-13, amelynek együtthatója 1,8.
Gyakorlati számítás
Ez magában foglalja a fém tömegének meghatározását és a hegesztett vizsgálati munkák elvégzését. Amikor elkészültek, mérjük meg a kalcinát, vegyük figyelembe a feszültséget és a teljesítményt, a varrás hosszát. Ezen adatok alapján határozzuk meg a kívánt hosszúságú hegesztési varratokhoz szükséges elektródák számát.
A pontos számítás abban az esetben lesz, ha mind a külső adatok, mind a pozíciószög a főművek teljesítménye során hasonlóak maradnak a tesztelés során. A pontatlan definíciók elkerülése érdekében a kísérletet 3-4 alkalommal ismételjük meg. Ha ez a feltétel teljesül, a számítás még pontosabb lesz, mint a képletek használata esetén.
Számítási hiba
A számítási módszer nem ad 100% -os pontosságot. A teljes és folyamatos munkafolyamatot biztosító fogyóeszközök megvásárlása javasolt. Szükséges figyelembe venni a hibás és gyenge minőségű termékek jelenlétének lehetőségét az elektródákban.
Annak érdekében, hogy ne kelljen a hegesztést leállítani, növelje a számításokban kapott adatokat öt vagy hét százalékkal. Ez garantáltan megszabadul a különböző vis maioroktól. Figyelembe kell venni azt a tényt, hogy a fogyóeszközök mennyisége mind az eljárással, mind az adalékokkal töltött varrat típusától függ.
Hogyan lehet csökkenteni a költségeket?
Számos olyan feltétel áll rendelkezésre, amelyek lehetővé teszik a hegesztéshez szükséges fogyóeszközök mentését, de nem befolyásolja a minőséget:
- Az adalékanyagok legnagyobb megtakarítása a félautomata vagy az automatikus hegesztőgép használatát érheti el. Ha a munkát manuálisan végzik, a veszteségek öt és több százalék között mozognak. Az automatikus és félautomata eljárással ez a szám kétszer olyan alacsony. Ha mind az adalékanyagok, mind a gép kiváló minőségű, a fogyóeszközök csökkenése maximalizálódik.
- Az áram- és feszültségmutatóknak teljes mértékben meg kell felelniük a kiválasztott töltőanyagnak. Ezért a beállítás hegesztőgép, különös figyelmet kell fordítani ezekre a paraméterekre.
- Az elfogyasztott elektródák száma azonos feltételek mellett változhat. Ez a fogyóeszköz hegesztés közbeni helyzetének köszönhető. Ezért sok hegesztő nem kívánja korlátozni a képleteket, és gyakorlati számításokat igényel, és több tesztet végez, hogy megtalálják a "tökéletes" pozíciót.
E három fontos feltétel betartása és a mentési mód helyes megválasztása csaknem harminc százalékkal csökkenti a szükséges töltőanyag mennyiségét. Ez elég nagy mennyiségű pénz.
Szükséges számítani a szükséges számú elektródot a kezdeti szakaszban, amikor csak a hegesztési munkák elvégzésére gondol. Az elektróda fogyasztásának a lehető legpontosabb kiszámításához. Különösen fontos tudni, hogy hány elektróda fog menni, ha nagy mennyiségű fémszerkezetet tervez.
Ha az összes számítást helyesen végzi, akkor a hegesztési folyamat a tervezett terv szerint megy végbe, és elegendő elektróda lesz a munka befejezéséhez. Az elektródák fogyasztási sebességét a hegesztőanyag abszolút fogyasztásának maximális értékének tekintjük.
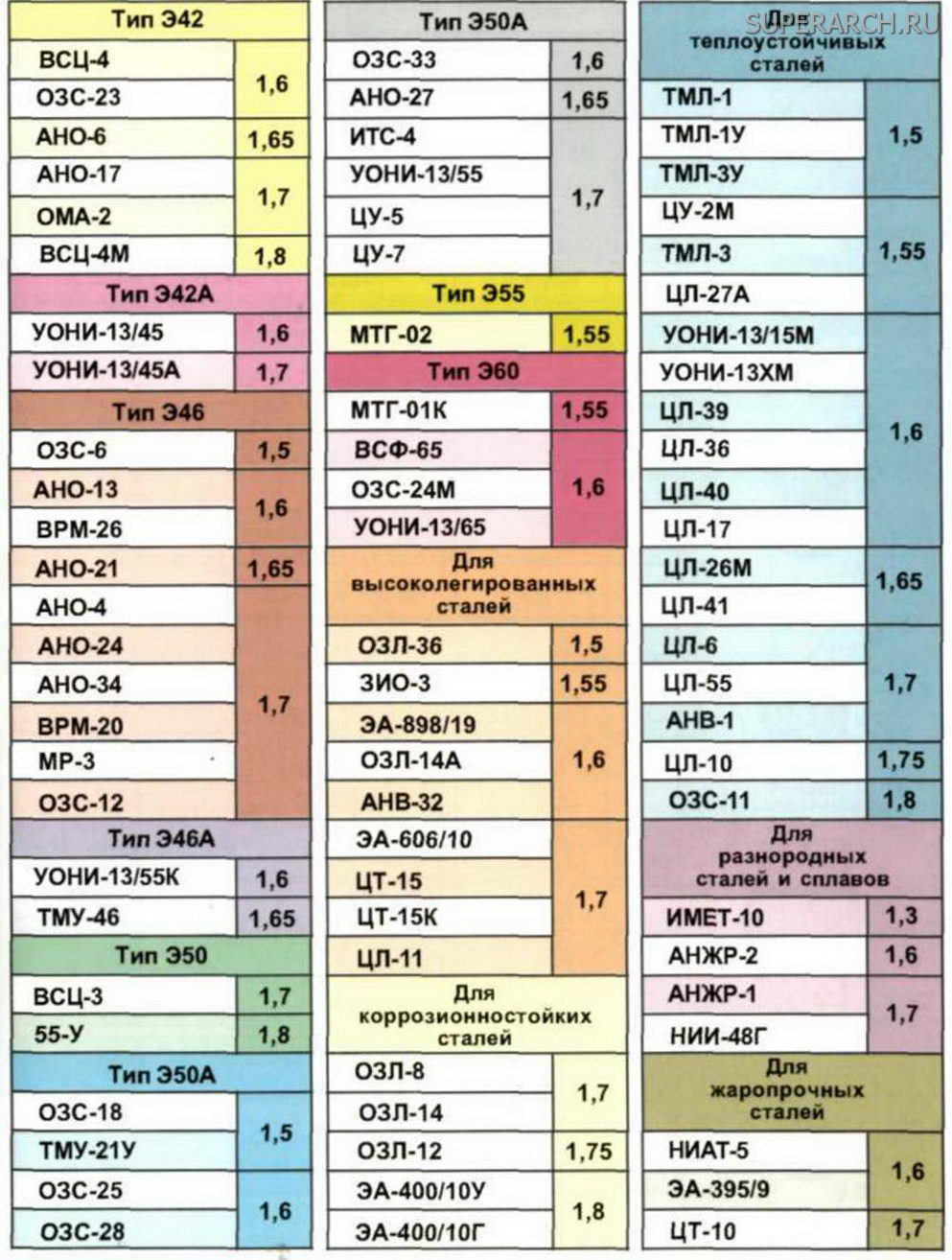
Az alábbiakban az elektródák együtthatóit mutatjuk be az elektródák márkájához képest:
- 2. csoport - K (diss.) = 1,5 - elektród típusok: OZL-E6, OZL-5, TsT-28, OZL-25B;
- 3. csoport - K (diss.) = 1,6 - elektród típusok: TsL-17, OZL-2, OZL-8, ZIO-8, OL-6, OZL-7, OZL-3, OZL-21;
- 4. csoport - К (diss.) = 1,7 - elektród típusok: ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13 / НЖ, ЦЛ-9;
- 5. csoport - K (disz.) = 1,8 - elektród típusok: OZS-11, OZL-22, OZL-20, NZh-13;
- 6 csoport - K (diss.) = 1,9 - elektróda márkák: ANZhR-2, OZL-28, OZL-27;
Most, hogy érthetőbbé tegyük, végezzük el a számításokat. Tegyük fel, hogy OZL-8 elektródák segítségével öt kilogramm fémet olvasztunk. Hegesztettünk egy csomó fémet, majd kiszámítottuk a varrás keresztmetszetét, megszorozva a varratok hosszával és megszorozva a vastagsággal. Ennek eredményeként 5 kg-ot kaptunk.
Most a hegesztett fém tömegét (5) az együtthatóval megszorozzuk. Az elektródainkhoz 1.6. Tehát, 5 х 1,6 = 8. Kiderül, hogy az 5 kg fém hegesztéséhez körülbelül 8 kg OZL-8 elektródára van szükség.
A számítások során ne feledje, hogy pontosnak kell lennie, mert még egy kis hiba is növelheti az elektródák vásárlásának költségeit, vagy éppen ellenkezőleg, lehet, hogy nem elég a már megvásárolt mennyiségből.
Például egy tonna fém hegesztéséhez kiszámítjuk az elektródák számát. Számolunk: 1000 x 1,6 = 1600 kg OZL-8 elektródák.
Először is meg kell határozni az ilyen típusú elektródák fogyasztását, 1 kg fém felületekre való bevonására. Ehhez speciális képletet használhat:
H = M * K disz.,
ahol K ki az elektródák fogyasztási együtthatója (az alábbi ábrán látható), és M a fém tömege.
Van még egy képlet, amellyel kiszámíthatja, hány elektródot fogyasztanak a hegesztés során:
G = F x L x Huzaltömeg (1 cm 3),
ahol: F-terület keresztirányban. szakasz; G-tömeg ep. Fém, és L - a varrás hossza.
Az elektródák fogyasztásának csökkentése érdekében automatikus vagy félig automatikus hegesztőgépet használhat. Az ilyen eszközökhöz való hegesztés esetén a veszteség 3%, a kézi munka pedig 5%. Ezért az automatikus és félautomata hegesztés sokkal jövedelmezőbb, mivel csökkenti a szükséges anyagok mennyiségét.
A hegesztés során keletkező veszteségek elszámolása
A számítások során fontos, hogy a lehető legpontosabb és figyelmesebb legyen, de ebben az esetben is fontos megjegyezni a hibát, mivel az összeg nem lehet teljesen pontos az elektródák számának kiszámításakor. Ezért a vásárlás során érdemes kis mozgásteret igénybe venni a folyamatos és teljes munka biztosítása érdekében.
Emellett fontos megjegyezni, hogy működés közben senki sem védve van a hibás termékek és az előre nem látható költségek miatt a hegesztési anyagok fogyasztásának növekedésétől, ezért a vásárláskor a vásárolt elektródák állománya átlagosan 5-7% legyen.
A számítás során figyelembe kell venni a technológiai folyamat sajátosságait is, amelyek bizonyos esetekben az elektródok további felhasználását biztosítják. Az ebben a cikkben megadott képleteket sok építőipari vállalat sikeresen alkalmazza annak érdekében, hogy pontosabban meghatározza a hegesztési anyagok fogyasztását egy bizonyos mennyiségű termék esetében. Ha kiszámíthatja, hogy milyen anyagfogyasztás lesz a munka során, ez csökkentheti a hegesztési anyagok és berendezések beszerzési költségeit, valamint időt takaríthat meg a hegesztésre.
További anyagok

Hegesztő inverter - A modern hegesztőgép, egyszerű, könnyen kezelhető, könnyen és a lehető legrövidebb időn belül segít Önnek bármilyen hegesztési munkában. Foglalkozz a bölcsességekkel inverter hegesztés nem is nehéz.

Az elektródák szárításának szabályairól beszélve ne felejtsük el tárolásukat. Ha az elektródákat megfelelő körülmények között tárolják, hosszú ideig tartanak. A szárítás otthon is elvégezhető, de ehhez ki kell választania a megfelelő sütőt, és eleget kell tennie az egyes csomagokban található utasítások összes feltételeinek.
A hegesztéshez szükséges elektródák számának pontos kiszámítása a hegesztés előkészítő fázisának egyik fontos eleme. A hegesztési folyamat hatékonyságát, hatékonyságát, valamint az alap- és segédanyagok beszerzéséhez elkülönített források hatékonyságát a számítások pontosságától függően fogják elvégezni.
A hegesztés során az elektródák számának pontos kiszámításához több paramétert kell figyelembe venni:
- a hegesztett fém tömege;
- meglévő elektróda fogyasztási arányai a hegesztéshez;
- a hegesztés hossza.
A hegesztés során az elektródák fogyasztási aránya a termék előállításához felhasznált maximális anyagmennyiség, figyelembe véve az összes technológiai követelményt.
Az elektródák meglévő fogyasztási rátái.
Jelenleg számos elektróda fogyasztási sebességet használnak, attól függően, hogy a munka milyen szakaszában van. Ebben az esetben a normák négy fő csoportra oszthatók:
- A működési normák az elektródok fogyasztási arányai egy adott technológiai művelet során - azaz közvetlenül hegesztés közben.
- A részletes normák azok a normák, amelyek meghatározzák, hogy hány elektródot kell elkölteni egy hegesztett rész gyártásához.
- Nodális normák - az elektródák fogyasztási sebessége egyetlen hegesztett szerelvény gyártásához.
- A szabványos arányok az egyes hegesztett termékek gyártásához használt elektródok fogyasztási arányai.
Mindezek a normák teljes mértékben összefüggenek egymással. Tehát az egyes normák meghatározásához ismernie kell a csomópont-specifikus normákat, de annak érdekében, hogy pontosan kiszámítsuk a csomópont-specifikus normákat, meg kell ismernünk a részletes szabályokat.
Az elektródák fogyasztásának kiszámítása.
Az elektródák fogyasztásának számítását a hegesztéssel kapcsolatos konkrét feladat elvégzéséhez ugyanazon szakembernek kell elvégeznie, aki ezt követően elvégzi a hegesztési munkát. Ez biztosítja a számítások elég nagy pontosságát, mivel a szakértő ismeri a hegesztési folyamat minden árnyalatait, jól ismeri az elektródák márkáit és jellemzőit, és így nemcsak a hagyományos technikákat és képleteket használja, hanem figyelembe veszi a hegesztés összes jellemzőjét, amely megkövetelheti a megnövekedett vagy kevesebb, mint az elektródák szokásos fogyasztása.
- A számítás elméleti módszere.
Számos technikák segítik a legpontosabban kiszámítani az elektródák fogyasztását a hegesztés során. Számos országban az egyik leggyakoribb a hegesztési fém tömegére épülő technika, ami ebben az esetben azt jelenti, hogy az elektródák fogyasztását kilogrammban vesszük figyelembe.
H = M * K (disz.)ahol
M - a hegesztett fém tömege (kilogrammban)
K (dis.) - elektródák fogyasztási együtthatója.
Ezzel a képlettel együtt figyelembe kell venni a fém tömegének kiszámításának néhány jellemzőjét és az együttható meghatározását.
A hegesztési fém tömegének meghatározásához vegye át a keresztmetszeti területét és megszorozza a fém sűrűségével, amely megtalálható a speciális táblákban, valamint a hegesztés hossza.
Az elektródák fogyasztási együtthatójának meghatározásához pontosan meg kell ismerni az elektród márkáját, mivel attól függ, hogy mennyi szén-monoxid és a fém fröccsenése a hegesztési folyamat során, valamint a kalcináló elektród hossza. Ebben az esetben a kalcin hossza 50 mm, teljes elektród hossza 450 mm. Általában 1,6-os együtthatót alkalmaznak, de amikor rozsdamentes acélból, valamint tűzálló fémből készült részeket hegesztünk, az együttható elérheti az 1,8-at.
- Gyakorlati számítási módszer.
Az elektródák számításának fenti elméleti módszere mellett gyakorlati módszer is alkalmazható.
Ehhez szükséges egy bizonyos mennyiségű fém felvétele, amelynek tömege pontosan ismert, és hegesztési munkálatokat végez, ugyanazzal az elektróda márkájával, amelyet az alaphegesztési munkák során tovább fognak használni. Ugyanakkor a típus hegesztett kötésés használt módban hegesztőáramés a hegesztés térbeli helyzetének teljes mértékben meg kell felelnie a fő hegesztési folyamatban tervezett alkalmazási feltételeknek. Ennek eredményeképpen az így nyert hegesztés hossza meghatározásával kiszámítható, hogy hány elektródot igényel a hegesztési munka végrehajtása során.
Lehetséges-e csökkenteni a hegesztési folyamat során alkalmazott elektródok fogyasztásának számát?
Ez a probléma természetesen minden gyártót aggasztja, és minél nagyobb a hegesztés mennyisége, annál akutabb az elektródák megmentése. Általánosságban elmondható, hogy az elektródok fogyasztását csökkenteni lehet. Ehhez több feltételnek kell megfelelnie:
- a hegesztési műveleteknél az áram- és feszültségjelzőknek teljes mértékben meg kell felelniük az alkalmazott elektród típusának.
- az automatikus vagy félautomata hegesztés segít csökkenteni az elektródok fogyasztását.
- emellett az elektróda-fogyasztás csökkenését is okozhatja az elektróda pozíciójának változása a hegesztési folyamat során.
A hegesztés optimális módszerének és módjának megválasztása következtében az elektródák fogyasztása körülbelül 3% -kal csökken - ez jelentősen megtakarítja a hegesztési kellékanyagok költségeit, ugyanakkor biztosítja a hegesztő számára a legkényelmesebb munkafeltételeket.




