Soudage par contact: machines et machines, électrodes, photo et vidéo. Le principe du soudage par résistance.
L'un des principaux types de soudage par pression est le soudage par contact, attribué à la classe thermomécanique. Le processus de chauffage dans celui-ci est réalisé par la chaleur dégagée par la transmission de courants électriques à travers les parties en contact de la connexion. Une caractéristique distinctive du contact, ainsi que de tous les autres types de soudage sous pression, est la déformation plastique du matériau dans la zone de contact entre les pièces à assembler.
Principe du soudage par résistance
Lors du soudage par points de contact, la formation forcée de liaisons interatomiques dans les réseaux cristallins des métaux en contact contribue à la formation d'une soudure. Sous l'action d'un courant de forte densité aux points de contact, les métaux des ébauches sont chauffés en passant à une forme thermoplastique ou en fusion. De la compression constante des produits chauffés, des zones de contact supplémentaires sont formées. Au cours du processus, ils deviennent de plus en plus importants jusqu'à la convergence finale, à savoir le soudage.
Diagramme schématique soudage par résistance l'opération est planifiée en trois étapes. Ils incluent le début de la mise en contact physique des pièces à souder, la formation de liaisons chimiques dans les réseaux cristallins de matériaux et la poursuite des réactions en cours sur les bords des arêtes jusqu’à ce que la connexion soit obtenue. La première étape de la machine de soudage par résistance contribue à la convergence des atomes des surfaces à assembler. En même temps, non seulement leur interaction physique est assurée, mais également la rugosité de surface est éliminée de la surface du film.
Simultanément, l'interaction interatomique des matériaux commence. Dans la deuxième étape, lors de la connexion des réservoirs électroniques, des réactions chimiques sont créées qui contribuent à la formation d’un joint soudé. Au cours de la troisième étape du soudage, la pénétration mutuelle d'atomes par diffusion se produit aux limites en contact des pièces. Avec les réactions associées se produisant dans la zone de soudure, il a un effet de déformation sur le métal de la soudure en formation et les zones adjacentes.
Le soudage par contact, dont le prix est disponible pour tous aujourd'hui, est produit à l'aide de machines spéciales. Les composants mécaniques de cet équipement sont les unités avec des mécanismes qui contribuent à créer la pression requise pour la compression des produits connectés. La partie électrique de cet équipement comprend un transformateur de soudage, un commutateur de soudage par contact (régulateur), un disjoncteur courant de soudageéléments conducteurs.

Les machines sont divisées en fonction des types de coutures qu’elles réalisent, bout à bout, suture ou pinpoint. Les conceptions de machines de soudage par résistance sont similaires. Les appareils pour la fabrication des joints de couture sont en outre équipés d’un entraînement qui fait tourner les électrodes. Les équipements utilisés pour le soudage bout à bout possèdent un entraînement spécial leur permettant d’approcher des pièces à une certaine vitesse: faible - pour la fusion, davantage - pour le dépôt.
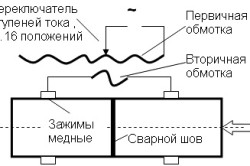
Alimentez ces appareils avec des courants de transformateur variables. L'enroulement primaire de tels transformateurs pour le soudage par contact est connecté au réseau électrique de 220-380 V. Il comprend les sections nécessaires pour commuter le niveau de puissance en ajustant le nombre de tours de fonctionnement. Un ou deux tours avec une tension de 1-12 V constituent l'enroulement secondaire du transformateur. L'inclusion de ces machines provient de l'emplacement de l'enroulement primaire du transformateur.
Le besoin de courant régulier pendant les travaux est dû à l'utilisation d'interrupteurs spéciaux. Ils sont fabriqués sous la forme d'équipements électroniques, électromagnétiques ou de contacteurs mécaniques traditionnels. Ces derniers sont le plus souvent utilisés dans les machines de soudage par résistance par points ou par bouts de faible puissance, à action non automatique. Les contacteurs de type électromagnétique sont efficaces non seulement sur le point, mais également dans le soudage à la molette avec un équipement à puissance moyenne. Et les interrupteurs électroniques, qui assurent le synchronisme de l'activation (déconnexion) du courant à une certaine durée de pause et d'action d'impulsion, sont utilisés dans diverses machines de soudage par résistance par résistance principe automatique l'action.

Lors de la compression de pièces entre les électrodes des machines de soudage par résistance, des dispositifs de pression spéciaux sont nécessaires. La compression de leurs produits est favorisée par des entraînements: électromécaniques, à ressort, hydrauliques, pneumatiques. L’entraînement manuel est moins courant, mais son utilisation a été prouvée pour les machines de soudage bout à bout et à résistance réduite.
Les machines de soudage par points sont efficaces pour le traitement de pièces de faible épaisseur. Les joints bout à bout - sont activement utilisés dans le soudage automatique par la méthode de refusion des ébauches avec une section importante. A la différence des appareils de suture, les appareils sont équipés d’un conducteur spécial coulissant et d’un mécanisme d’entraînement des électrodes à rouleaux pour le soudage par résistance.
m 1-12 V constituent l'enroulement secondaire du transformateur. L'inclusion de ces machines provient de l'emplacement de l'enroulement primaire du transformateur.

En raison des bonnes performances et de la facilité de mise en œuvre, tous les types d’équipements de contact sont largement utilisés dans la production industrielle, en particulier dans l’industrie automobile. Cette méthode de soudage est la base du processus de carrosserie. Les installations fixes, les supports spéciaux et les pinces suspendues pour le soudage par résistance sont efficaces. Le choix de la machine dépend des caractéristiques des métaux, joints soudés, types de profils de matériaux traités, il n’existe pratiquement aucune restriction, qu’il s’agisse du soudage par contact de raccords, de tuyaux, de chaînes ou de rails.
Le soudage par contact est possible avec ou sans fusion du matériau. Dans ce dernier mode de réalisation, la connexion est obtenue par la déformation du matériau avec l'interaction physique des surfaces à souder, ce qui entraîne la formation de leur structure globale. Dans un autre cas, les masses fondues sont mélangées à une déformation plastique d'un métal qui cristallise ensuite. Le dispositif de soudage par points par résistance permet de le faire dans une zone limitée, et le soudage bout à bout par le procédé de fusion suppose en partie l'extrusion de la masse fondue.
Les caractéristiques du métal fondu et les propriétés des joints soudés ont une influence significative sur la vitesse de chauffage, la déformation plastique et le refroidissement. Avec la vitesse croissante, la force et la dureté de l'articulation sont plus élevées. Si ce dernier chiffre est satisfaisant et que le premier est insuffisant, le produit est soumis à un traitement thermique pour atteindre les propriétés de performance nécessaires. Le traitement thermique local de la zone articulaire peut être effectué directement dans machine à souder soudage par résistance
Le soudage par contact est utilisé pour les besoins domestiques et industriels.
Les types de soudage par contact utilisés dans diverses conditions se distinguent par le prix, qui augmente en fonction de la puissance et de la rapidité du processus de travail.
Combine équipement de soudage principe général de fonctionnement - au cours du travail, le chauffage et la soudure des pointes des joints de matériaux se produisent par leur contact avec le substrat qui fournit le courant électrique.
La soudure électrique est un composé dans lequel les pièces à souder sont chauffées par courant continu ou alternatif.
Sur la photo ci-dessous, un schéma est présenté que la machine de soudage par résistance peut avoir.
Comme tous les équipements de production, le soudage par résistance électrique présente des avantages et des inconvénients.
Parmi les principaux avantages, citons la haute performance, la dépense minimale de consommables et une qualité irréprochable. joint de soudure.
Le temps nécessaire pour connecter un point est égal à une fraction de seconde et dépend des paramètres du matériau.
Dans le processus de soudage consomme le minimum d'air et d'eau, et la qualité de la soudure sera en mesure de fournir même un soudeur sans qualification.
Dans le même temps, la technologie de soudage par contact est respectueuse de l’environnement. De plus, elle peut être automatisée.
Les travaux de soudage sont effectués à l'aide de machines et d'appareils spéciaux et universels.
La nature de l’action technique vous permet de diviser l’équipement de soudage par contact en classes:
- modèles mécaniques - dotés d'une puissance minimale;
- automatique et semi-automatique - peut avoir une capacité de travail moyenne à grande, utilisée pour le traitement des ébauches en continu.
Selon les types d'installation, le soudage par résistance électrique peut être portable ou mobile, suspendu ou fixe.
La première option est indispensable si nécessaire pour effectuer le soudage d'objets de grande taille, avec une grande masse de noeuds. Par exemple, les tuyaux, les organes de transport, les wagons et les rails.
Les équipements fixes sont utilisés pour le traitement de produits dont le poids et les dimensions permettent de les livrer sur le lieu de travail.
Classification de l'équipement
La machine à souder par résistance, selon GOST 158-78-79, selon le type de cordons de soudure peut être de différents types.
Bout à bout
Le soudage bout à bout par contact consiste à chauffer une soudure bout à bout en passant par tout le plan de la pièce.
Le joint bout à bout est le plus souvent utilisé pour le soudage. tuyaux en cuivre, la technologie de suture et de points pour les tuyaux en cuivre n’est pas pratiquée.
Dans ce cas, le traitement des tubes en cuivre par le procédé de refusion est difficile en raison de la nécessité de maintenir le métal en fusion aux extrémités des éléments soudés.
Par conséquent, en utilisant la technologie bout à bout, si les tuyaux sont soudés, ce n’est pas du cuivre pur, mais ses alliages. Sinon, il est nécessaire d’utiliser une pression élevée, jusqu’à 400 MPa.
Le soudage bout à bout par contact, en fonction des caractéristiques de la structure métallique, de la zone traitée et de la qualité attendue de la soudure, est effectué selon différentes méthodes.
Dans ce cas, le soudage bout à bout selon GOST 2601-84 peut être effectué selon la technologie de la résistance, de la refusion avec chauffage et de la refusion continue.
Résistance - utilisé, le matériau de la section transversale soudé ne dépasse pas 200 mm².
En règle générale, cette technologie de soudage bout à bout par contact est utilisée pour le traitement de produits en acier à faible teneur en carbone, de faible section transversale (tuyaux, fils, tiges).
Reflow - cette technologie vous permet de combiner le matériau sous forme de produits en béton armé, de tuyaux, de profilés en acier et d'armatures, avec une section pouvant atteindre 100 000 mm².
La technologie a trouvé son application dans le domaine de la construction navale, dans la fabrication de chaînes pour ancres, de serpentins de réfrigération et de réfrigération.
Dans le domaine ferroviaire, où de tels équipements de soudage vous permettent de connecter les rails de chemin de fer sur les chemins continus. Son application permet de fabriquer des produits longs à partir de métaux ferreux et non ferreux.
Couture de soudure
La machine, réalisée conformément à GOST 2601-84, vous permet de relier le matériau à l’aide de zones de fonte, c’est-à-dire une couture constituée de points de soudure séparés.
Les zones se chevauchent ou ne se chevauchent pas, selon ce que souder peut être scellé.
Pour ce processus de soudage, une machine spéciale est utilisée, équipée d'un ou plusieurs disques rotatifs avec électrodes.
La technologie de soudage à rouleaux vous permet de comprimer, de rouler et de réaliser des connexions de qualité.
La soudure au rouleau est utilisée pour la production de tuyaux, réservoirs et autres produits nécessitant, conformément aux exigences de GOST, des joints hermétiques extrêmement fiables.
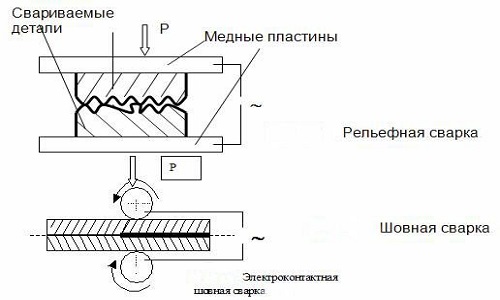
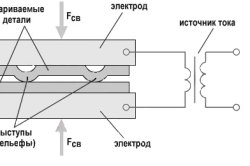
Soudage en relief
Conformément à GOST 2601-84, le soudage en relief est une machine qui vous permet de relier des protubérances en relief à un ou plusieurs points de travail à la fois.
Cette machine est le principe d'action ressemble à un dispositif de soudage bout à bout par résistance, la différence entre eux réside dans la détermination du lieu de soudage par la forme de la surface des produits et non par la zone d'utilisation des électrodes.
Les saillies en relief peuvent être placées simultanément ou sur deux produits soudés. Elles sont préparées à l’avance par estampage.
Le soudage par résistance en relief est utilisé dans l'industrie automobile, où le dispositif permet de fixer divers supports sur un matériau en feuille.
Dans le domaine de l'électronique radio, le soudage en relief est utilisé pour connecter des fils de haute qualité à des éléments minces.
Soudage par points de résistance
Conformément à GOST 2601-84, cette technologie de soudage permet de connecter des éléments en un ou plusieurs points à la fois.
Pour déterminer la résistance de la connexion, les caractéristiques du point de soudure telles que la taille et la structure le permettent, dépendant à leur tour des paramètres des électrodes utilisées, de la résistance et de la vitesse du courant traversant le matériau.
Le régulateur de soudage bout à bout, présent dans les modèles de machines modernes, permet de réaliser le processus de travail avec différentes intensités de courant de soudage.
En règle générale, il n’existe pas de régulateur de soudage par résistance dans la technique de couture et le cycle souhaité est assuré par des interrupteurs synchrones.
La machine de soudage par points par résistance est généralement utilisée sur la chaîne de montage. L'élément de soudage de la connexion de contact de cette catégorie sont des électrodes.
L'outil est interchangeable, car il s'use rapidement.
Les électrodes à souder sont en bronze et en cuivre de haute qualité. Les composants supplémentaires sont le chrome, le cadmium, le titane et le béryllium. Le prix des produits varie, allant de 1 à 5 USD.
La technologie de ce type de soudage a trouvé son application dans les secteurs de l'automobile, de la construction aéronautique, de la construction navale et de l'agriculture, ainsi que dans d'autres domaines industriels.
Une variante de ce type de soudage est le soudage pulsé, lorsque le chauffage de l'électrode se produit en raison d'impulsions électroniques à court terme mais puissantes. Le soudage pulsé est utilisé dans les voitures, les équipements et les réparations.
Par exemple, la technologie des impulsions est utile lors du soudage par contact de l'aluminium, ce qui réduit le risque de surchauffe de l'appareil et d'usure des électrodes.
Le soudage pulsé est exploité en utilisant un courant alternatif et de l’énergie convertie en une impulsion d’une certaine forme.
Dans ce cas, la technologie par impulsions du soudage par contact diffère dans le travail avec l'énergie accumulée et dans l'impulsion du courant redressé.
À l'heure actuelle, le prix d'un tel appareil (soudage par impulsions à usage domestique) est compris entre 100 et 140 USD.
Caractéristiques de l'électrode
Des électrodes pour le soudage par contact assurent le contact de la machine à souder avec la pièce à traiter.
Leur objectif comprend: l'étanchéité des pièces, l'alimentation en courant, l'évacuation de la chaleur des pièces, le mouvement des éléments (soudage par résistance).
Parallèlement, non seulement la conception des électrodes affecte la productivité et la qualité de la soudure, mais également le matériau traité, sa surface et la forme de la surface de travail.
Les exigences générales standard pour les électrodes, les règles d'étiquetage, les méthodes de test des joints soudés et des joints, d'autres points techniques sont spécifiés dans le document GOST 9466-75.
L'usure des électrodes entraîne une modification de l'intensité et de la température du courant.
Par conséquent, lors de la fabrication de consommables pour le soudage par résistance, un métal résistant aux températures élevées ayant des propriétés conductrices élevées est utilisé.
Ce peut être un alliage de cuivre spécial. Par exemple, le soudage par contact du cuivre est souvent effectué par des électrodes en bronze au cadmium, dont le prix peut aller de 1 à 3 dollars.
Les électrodes pour le soudage par points par résistance peuvent avoir une forme droite et figurée, comme sur la photo. Mais le plus souvent, le premier type de la construction spécifiée est utilisé.
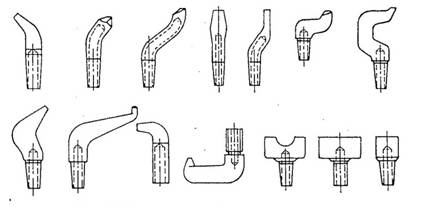
Ils sont utilisés dans les tubes à souder et autres produits avec la possibilité d'une approche libre de la zone de travail.
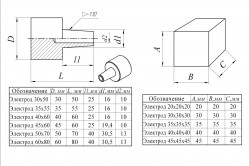
Electrodes de forme directe fabriquées selon les règles de GOST 14111-90, de 12 à 40 mm de diamètre.
Les électrodes de la plus haute qualité sont des produits dont la conception est conforme aux normes GOST 1411-69.
Ici, le prix des produits augmente en fonction de leur objectif et de leur structure.
La conception des électrodes à électrodes figurées est plus complexe: l’axe situé au centre de la zone de travail est décalé d’une certaine distance par rapport à l’axe d’atterrissage.
Les électrodes de ce type ne sont pas pratiques en fonctionnement et ont le plus souvent une faible résistance, de ce fait elles ne sont utilisées que dans les cas où le soudage par résistance ne peut être effectué par aucun autre.
Pour le soudage en relief à l'aide d'électrodes plates. Dans ce cas, dans chacun d'eux ou dans l'un, il peut y avoir des ouvertures destinées aux saillies des éléments à souder.
Caractéristiques des machines à souder à usage domestique
Lorsque vous envisagez d'acheter une machine à souder pour vos propres besoins, vous devez d'abord savoir quel matériau sera traité et à quelle échelle les travaux seront effectués.
Le prix d'une machine de soudage par points dépend en grande partie des caractéristiques et des paramètres de conception, ainsi que de la capacité de travail de l'équipement.
Actuellement, l’installation de soudage par points d’éléments peut être manuelle ou portable, suspendue ou fixe.
En règle générale, les équipements suspendus et fixes sont utilisés dans les grandes et les petites industries.
Mais la machine portable est le plus souvent utilisée dans la vie quotidienne, son prix est tout à fait raisonnable et peut aller de 120 à 220 $.
Dans le même temps, la puissance de ce dispositif peut ne pas être inférieure à celle des machines de soudage par points, dont le prix est deux fois plus élevé.
Les équipements portables sont divisés en deux types: un onduleur et une machine de soudage par points à main.
Les onduleurs sont compacts et légers. La conception utilise un générateur de courant à thyristor et un microprocesseur.
A cet égard, le circuit de l'appareil vous permet de régler la durée de l'impulsion et la capacité de travail de l'unité.
Le deuxième modèle de soudage par points avec une pince manuelle a un poids maximal de 15 kg.
Le circuit de l'appareil grâce au microprocesseur vous permet de régler manuellement et automatiquement soudure dans plusieurs modes.
L'appareil avec pinces se nourrit du réseau d'alimentation monophasé.
L'appareil est équipé de pièces de compression à entraînement manuel capables de fournir une pression de 150 kg.
- Types de soudage par résistance
- Soudage par points de résistance
- Soudage bout à bout
- Soudage en relief
- Soudure à la molette
- Autres types et utilisations du soudage par résistance
La soudure par contact est le phénomène de connexion de deux pièces, comprimées avec une grande force de pièces métalliques, en raison du chauffage du lieu de leur contact avec un courant électrique de grande ampleur. Le plus souvent utilisé dans l'industrie pour la production en série de produits similaires.
La quantité de chaleur dégagée au cours de ce processus peut être calculée selon la loi de Joule-Lenz: Q = I 2 R Δt, où I est l'intensité moyenne de l'impulsion de courant, R est la résistance de contact, Δt est la durée de l'impulsion. Pour que cette quantité de chaleur soit suffisante pour un raccordement fiable des pièces à souder, la force du courant de soudage doit être suffisamment importante: de centaines à des centaines de milliers d'ampères.
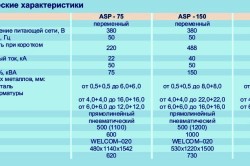
Cela signifie que la source de courant (poste de soudage) doit développer une puissance suffisante (1 à 500 kVA) avec une tension de sortie de 1 à 15 V et une résistance interne d’environ 500 μOhm. Les électrodes pour le soudage par résistance doivent avoir une section transversale suffisamment grande et être en alliages de cuivre avec faible résistivité. La résistance à la compression des pièces à assembler peut varier considérablement: de quelques newtons à des centaines de kilo-newtons.
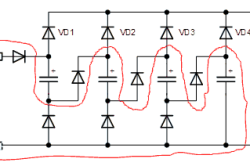
Le coeur machine à souder le plus souvent, il existe un transformateur spécial pour le soudage par résistance, dont l'enroulement secondaire a généralement un petit nombre de spires de fil avec une grande section. Une tension alternative est généralement fournie à son enroulement primaire, mais de puissantes impulsions de courant redressé peuvent également être générées dans celui-ci. Par exemple, un circuit de condensateur de travaux de soudage par résistance. Des impulsions s'y produisent lors de la décharge sur l'enroulement primaire d'un condensateur chargé d'un transformateur de grande capacité.
Si nous comparons d'autres méthodes de fixation de pièces les unes aux autres, le soudage par contact présente les avantages incontestables suivants:
- vitesse élevée (quelques fractions de seconde) des opérations individuelles permettant d’assurer une productivité élevée du travail;
- facilité de contrôle du respect des conditions optimales du processus, ce qui garantit la fiabilité et la haute qualité du soudage, même avec des qualifications faibles des exécutants;
- le processus de soudage peut être facilement mécanisé et automatisé;
- degré élevé de respect de l'environnement.
Types de soudage par résistance
Retour à la table des matières
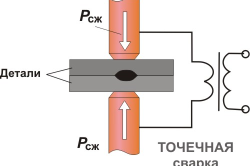
Soudage par points de résistance
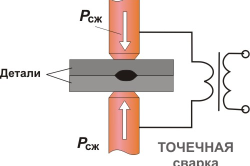
Ces modèles de soudage impliquent généralement l’assemblage de pièces en des points individuels. Une illustration schématique d'un tel procédé de connexion est présentée à la figure 1a. Le chiffre 1 dans tous les diagrammes de cette figure indique les pièces à souder. Les électrodes sont connectées à l'enroulement secondaire du transformateur de soudage.
La fiabilité et la qualité du joint soudé sont déterminées par la structure et les dimensions des points soudés. Et ils dépendent à leur tour des facteurs suivants:
- la taille et la forme de la surface de contact des électrodes;
- flux actuel de soudage;
- l'heure de son écoulement;
- la magnitude de la force de compression (P gf);
- état de surface des pièces à assembler.
De cette manière, il est possible de combiner les deux pièces miniatures, ayant une épaisseur de l'ordre de quelques fractions de micromètre, dans des dispositifs électroniques, et des tôles d'acier d'une épaisseur pouvant atteindre plusieurs centimètres dans les secteurs de la construction mécanique.
Le soudage en relief est largement utilisé dans l’industrie automobile: soudage des charnières et des fixations de porte au capot, connexion des fixations: goujons, boulons et écrous, etc. En radioélectronique, cette méthode consiste à fixer les conducteurs aux petites pièces. En un cycle, cette méthode de soudage permet d’obtenir un grand nombre de joints soudés.
Retour à la table des matières
Soudure à la molette
Ce type de soudure est utilisé lorsqu'il est nécessaire d'obtenir des joints soudés hermétiques (production de réservoirs de gaz, réservoirs divers, réservoirs, etc.). Ce soudage est effectué sur des machines spécialisées à un ou deux rouleaux électrodes presseurs, réalisées sous la forme de disques. Lors du roulement, les rouleaux pressent étroitement les produits assemblés et les soudent. L'épaisseur de ces produits peut avoir des valeurs comprises entre 0,2 et 3 mm.
Le soudage à la molette peut être effectué de trois manières:
- Continu, ce qui donne une connexion solide qui ne contient pas de noyaux de fonte qui se chevauchent. Inconvénients: un échauffement important des rouleaux entraînant la nécessité de leur réaffûtage fréquent.
- Intermittent (sous forme d'impulsions individuelles). En faisant varier la durée des impulsions elles-mêmes et les espaces entre elles, il est possible de modifier le degré de chevauchement des noyaux de fonte. La résistance des rouleaux électrodes avec cette méthode de soudage augmente nettement.
- Étape au cours de laquelle le courant est également allumé de façon intermittente et au moment de son apparition, les électrodes s'arrêtent. Grâce à ces arrêts, les contacts dans la zone d'écoulement actuelle sont améliorés et le risque de fissures à chaud est réduit.
Le soudage est une procédure indispensable pour tout processus de construction ou de réparation. Après tout, avec son aide, vous pouvez attacher en toute sécurité diverses pièces métalliques, créer des cadres, des clôtures, des clôtures.
Cependant, pour utiliser habilement le poste de soudage, il faut de l'expérience. Cela est particulièrement vrai pour le soudage par résistance, car ce processus nécessite une grande précision et une bonne connaissance du dispositif. En savoir plus sur cette méthode de fixation des pièces et ses différentes formes, lisez ci-dessous.
Caractéristiques de la méthode de soudage par contact
Le soudage par résistance est le processus d'assemblage d'éléments métalliques, qui est dû au passage du courant électrique à travers eux depuis une machine à souder.
Un élément très important de la méthode de contact est la zone de résistance située dans la zone où les éléments métalliques sont connectés. C'est pourquoi ce type s'appelle également résistance de soudure électrique. La combinaison de pièces métalliques résulte de deux processus physiques: le chauffage à l'aide d'un courant électrique et la pression exercée sur le métal.
Ce type est largement utilisé en raison des nombreux avantages qu’il présente par rapport aux autres. Une puissance électrique élevée vous permet de travailler avec une vitesse et des performances excellentes. La production d'un joint prend jusqu'à 1 seconde! Travailler avec cette méthode est de haute qualité.
Un avantage évident est que le procédé de soudage par résistance ne nécessite pas l'utilisation de consommables: ni gaz, ni flux, ni fil d'apport. Il est important de noter que cette méthode est respectueuse de l'environnement et n'affecte donc ni l'employé ni l'environnement. Notez que le travail effectué par la méthode de contact peut même être effectué par un soudeur débutant, en raison de la simplicité du processus.
Point View Connection
Le soudage par contact est caractérisé par la variabilité du processus d'assemblage de pièces métalliques.
Il existe de nombreuses variétés de cette espèce.
Pour effectuer des travaux particulièrement laborieux et minces, le type de soudage par points est généralement utilisé. Il consiste à connecter le métal en de petits points, qui dépendent de la taille des électrodes dans la machine à souder. Ce sont les électrodes qui fournissent le courant et compressent les matériaux chauffés. Bien que la taille des points de connexion soit petite (4-12 mm), les pièces métalliques sont étroitement assemblées, vous ne devez donc pas craindre de rompre la connexion.
Le diamètre des points de connexion dépend de la force des électrodes et du courant, de la pression appliquée sur le métal, des dimensions des pièces chauffantes des électrodes ainsi que de l'état dans lequel se trouvent les pièces à assembler. Dans le processus de travail ponctuel utilisant des impulsions CC.
Méthode de soudage en relief
Le type de méthode de contact suivant pour joindre des pièces métalliques est le relief. L’essence de ce processus est que les saillies préparées à la surface des pièces sont interconnectées. Ces protubérances sont estampées à l'aide d'un équipement spécial. Ils peuvent être de différentes formes: du rond au oblong. Ainsi, la surface préliminaire de la pièce est en relief, d’où le nom du processus de travail sur ces dernières.
La principale différence entre la méthode du relief et la méthode ponctuelle est que, dans la première variété, la zone d’impact et la taille du joint sont déterminées par la taille des saillies préparées, et non des électrodes, comme dans la deuxième méthode. Ce type de travail de contact avec des pièces nécessite une puissance électrique accrue, ce qui peut être qualifié d'inconvénient.
Cuisson à la suture: caractéristique
Une autre méthode de soudage par résistance est la suture. Ce type se distingue par le fait que les pièces sont interconnectées par un joint discontinu ou continu. Le mode intermittent est constitué de zones de soudage par points fréquentes. La soudure elle-même a lieu grâce à des électrodes à disque, qui fournissent du courant à un espace suffisamment grand à la fois. La méthode de suture intermittente est utilisée plus souvent que la méthode continue.
![]()
Le fait est qu’une couture continue requiert une plus grande habileté du travailleur et a également un impact beaucoup plus important sur l’équipement qu’un intermittent, ce qui peut être réglé progressivement sans surcharger l’équipement et la soudeuse.
Il existe également un procédé étape par étape d'ébullition de la soudure, dans lequel le courant est fourni au rouleau d'électrode uniquement après le déplacement des pièces. Les rouleaux sont constamment sur les détails. Cette dernière méthode n’est pratiquement pas utilisée, car elle n’est pas suffisamment productive et nécessite un équipement plus complexe.
Vue bout à bout et ses caractéristiques
La méthode bout à bout est un autre moyen de connecter des pièces sous l’influence d’un courant électrique. Cette vue diffère des autres par le fait que les pièces sont assemblées à des endroits où sont assemblées des extrémités spécialement préparées, situées à la surface des pièces. Il existe plusieurs méthodes de soudage bout à bout de pièces métalliques: résistance, refusion continue et intermittente.
Dans le premier cas, les pièces sont pré-assemblées et comprimées, après quoi un courant leur est fourni, amenant le métal à un état ductile. Avec les deux dernières méthodes, les pièces sont chauffées puis connectées. Ce n'est qu'en fusion continue que le métal est chauffé tout au long du processus d'ébullition. De manière intermittente, les pièces sont ensuite chauffées, puis diluées pour économiser les ressources en équipement.
Il convient de noter qu’il existe également des méthodes combinées de cuisson des pièces métalliques: bout à bout, point en relief. Ils existent pour adapter le processus de soudage à une situation spécifique.
C'est tout ce que vous devez savoir sur les différents types de composés de contact des métaux sous l'action du courant électrique! Le choix correct du type de soudage par résistance est la clé du succès du travail.




