Caractéristiques du soudage par ultrasons des métaux. Machines à souder par ultrasons. Le principe du soudage par ultrasons
(ultraschall-schweissen; soudage par ultrasons) est un soudage par pression lorsqu'il est exposé à des vibrations ultrasoniques. Le joint est formé à la suite de l'action conjointe des forces de compression et des vibrations mécaniques à haute fréquence, qui s'accompagne d'un déplacement tangentiel relatif de la faible amplitude des surfaces à connecter et du chauffage du métal dans la zone de soudage. La force agit perpendiculairement aux surfaces à joindre et les vibrations provoquent leur léger déplacement avec la fréquence ultrasonore. Lorsque cela se produit, une petite déformation plastique de la couche métallique de surface dans la zone de soudage et la formation de surfaces juvéniles et de leurs connexions. La durée du processus est mesurée en secondes et fractions de secondes. Le soudage par ultrasons des métaux est utilisé pour la fabrication de joints à points et à joints, ainsi que pour le soudage le long des contours. Diagramme schématique Le soudage par ultrasons est illustré à la Fig. 1
Le soudage par ultrasons présente de nombreux avantages et un procédé très précis. Cela permet d’abord d’éviter l’utilisation de pièces et de produits de l’union, tels que des rivets et des fixations. De plus, cette technologie de soudage ne nécessite aucun chauffage périphérique du matériau sur la partie généralement fusible. L'utilisation d'un processus d'extrusion est facultative.
Pourquoi utiliser le soudage par ultrasons
Le soudage par injection de plastique ne nécessite pas de chaleur, contrairement au soudage à la flamme, à l'air chaud ou au tigre. Le chauffage est effectué uniquement au point de connexion et au contact de la sonotrode avec le matériau grâce à la machine à ultrasons. De plus, la durabilité des pièces assemblées à l'aide de cette technologie de soudage du plastique est garantie. Il s'agit du meilleur procédé de soudage industriel pour l'assemblage en petites et moyennes séries, contrairement à la soudure. machine à souder ou machine à souder.
Fig. 1. Schéma de principe des points (I) et du joint (b) de soudage par ultrasons: 1 - pièces à souder, 2 - transformateur de vibrations élastique, P - force de compression, 3 - pointe de soudage (rouleau), 4 - support de pendule (rouleau de support), 5 - pointe soudée (couture), w.z.k. - vibrations ultrasoniques.
La pointe de soudage 3 (pour le soudage à la molette - le rouleau) détermine la surface et le volume de la source de vibrations mécaniques ultrasonores directement dans la zone de soudage. Il doit transmettre des vibrations afin de créer des frottements entre les surfaces des pièces à assembler avec un minimum de pertes entre celle-ci et la partie supérieure. L'amplitude de l'amplitude des oscillations est généralement comprise entre 10 et 25 microns.
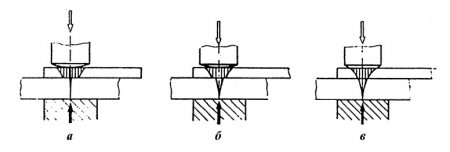
Ainsi, procédé de soudage des métaux par ultrasons se produit dans des conditions de frottement causées par le mouvement microscopique de va-et-vient des surfaces dans la zone de compression, qui s'accompagne d'un dégagement de chaleur. La propagation des vibrations ultrasonores pendant le soudage est illustrée à la fig. 2
Par conséquent, il ne faut pas craindre le risque de dégradation dû à la température, car les matériaux ne doivent pas être chauffés pour le soudage, mais des tests non destructifs sont possibles. Par conséquent, il est possible de souder du plastique dans la structure de dispositifs électroniques. Cela explique le grand enthousiasme suscité par cette technologie dans le secteur industriel, en particulier avec l’arrivée d’un grand nombre d’équipements à la pointe de la technologie offrant la possibilité de couper les sons ultrasonores.
Soudage par ultrasons: soudage en musique. Le soudage est un moyen d'installation permanente, conçu pour créer une continuité dans la nature des matériaux collectés: métaux et plastiques en particulier. Le soudage permet une installation continue en fusionnant les bords des pièces à assembler et évite l’alimentation en pièces et produits à partir du joint, tels que rivets, supports, boulons.
Fig. 2. Distribution du Royaume-Uni lors du soudage. et - le début de la soudure; b - procédé de soudage; c - la fin du processus.
Des études ont montré que lors du soudage par ultrasons, il existe deux sources principales de chaleur. On est dans la zone de contact de la pointe de soudage (rouleau) avec la pièce, le second est dans la zone de connexion de la pièce. Le dégagement de chaleur au niveau de la pointe de soudage est provoqué par son frottement avec la pièce et entraîne une déformation plastique de la surface extérieure de la pièce sous la pointe. Le dégagement de chaleur entre les pièces est dû à l'action des contraintes de compression et des contraintes de cisaillement normales, ce qui entraîne un frottement externe et interne des métaux et une déformation plastique dans la zone de soudure.
La pointe de soudage vibrante au premier moment de soudage développe une chaleur intense au contact de la pièce. Les vibrations ultrasoniques sont transmises à la zone de soudage avec un certain retard (voir Fig. 2).
La force de compression transmet les vibrations ultrasoniques à la zone de soudure. La valeur minimale à laquelle les joints commencent à se former dépend des matériaux à souder et de leur épaisseur. La valeur optimale augmente en fonction de l'amplitude de vibration.
Au fur et à mesure que la pression de contact augmente, la vitesse de chauffage initiale augmente en raison de l'amélioration de la connexion entre la pointe de soudage et les pièces. La vitesse de chauffage des pièces dépend également de la forme et de l'état de la surface de la pointe.
La température dans la zone de soudage dépend de la dureté et des propriétés thermophysiques des matériaux à souder, de la puissance du système oscillant et des paramètres du mode de soudage. Le chauffage dans la zone de soudure ne dépasse généralement pas 0,6 point de fusion. Sous l'action du frottement, du chauffage et de la déformation plastique, les films contaminants sont détruits et retirés de la zone de compression, ce qui permet de former des noeuds de réglage, de les dilater et de se former. joint soudé. Il est établi que les vibrations ultrasonores contribuent à l’élimination des pellicules grasses dues au développement de processus de cavitation dans les conditions d’action de microvolumes individuels de pressions alternées élevées et de raréfactions. Par conséquent, le soudage par ultrasons peut être effectué même en présence d'une contamination grasse des surfaces. Cependant, il est habituel de dégraisser les surfaces avant le soudage, car cela augmente le diamètre des points de soudage. Les vibrations ultrasoniques réduisent également la tension superficielle des métaux, accélèrent considérablement la formation de centres actifs et la formation de surfaces, les processus de diffusion et de recristallisation. Par conséquent, la formation d'une structure cristalline dans la zone de soudure se produit assez rapidement.
Le soudage par ultrasons peut être effectué avec un chauffage pulsé du site de soudage à partir d’une source de chaleur séparée, ce qui permet de réduire la force de compression, l’amplitude et la durée du fonctionnement des vibrations ultrasoniques, ainsi que la déformation du métal. Cette méthode est conçue pour le soudage par ultrasons de microdétails. Les éléments soudés sont soumis à l'action de vibrations ultrasonores et d'un chauffage simultané ou dans un certain ordre.
Le processus est comme suit. Tout d'abord, l'outil de soudage est pressé sur la pièce avec une petite force, puis un courant électrique est passé à travers lui pour le chauffer et en même temps (ou avec un certain retard ou un retard) les vibrations ultrasonores sont activées. La méthode permet de souder des matériaux ayant différentes propriétés physicochimiques.
Il y a une opinion qui réussit soudure par ultrasons des matériaux différents sont possibles, à condition que la différence entre les rayons atomiques des pièces à assembler ne dépasse pas 15 ... 18%. Cette condition correspond à l'idée générale de l'existence de solutions solides. Avec une différence de rayons atomiques comprise entre 19 et 44%, le soudage des métaux devient plus compliqué. L’étude de A. O. Rossoshinsky nous a permis d’obtenir, par soudage par ultrasons, des joints fiables entre des matériaux présentant des différences significatives de rayons atomiques et des propriétés physicochimiques différentes, par exemple entre la céramique et les métaux. L'auteur explique la formation de composés par un certain mouvement du métal dans la zone de soudage. La déformation des microprotrusions sous l'action des vibrations et leur compression entraînent la pénétration et le mélange mutuels des matériaux combinés, ce qui garantit la qualité du soudage.
En soudage par ultrasons, il est possible de distinguer les processus de formation de contact physique, d’activation des surfaces et d’interaction de volume, malgré la courte durée du processus. Tous ces processus se produisent sous l'action de vibrations ultrasoniques. Par conséquent, il est parfois possible de développer des processus de fatigue dans la zone de joint soudé sous l’influence de vibrations à long terme et d’une diminution de la résistance des joints en raison de la destruction partielle des nœuds de sertissage.
L'un des moyens efficaces de souder des structures constituées de différents matériaux solides est la méthode d'assemblage sous l'action des vibrations ultrasonores. Il vous permet de souder non seulement des matériaux homogènes, mais également d'excellents alliages de composition. Ceci est réalisé en fournissant de l'énergie de vibration mécanique à la zone de soudage.
La désignation de soudage est utilisée lorsque les deux pièces sont connectées de telle sorte que la continuité du matériau entre les deux éléments soit telle qu'au niveau atomique, ces deux pièces ne forment qu'une seule. À cette fin, le soudage par ultrasons, qui s'applique uniquement aux plastiques et aux polymères plastiques, nécessite une dilution des matériaux sur les lèvres des pièces à souder.
Premièrement, le soudage nécessite la fusion des extrémités des pièces à assembler, avant de les assembler en un seul noeud cohérent. Cette fusion de matière est fournie ici par l'émission d'ultrasons, qui excitent les molécules à l'intérieur du matériau. Cette excitation moléculaire crée un chauffage interne comparable aux micro-ondes d'un four familial. Comparable à la résistance de soudage, le soudage par ultrasons utilise.
Le soudage des métaux par ultrasons est réalisé sous l'action d'un système de barres de vibrations. Son équipement comprend un concentrateur à ultrasons équipé d'une pointe de soudage et d'un transducteur de résonance. Les pièces à souder sont comprimées avec une force dépendant des variétés de produits à assembler et de leurs épaisseurs. Cette méthode est utilisée dans les structures de support de l’aviation, de l’automobile et dans certaines autres branches de la production industrielle. Il est pertinent pour les métaux susceptibles de former des composés fragiles, ainsi que pour le soudage de feuilles minces.
Matériaux pouvant être soudés à froid
Un transducteur électromagnétique ou rayonnant générant des ultrasons, une sonotrode permettant de transmettre des ultrasons aux pièces à souder, une presse permettant de maintenir les pièces à souder sous pression. Les ultrasons ne peuvent être soudés que sur des plastiques ou des polymères-plastiques. La pression et la longueur d'onde du son doivent être étudiées pour chaque matériau.
Équipement de soudage par ultrasons
L'avantage du soudage par ultrasons est qu'il ne provoque pas de chauffage périphérique du matériau dans une pièce totalement fusible et non conductrice de l'électricité. Une machine à souder par ultrasons est nécessairement un atelier capable d’embrasser un générateur à ultrasons, une presse et l’animation d’une sonotrode.
Le soudage par ultrasons est un moyen unique de réaliser des joints. Son principal trait distinctif On considère qu'il est capable de combiner des matériaux avec un minimum de résistance à l'électricité. De plus, il ne nécessite pas de traitement spécial des surfaces des ébauches avant le soudage, il n'est pas nécessaire de les nettoyer des vernis et des oxydes en film. Même en utilisant des ultrasons, il est possible de connecter des produits d'épaisseurs des centaines de fois supérieures à celles des autres méthodes de soudage.
Le principe de fonctionnement de la machine de soudage par ultrasons.
- Représentation et alignement des pièces à souder.
- La descente de la sonotrode et l'augmentation de la pression en deux parties.
- Brève émission de chauffage par ultrasons du matériau à la température de fusion.
- Pression d'entretien pendant le refroidissement à court terme.
- Libérer les pièces assemblées.
Il existe de nombreuses façons de souder deux pièces: soudage avec une lame chauffante, soudage par ultrasons, soudage rotatif, tournage, laser ou courant haute fréquence. Les pièces à souder vibrent aux hautes fréquences grâce à l'outil vibrant.
Caractéristiques de soudage des polymères en utilisant des ultrasons
La plus large gamme d'utilisation en soudage par ultrasons à base de polymères. Ses avantages comprennent l'impossibilité de surchauffer les matériaux, la possibilité de connecter des bords dans des endroits difficiles d'accès et des produits avec des revêtements étrangers. De plus, le soudage par ultrasons contribue au traitement des matériaux avec un intervalle réduit pendant la cristallisation.
Les vibrations générées créent une chaleur importante sur la surface de contact de ces deux pièces, ce qui crée le phénomène de soudage par soudage thermique. Nous parlons d'échographie, car les fréquences utilisées sont supérieures à la capacité auditive de l'oreille humaine: généralement de 20 kHz à 70 kHz.
Les amplitudes vont de 10 à 120 micromètres, en fonction du type de matériau et de la forme des pièces à assembler. Bien entendu, seuls des matériaux thermofusibles peuvent être utilisés pour ce type de soudage. Effet mécanique Effet thermique. . La génération par ultrasons est décrite par le triplet de Langevin.
Le principe de fonctionnement des équipements de soudage par ultrasons de films polymères est le suivant. Les feuilles soudées se superposent et sont fortement pressées contre le support. Un outil de soudage connecté à un dispositif de conversion à ultrasons leur est fourni avec la force requise. Il est mis en action avec l'inclusion du générateur. De la tension agissant avec la fréquence des ultrasons, l'élasticité polymère augmente. De plus, dans le soudage de films en feuilles minces, il s’étend sur tout le volume de la pièce entre le support et l’outil, et pour les produits d’épaisseurs importantes - uniquement sur la zone de contact des arêtes à souder. Pour obtenir une meilleure adhérence lors du raccordement de grandes pièces, des irrégularités peuvent être spécialement appliquées sur leurs bords.
Céramique piézoélectrique polarisée, excitée par un champ électrique sinusoïdal, oscillations de faible amplitude et de force. Les amplitudes obtenues sont faibles et le calcul du gain dans un matériau demi-longueur d'onde est déterminé comme suit.
Nous pouvons voir la modélisation de l’effort montré en face de Nastran. A l'état vert: l'amplitude d'excitation En rouge: l'amplitude résultante En noir: le nœud de vibration. Dans le circuit ultrasonore, le gain progresse au niveau de l'abdomen vibrant et les nœuds ont une amplitude nulle avec de fortes limitations.
Au début du soudage plastique par ultrasons, il se produit une interaction physique des surfaces avec l'activation des molécules de polymère due à la rupture des liaisons chimiques. La prochaine étape est la réaction chimique des matériaux soudés les uns aux autres, ce qui entraine ensuite une pénétration mutuelle. Des déformations matériaux polymères sous l'action de la fréquence, les ultrasons provoquent leur chauffage à la température nécessaire à la fusion cristalline ou au passage du plastique à l'état visqueux. En même temps, le processus diffus de différentes parties de la macromolécule commence par le mélange des compositions visqueuses des polymères à joindre. La soudabilité d'un matériau dépend de la taille de ces pièces: plus elles sont grandes, meilleure est la qualité. joint de soudure. La résistance du composé résultant est déterminée à la fois par les caractéristiques physicomécaniques des objets à souder et par les capacités de l'appareil de soudage par ultrasons.
Deux techniques pour différents usages
Ce travail est principalement adapté au soudage thermoplastique dans une station fixe.
Applications d'échographie industrielle
- Travailler sous pression: la sonotrode est utilisée comme outil à chaud.
- La pression fournit une adhérence mécanique.
- Travailler dans l'entrefer: l'écart est maintenu à la moitié de l'amplitude.
- L'effet thermique et l'effet mécanique sont combinés.
- Ce travail est adapté pour couper et souder des matériaux minces.
- Notez le manque de contact entre la sonotrode et l'enclume.
Les conditions préalables nécessaires à la formation d'une soudure de haute qualité sont créées sous l'action de la mécanique d'oscillation du transducteur à ultrasons. L'énergie de vibration ainsi obtenue forme des contraintes de cisaillement et de compression (traction) qui contribuent à l'excès d'élasticité limite des polymères. Lorsque cela est réalisé, une déformation plastique est formée dans la zone de contact entre les plastiques assemblés. Son résultat, ainsi que les effets des vibrations ultrasoniques, est l’extension des zones en contact direct avec l’élimination simultanée des gaz, des oxydes de surface, des films organiques et liquides. Tout cela contribue à la force de la couture en cours de formation.
Soudure extrêmement propre. Très rapide, aucun agent de soudage ajouté. Installation et automatisation faciles. Répétabilité: pas de nettoyage avant ou après le soudage. Générateur: il envoie un courant alternatif dont la fréquence correspond à la fréquence de vibration requise pour le soudage. Le convertisseur, constitué de piézocéramiques: convertit le courant alternatif en vibrations mécaniques. Spécificité des céramiques piézoélectriques: lors de l'envoi d'une tension électrique, la céramique est étendue ou réduite en fonction de la polarité de la tension. Amplificateur: grâce à leur fréquence de résonance mécanique, ils permettent de modifier mécaniquement l’amplitude de vibration de la Sonotrode: c’est l’élément final du circuit, qui transmet la vibration produite et vous permet ainsi de transférer de l’énergie. Le soudage par ultrasons est la méthode la plus rapide et la plus économique utilisée aujourd'hui pour joindre et attacher des pièces en plastique et non ferreuses.
Principales applications du soudage par ultrasons
L'utilisation de machines de soudage par ultrasons dans la production industrielle permet la connexion de feuilles, fils et feuilles assez minces. Cela est particulièrement vrai lors du soudage de matériaux. composition différente. La fabrication de dispositifs à semi-conducteurs, d'éléments de microélectronique, de mécanique fine, d'optique et d'appareils de chauffage d'appareils électroménagers est impossible sans l'utilisation des ultrasons. Cette méthode est également indispensable pour la fusion des bords de bobines de tôles minces de cuivre, de nickel et d’aluminium.
Les avantages importants du soudage par ultrasons sont la capacité de travailler sans colle, éléments de connexion et solvants, ce qui en fait une application respectueuse de l'environnement et économique. Il peut être utilisé pour connecter toutes sortes de fibres dures, thermoplastiques et synthétiques. À cette fin, le soudage par ultrasons est effectué à l'aide d'un instrument acoustique qui génère des ondes sonores à haute fréquence. Les pièces à connecter oscillent, créant ainsi de la chaleur par frottement sur les surfaces de contact, de sorte qu'elles s'unissent et permettent la connexion.
Les capacités uniques de la technologie de soudage par ultrasons contribuent à la combinaison de métaux ductiles tels que l'or, le nickel, le cuivre, l'argent, l'aluminium entre eux et de matériaux moins ductiles ou durs. Ainsi, les éléments métalliques peuvent être soudés à des produits en céramique, en verre et en semi-conducteurs. Le soudage par ultrasons avec des métaux réfractaires, tels que le tungstène, le zirconium et le niobium, n’est pas moins précieux. Cette méthode vous permet de connecter deux pièces métalliques à travers une couche pouvant contenir un troisième métal. Par exemple, deux produits en acier peuvent être soudés à travers une couche d'aluminium. La technologie de jonction de métaux revêtus de divers oxydes, laques ou polymères est devenue très répandue dans le soudage par fil à ultrasons.
Les facteurs importants dans le processus de soudage par ultrasons sont: le matériau utilisé, la surface de contact, le positionnement du cordon de soudage, la conception du joint et la largeur de la soudure, qui doivent être pris en compte lors du choix d'un outil particulier. Cette procédure a été mise au point dans le domaine de la soudure par ultrasons des métaux dans les années 1950. Etant donné que le contrôle des équipements peut être effectué à l'aide d'un ordinateur, cette méthode est également utilisée pour les plastiques, où elle est devenue la norme pour les composés plastiques de haute qualité et abordables.

Le plus souvent, ce type de soudage est utilisé dans des joints à recouvrement avec une conception différente de ses composants. L'opération de soudage est réalisée en continu ou sur des contours fermés avec des coutures, avec un ou plusieurs points. Plus rarement, les connexions sont établies à l'aide d'une méthode en forme de T, par exemple des fils et des plans. Pour cela, le moulage osboy est soumis à l'extrémité de la partie en fil du produit. Il est également possible d'utiliser le procédé par ultrasons pour le soudage simultané d'un emballage en plusieurs pièces.
Le soudage par ultrasons de métaux non ferreux, tels que le cuivre et l'aluminium, est un procédé éprouvé depuis de nombreuses années dans l'industrie. Le processus de soudage se déroule très rapidement, en fonction de la taille des unités de soudage, en 1 à 3 secondes. Comparativement à d'autres procédés de soudage, les éléments de connexion sont moins chauffés, de sorte que le point de fusion n'est pas atteint. Il existe de nombreux avantages par rapport aux autres méthodes de liaison. Les autres matériaux à proximité, tels que l'isolation des fils, ne sont pas endommagés. De plus, les connexions en matériau dur ne sont pas créées.
Une courte période de séjour du matériau aux températures élevées contribue à la production de composés de haute qualité pour les métaux susceptibles de former des composés intermétalliques. Pollués par des inclusions étrangères lors du soudage, les matériaux peuvent changer leurs propriétés. Contrairement aux autres méthodes, la grande homogénéité chimique du composé aux ultrasons confère de bonnes qualités hygiéniques au matériau à souder, largement utilisé dans le soudage par ultrasons des tissus.
La solidité de la soudure résulte du processus de relaxation des deux premières couches atomiques des pièces soudées. Le type de soudure est similaire à la soudure par diffusion. Applications: les applications dans l'industrie des métaux sont vraiment nombreuses. Ils vont de la simple connexion de fils et de pneus, de fils de câbles et de contacts dans les industries automobile et électrique, à des applications spéciales avec des fils de bobinage émaillés, des films et des tôles minces. Des exemples de ces applications sont décrits en détail dans les exemples d'application respectifs.
Soudage par ultrasons des matériaux thermoplastiques: cette méthode est rapidement consolidée en raison du développement continu du commerce des composants en plastique et de l’application simple et extrêmement propre de la technologie. Le soudage par ultrasons permet une connexion fiable et fiable de divers matériaux plastiques, même avec une longue durée de vie. Visitez notre page.

Mais malgré tous ses mérites, le soudage par ultrasons présente certaines difficultés. Ainsi, en pratique, il est difficile de contrôler l’amplitude oscillatoire - l’un des indicateurs les plus importants ce processus. En utilisant ce type de soudage, il est nécessaire de prendre en compte la probabilité de rupture par fatigue de la soudure résultante et le fait que les pièces pendant le travail peuvent changer de position les unes par rapport aux autres. Sur les surfaces ramollies des pièces, les outils peuvent bosser. Il existe des cas de soudure du matériau de la pièce sur l'équipement, ce qui contribue à son usure rapide. La réparation des installations à ultrasons soulève certaines difficultés, car elles font partie d’une conception non repliable, dont la configuration et les dimensions sont calculées de manière stricte.
Cette technologie a également contribué à la création de produits conçus par un assemblage permanent, c’est-à-dire une décision consciente de ne plus perdre la possibilité d’un démantèlement et d’une réparation ultérieurs - pour des biens de consommation ordinaires. Une autre application importante est la production de produits jetables à des fins hygiéniques, par exemple dans le domaine de la médecine.
Soudage par ultrasons: travail
Les vibrations ultrasoniques avec des fréquences de 20 à 40 kHz sont générées par un générateur à ultrasons, qui est alimenté par un courant d'alimentation normal de 50 Hz. Le convertisseur modifie ensuite les vibrations à haute fréquence provenant du générateur en un mouvement mécanique, comparable à une microentreprise ultra-rapide.





