مصرف الکترود: چگونه به درستی محاسبه کنید؟ نحوه محاسبه مصرف الکترود در هر تن فلز.
مصرف الکترود در هر متر مکعب است شاخص مهم در تهیه تخمین هزینه جوشکاری. از دقت محاسبه بستگی به عملکرد اقتصادی کل پروژه دارد. محاسبه مصرف الکترود باید توسط یک جوشکار با تجربه ای که در مارک های محصول و متدولوژی های جوشکاری کارآمد است انجام شود. او باید تمام تنوع کارهای آینده را در نظر بگیرد.
فرمول های عمومی برای محاسبه
میزان مصرف به عنوان حداکثر مقدار مورد نیاز برای تولید جوشکاری مورد استفاده قرار می گیرد. ارزیابی باید مصرف الکترود برای جوشکاری، اتصال و انجام ویرایش را با روش «غلطک های خالی» مورد توجه قرار دهد:
H = H St + H Pr + H خیابان
نرخ پیگیری کار و به عنوان درصد از هزینه های اصلی کار تعیین می شود:
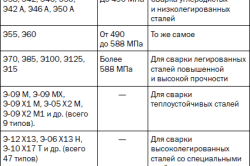
- هنگامی که فولاد جوش تا ضخامت 12 میلیمتر - 15٪؛
- هنگامی که فولاد جوش بیش از 12 میلی متر ضخامت - 12٪؛
- هنگام جوشکاری آلومینیوم و آلیاژهای تیتانیوم - تا 20٪.
هنجار در ویرایش محصولات آلومینیوم و آلیاژهای تیتانیوم:
- برای آلومینیوم تا ضخامت 8 میلیمتر - 30٪؛
- برای آلومینیوم بیش از 8 میلی متر ضخامت - 25٪؛
- برای تیتانیوم - 35-40٪.
مصرف الکترود در تولید فلز توسط استانداردهای پیچیده، منفجره، فردی و یا قبل از عملیات تعیین می شود. همه آنها متصل هستند و براساس محاسبه هزینه مواد در هر مترمربع محاسبه می شوند جوش جوش. برای اندازه های خاص، هزینه ها با توجه به SNiP تنظیم می شوند.
در بخش هزینه شامل جرم فلز جوش و تلفات تکنولوژیکی است:
که در آن N میزان مصرف در هر 1 متر است،
M جرم فلز جوش در هر 1 متر است
K ضریب زیان است.
وزن افزودنی به یک متر از درز (M) به عنوان محصول سطح مقطع (S)، تراکم ماده (ρ) و طول نخ (L = 1 متر) محاسبه می شود:
بعد از این واقعه، سطح مقطع پس از آن گرفته می شود و تراکم مواد از کتاب مرجع گرفته شده است. برای فولادهای معمولی، آن برابر با 7.85 g / cm³ است.
بازگشت به محتویات
محاسبه ضریب اصلاح
ارزش ضریب (K) شامل تلفات تکنولوژیکی ناشی از ضایعات، اسپری و خرد است. این بستگی به روش های و روش های جوشکاری، انواع مواد جوش داده شده، پیچیدگی شرایط کار دارد.
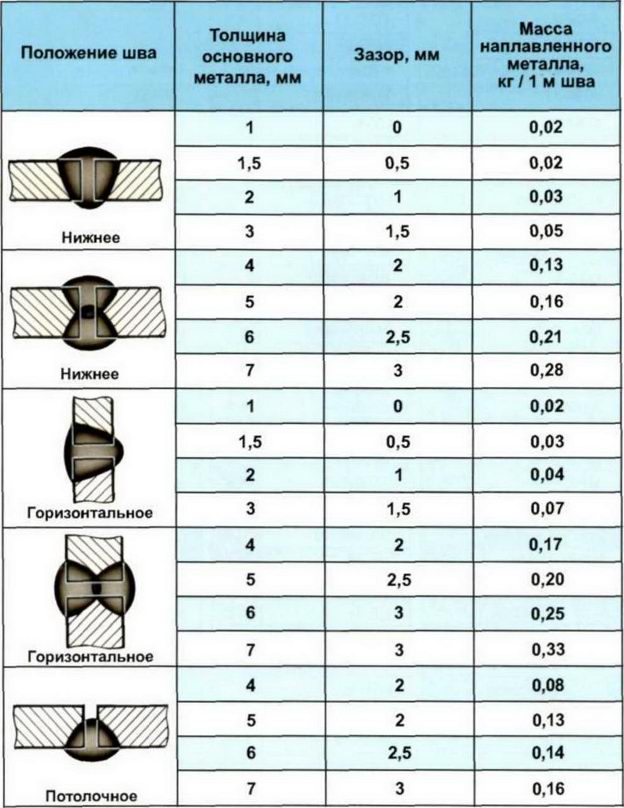
نسبت مصرف مواد به جرم رسوب شده برای انواع مختلف الکترود در جدول آمده است.
این شاخص باعث تلفات حساب شده به علت پاشش و زباله، و همچنین سیلندر می شود. هنگام محاسبه ضربان قلب، یک کاستور 50 میلیمتر طول می کشد، که از الکترودهای استاندارد 450 میلی متر باقی مانده است. اگر طول واقعی متفاوت باشد، یک اصلاحیه اعمال می شود.
λ = (ل - 50) / (le-lо)،
جایی که طول الکترود است
لئو - طول شمع.
مقادیر تلفات برای پاشش، سوختگی و سوختگی در مشخصات پاسپورت مواد جوشکاری مشخص شده است.
پیچیدگی کار بر اساس محل جوش تعیین می شود. در مواردی که از قسمت پایین آن متفاوت است، عوامل اصلاح زیر معرفی می شوند:
- برای واقع در یک سطح شیب دار - 1.05؛
- برای واقع در یک صفحه ی عمودی - 1،10؛
- برای سقف - 1.20.
دشوار است همه ی پیچیدگی های کار جوشکاری فلز را با توجه به محاسبات تئوریکی مورد توجه قرار دهیم. و هرچند هنجارها و مقررات مربوط به نوع مختلف جوشکاری در SNiP به طور دقیق شرح داده شده است، توصیه می شود که کار آزمایش انجام شود.
امتحانات در شرایط مشابه و با استفاده از مواد مشابه طراحی شده انجام می شود. برای اطمینان از تداوم روند و جلوگیری از تاخیر در ارتباط با هزینه های غیر قابل پیش بینی مواد، تهیه مواد باید با حاشیه 5-7٪ انجام شود.
برای ذخیره مواد پرکننده، لازم است که تنظیمات مربوط به ولتاژ و جریان را مشاهده کنید. صرفه جویی در زمان فرآیند جوشکاری با تغییر زاویه بازو به دست می آید.
در محصولاتی که نیازی به تراکم خاصی از ترکیبات ندارند، استفاده می شود درزهای شکسته 50-150 میلی متر با فاصله بین آنها 100-300 میلیمتر و بیشتر. با توجه به این، صرفه جویی قابل توجهی از زمان و مصرف الکترود را کاهش می دهد.
به منظور کاهش قابل توجه هزینه های کاری، توصیه می شود از جوشکاری اتوماتیک استفاده کنید که عملکرد بالا را فراهم می کند و باعث صرفه جویی در هزینه ها می شود با کاهش سطح مقطع عرضی بدون کاهش کیفیت مفصل. مجموعه ای از اقدامات می تواند باعث صرفه جویی تا 30٪ شود.
بخشی جدایی ناپذیر از ساخت هر نوع فلزکاری برنامه ریزی صحیح و دقیق از مصرف مواد برای بودجه بندی و محاسبه هزینه های مالی آینده است. نه تنها مقدار مواد درگیر در ساخت و ساز محاسبه می شود، بلکه همچنین می شود که چه تعداد از الکترود ها باید در طی جوشکاری مصرف شود.
توانایی به درستی محاسبه مصرف الکترود در هر تن فلز، یکی از اولویت های مورد نیاز است جوشکار حرفه ایکار در شرکت های بزرگ بدون محاسبه درست، هزینه دقیق فلزکاری، سود برآورد شده غیرممکن است. همه این تفاوت ها برای شرکت هایی که در ساخت سازه های فلزی مشغول به کار هستند بسیار مهم هستند.
مصرف الکترود در جوشکاری
این تأثیر مستقیم بر عملکرد و مدت زمان کار دارد. مواد مصرفی جوش داده شده باید با موارد جدید جایگزین شوند.
اگر جوشکار الکترودهای مورد نیاز را در دست نداشته باشد، این امر بر زمان جوشکاری به سمت بالا تاثیر می گذارد. مواد پرکننده خرید مشکل اصلی نیستند. همه چیز با این واقعیت پیچیده است که نیاز به تهیه پیش آماده دارد. الکترود باید سخت و خشک شود. طول می کشد از یک و نیم تا دو ساعت.
هنگامی که الکترودهای مورد نیاز برای پوشش چند کیلوگرم فلز مورد نیاز است، وضعیت بر خلاف جوشکاری سازه های فلزی کلی بسیار بحرانی نیست. هر کدام ساده با هزینه های زمانی و مالی همخوانی دارد. به طوری که فرآیند کار کند نمی کند، بسیار مهم است که محاسبه درستی از تعداد الکترودها در هر تن از سازه های فلزی انجام شود.
روش های محاسبه
جریان جریان به پارامترهای ورودی بستگی دارد:
- انباشته شدن توده ها؛
- طول جوش؛
- نرخ مصرف
وزن این پوشش، وزن فلزی است که درزها را پر می کند. جزئیات دقیق این پارامتر درج شده است نقشه فنی جوشکاری با توجه به محاسبات خشن، شاخص آن از 1 تا 1.5 درصد وزنی از ساختار فلز است.
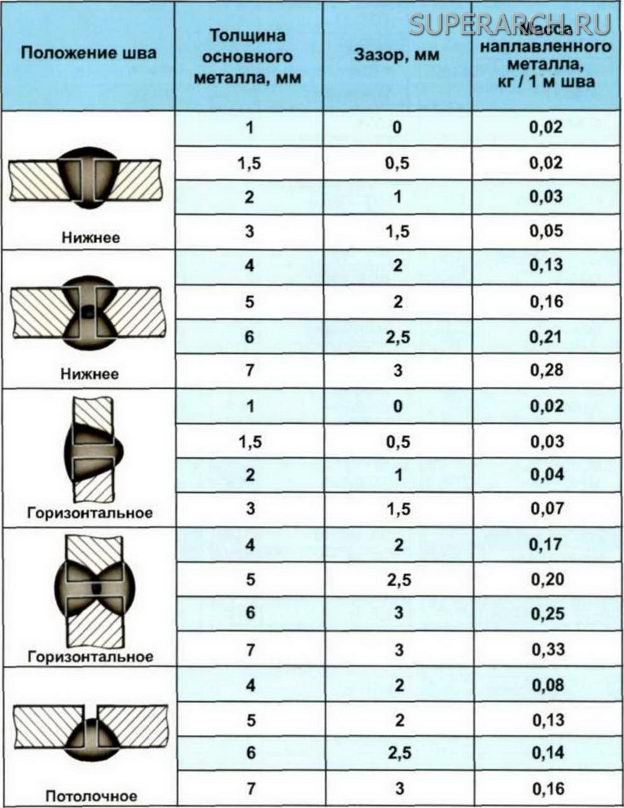
اندازه ابعاد با اندازه گیری نوار در طول مفصل اندازه گیری می شود. نتیجه توسط تعداد کل بخیه های موجود در بخش ضرب می شود. این به دلیل این واقعیت است که مفاصل عمیق با همپوشانی موازی یا پیوسته دو یا سه درز ساخته می شوند.
میزان مصرف جرم جوش بیش از یک متر از جوش است. این برای هر یک از واحد یا بخش خاص محاسبه شده و بسته به نوع عملیات جوشکاری انجام می شود.
با توجه به این تفاوت ها، محاسبه مصرف مواد پرکننده باید به صورت تئوری و عملی انجام شود.

محاسبه نظری
بر اساس استفاده از فرمول های مختلف. در عمل، رایج ترین دو نوع محاسبه است:
- توسط ضریب.
- با مشخصات فیزیکی
راه اول دسته های مختلف مواد مصرفی را پوشش می دهد و به صورت زیر محاسبه می شود: H = M * K، where M - جرم فلز جوش داده شده و K - ضریب خاص مصرف افزودنی است.
راه دوم براساس مشخصات و الکترود مورد استفاده و ساختار فلزی که باید جوش داده شود، بر اساس فرمول زیر محاسبه می شود: G = F * L * جرم سیم که در آن F یک سطح مقطع عرضی است و L طول سیم است.
اگر فرمول اول اجازه می دهد برای محاسبه جریان جریان، و سپس دوم - جرم فلز جوش. هر دو محاسبات "جدولی" هستند، به این معنی که آنها بر اساس شاخص های استاندارد هستند که به نوع خاصی از الکترود، نوع فلز و اندازه درز اشاره دارند.
محاسبه مصرف الکترود با ضریب
برای انجام محاسبات، شما نیاز به دانستن ضریب دقیق الکترود (K) که همانند دیگر پارامترها در ضمیمه RDS 82-201-96 «قوانین توسعه هنجارهای مصرف مواد در ساخت و ساز» مشخص شده است.
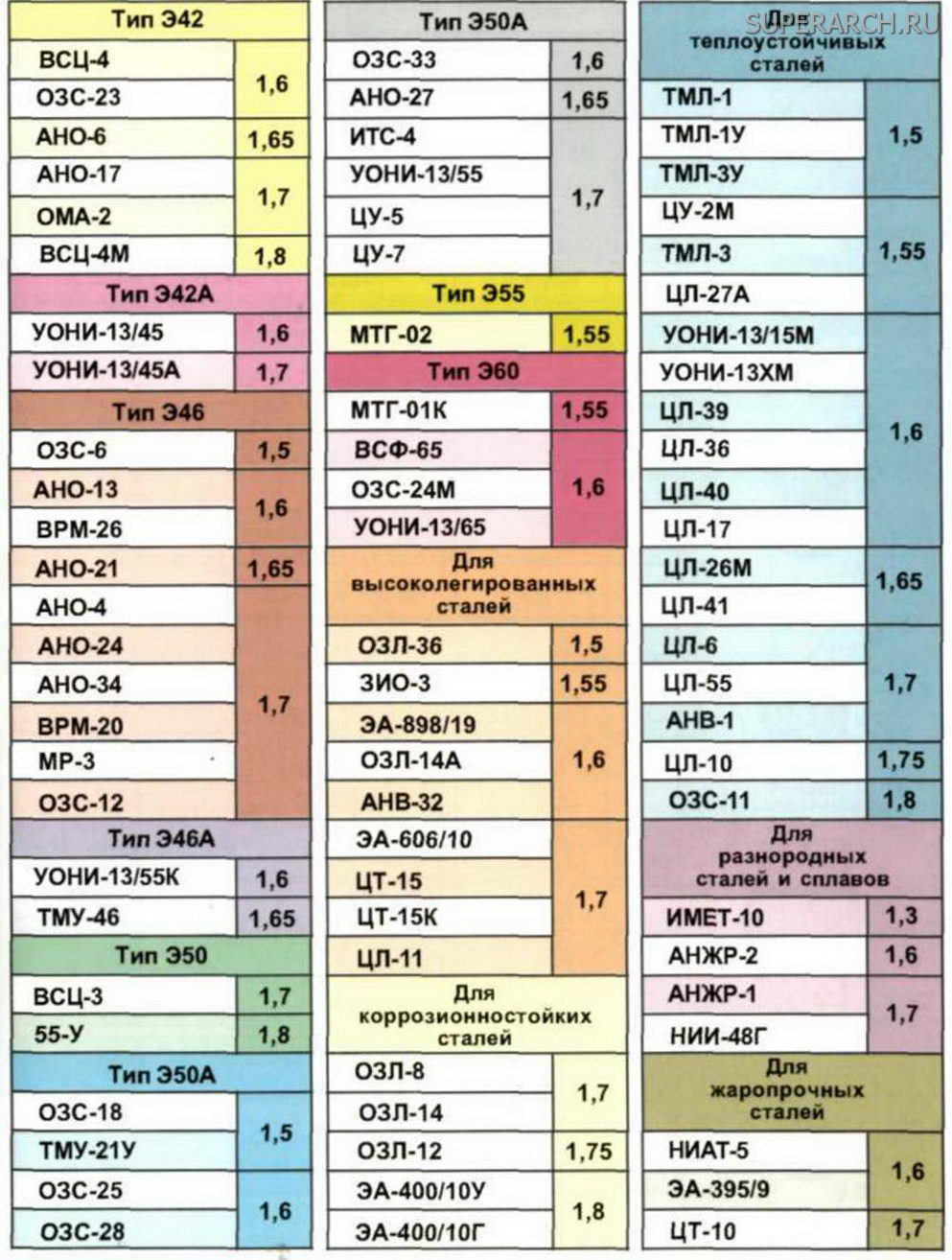
ارزش ضریب از 1.5 تا 1.9 متغیر است. شاخص کوچکتر مربوط به گروه دوم الکترودها و بالاترین ششم است. اگر در طول عملیات نام تجاری TsT-28 از گروه دوم استفاده شود، شاخص K برابر 1.5 است.
با استفاده از یک محاسبه ریاضی برای تعیین تعداد مورد نیاز الکترود برای پوشش یک تن فلز، مقدار 1500 کیلوگرم را بدست می آوریم، یعنی H = 1000 * 1.5. بر این اساس، اگر یک نام تجاری بیشتر از گروه سنی استفاده می شود، هزینه افزایش می یابد، مثلا NZh-13، که ضریب برابر 1.8 است.
محاسبه عملی
این به تعیین توده فلز و انجام کار آزمایش جوش می پردازد. وقتی تکمیل شد، کالسین را اندازه گیری کنید، ولتاژ و نیروی الکتریکی را اندازه گیری کنید، طول درز. بر اساس این داده ها، تعداد الکترودهای مورد نیاز برای جوشکاری طول مشخصی تعیین می شود.
محاسبه دقیق در مواردی است که هر دو داده های خارجی و زاویه موقعیت در طول عملکرد آثار اصلی همانند آنچه که در طول آزمایش بود، باقی خواهد ماند. برای جلوگیری از تعاریف نادرست، آزمایش 3 تا 4 بار تکرار می شود. اگر این شرط برآورده شود، محاسبه دقیقتر خواهد بود از زمانی که از فرمول استفاده کرد.
خطای محاسبه
هیچ روش محاسبه 100٪ دقت ندارد خریداری مواد مصرفی برای اطمینان از گردش کامل و پیوسته با حاشیه توصیه می شود. لازم است که احتمال وجود محصولات معیوب و کم کیفیت در دسته الکترودها مورد توجه قرار گیرد.
به منظور جلوگیری از جوشکاری، داده ها را در محاسبات به 5 یا 7 درصد افزایش دهید. این تضمین برای خلاص شدن از انواع مختلف نیروی جنجالی است. با توجه به این واقعیت که مقدار مواد مصرفی بستگی به هر دو فرایند و نوع درز پر از مواد افزودنی است.
چگونه هزینه ها را کاهش دهیم؟
شرایط متعددی وجود دارد که به شما اجازه می دهد تا در جوشکاری مواد مصرفی صرفه جویی کنید، اما کیفیت آن را تحت تاثیر قرار نمی دهد:
- بزرگترین صرفه جویی در مواد افزودنی می تواند به استفاده از دستگاه نیمه اتوماتیک یا اتوماتیک جوشکاری دست یابد. وقتی کار به صورت دستی انجام می شود، تلفات از 5 درصد و بالاتر است. با فرآیند اتوماتیک و نیمه اتوماتیک این رقم دو برابر کم است. اگر هر دو مواد افزودنی و ماشین با کیفیت بالا باشند، کاهش مصرف مواد به حداکثر می رسد.
- شاخص جریان و ولتاژ باید به طور کامل با مواد پرکن انتخاب شده مطابقت داشته باشد. بنابراین تنظیم ماشین جوشکاری، شما باید توجه ویژه ای به این پارامترها داشته باشید.
- تعداد الکترود مصرف شده در شرایط مساوی ممکن است متفاوت باشد. این به علت موقعیت مصرف در طی جوشکاری است. بنابراین، بسیاری از جوشکارها ترجیح می دهند که به فرمول محدود نباشند و به محاسبات عملی بپردازند، انجام آزمایش های متعددی برای پیدا کردن موقعیت "کامل".
رعایت این سه شرایط مهم و انتخاب صحیح راهی برای صرفه جویی امکان می دهد تا تقریبا سی درصد درصد مواد پرکننده مورد نیاز را کاهش دهد. این مقدار قابل توجهی از پول است.
لازم است شمار مورد نیاز الكترود را در مرحله اولیه محاسبه كنید، زمانی كه فقط به انجام كار جوش فکر می كنید. برای محاسبه مصرف الکترود به همان اندازه که ممکن است. مهم است بدانید که چگونه بسیاری از الکترودها زمانی که شما قصد ساختن یک مقدار زیادی از ساختارهای فلزی را دارید، می روید.
اگر تمام محاسبات را به درستی انجام دهید، فرآیند جوشکاری بر طبق برنامه برنامه ریزی شده ادامه خواهد داشت و برای تکمیل کار، به اندازه کافی الکترودها خواهید داشت. میزان مصرف الکترودها به عنوان حداکثر مقدار مطلق مصرف مواد جوشکاری محسوب می شود.
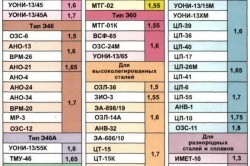
در زیر ضریب الکترود در رابطه با علامت های الکترود است:
- گروه 2 - K (diss.) = 1.5 - انواع الکترود: OZL-E6، OZL-5، TsT-28، OZL-25B؛
- گروه 3 - K (diss.) = 1.6 - انواع الکترود: TsL-17، OZL-2، OZL-8، ZIO-8، OL-6، OZL-7، OZL-3، OZL-21؛
- گروه 4 - K (diss.) = 1.7 - انواع الکترود: ОЗЛ-9А، ГС-1، ЦТ-15، ЦЛ-11، УОНИ-13 / НЖ، ЦЛ-9؛
- گروه 5 - K (diss.) = 1.8 - انواع الکترود: OZS-11، OZL-22، OZL-20، NZh-13؛
- 6 گروه - K (diss.) = 1.9 - مارک های الکترود: ANZhR-2، OZL-28، OZL-27؛
اکنون، برای فهمیدن آن، محاسبات را انجام دهید. فرض کنید ما 5 کیلوگرم فلز با استفاده از الکترودهای OZL-8 ذوب کردیم. ما مقدار زیادی فلز را جوش داده و سپس مقطع عرضی را محاسبه کردیم، طول آن را ضرب کردیم و ضخامت آن ضرب شدیم. در نتیجه ما 5 کیلوگرم را دریافت کردیم.
در حال حاضر توده فلز جوش (5) را با ضریب ضرب می کنیم. برای الکترود ما 1.6 است. بنابراین، 5 × 1.6 = 8. به نظر می رسد که برای جوش 5 کیلوگرم فلز، ما حدود 8 کیلوگرم الکترود OZL-8 نیاز داریم.
هنگام انجام محاسبات، به یاد داشته باشید که باید دقیق باشید، زیرا حتی یک خطای کوچک می تواند هزینه های شما را در خرید الکترود افزایش دهد یا بر عکس شما ممکن است از مبلغی که قبلا خریداری کرده اید کافی نداشته باشید.
برای مثال، برای جوش یک تن فلز، ما باید تعداد الکترودها را محاسبه کنیم. ما شمارش می کنیم: 1000 x 1.6 = 1،600 کیلوگرم الکترودهای OZL-8.
اول از همه لازم است که مصرف الکترود های این نوع را برای پوشش 1 کیلوگرم فلز تعیین کنید. برای انجام این کار، می توانید از یک فرمول خاص استفاده کنید:
H = M * K diss،
جایی که K out ضریب مصرف الکترودها است (نشان داده شده در شکل زیر)، و M جرم فلز است.
یک فرمول دیگر وجود دارد که می توانید محاسبه کنید که چه تعداد الکترود در جوشکاری مصرف می شود:
G = F x L x وزن سیم (1 سانتیمتر)،
جایی که: F-منطقه عرضی است. بخش ها؛ G-mass ep. فلز، و L - طول درز.
برای کاهش مصرف الکترود، می توانید از ماشین جوشکاری اتوماتیک یا نیمه اتوماتیک استفاده کنید. وقتی جوشکاری با چنین دستگاههایی انجام می شود، از دست دادن 3٪ و با کار دستی - 5٪ است. بنابراین، استفاده از جوشکاری اتوماتیک و نیمه اتوماتیک بسیار سودآور است، زیرا مقدار مواد لازم را کاهش می دهد.
حسابداری از دست دادن در جوش
هنگام محاسبه مهم است تا حد امکان دقیق و محتاط باشد، اما حتی در این مورد، مهم است که خطا را به یاد داشته باشید، زیرا مقدار محاسبه تعداد الکترودها دقیقا دقیق نیست. بنابراین، هنگام خرید، ارزش استفاده از مواد با حاشیه کوچک برای اطمینان از کار مستمر و کامل است.
علاوه بر این مهم است که به یاد داشته باشید که در طول عملیات هیچ کس از افزایش مصرف مواد جوشکاری ناشی از محصولات معیوب و هزینه های غیرقابل پیش بینی محافظت نمی شود، بنابراین در هنگام خرید سهام الکترودهای خرید شده باید به طور متوسط حدود 5-7٪ باشد.
همچنین، هنگام محاسبه، لازم است با توجه به ویژگی های فرآیند تکنولوژیکی، که در برخی موارد برای مصرف اضافی الکترود ها را فراهم می کند. فرمول هایی که در این مقاله ارائه شده است، توسط بسیاری از شرکت های ساختمانی به طور موفقیت آمیزی مورد استفاده قرار می گیرند تا دقیق تر میزان مصرف مواد جوشکاری را برای حجم مشخصی از محصولات تعیین کنند. اگر بتوانید محاسبات مصرف مواد را در طول کار انجام دهید، می توانید هزینه های خرید مواد و تجهیزات جوشکاری را کاهش داده و همچنین زمان صرفه جویی در وقت صرفه جویی کنید.
مواد اضافی

اینورتر جوشکاری - ماشین جوشکاری مدرن، ساده و آسان برای استفاده، به شما کمک می کند تا به آسانی و در کوتاه ترین زمان ممکن کارهای جوشکاری را کنار بگذارید. معامله با عقلانیت اینورتر جوشکاری همچنین مشکل نخواهد بود.

در مورد قواعد خشک کردن الکترود صحبت کنید، درباره ذخیره آنها فراموش نکنید. اگر الکترود ها در شرایط مناسب نگهداری شوند، مدت زمان زیادی طول می کشد. خشک کردن می تواند در خانه انجام شود، اما برای این شما نیاز به انتخاب اجاق مناسب و تمام شرایط مندرج در دستورالعمل برای هر بسته را انجام دهید.
محاسبه دقیق تعداد الکترودهای مورد نیاز برای جوشکاری یکی از اجزای مهم فاز تهیه جوش است. اثربخشی فرآیند خود جوش، اثربخشی آن و چگونگی تأمین بودجه اختصاصی برای خرید مواد اولیه و کمکی به صحت این محاسبات بستگی دارد.
برای محاسبه دقیق تعداد الکترودها در جوشکاری، لازم است چند پارامتر را در نظر بگیریم:
- وزن فلز جوش؛
- میزان مصرف الکترود موجود برای جوشکاری؛
- طول جوش
میزان مصرف الکترود در جوشکاری، حداکثر مقدار مواد مصرف شده در تولید یک محصول است، در حالی که رعایت تمام نیازهای تکنولوژیکی.
انواع میزان مصرف الکترود موجود.
در حال حاضر، میزان مصرف الکترود های مختلف، بسته به اینکه چه مرحله ای از کار مورد نظر است، استفاده می شود. تمام هنجارها در این مورد را می توان به 4 گروه اصلی تقسیم کرد:
- هنجارهای عملیاتی میزان مصرف الکترودها زمانی است که یک عملیات خاص تکنولوژیکی انجام می شود - یعنی زمانی که مستقیم جوش می شود.
- هنجارهای مفصلی هنجارهایی هستند که تعیین می کنند که چه تعداد الکترود باید برای تولید یک بخش جوش داده شود.
- هنجارهای طبیعی - میزان مصرف الکترود برای ساخت یک مونتاژ جوش داده شده.
- نرخ بخشی توسط استاندارد نرخ مصرف الکترود برای تولید یک محصول جوش داده شده است.
همه این هنجارها به طور کامل با یکدیگر ارتباط دارند. بنابراین، برای تعیین هنجارهای فردی، شما نیاز به دانستن هنجارهای خاص گره، اما برای محاسبه دقیق هنجارهای گره خاص، شما نیاز به دانستن هنجارهای دقیق.
محاسبه مصرف الکترود.
محاسبه مصرف الکترود برای انجام یک کار خاص مربوط به جوشکاری باید توسط همان متخصص انجام شود که بعد از انجام کار جوش انجام شود. این به دقت بالا محاسبات را تضمین می کند، زیرا متخصص می داند تمام تفاوت های ظاهری فرآیند جوشکاری، در علامت ها و ویژگی های الکترودها کاملا درک شده است و بنابراین می تواند نه تنها از تکنیک ها و فرمول های معمول استفاده کند، بلکه همچنین تمام ویژگی های جوش که ممکن است نیاز به افزایش یا کمتر از مصرف معمول الکترود.
- روش نظری محاسبه.
تکنیک های متعددی وجود دارد که به بهترین نحو محاسبه مصرف الکترود در جوشکاری را انجام می دهند. یکی از رایج ترین در بسیاری از کشورها یک تکنیک بر اساس جرم فلز جوش است که به این معنی است که در این مورد مصرف الکترود در کیلوگرام در نظر گرفته شده است.
H = M * K (diss.)کجا
م - جرم فلز جوش (در کیلوگرم)
K (diss.) - ضریب مصرف الکترود.
کار با این فرمول، لازم است برخی از ویژگی های محاسبه جرم فلز و تعیین ضریب را در نظر بگیریم.
برای تعیین جرم فلز جوش، سطح مقطع آن را اندازه گیری کنید و با تراکم فلزی که می تواند در جداول خاص و طول جوش وجود دارد، ضرب شود.
برای تعیین ضریب مصرف الکترود، لازم است که دقیقا نام برند الکترود را بدانیم، چون به مقدار مونوکسید کربن و پراکندگی فلز در طول فرآیند جوشکاری و همچنین طول الکترود کالسین بستگی دارد. در این مورد، طول کالسین 50 میلی متر است و کل الکترودهای 450 میلیمتر است. به عنوان مثال، ضریب 1.6 می باشد، اما وقتی قطعات جوش از فولاد ضد زنگ و همچنین فلزات نسوز، ضریب می تواند 1.8 باشد.
- روش محاسبه عملی
علاوه بر روش نظری بالا برای محاسبه تعداد الکترودها، یک روش عملی نیز می تواند مورد استفاده قرار گیرد.
برای انجام این کار لازم است مقدار مشخصی از فلز را که جرم آن به طور دقیق شناخته شده است ببنید و کارهای جوشکاری را با استفاده از مارک الکترود مشابه انجام دهید که بیشتر در انجام کارهای جوش پایه استفاده می شود. در همان زمان، نوع جوش داده شدهو حالت استفاده می شود جریان جوشکاریو موقعیت مکانی جوش باید به طور کامل با شرایطی که در فرآیند جوش اصلی مورد استفاده قرار می گیرد مطابقت داشته باشد. در نتیجه، با تعیین طول جوش به دست آمده به این ترتیب، ممکن است محاسبه شود که چه تعداد الکترود در طی اجرای کار جوش مورد نیاز است.
آیا امکان کاهش تعداد مصرف در الکترودهای جوشکاری وجود دارد؟
البته این مسئله، هر سازنده را نگران می کند، و بیشترین میزان جوش، مسئله صرفه جویی در الکترود است. به طور کلی، مصرف الکترود را کاهش می دهد. برای انجام این کار، باید چندین شرایط را رعایت کنید:
- شاخص های جریان و ولتاژ در طول عملیات جوش باید به طور کامل با نوع الکترود مورد استفاده مطابقت داشته باشد.
- استفاده از جوشکاری اتوماتیک یا نیمه اتوماتیک باعث کاهش مصرف الکترود می شود.
- همچنین، کاهش مصرف الکترود همچنین می تواند ناشی از تغییر در موقعیت الکترود در طی فرآیند جوشکاری باشد.
در نتیجه انتخاب روش بهینه و نحوه جوشکاری، مصرف الکترود ها حدود 3 درصد کاهش می یابد و این به صرفه جویی در هزینه مواد جوشکاری، در عین حال موجب اطمینان از کارآمدترین شرایط کار جوشکار می شود.




