نقشه تکنولوژیکی اجرای اتصالات جوش داده شده حاوی. مشکلات پشت و مفاصل - مسیر مستقیم به معلولیت! چگونه به صرفه جویی در خود و فراموش کردن در مورد درد، به دکتر علوم پزشکی، پروفسور Bubnovsky سرگئی Mikhailovich
مسیریابی جوشکاری - سند تعیین فناوری و فرایند جوشکاری برای مواد خاص. این مهم را توصیف می کند مشخصات فنی و دنباله ای از کار مورد نیاز هنگام ایجاد یک جوش جوشکاری. جوش جوش بیشتر است محل ضعیف در طراحی، بنابراین کارت تکنولوژیکی مطابق با Gtales موجود طراحی شده است و توسط خدمات بازرسی ویژه کنترل می شود.
ایجاد یک نقشه با مطالعه مواد شروع می شود و روش جوشکاری را انتخاب می کند. تجزیه و تحلیل شرایطی که در آن طراحی حاصل کار خواهد کرد. بر اساس ادبیات مرجع و محاسبات، رژیم های جوشکاری، تعداد گذرگاه ها، هندسه جوش جوش و پارامترهای باقی مانده تعیین می شود.
نقشه فرایند تکنولوژیکی جوشکاری شامل چنین اطلاعاتی است:
- اطلاعات و ویژگی های قطعات جوش داده شده؛
- اطلاعات مربوط به آماده سازی اتصال قبل از جوشکاری (شکل لبه ها، زاویه و اندازه جنبه ها)؛
- داده ها در مورد مقدار، محل و اندازه نوارها؛
- اطلاعات در مورد چگونگی ثابت کردن و نحوه جلوگیری از تغییر شکل یا تغییر آیتم در هنگام جوشکاری؛
- دمای محیط که در آن جوشکاری یا داده های گرمایی مجاز است (در صورت لزوم) قبل از جوشکاری؛
- داده های تجهیزات که می تواند مورد استفاده قرار گیرد و مورد استفاده قرار گیرد (الکترود، سیم جوشکاری، گاز محافظ)؛
- اطلاعات در مورد حالت های جوشکاری (چه جریان و ولتاژ باید نمایش داده شود، سرعت جوشکاری برای اتوماتا، مصرف گاز محاسبه شده و نرخ خوراک سیم جوش داده شده است)؛
- اطلاعات در مورد روش های تأیید و کنترل جوش جوش داده شده.
هنگام تهیه نقشه، بخش اصلی مطالعه مواد است که جوش داده می شود، ویژگی ها و خواص آنها. اگر مادی از منشاء ناشناخته و خواص ناشناخته باشد، نمونه ها گرفته می شوند و برای تجزیه و تحلیل و شناسایی ترکیب به آزمایشگاه داده می شوند. بر اساس داده های به دست آمده، مواد مصرفی انتخاب می شوند و شرایط و روش جوشکاری تعیین می شود، مناسب ترین این قطعات است. در حقیقت فولاد ساختاری این امر به طور دقیق مطابق با استانداردها و قالب ها تولید می شود، بنابراین نقشه های تکنولوژیکی برای رایج ترین فلزات و مواد به مدت طولانی ایجاد شده است.
کارت تکنولوژیکی شامل فهرستی از کارهای متوالی، نقشه ها و توضیحات برای آنها است. برای جلوگیری از خرابی ها، حوادث و زیان، لازم است از توسعه فرآیند استفاده شود، زیرا این یک مجموعه کامل از کار است. خطا در یکی از مراحل ممکن است منجر شود جوشاندن حتی اگر تمام عملیات های دیگر برآورده شود، سقوط کرد.
ساخت فلزات تکنولوژیکی جوشکاری فلزات
این شامل توصیف دامنه این تکنولوژی است. این در اینجا نشان داده شده است که در این تکنولوژی، در چه فاصله ای و چه زاویه ای باید به قطعات قابل اتصال متصل شود تا اطمینان حاصل شود که قابلیت اطمینان و دوام ساختار را تضمین کند. این نشان می دهد تحت چه شرایطی، و در چه دمایی جوشکاری (خارج از منزل یا داخل خانه) باید اجرا شود.
مورد بعدی گسترده ترین و مهم ترین در روند فنی است. این شامل اطلاعاتی در مورد تکنولوژی جوشکاری خود و پارامترهای فنی آن است که شامل چنین مقررات زیر است:
- کار آماده سازی و قوانین برای رفتار آنها؛
- اطلاعات نوع کار جوشکاری;
- شرح توالی هر مرحله از کار (نصب نوارها، دنباله ای از اعمال درزها)؛
- طرح ها و نقاشی ها نشان می دهد که در آن نوارها قرار داده می شوند به عنوان درز اعمال می شوند، توضیح دادن به آنها؛
- شرایطی که قوانین امنیتی انجام می شود؛
- تعداد هنرمندان و زمان تخمین زده شده برای هر عملیات و تمام کار به عنوان یک کل؛
- محاسبه مواد مصرفی لازم
آخرین نکات به شما اجازه می دهد هزینه های فنی، زمان کار و مزایای آنها را محاسبه کنید. بنابراین، ممکن است فرایند را قبل از کار جوشکاری شروع و اصلاح آنها تغییر دهید. فرآیند فرایند فنی به پایان می رسد با محاسبه منابع و بودجه، و همچنین تعداد افراد و زمان مورد نیاز برای فرآیند جوشکاری پایان می یابد.
نقشه تکنولوژیکی جوش لوله
این نشان دهنده یک سند است که شامل چنین اقلام اصلی است:
- دامنه فرایند فنی؛
- مقررات عمومی و توصیه ها؛
- فناوری و سازماندهی کار؛
- الزامات کیفیت؛
- و حفاظت از کار؛
- لیستی از اسناد و ادبیات قانونی و فنی مورد استفاده؛
- کارت های تکنولوژیکی برای جوشکاری.
در ابتدا، نشان داده شده است که اشیاء این کارت قابل اجرا است. سپس ب. مقررات عمومی توصیف:
- تکنیک کار؛
- شرایط از لحاظ کیفیت و قوانین برای پذیرش کار؛
- رویدادهای ایمنی و حفاظت از کار.
- انواع کار انجام شده بر روی یک نقشه تکنولوژیکی واقعی (جوشکاری خطوط لوله، مونتاژ، آماده سازی لبه).
بخش مهمی دستورالعمل برای تمام عملیات و دنباله ای از رفتار آنها است. در مورد چگونگی تولید کنترل سطح بصری اولیه ذکر شده است. اتصالات لوله، خاموش و توزیع برای آسیب ها بررسی می شوند، حفره ها تمیز و آماده به مونتاژ هستند. نکته مهم این است که نشان دهید که اگر حضور (آسیب) بیش از هنجارهای مجاز تشخیص داده شود. نقص های سطح با سنگ زنی حذف می شوند، در حالی که ضخامت دیواره باقی مانده نباید کمتر از حداقل حداقل مجاز باشد. انتهای لوله های با کت ها و ترس ها بریده می شوند. هنگامی که لوله لوله جوش داده شده، درزهای طولی یا مارپیچی کارخانه اجباری است که 75 میلیمتر نسبت به یکدیگر تغییر می کنند.
ایمنی شامل دستورالعمل هایی است که باید قبل از جوشکاری انجام شود. الزامات نیز نشان می دهد که چگونه تجهیز پلتفرمی را که نصب فنی ساختارهای فلزی با استفاده از جوشکاری انجام می شود، تجهیز شود و کدام موجودی آتش استفاده شود. جوشکاری باید مطابق با کارت های عملیاتی و تکنولوژیکی انجام شود که بخشی از این نقشه تکنولوژیکی بر اساس قطر لوله های کویل شده است.
الزامات برای کیفیت کار شامل روش های انتقال برای بررسی جوش و انحراف مجاز است. با نتایج کنترل ناراضی، روش و روش اصلاح نقص ها نشان داده شده است.
نقشه های عملیاتی و تکنولوژیکی شامل همه هستند مشخصات فنی مورد نیاز برای جوشکاری:
- جوش شیء؛
- ویژگی های لوله؛
- مواد جوشکاری؛
- لبه برش لبه ها و جوش؛
- پیش گرم شدن (در صورت لزوم)؛
- حالت های جوشکاری؛
- الزامات اضافی و توصیه ها؛
- فهرست و دنباله ای از عملیات مونتاژ و جوشکاری.
کارت های تکنولوژیکی لوله های جوشکاری و دیگر ساختارهای فلزی به طور کامل یکسان هستند ظاهراما در محتوا و پر کردن متفاوت است.
جوشکاری - یک فرآیند پیچیده، اجرای آن باید در یک توالی سخت از اقدامات خاصی که با تهیه فلزات مرتبط است، اجرای مشترک جوش داده شده و کنترل بعدی همراه باشد. جوش جوش داده شده، اگر به دلیل توجه نیست، یک مکان آسیب پذیر در هر طراحی جوش داده شده است. دلیل این امر می تواند در توسعه تکنولوژی جوشکاری یا به طور کلی عدم وجود آن، کنترل ناکافی، انتخاب ناموفق، محروم باشد تجهیزات جوشکاری و مواد. در نتیجه، مقدار زیادی از ازدواج و تلفات ناشی از سازمان برای از بین بردن آن. شما می توانید از آسیب های به درستی در حال توسعه دستورالعمل برای کار جوشکاری و کنترل اجرای آن جلوگیری کنید.
پس نقشه تکنولوژیکی برای جوشکاری چیست؟ فرایند تکنولوژیکی جوشکاری یا همانطور که به عنوان یک نقشه تکنولوژیکی جوش داده می شود یک سند است که نتیجه توسعه تکنولوژی جوشکاری یک ترکیب خاص است که در آن مهمترین پارامترهای تکنولوژیکی برای ایجاد یک مفصل جوش داده شده، در واقع تجویز می شود این دستورالعمل برای ترکیبات جوشکاری است. نقشه تکنولوژیکی جوشکاری تصویب شد و به یک اقدام فعال از 1 ژانویه 1984، بیش از 30 سال پیش معرفی شد. هنگام توسعه تکنولوژی جوشکاری فلز، هر ترکیب جوش داده شده باید مطابق با کارت تکنولوژیکی جوشکاری شده برای آن تولید شود.
کارت تکنولوژی جوشکاری باید شامل داده های زیر باشد:
1. اطلاعات در مورد فلز اصلی.
2. اطلاعات در مورد کیفیت و آماده سازی اتصال جوش: داده های برش (اندازه شکاف، میزان خم شدن، زاویه گرایش، و غیره)، در مورد مقدار و ترتیب نوار، داده ها در لبه های قبل از تمیز کردن ، اندازه های درز.
3. داده ها در مورد اصلاح محصول جوش داده شده و گرمایش ممکن است. و همچنین توالی از گذر در جوش.
4. اطلاعات در مورد تجهیزات جوشکاری و مواد جوشکاری. انتخاب مواد و تجهیزات جوشکاری بر اساس اطلاعات مختلفی به دست آمده از ادبیات، از جمله جوشکاری حرفه ای (مجلات، مقالات)، بر روی تجربه خود، و همچنین یادآوری سازمان ها است.
5. اطلاعات مربوط به حالت جوش بسته به روش جوشکاری ممکن است شامل موارد زیر باشد: جریان جوشکاری، ولتاژ قوس، سرعت جوشکاری، قطب در هنگام جوشکاری، مصرف غزه محافظ، میزان تغذیه سیم و غیره، اختلال در حالت های جوش توصیه شده می تواند منجر به تسکین فلز جوش و منطقه نزدیک شود.
6. اطلاعات در مورد شکل مفصل جوش داده شده، روش ها و حجم کنترل کیفیت مشترک جوش داده شده.
توسعه یک کارت فرایند جوشکاری با تجزیه و تحلیل مواد جوش داده شده و انتخاب روش جوشکاری آغاز می شود. پس از آن، تجزیه و تحلیل شرایطی که در آن طراحی جوش داده شده کار می کند و توسط چه چیزی تعیین می شود اسناد قانونی تولید و بهره برداری از این طراحی نرمال شده است. علاوه بر این، با توجه به ادبیات نظارتی و بر روی داده های محاسبه شده، حالت جوش تعیین می شود، محاسبه شده است مقدار مورد نیاز پاساژ، هندسه جوش داده شده و پارامترهای دیگر.
هر کارت جوش تکنولوژیکی شماره شناسایی آن را دریافت می کند که بیشتر برای نشان دادن اسناد فنی و مشخصات پروژه استفاده می شود. توسعه دهنده خود را با یک نقشه از روند تکنولوژیکی جوش آورده شده است، او امضا خود را در پایین فرم قرار می دهد.
در طول ساخت یک شی در تولید، یک کیت باید باشد 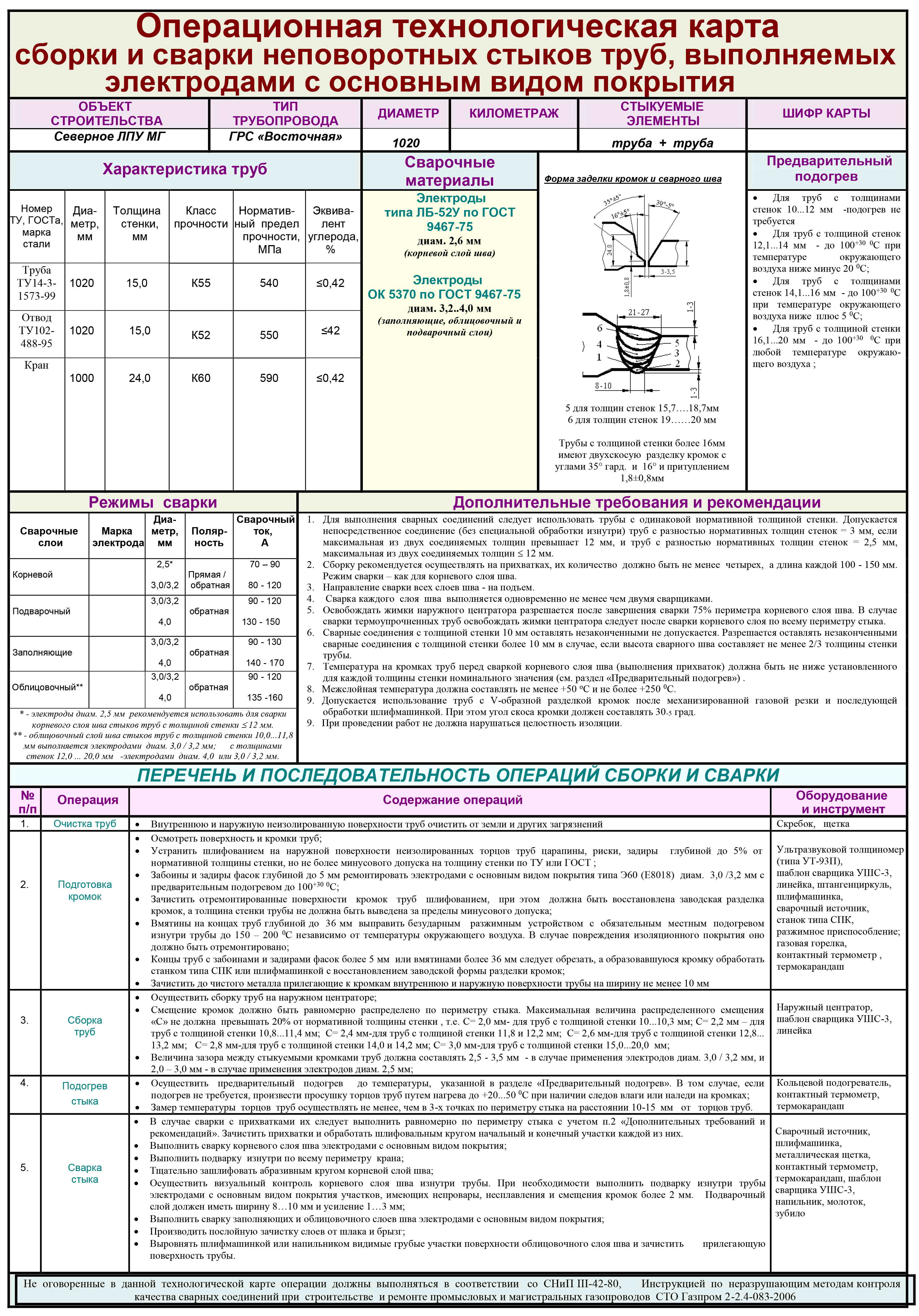 کارت های تکنولوژیکی از همه انواع مورد استفاده اتصالات جوش داده شده. مجموعه کامل فرایند تکنولوژیکی جوش در بخش جوشکار اصلی ذخیره می شود. جوشکار هنگام جایگزینی یک تغییر، نقشه های تکنولوژیکی را برای اتصالات جوش داده شده دریافت می کند که در طول عملیات انجام می شود. بازرسی و کنترل لبه های آماده شده و یک اتصال به پایان رسید جوش داده شده توسط سرویس کنترل فنی مطابق با بخش کنترل کیفیت و آزمایش اتصالات جوش داده شده انجام می شود. بنابراین، هیچ سردرگمی بین خدمات رخ نمی دهد، زیرا همه چیز لازم است در نقشه تکنولوژیکی مشترک جوش داده شده نشان داده شود.
کارت های تکنولوژیکی از همه انواع مورد استفاده اتصالات جوش داده شده. مجموعه کامل فرایند تکنولوژیکی جوش در بخش جوشکار اصلی ذخیره می شود. جوشکار هنگام جایگزینی یک تغییر، نقشه های تکنولوژیکی را برای اتصالات جوش داده شده دریافت می کند که در طول عملیات انجام می شود. بازرسی و کنترل لبه های آماده شده و یک اتصال به پایان رسید جوش داده شده توسط سرویس کنترل فنی مطابق با بخش کنترل کیفیت و آزمایش اتصالات جوش داده شده انجام می شود. بنابراین، هیچ سردرگمی بین خدمات رخ نمی دهد، زیرا همه چیز لازم است در نقشه تکنولوژیکی مشترک جوش داده شده نشان داده شود.
در هر شرکت، با سازمان تولید جوشکاری کارت های فرآیند جوش اجباری ساخته شده اند، در غیر این صورت، پارامترهایی را که به کیفیت کار انجام می شود، مقاومت می کند. برخی از شرکت ها نمی توانند محتوای مهندسی گران قیمت تولید جوشکاری را تامین کنند. هزینه های خود را از کارگران مهندسی و فنی و بر اساس یک توافقنامه و مشخصات فنی به حداقل می رساند، در کوتاه ترین زمان ممکن، مجموعه ای از کارت های جوشکاری تکنولوژیکی، و همچنین تجهیزات و مواد را انتخاب می کند.
برای به دست آوردن یک نتیجه کیفی از کار انجام شده در تولید جوشکاری، جوشکار باید توسط یک سند هدایت شود که در آن تمام مراحل جوشکاری در ساخت و ساز به درستی شرح داده شده است. عدم رعایت توصیه های داده شده در نقشه تکنولوژیک می تواند منجر به تخریب اتصال جوش شده در طول عملیات شود، که ممکن است به عواقب برگشت ناپذیر منجر شود.
Mi N از بین بردن ارتباط اتحادیه SSR
تخصص ها و اعضای آنو Con ساختار O- تکنولوژی
B Yuro ساخت و ساز آه آن hni ki sv iz iz
تایید
ام اولیه ICA GRCS
A. I. Polun Ikov
"27" مارس 1 989
مسیریابی
بر روی نصب و راه اندازی ساختارهای فلزی روش PBX
جوش قوس الکتریکی
مسکو - 1989.
1 منطقه استفاده
1.1. کارت تکنولوژیک توسط قفل فلزی فلزی فلزی PBX توسط روش جوشکاری قوس با استفاده از تجهیزات جوشکاری و نصب شده توسعه داده شد. کارت تکنولوژیکی را می توان به عنوان یک کتابچه راهنمای کاربر برای عملیات درست تکنولوژیک در هنگام جوشکاری جوشکاری و جزئیات دسترسی شخصی شخصی در Avtales، Cross، Shakht و بزرگنمایی الکتریکی استفاده کرد. 12 ترکیب کار، در همکاری PBX، روش جوشکاری در نقشه تکنولوژیکی شامل موارد زیر است: - جوشکاری شیارها در مورد نوع بخش های مستقیم به مفصل و جوش آنها را به براکت های دیوار یا Coagms باز می کند؛ - جوش پنجره های باز در یک زاویه 90 درجه، شیارهای Privan KA به Nastya M Sindrifilies هنگام عبور از دیوار، جوش سر به صورت عمودی بر روی کریکت حسی در دیوارها؛ - جوشکاری از شیار نوع باز زمانی که آنها در ردیف فریم قرار می گیرند و هنگام عبور از کف همپوشانی؛ - معرفی و جوشکاری PCS محصول Eynov در W Ahte؛ - نصب و راه اندازی ساختارهای فلزی توسط جوشکاری در شاه T E و Cooz CE؛ - با روش جوشکاری شیارهای اصلی به صفوف شیارها و MAGI از زغال سنگ تریلر در spangle به 2.5 متر متصل شده است. - چطوری از WHO WHO WHO WONT WINDS COLITY GROITHOVES FOR CROSS SO CHANDS و FRAME CHANDS و FRAMES SNESS SNESS در CROSS COTER COE. 1. 3. در مفاصل اجزای اجزاء و قطعات ساختارهای فلزی ممکن است در رسولان W oz Al A، W آکتی، به PO CSA، یکسو کننده و باتری Orno صادر شود. هنگام انجام تعویض کار، به خصوص در زمستان N Eri OD، باید شامل و در مورد دقیقا خستگی باشد، و زمانی که کار جوشکاری در محل و معادن انجام می شود، توصیه می شود از سبیل تهویه قابل حمل استفاده کنید. در محل اقامت و اقامت، Umul Umun از کار On-Eyed با پخت و پز در قد بلند، پایان دلار به عنوان قانون باتری باتری با سیستم عامل راضی است. هنگام انجام کار جوشکاری در X Pompous X با تجهیزات تاسیس شده، تجهیزات باید از قطره قطرات فلزی و مقیاس محافظت شود. چهارده. هنگامی که یک کارت تکنولوژیکی را به یک شیء خاص و شرایط ساخت و ساز متصل می کند، حجم کار مشخص شده است، محاسبه کار کار، شاخص های فنی و همجنسگرا و ابزار مکانیزاسیون، با توجه به حداکثر استفاده از پارک نقدی Mohan از MOS و دستگاه ها .2. سازمان و تکنولوژی برای انجام کار
2.1. کار آماده سازی
2. 1.1. آماده سازی محل های فنی که در آن نصب ساختارهای ساختاری فلزی با استفاده از پخت و پز، مطابق با GOST 1 2.3.003.75، دولت T 1 2.2.007.75 مورد استفاده قرار می گیرد و آنها را با موجودی برنامه نویس تجهیز می کند. 2. 1.2 ارائه ساختارهای لازم و datale را در مورد کارهای انجام دهید و آنها را مطابق با توالی تکنولوژیکی اجرای کار مون تسویه حساب کنید. 2. 1.3. شرایط کار را بررسی کنید و در صورت لزوم، منطقه کاری را مطابق با "قوانین تجهیزات آفتابی و آتش سوزی آتش سوزی" تجهیز کنید (Snip III-4-80، Snip II -01-0 2-8 5) . 2. 1.4 اطمینان حاصل کنید که آثار پروتئین سنگ زنی است. 2. 1.5. آماده سازی مستندات، ابزار و P Rispo Soba من هنگام انجام جوشکاری مورد نیاز بودم. 2. 1 .6 اطمینان حاصل کنید که تجهیزات جوشکاری مدیریت می شود.2.2. اطلاعات عمومی در مورد اتصالات جوشکاری
2.2. یکی مفصل جوش داده شده به نام یک قطعه ساخت و ساز جوش داده شده، متشکل از دو یا چند بخش از سازه ها و جوش، اتصال این قطعات (نگاه کنید به GOST 5264-80. "SUTS با اتصالات بوت"). 2.2.2 هنگام نصب سازه های فلزی، موارد زیر ترکیبات زیر را دنبال می کنند: Butt، Falc eato Chna E، برزیرها، زاویه ای. 2.2. 3. اتصالات دکمه بیشتر اتصالات جوش داده شده هلو، که در آن انتهای یا لبه های قطعات متصل به آن با من فرض می شود به طوری که بین آنها فاصله 1 تا 2 میلی متر بود. جزئیات ضخامت تا 6 میلیمتر سنگزنی با یکپارچه یک طرفه و بیش از 6 میلی متر - دی با یک درز هود. 2.2. 4. ترکیبات OSL estrosno توسط روش یک عنصر اتصال N و دیگر انجام می شود. عظمت بر روی همپوشانی باید دو برابر ضخامت ضخامت ضخامت لبه های X از دلیا باشد. جزئیات زمانی که جوشکاری با حوادث در هر دو طرف است. 2.2 .5 ترکیبات توروس - ترکیباتی که در آن پایان یک E Lemet در سطح یک عنصر دیگر از طراحی جوش داده شده در برخی از زاویه قرار می گیرد. برای به دست آوردن یک درز جامد، شکاف بین عناصر پخت و پز باید 2 ÷ 3 میلی متر باشد. 2.2.6 اتصال زاویه ای در محل عناصر جوش داده شده تحت زاویه مستقیم یا دلخواه انجام می شود و جوشکاری در امتداد لبه های عناصر با یک یا هر دو تورون انجام می شود. 2.2.7. همه چیز در بالا ترکیبات جوش داده شده با یک درز انجام می شود، که یک فلز مولکولی سخت شده است، با عناصر ناشناخته از طراحی جوش داده شده است. جوش من بر اساس نشانه های زیر تقسیم می شود: تحت ارائه نسبتا بستگی دارد (نگاه کنید به شکل 1)، با توجه به موقعیت در فضای (نگاه کنید به شکل 2)، در شکل بیرونی (نگاه کنید به شکل 3).شکل. 1. موقعیت با درزهای مختلف نسبت به تلاش فعلی و من:
الف) Flanking، B) Frontal، C) مورب
![]()
P است 2. موقعیت با جوش های پخته شده در فضا:
الف) پایین، ب) افقی، ج) عمودی، D) سقف
شکل. 3. فرم های خارجی جوش های جوش داده شده:
a) محدب، ب) طبیعی، c) مقعر
2.2.8. قطر الکترود برای پخت و پز با ضخامت ضخامت از ضخامت لبه های پخت و پز، دید از وارنا از اتصال و اندازه های درز A. نصب شده است. برای اتصالات لب به لب، توصیه عملی DAC در انتخاب قطر سطح سخنرانی به ضخامت CROP MOK: 2.2.9 بستگی دارد. هنگام انجام ترکیبات زاویه ای و نام تجاری اصلی، مقدار رده بندی در نظر گرفته شده است: با یک چاقو از یک درز 3 ÷ 5 میلیمتر، جوشکاری توسط یک چرم E با قطر 3 ÷ 4 میلی متر تولید می شود و با Nutrode 6 ÷ 8 میلیمتر، الکترودهای دیما برای 3 ÷ 5 میلیمتر استفاده می شود. 2.2 .1 0. 0. بر اساس قطر انتخاب شده، سبیل باید از یک جریان پخت و پز نصب شود، که باید بر روی برچسب کارخانه مشخص شده به بسته با الکترود مشخص شود. 2.2. یازده مقدار از جریان پخت و پز برای ED-LEX 4 ÷ 6 میلی متر می تواند توسط فرمول تعیین شود:
y \u003d (40 ÷ 60) · d e،
جایی که y ارزش از جریان پخت و پز است، و؛ D E - di amb electrode، mm. 2.2. 1 2. مقدار جریان جوشکاری برای الکترودهای با قطر آن 4 میلیمتر و بیش از 6 میلی متر می تواند توسط فرمول تعیین شود:
y \u003d (20 + 6d e) · d e.
PR و این باید اصلاح شود، با توجه به ضخامت فلز و موقعیت جوش. لبه ها و ضخامت لبه ها از 1، 3 د u 1،6 د е. تشخیص محاسبه شده جریان جوشکاری توسط 1 0 ÷ 1 5٪ کاهش می یابد و با ضخامت لبه ها بیش از 3 de - Chiv AYUT 1 0 ÷ پانزده٪ است. جوش عمودی I. درزهای سقف انجام جاری، در هر 1 0 ÷ 1 5٪ کمتر حل و فصل. 2.2. 1 3. الکترودهای فلزی برای جوش قوس الکتریکی از آن با توجه به GOST 9466-75 انجام می شود. "الکترودهای پوشش داده شده فلزی برای جوشکاری قوس دستی و پوشش. طبقه بندی، اندازه ها و نیازهای فنی عمومی من ". اندازه GOST نصب شده:
میز 1
|
قطر الکترود، میلی متر |
طول الکترود، میلی متر |
||
|
کربن و سیم آلیاژی |
از سیم آلیاژی بالا |
||
2.3. روش های توالی و کار
2.3. یکی من یک مجمع از پست SV arched را ایجاد می کنم (نگاه کنید به RI P. 4) برای چه چیزی:
شکل. 4. با X EMA با ترکیب با Poste پخت و پز برای کتابچه راهنمای پخت و پز
الف) ترانسفورماتور E-WELDING را در یک مجهز به مجهز به مجهز، مطابق با قوانین اضطراب ایمنی و ایمنی آتش سوزی HN IKI، قرار دهید. نام تجاری ترانسفورماتور جوشکاری را در جدول انتخاب کنید. 2
جدول 2
|
ترانسفورماتور برند |
جوشکاری جریان، و |
ولتاژ، B. |
قدرت امتیاز، SQ · a |
ابعاد کلی، میلی متر |
توده، کیلوگرم. |
کار اسمی |
||
|
اسمی |
محدودیت مقررات |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD -0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM- 31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM- 50 35 2 |
555 × 585 × 888 |
|||||||
| T DM- 50 2U2 |
720 × 845 × 780 |
|||||||
ری پنج گیره برای دفع سیمهای روشیتی به محصول جوشکاری:
a) بیرونی، ب) پیچ
الف) ترمینال دوم ترانسفورماتور جوشکاری را به دارنده الکتریکی وصل کنید (Riq را ببینید. 6) با سیم های RGD یا RGDO (GOST 6731 -77E)؛
شکل. 6. انواع ایمیل ro Dodorg در Belie
الف) شما یک birahe با اندازه گیری سیم برای کار پخت و پز با طول خود را نه بیش از 3 0 متر در استانداردهای توصیه شده:
|
بزرگترین ارزش جریان جوشکاری و |
||||
| منطقه هدایت، MM 2: | ||||
| تنها | ||||
| دو وای |
U L \u003d 1، 73JρL / s،
جایی که شما خالی هستید، در؛ ج - جوشکاری جریان، و؛ ρ مقاومت سیم ها، OHM · m؛ l طول سیم، m؛ S منطقه مقطع عرضی سیم، MM 2 است. اگر ارزش U L از بیش از 5٪ مجاز باشد، لازم است که منطقه صلیب سیم را افزایش دهیم؛ h) ورود به حفاظت از چشم و پوست چهره با جوشکاری فایل با سپر، Mas Kami یا کلاه ایمنی (GOST 1 361-69) (نگاه کنید به RI P. 7).
ری 7. CRE DS حفاظت از تلویزیون از قرار گرفتن در معرض از یک قوس پخت و پز و اسپلاش فلزی
2.3.2 درآمد حاصل از خوردن انی را به تطبیق با طراحی و راه اندازی VN، مستند سازی تمام خانه های دیواری مورد نیاز، Kronech از آنهایی که در رسولان خودرو، صلیب، معادن و تاسیسات الکترونیکی است. 2.3.3. براکت های زهکشی های باز را متصل به دیوارها به دیوارها مخلوط کنید تا آنها را به یکدیگر متصل کنید تا شکاف بین آنها باقی بماند، Pvny 1 ÷ 2 میلی متر، بخش های فردی از گودال های Chute را با رونیم سوئیس جوش می دهد نگاه کنید به ص 8) و آهنگ به دست آمده از سر به شوک به ما از دو طرف (با MP 9) با عرض سر 400 00 00 میلی متر و یا از یک دست به شیوه ای چک - با یک عرض غیر شیب 1 50 ÷ 300 میلی متر.
p و s 8. جوشکاری شیارها با Tyk
با زغال سنگ آگنوس، نخست ها اصلی PR از دو طرف از دو طرف ناراحت هستند، همانطور که در شکل نشان داده شده است. نه.
شکل. 9. باید با یک زغال سنگ به براکت یا زغال سنگ همراه با کمر
2.3.4 حرکت جادوگر و سکته مغزی از تشویق اتاق در مورد قرار دادن اتاق، آن را به Magis ذوب شده و ثابت شده است (به بند 2.3.3 مراجعه کنید) به طوری که شکاف بین زهکشی 1 ÷ 2 میلی متر است ، و تولید ابزار جوشکاری Magis را با یک TYK در زاویه 90 درجه تولید می کند (با m. 10 و شکل 11). در همان زمان، هر سمت خطی و چاله ها من را از در مورد خورشید EH با تورون ممنوع می کند.
شکل. 11. اتصال یک زغال سنگ تنه در یک اتصال 90 درجه
2.3.5. ما در یک پاساژ از طریق آهنگ های اتوماتیک به N با Carnels اتوماتیک (با M P. 12) یک تراشه تنه در مورد B را پرورش خواهیم داد. جوشکاری با یک تورون از یک گلدان با یک شاتر با یک شاتر در یک نظم متمادی انجام می شود.
P است 12. تقلب قاچاق Magis بر روی دیوار
2.3.6. ما طناب های عمودی تنه را به براکت های H am جوش می دهیم، آن را بر روی دیوارهای اتاق قرار می دهیم (نگاه کنید به شکل 13). جوشکاری به هر براکت با سه با تورون هدایت می شود.
شکل. 1 3. شلخته در قهرمان گلو
2.3 .7 مسابقات سیاهههای مربوط به ردیف اصلی را در ردیف فریم قرار دهید (نگاه کنید به ص 14)، با جوشکاری شیارها به تاج های فریم فریم ردیف، تولید از سه طرف از هر طرف روپوش نوار.
ری 14. تبار از شیارها در ردیف فریم
2.3.8. نقشه های شیارهای تریلر را در میان گذرگاه خود از طریق همپوشانی طبقه بندی کنید (نگاه کنید به ص 15). هنگام تولید کار، ارتش زباله های تنه به سوراخ قاب در هر دو طرف از نوارهای جانبی ساخته شده است.
شکل. 15. عبور از زباله های تنه از طریق همپوشانی
2.3.9. ساختارهای فلزی را در اتاق معدن نصب کنید. پایه های براکت های شکاف به زغال سنگ پایه جوش داده می شود. در قسمت بالای براکت ها، و به نوار های فولادی پخته شده، 3 0 × 4. ضمیمه دلبستگی Ynov Kronex در معدن در شکل نشان داده شده است. شانزده
شکل. 1 6. نمونه ای از نصب براکت ها در معدن
اتصال ردیف ردیف های شکاف بین خود و دیوارهای اتاق با استفاده از مربع های تنه 40 × 50 × 4 ساخته شده است که به چالش های بالایی از براکت های صعود و زغال سنگ نصب شده جوش داده می شود. زهکشی های خصوصی در محل و معادن به ذغال سنگ اصلی جوش داده می شود، با کارنل های شدید از جوش چاله از هر دو طرف (نگاه کنید به ص 9)، و به بقیه ذغال سنگ - از یک طرف در یک سفارش چک (نگاه کنید به ری. 17 و برنج هجده سالگی)
شکل. 1 7. مسابقه موقعیت و محل جوشکاری شایعات شورا در SH Ahte (تقریبی
شکل. 1 8. محل و محل جوشکاری شیارها در قانون W (P Rez Merne)
2.3. 1 0. من دانه های اصلی روکش ردیف های براکت در معدن توسط جوشکاری در مفصل (با M. Ri S 19A) یا Nnales T (با M. Ri S. 19b) شبیه سازی شده است.
شکل. 19. نمونه هایی از Splicing Trunk X میدان
2.3 .11 تاسیسات در چاله های Laddy روی دیوارهای معدن وجود دارد. یک نمونه از مجموعه ای از مجموعه و مکان های جوشکاری از زهکشی. داده شده در شکل. 20 و شکل 21
شکل. بیست . محل و محل جوشکاری زهکشی در معدن (تقریبی)
ری 21 محل و مکان های جوشکاری زهکشی در معدن (تقریبی)
2.3 .1 2. نصب و راه اندازی میله هالوکون ها در K RO SS E به طور مشابه به نصب مشاهدات فلزی در شاه تولید می شود. صفوف آمار در صلیب در میان خود و به اتاق های دیواری اتاق با کمک 40 × 50 × 4 مربع تنه نصب شده است که به چارچوب زغال سنگ صلیب و دیوار جوش داده می شود. نصب شیارهای معمولی در روش متقابل جوشکاری شبیه به کوه در معدن است. یک نمونه از نصب شیارها بر روی سلول CA CA در RI S نشان داده شده است. 22
P است 22. اجرای مجتمع Anvok و Guits در Cheches به Ross
2.3. 1 3. ساخت شیارهای سحر و جادو به سیستم عامل معمولی توسط جوشکاری با استفاده از یک تصادف، که به نوار های معمولی و تنه در هر دو طرف جوش داده می شود (نگاه کنید به RI P 23).
شکل. 23. پاسخ دادن به تنهای تنه به عادی
2.3. 1 4. ساخت شیارهای تنه به شیارهای اصلی در یک محدوده به 2.5 متر خدمت توسط روش با پخت و پز، و چاله تنه برای علاقه مندی Teli با میله های طلبی افزایش یافته است، جوش داده شده به هر دو طرفدار از چاله (نگاه کنید به p. 24)
شکل. 24. چارچوب farthing به 2.5 متر
3 3.1 5. اتصال شیارها برای رشد سلول های کل سیم ها یکسان ساخته شده است، اما اتصال شیارهای اصلی در طول نیز 2.5 متر است و همچنین از استفاده از میله میله فولادی استفاده می شود. یک نمونه از اتصال قبایل LO BOV در شکل. 25
شکل. 25. نمونه ای از اتصال سیم کروم برای سیم های کروم
2.3. 1 6. اتصال قاب با جک های تست در صلیب مشترک توسط پخت و پز ساخته شده است. هنگام اندازه گیری قاب، روش جوشکاری در شکل نشان داده شده است. 26
ری 26. فریم های بسته بندی شده با لانه شکنجه IP در Abon NTS KO M Cross
2 3.1 7. پس از نصب سازه های فلزی، ممکن است اتصالات جوش داده شده از اوکالین را تمیز کنید، بررسی کیفیت اجرای آن و نقاشی مینا خاکستری. 2.3. 1 8. در فرآیند تست کیفیت مفاصل جوش داده شده توسط به طور کلی بازرسی با بزرگنمایی 10 برابر، نقص را می توان تشخیص داد. انواع نقص هایی که در فرآیند جوشکاری آمده اند در شکل نشان داده شده است. 27
شکل. 27. مشاهده نقص در هنگام جوشکاری
2.3.1 9. Devents با Varnya به زمین ARCO با چشم های بعدی از مقیاس و پوشش با یکی با Lozem Sea Em Ali متصل می شود.
2.4 اقدامات امنیتی هنگام انجام جوشکاری
2.4 یکی مسکن منابع قدرت قوس (ترانسفورماتور)، از تجهیزات کمکی پخت و پز، و محصولات جوش داده شده بر مبنای خودرو قبل از شروع کار. 2.4.2 این توسط مس مس مس، یک قدم به یک پیچ مخصوص با کتیبه "Zle Blah" بر روی بدن از منبع رکود من یک قوس، و پایان دوم - به زمین با تایر خود را انجام می شود. 2.4 .3 برای اتصال یک ترانسفورماتور جوشکاری به شبکه، جعبه های دیوار با هلی کوپتر، پیش پرداخت و گیره استفاده می شود. این به LHNA CE 10 متر عادت نکرده است. 2.4.4 اگر شما نیاز به افزایش سیم کشی برق دارید، اتصال با یک توده عایق جامد استفاده می شود. 2.4.5. سیمهای خوراک در ارتفاع 2.5 تا 3.5 متر به حالت تعلیق درآمده اند و کرکره های سیم ها در لوله Tallichki متشکل هستند. 2.4.6 WELDING PRO در S) باید با عایق خوب مورد استفاده قرار گیرد و دارای مقطع متقاطع مربوط به جریان جوشکاری باشد. 2.4.7. فیلترهای Sveti که به پاسخ مشاهدات گوشت، ماسک ها یا آواز وارد می شوند، مطابق با GOST 9497-60 انتخاب می شوند، بسته به جریان جوشکاری. سه نوع انواع بخار با VETO: E-1 (برای جریانهای 30 تا 75 A)، E-2 (برای جریانهای 75 تا 200 A)، E-3 (برای جریانهای 200 تا 400 A)، 3 - 4 ( برای جریان B OL 400 a). 2.4.8. به نظر می رسد چشم کارگران را که در هنگام انجام کار با پخت و پز کمک می کنند، به نظر می رسد، فیلم های سبک در 1، 2 و C-3. 2.4.9 استفاده می شود. آثار جوشکاری در CodeGuard SPE از تارپولین یا مربع از Ukin ساخته شده است، در دستکش ها و سرپوش ها، در حالی که شلوار به دلیل زندگی نیست، باید در کفش، جیب ها - باید یک بدن از دریچه ها باشد ، و ژاکت NE باید در شلوار پر شود. 2.4 .1 0. هنگامی که جوشکاری سقف، جوش های افقی و عمودی، پرانتز های نوار و عمودی پوشیده شده و به شدت محکم در بالای آستین برای دست ها. 2.4 یازده Zaches جوش داده شده جوش داده شده از سرباره تنها پس از پر از خنک کننده و مطمئن شوید که عینک با عینک های ساده است. 2.4 1 2. سفارشات تهویه به LZNA ارائه می دهد که چه کسی DuGhead را با الکترودهای جوشکاری دستی دستی با پوشش های با کیفیت بالا از 4000 تا 6000 متر مربع در هر کیلوگرم مصرف الکترود ارائه می دهد. 2.4 1 3. غلظت های زیر مواد در هوا در محل کار مجاز می باشند (در mg / m 3): m argan و ترکیبات آن - 0.3؛ کروم و ترکیبات آن - 0.1؛ سرب و ترکیبات آن - 0.001؛ هیدروژن فلوراید - 0.5؛ اکسید و اسید - 5.0؛ بنزین، Ke Rosin - 300.0. غلظت Netox و گرد و غبار بیش از 1 0 mg / m 3 مجاز نیست، با این حال، اگر محتوای کوارتز در گرد و غبار بیش از 1٪ 0 باشد، سپس غلظت گرد و غبار غیر سمی تنها به 2 میلی گرم / متر 3 اجازه می دهد.2.5. ترکیب صلاحیت عددی از هنرمندان
کار بر روی MODA در Metaloons از کامیون های حمل و نقل، روش جوشکاری با پیوند کل تعداد 3 نفر از گوسفند A انجام می شود، که شامل: Mont Tazhn IR ارتباطات 5 تخلیه و DAI Ma Onewarna اتصال 4 برابر یک ردیف است ، یکی از آنها دوره های آموزشی را تکمیل کرده است. جوشکاری کار می کند.2.6. محاسبه هزینه های کار
هنجار زمان جوشکاری - TLES نیز از زمان آماده سازی - T N، در مورد دینامیک در مورد زمان - T O، زمان کمکی - T B، زمان تکمیل شده - T D و Z از زمان غیر مجاز - T Z را تکمیل می کند.جایی که y \u003d 7.85 g / cm 3 - خاص تنگ با Tali، f \u003d 0، 5 5 s m 2 - پاپ راه آهن مقطع WA، L \u003d 1 00 سانتی متر - طول جوش، d b \u003d 1 0 g / a · c - Cooph Fitises از الکترودهای الکترود، j \u003d 1 80 A، قدرت جوشکاری، پشته است. \u003d 0.25 - ضریب، با توجه به سازماندهی کار، K - ضریب ENT، با توجه به ارگان های کار، در هر 1 00 سانتیمتر، T O زمان اصلی سوزاندن قوس است. محاسبه TR به شما باید در جدول داده شود. 3
جدول 3
|
توجیه (Yenir، و غیره) |
نام آثار |
واحد اندازه گیری |
دامنه کار |
نرخ زمان در واحد اندازه گیری، فرد H |
هزینه های کار برای کل حجم، شخص H |
نرخ هر واحد اندازه گیری، Rub.-COP. |
هزینه هزینه های کل حجم، مالش - COP. |
| نصب و راه اندازی Meta LL سازه های ویندوز با روش جوشکاری |
2.7 طرح کنترل کیفیت عملیاتی
طرح کنترل کیفیت عملیاتی هنگام انجام کار بر روی نصب و راه اندازی ME ME با استفاده از روش جوشکاری در جدول داده می شود. چهار.جدول 4
|
نام عملیات برای کنترل |
کنترل کیفیت عملیات |
خدمات پیوست شده |
||||
|
سازنده کار |
استاد |
|||||
| کار آماده سازی | صحت سازماندهی کارگر با آن. صلاحیت تجهیزات جوشکاری و محور A Adezhn از آن. حضور و صحت ساختارهای لازم و قطعات | بصیر | د در مورد شروع کار با پنجره های پخت و پز فلزی | |||
| کیفیت با E denunions | ترک های مزاحم، منافذ، سربارها شامل چنی، ضرورت، زیرشاخه، سوپاپ، سوختگی، دهانه، فروش ناهموار از عرض جوش، جابجایی جوش های X لبه | به صورت بصری، با یک ذره بین 10 - چند تن از مل | در روند جوشکاری | |||
3. شاخص های فنی و اقتصادی
شدت کار آثار، فرد DN. - مدت زمان، روز - تعداد نصب کننده های Anny، مردم. - 34. منابع مواد و فنی
نیاز به ابزار و دستگاه ها منجر به جدول می شود. پنججدول 5
|
نام |
نوع، مارک، GOST، TU |
شماره، رایانه های شخصی |
هدف |
|
| الکتریکی هادی 300 A یا 500 A |
GOST 14651-78 E. |
برای نگه داشتن الکترود برای جوشکاری | ||
| سیم کارت جوش و PRGD L \u003d 3 متر |
GOST 6371 - 77E |
برای زیر از رابطه به EL Ejector RO DOUTDOR | ||
| جفت | برای اتصال سیم ها | |||
| ترمینال زمین | من به بخش جوش داده ام | |||
| RTO RTC با Di Electric Handle L \u003d 200 میلی متر |
GOST 17199 -7 1 |
برای ساعت های مختلف کار در تعمیر تجهیزات جوشکاری | ||
| انبردست ها به حیوانات متصل می شوند L \u003d 200 M m |
GOST 17440 -72. |
|||
| شماره کلید REMORCING 2 |
GOST 7275-75 |
برای اتصال سیم ها | ||
| چکش 2 |
GOST 2310 - 70 |
برای سلب کردن درز | ||
| St E Clo Last (SV Etoto Iltr) نوع E - 2، E - 3، E - 4 |
GOST 9497 - 60 |
برای N چشم مخزن از de I قوس جوشکاری | ||
| نور شیشه ای اندازه 52 × 1 04 × 3 | برای حفاظت از فیلتر نور | |||
| قلم مو فلزی به Cardol E NTE |
TU- 494-01 -104-76 |
برای غرق شدن در سطوح | ||
| ماسک جوشکار SS |
GOST 136 1-69 |
برای محافظت در برابر قوس پخت و پز | ||
| اسهال |
GOST 72 11 -72 |
برای سلب کردن درز | ||
| متر تاشو من متحد است |
GOST 7253 - 54 |
برای اندازه گیری قطعات و فاصله بین آنها | ||
| جوشکاری ترنس برای RM AR | ||||
| زراعت |
GOST 9466-75 |
وزارت ارتباطات اتحادیه SSR
طراحی تخصصی و تکنولوژیکی
دفتر ارتباطات فناوری ساخت و ساز
تایید
قائم مقام. سر GRS
A. I. pralin
مسیریابی
بر روی نصب و راه اندازی ساختارهای فلزی روش PBX
جوش قوس الکتریکی
شکل. 1. موقعیت جوش نسبت به تلاش فعلی:
الف) Flanking، B) Frontal، C) مورب
![]()
شکل. 2. موقعیت جوش در فضا:
الف) پایین، ب) افقی، ج) عمودی، D) سقف
شکل. 3. فرم های خارجی جوش ها:
a) محدب، ب) طبیعی، c) مقعر
2.2.8. قطر الکترود جوشکاری بسته به ضخامت لبه های جوش داده شده، نوع مفصل جوش داده شده و نمونه ها نصب شده است. برای ترکیبات لب به لب، توصیه های عملی در مورد انتخاب قطر الکترود بسته به ضخامت لبه های جوش داده شده دریافت می شود:
2.2.9. هنگام انجام ترکیبات زاویه ای و تسهیج، اندازه رده بندی در نظر گرفته شده است: با یک چاقو از SEP 3 ÷ 5 میلیمتر، جوشکاری توسط یک الکترود با قطر 3 ÷ 4 میلیمتر و الکترودهای با یک الکترود ساخته شده است قطر 4 ÷ 5 میلیمتر با یک چاقو 6 ÷ 8 میلیمتر استفاده می شود.
2.2.10 با توجه به قطر انتخاب شده الکترود، مقدار جریان جوشکاری بر روی برچسب کارخانه به بسته با الکترود نشان داده می شود.
2.2.11. مقدار جریان جوشکاری برای الکترودهای 4 ÷ 6 میلی متر می تواند توسط فرمول تعیین شود:
y \u003d (40 ÷ 60) · de،
جایی که Y ارزش جریان جوشکاری است، و؛
د قطار الکترود، میلی متر است.
2.2.12 مقدار جریان جوشکاری برای الکترودهای با قطر کمتر از 4 میلیمتر و بیش از 6 میلی متر می تواند توسط فرمول تعیین شود:
y \u003d (20 + 6de) · de.
این باید اصلاح شود، با توجه به ضخامت فلز و موقعیت جوش.
با ضخامت لبه ها از 1،3d به 1،6، مقدار محاسبه شده جریان جوشکاری توسط 10 ÷ 15 درصد کاهش می یابد و با ضخامت لبه های 3DE بیشتر - افزایش 10 ÷ 15٪. جوش های عمودی و سقف با یک جریان، 10 ÷ 15٪ کمتر از محاسبه شده انجام می شود.
2.2.13. الکترودهای فلزی برای جوشکاری قوس الکتریکی مطابق با GOST 9466-75 تولید می شود. "الکترودهای پوشش داده شده فلزی برای جوشکاری قوس دستی و پوشش. طبقه بندی، اندازه ها و نیازهای فنی عمومی. "
اندازه GOST نصب شده:
میز 1
|
قطر الکترود، میلی متر |
طول الکترود، میلی متر |
||
|
کربن و سیم آلیاژی |
از سیم آلیاژی بالا |
||
2.2.14. انحراف مجاز در طول طول الکترود در دست ساخته شده تا ± 7 میلی متر و با دستگاه به ± 3 میلی متر است. انحراف مجاز در قطر در محدوده -0.12 تا +24 میلی متر بسته به مقدار قطر و درجه تنظیم دقت.
2.3. روش های توالی و کار
2.3.1 مونتاژ یک پست جوشکاری (نگاه کنید به شکل.) برای آنچه:
شکل. 4. طرح پست جوش برای جوشکاری دستی
الف) ترانسفورماتور جوشکاری را به صورت ویژه مجهز کنید، مطابق با مقررات ایمنی و ایمنی ایمنی "، محل. نام تجاری ترانسفورماتور جوشکاری را در جدول انتخاب کنید. .
جدول 2
|
جوشکاری جریان، و |
ولتاژ، B. |
قدرت امتیاز، SQ · a |
ابعاد کلی، میلی متر |
توده، کیلوگرم. |
||||
|
کار اسمی |
حرکت بیکار |
|||||||
|
اسمی |
محدودیت مقررات |
|||||||
توجه داشته باشید. جدول ترانسفورماتور سریال منتشر شده برای جوشکاری قوس دستی را نشان می دهد. ترانسفورماتور مجاز به جایگزینی با دیگر مشابه استفاده می شود؛
ب) ترانسفورماتور نصب شده را به شبکه تامین برق متصل کنید از طریق سوئیچ یا شروع کننده مغناطیسی با استفاده از سیم های PRG (GOST 20520-80)، ACPT یا AKPRTN (GOST 13497-77E)؛
ج) زمین مسکن ترانسفورماتور جوشکاری با استفاده از سیم های ذکر شده در بند B؛
د) یکی از پایانه های ترانسفورماتور جوش را به بخش جوش داده شده با گیره متصل کنید (نگاه کنید به شکل.) سیمها (GOST 20520-80)، ACPT یا AKPRTN (GOST 13497-77E)؛
شکل. 5. گیره برای اتصال سیم جوش به محصول جوشکاری:
a) بیرونی، ب) پیچ
الف) ترمینال دوم ترانسفورماتور جوش را به دارنده الکتریکی وصل کنید (نگاه کنید به شکل) سیم ها یا PBGO (GOST 6731-77E)؛
شکل. 6. انواع دارندگان برق
الف) بخش مقطعی از سیم را برای جوشکاری با طول آنها انتخاب کنید نه بیش از 30 متر در استانداردهای توصیه شده:
|
بزرگترین ارزش جریان جوشکاری و |
||||
|
منطقه هدایت، MM2: |
||||
|
تنها |
||||
|
دو برابر |
g) با طول سیم های جوش تا 100 تا 150 متر، کاهش ولتاژ را با فرمول تعیین کنید:
ul \u003d 1،73JρL / s،
جایی که UL کاهش ولتاژ، در؛
ج - جوشکاری جریان، و؛
ρ مقاومت سیم ها، OHM · m؛
l طول سیم، m؛
s منطقه مقطع عرضی سیم، mm2 است.
اگر ارزش UL بیش از حد مجاز بیش از 5٪ باشد، لازم است که منطقه صلیب سیم را افزایش دهیم؛
h) استفاده از محافظت از چشم و پوست فرد هنگام انجام جوشکاری با پانل ها، ماسک ها یا کلاه ایمنی (GOST 1361-69) (نگاه کنید به شکل.
شکل. 7. درمان برای اثرات جوشکاری قوس جوش و فلزات
2.3.2 با توجه به طراحی و مستندات آموزنده از تمام مربع های دیواری مورد نیاز، براکت ها در محل تخصیص، صلیب، معادن و نیروگاه ها، نصب کنید.
شکل. 9. اتصال قطر به براکت یا کربن در امتداد دیوار
2.3.4 از بین بردن تراشه تنه از طریق سوراخ در دیوار اتاق، حرکت آن را به چاله تنه گذاشته و ثابت (نگاه کنید به ص.) به طوری که شکاف بین زهکشی برابر با 1 ÷ 2 میلی متر است، و جوشکاری از زباله های تنه را به اتصال در زاویه 90 درجه (سانتی متر. شکل و شکل). در همان زمان، هر نوار جانبی از زغال سنگ از هر طرف از بین رفته است.
شکل. 11. اتصال یک زغال سنگ تنه در یک اتصال 90 درجه
2.3.5. ما طناب تنه را از طریق دیوار به زغال سنگ به دیوار متصل می کنیم (نگاه کنید به شکل. جوشکاری در یک طرف از یک بند یک طرفه در یک سفارش چکش ساخته شده است.
شکل. 12. عبور از شکایت اصلی از طریق دیوار
2.3.6. ما طناب های عمودی تنه را به براکت های ثابت بر روی دیوار اتاق جوش می دهیم (نگاه کنید به شکل. جوشکاری به هر براکت از سه طرف ساخته شده است.
شکل. 13. نصب تراشه اصلی عمودی به دیوار
2.3.7. محرکه های تنه تنه را در ردیف فریم قرار دهید (نگاه کنید به شکل.)، با جوشکاری شیارها به براکت های ردیف فریم، از سه طرف از هر طرف روپوش تولید می شود.
شکل. 14. تبار از شیارها در ردیف فریم
2.3.8. نژادهای زهره های تنه را در مکان های عبور خود از طریق همپوشانی کف (نگاه کنید به شکل). در تولید آثار، جوش های تنه ای به چارچوب سوراخ سوراخ، به سمت سر از چاله در هر دو طرف.
شکل. 15. دستگاه قدرتمند از زباله های تنه از طریق همپوشانی
2.3.9. ساختارهای فلزی را در اتاق معدن نصب کنید. پایه های براکت های شکاف به زغال سنگ پایه جوش داده می شود. در بالای براکت ها به نوار فولادی 30 × 4 جوش داده شده است. یک نمونه از نصب براکت ها در معدن در شکل نشان داده شده است. .
شکل. 16. نمونه ای از نصب براکت ها در یک معدن
اتصال ردیف ردیف های شکاف بین خود و به دیوارهای اتاق با کمک 40 × 50 × 4 برق ساخته شده است که به بالای صفحه های اسلات و زغال سنگ نصب شده متصل می شوند. زهکشی های خصوصی در محل شفت به ذغال سنگ اصلی جوش داده می شوند و به زغال سنگ های شدید از دو طرف جوش داده می شوند (نگاه کنید به شکل)، و بقیه ذغال سنگ - از یک طرف در یک سفارش شطرنج (نگاه کنید به شکل . و شکل).
شکل. 17. محل و محل جوشکاری زهکشی در معدن (تقریبی)
شکل. 18. محل و محل جوشکاری زهکشی در معدن (تقریبی)
2.3.10 نصب زغال سنگ اصلی ردیف های براکت در معدن بوسیله جوشکاری در مفصل (نگاه کنید به شکل a) یا vanbest (نگاه کنید به شکل ب).
شکل. 19. نمونه هایی از splicing مربع های تنه
2.3.11. ساخت هوای هوا بر روی دیوارهای اتاق معدن. یک مثال از محل و محل جوشکاری از زهکشی در شکل نشان داده شده است. و شکل .
شکل. 20. محل و محل جوشکاری زهکشی در معدن (تقریبی)
شکل. 21. محل و محل جوشکاری زهکشی در معدن (تقریبی)
2.3.12. نصب و راه اندازی سازه های فلزی در صلیب به طور مشابه به نصب سازه های فلزی در معدن ساخته شده است. صفوف آمار در صلیب در میان خود و به اتاق های دیواری اتاق با کمک 40 × 50 × 4 مربع تنه نصب شده است که به چارچوب زغال سنگ صلیب و دیوار جوش داده می شود. نصب شیارهای معمولی در روش متقابل جوشکاری شبیه به کوه در معدن است. یک نمونه از نصب شیارهای بالای سلول های متقاطع در شکل نشان داده شده است. .
شکل. 22. نمونه ای از نصب شیارها بر روی سلول های متقاطع
2.3.13. چفت و بست از تنه های تنه به عادی توسط جوشکاری با استفاده از یک میله انجام می شود، که به طرف های جانبی های معمولی و تنه در هر دو طرف جوش داده می شود (نگاه کنید به شکل 23).
شکل. 23. اتصال به چوبه اصلی به عادی
2.3.14. چفت و بست، شیارهای تنه به شیارهای اصلی در spangle، تا 2.5 متر توسط روش جوشکاری انجام می شود و Chute Trunk برای قدرت توسط میله های فولادی تقویت می شود، جوش داده شده به هر دو طرفه از چاله ها (نگاه کنید به شکل.) .
شکل. 24. اتصال چمدان در طول به 2.5 متر
3.3.15. چفت و بست شیارها برای سیم های Crossbar به طور مشابه به چفت و بست های تنه تنه در فاصله تا 2.5 متر، تنها با جوشکاری، تنها بدون استفاده از میله های سفتی فولادی ساخته شده است. یک نمونه از چفت و بست، شیارها در شکل نشان داده شده است. .
شکل. 25. نمونه ای از اتصال سیم کروم برای سیم های کروم
2.3.16. چارچوب قاب با جک های آزمون در صلیب مشترک توسط جوشکاری ساخته شده است. یک نمونه از چارچوب چارچوب با روش جوشکاری در شکل نشان داده شده است. .
شکل. 26. چارچوب چفت و بست با لانه تست در صلیب مشترک
2.3.17. پس از نصب سازه های فلزی ساخته شده است، اتصالات جوش داده شده از مقیاس، بررسی کیفیت اجرای آنها و نقاشی با مینای خاکستری.
2.3.18. در روند بررسی کیفیت اتصالات جوش داده شده با بازرسی خارجی با بزرگنمایی 10 برابر، نقص ممکن است شناسایی شود. انواع نقص هایی که در فرآیند جوشکاری آمده اند در شکل نشان داده شده است. .
شکل. 27. انواع نقص هنگام جوشکاری
2.3.19. نقص اتصالات جوش داده شده توسط یک اردوگاه با تمیز کردن بعدی از مقیاس و پوشش با یک لایه مینای خاکستری اصلاح می شود.
2.4 اقدامات امنیتی هنگام انجام جوشکاری
2.4.1 مسکن منابع قدرت قوس (ترانسفورماتور)، لوازم جانبی جوشکاری و محصولات جوش داده شده تا زمان شروع کار، زمین است.
2.4.2 زمینکاری انجام می شود سیم مسی، یکی از انتهای آن به یک پیچ مخصوص با کتیبه "زمین" بر روی مسکن منبع منبع تغذیه قوس متصل شده است، و پایان دوم به تایر زمینی.
2.4.3. برای اتصال یک ترانسفورماتور جوشکاری به شبکه، کمربندهای دیوار با سوئیچ ها، فیوزها و گیره ها استفاده می شود. طول سیم های منبع تغذیه نباید بیش از 10 متر باشد.
2.4.4 اگر شما نیاز به گسترش سیم های قدرت، اتصال با یک جرم عایق جامد استفاده می شود.
2.4.5. سیم های خوراک در ارتفاع 2.5 تا 3.5 متر به حالت تعلیق درآمده اند و برش های سیم ها در لوله های فلزی به پایان می رسد.
2.4.6 سیم های جوشکاری باید با یک عایق کاری قابل استفاده استفاده شوند و مقطع عرضی مربوط به جریان جوشکاری را داشته باشند.
2.4.7. فیلترهای سبک که به سوراخ مشاهده سپر، ماسک یا کلاه ایمنی وارد می شوند، بسته به جریان جوشکاری، بر اساس GOST 9497-60 انتخاب می شوند. چهار نوع فیلترهای نور شیشه ای ارائه شده است: E-1 (برای جریانهای 30 تا 75 A)، E-2 (برای جریانهای 75 تا 200 A)، E-3 (برای جریان های 200 تا 400 A)، 3 - 4 ( برای بیش از 400 جریان، اما).
2.4.8. برای محافظت از چشم کارگران، کمک به هنگام انجام جوشکاری، فیلتر B-1، B-2 و B-3 استفاده می شود.
2.4.9. آثار جوشکاری در لباس های پارچه ای از پارچه های تارپولین یا متراکم ساخته شده اند، در دستکش و سرپوش، در حالی که شلوار نباید به کفش ها پر شود، جیب ها باید با سوپاپ ها بسته شوند، و ژاکت نباید در شلوار دوباره پر شود.
2.4.10 هنگامی که سقف جوشکاری، درزهای افقی و عمودی، تنه تار پوشیدنی و محکم آنها را در بالای آستین در دست قرار می دهد.
2.4.11. درزهای جوش داده شده از سرباره فقط پس از خنک سازی کامل و مطمئن شوید که عینک با عینک های ساده.
2.4.12. دستگاه های تهویه باید تبادل هوا را هنگام الکترودهای جوشکاری دستی با پوشش با کیفیت بالا از 4000 تا 6000 متر مکعب در هر کیلوگرم مصرف الکترود ارائه دهند.
2.4.13. غلظت های زیر مواد در هوا در محل کار مجاز می باشد (در mg / m3): منگنز و ترکیبات آن - 0.3؛ کروم و ترکیبات آن - 0.1؛ سرب و ترکیبات آن - 0.001؛ هیدروژن فلوراید - 0.5؛ اکسید نیتروژن - 5.0؛ بنزین، نفت سفید - 300.0.
غلظت گرد و غبار غیر سمی بیش از 10 میلی گرم / متر مکعب مجاز نیست، با این حال، اگر محتوای کوارتز در گرد و غبار بیش از 10٪ باشد، غلظت گرد و غبار غیر سمی تنها به 2 میلی گرم در متر مکعب می رسد.
2.5. ترکیب صلاحیت عددی از هنرمندان
کار بر روی نصب و راه اندازی ساختارهای فلزی PBX با استفاده از روش جوشکاری با پیوند با تعداد کل 3 نفر انجام می شود که شامل: خط مونتاژ 5 تخلیه و دو مجمع ارتباطات 4 تخلیه، یکی از آنها دوره های تکمیل شده را انجام می دهد بر روشهای جوشکاری.
2.6. محاسبه هزینه های کار
نرخ زمان بر روی جوشکاری - T از پنج عنصر تشکیل شده است: زمان آماده سازی - TP، زمان اصلی - به، زمان کمکی - TB، زمان اضافی - TD و زمان نهایی - TZ.
جایی که y \u003d 7.85 g / cm3 - تراکم خاص فولاد،
f \u003d 0.55 cm2 - مقطع عرضی درز
l \u003d 100 سانتی متر - طول جوش،
db \u003d 10 g / a · h - ضریب پوشش الکترودها،
j \u003d 180 a - قدرت فعلی در طول جوش،
کودتا \u003d 0.25 - ضریب، با توجه به سازماندهی کار،
k - ضریب، با توجه به سازماندهی کار 100 سانتی متر درز
زمان اصلی سوزاندن قوس است.
محاسبه هزینه های کار در جدول نشان داده شده است. .
جدول 3
|
نام آثار |
واحد اندازه گیری |
دامنه کار |
نرخ زمان در واحد اندازه گیری، فرد H |
هزینه های کار برای کل حجم، شخص H |
نرخ هر واحد اندازه گیری، Rub.-COP. |
هزینه هزینه های کل حجم، Rub.-COP. |
|
|
نصب و راه اندازی سازه های فلزی PBX با روش جوشکاری |
پایدار مصاحبه با متخصص
24.09.2016 , 10:32
مشکلات پشت و مفاصل - مسیر مستقیم به معلولیت! چگونه می توان خود را نجات داد و درد را فراموش کرد، به دکتر می گوید علوم پزشکی، پروفسور Bubnovsky سرگئی Mikhailovich
2015-10-25از هیئت تحریریه: طبق آمار، هر 8 روسیه از استئوچندروز رنج می برد، بیماری های مختلف مفاصل (آرتریت، آرتریت، رادیکولیت). به نظر نمی رسد مرگبار نیست، اما ... ابتدا بیماران باید زندگی کنند، اما وجود دارد. و پس از آن، به دلیل محدود کردن تحرک، بیماری های مرتبط با آن مانند فتق، اختلالات متابولیک و عدم فرصت برای راه رفتن وجود دارد. چگونه از مشکلات سیستم های اسکلتی عضلانی خلاص شویم و از پزشک علوم پزشکی پرسیدیم، پروفسور Bubnovsky Sergey Mikhailovich پرسیدیم
سلام، سرگئی Mikhailovich. به من بگو: آیا این درست است که چنین مرگبار، در نگاه اول، بیماری ها، به عنوان رادیکولیت و استئوچندروز، می تواند بیماری های جدی بیشتری ایجاد کند؟ و آیا این درست است که هر 8 روسی بیمار است؟
بعد از ظهر خوب، ایرینا. از استئوچندروز و رادیکولیت نمی میرند اما، یک نقطه مهم وجود دارد - اگر آنها آنها را درمان نکنند، به معنای واقعی کلمه به مدت شش ماه یک دسته از بیماری های همزمان به نظر می رسد. این افزایش وزن و انحنای نخاعی و اختلالات متابولیک است. و بدترین حالت - در آخرین مراحل در مفاصل ممکن است رخ دهد tompetions که منجر به سرطان می شود.
به عنوان مثال، بدون درمان فتق می تواند به تومور بدخیم تبدیل شود. بله، می توان آن را اداره کرد، اما ... این پشت است. شما می توانید غیر فعال باقی بمانید
درباره آمار: متأسفانه، بیش از 50 درصد جمعیت روسیه از استئوچندروز و رادیکولیت در کل رنج می برند. و این وحشتناک ترین - این بیماری "جوان" است. اگر زودتر، مردم از 40 سالگی برای درمان درمان شدند، پس جوانان شروع به آمدند.
بنابراین، اگر پشت، گردن یا مفاصل، نباید بیمار نباشند، همه چیز را برای خستگی نگذارید. به احتمال زیاد، یکی از این بیماری ها به شما رسید.
- چه چیزی باید در چنین شرایطی انجام شود؟
من پاسخ خواهم داد - درمان شده است. فقط دو مشکل وجود دارد.
اول: در اکثر بیمارستان ها هیچ جراح روماتولوژیک وجود ندارد که بتوانند تشخیص و تشخیص را در زمان تشخیص دهند.
دوم: جراحان روماتولوژی شهر اغلب به ماهیت مشکل عمیق تر نمی شوند، زیرا این بیماری ها مزمن و خطرناک نیستند. آنها به سادگی ژل هایی را که احساسات دردناک را از بین می برند، تجویز می کنند و توصیه می کنند که شارژ شوند. این، به عنوان یک نتیجه، یک فرد باقی می ماند یکی در یکی با مشکل و درد او است.
البته، موسسه ما، شخصا، و تیم من در حال تلاش برای حل این وضعیت است. اما، متأسفانه، ما نمی توانیم سفارشات را به کلینیک های منطقه ارائه دهیم و وضعیت را تنظیم کنیم.
بنابراین، ما تصمیم گرفتیم به راه دیگری برویم، و اخیرا یک پیشرفت واقعی را در داخل انجام دادیم پروژه بین المللی "بدون درد". ما مطمئن هستیم که به تغییر وضعیت در کشور کمک خواهد کرد و به مردم کمک می کند تا زندگی کامل زندگی کنند.
- به این ترتیب، شما در حال حاضر یک راه حل برای مشکل درد در پشت، گردن و مفاصل دارید؟
بله وجود دارد در چارچوب پروژه، ما به اولین آماده سازی که تحت این برنامه ایجاد شده است، دسترسی پیدا کردیم. قبلا این عامل به روسیه عرضه نشد، زیرا هیچ مجوز و ظرفیت لازم وجود نداشت و تمام احزاب موجود در چین و ایالات متحده بازخرید شدند. ما به دست آمده برای شرکت در توسعه و تحقیق کرم آرتپانت، و در حال حاضر به روسیه می آید!
- دقیقا موفقیت چیست، این دارو چیست؟
Arthropant - کرم اثبات شده برای مبارزه با درد در مفاصل، آرتریت و آرتروز، به سادگی بدن را دوباره راه اندازی می کند و شامل بازسازی سلول های آسیب دیده می شود. به این ترتیب، علت درد خود را از بین می برد و ستون فقرات، مفاصل در حالت طبیعی، طبیعی را باز می گرداند. به همین دلیل، بیمار فقط از علائم خلاص می شود، بلکه به یک فرد کاملا سالم تبدیل می شود.
در ابتدا، arthropant راه اندازی مجدد سیستم بازسازی بدن، عبور سندرم درد. در حال حاضر در دو یا سه هفته، درمان کامل خواهد شد، و مهمتر از همه، مجاز به ظهور درد نیست، بلافاصله تکرار دوره.
- کرم "arthropant" تنها از استئوچندروز، رادیکولیت و آرتروز کمک می کند؟
نه فقط. با استفاده از آن، شما می توانید هر گونه بیماری مرتبط با بیماری های مفاصل یا ستون فقرات - آرتروز و آرتریت، اسشی، روماتیسم، رادیکولیت و استئوچندروز، دیسک های جابجایی را درمان کنید. همچنین می تواند در sporers و natopysh استفاده شود، برای از بین بردن "wearers" (رسوبات چربی در ناحیه مهره چهارم)، آسیب ها، شکستگی ها، جابجایی ها و بسیاری از بیماری های دیگر.
این یک ابزار بسیار جالب است. و این درست است، از تمام این بیماری ها خلاص می شود و نه فقط درد را از بین می برد؟
کرم "arthropant" و از بین بردن درد (در مراحل اولیه درمان)، و به طور کامل بیماری را از بین می برد. در حال حاضر این تنها در نوع خود است، که، در واقع، کمک می کند.
- به این ترتیب معلوم می شود که آرتروپانت می تواند در روسیه خریداری شود؟ و، به هر حال، کجا تولید می شود؟
بله، در حال حاضر Arthopent را می توان در روسیه خریداری کرد. این به دلیل این واقعیت است که ما به پروژه پیوستیم و به توسعه کمک کردیم. Arthopent در دستور العمل باستانی برای Selkups در شمال غرب سیبری ساخته شده است. این دستور از نسل به نسل منتقل می شود و در محرمانه ترین محرمانه نگه می دارد.
به علاوه، وزارت بهداشت تصمیم گرفت تا در برنامه شرکت کند و هزینه تحویل را جبران کند. بنابراین، کرم "Artport" 2 برابر ارزان تر از آن است که در کشورهای دیگر اجرا شود.
- کجا می توانم آرتروپنت را خریداری کنم؟
ما می خواستیم یک پیاده سازی در مقیاس بزرگ را در زنجیره های داروسازی کشور شروع کنیم، اما متأسفانه داروخانه ها نمی خواهند کرم بازرگانی زیر هزینه خود را به فروش برسانند و می خواهند درصد زیادی را افزایش دهند.
بنابراین، ما چنین ایده ای را رد کردیم و تصمیم گرفتیم هزینه های موجود را حفظ کنیم و فرصت را برای به دست آوردن آن به همان اندازه که ممکن است بهبود پیدا کنیم. در حال حاضر کرم را می توانید در وب سایت رسمی این پروژه قرار دهید.
تحویل توسط پست الکترونیکی، پول نقد در تحویل ساخته شده است، و برای استفاده از کرم نیاز به یک متخصص متخصص - درمان به عنوان ساده به عنوان امکان پذیر نیست.
سرگئی Mikhailovich، متشکرم از مصاحبه! شاید شما می خواهید چیزی را به خوانندگان ما بگویید قبل از اینکه ما خداحافظی کنیم؟
بله حتما. من می خواهم توجه خوانندگان را جلب کنم که بیماری های پشت و مفاصل "جوانتر" و حتی درد ناگهانی دوره ای هستند - دلیل توجه به مشکل. در عین حال، رستگاری سلامت او به طور مستقیم به شما بستگی دارد. دکتر شما را متقاعد نمی کند که درمان شود. همه در دستان شما.
همچنین باید به یاد داشته باشید که بیماری های ناشی از درد پشتی و مفاصل نه تنها ناراحتی را به ارمغان نمی آورد. آنها شما را از زندگی عادی محروم می کنند و زندگی خود را برای 10-15 سال کوتاه می کنند. و با کرم "Arthropian" شما این سالها را ذخیره خواهید کرد، و شما می توانید به طور معمول زندگی کنید.
با تشکر از شما، سرگئی Mikhailovich! و ما به شما یادآوری می کنیم که در نظرات شما می توانید سوالات خود را بپرسید یا نظر خود را در مورد کرم ArtPant ترک کنید.
P.ss: پس از مصاحبه، ما از سرگئی Mikhailovich درخواست کردیم. و برای خوانندگان سایت ما در حال حاضر فرصتی برای سفارش کرم "arthropant" با تخفیف اضافی وجود دارد! و برای همیشه در مورد بیماری های مرتبط با مفاصل و ستون فقرات فراموش شده است
Irina Mahangonova اعلام کرد
عکس از منابع باز