Початківцю зварнику. Як варити зварювальним інвертором
- Що потрібно і важливо знати?
- Як навчитися працювати інвертором?
- Контроль дуги: особливості
- Сварка дротом: шви і їх дефекти
Сварка інвертором для початківців має свої особливості і вимоги, адже ті, хто перший раз бере в руки такий агрегат, повинні знати, для чого він служить і як працює. Дану апаратуру використовують з метою з'єднання металевих листів за рахунок електричного розряду. На відміну від старих моделей, інвертори набагато простіше в експлуатації, а сама не являє собою нічого складного.
Популярність такої техніки обумовлена тим, що, незважаючи на свої компактні габарити, багатофункціональність пристрою дозволяє виконувати досить складні роботи, які старі трансформатори виконати не могли. Все спожите електрику задіяно в створенні дуги і зварювальному процесі, тому ККД буде вище, а витрата електроенергії нижче.
Що потрібно і важливо знати?
Зварювальні апарати інверторного типу зручно використовувати тим, хто перший раз буде стикатися зі зварювальним справою. По-перше, вони економічні, а по-друге, техніка зварювання досить проста, тому з нею впорається навіть новачок.
Інвертор працює від електричної мережі, відповідно, в робочому процесі все навантаження йде саме на неї. Але, на відміну від старих прототипів, при включенні такої апаратури в мережу не буде відбуватися різких стрибків електроенергії, до того ж пристрій має на увазі наявність спеціального накопичувального конденсатора.
- Слід знати, що електрозварювання проводиться таким робочим елементом, як електрод. Його розмір буде впливати на кількість витрачається електроенергії, тобто чим він більший, тим більше потрібно струму. Якщо вчасно не звернути увагу на цей момент, то при включенні апарату в мережу є ймовірність спалити не тільки свою техніку, а й сусідську теж.
- Щоб зварювати метал правильно, слід знати, які мінімальні вимоги у електрода до електрики. Справа в тому, що якщо показник опустити нижче мінімуму, то шва просто не створити. На сильному струмі електрод швидко згоряє, і хоча стик виходить, але його якість залишає бажати кращого.
- Важливо знати кут нахилу електрода, так як цей момент безпосередньо впливає на товщину одержуваного стику.
Повернутися до списку
Як навчитися працювати інвертором?
Сварка дротом має свої основні кроки. Якщо новачок уважно з ними ознайомиться, то все у нього вийде. Але слід відразу сказати, що найкраще починати тренуватися на непотрібних деталях, тобто поки набивати руку. Це необхідно для того, щоб відчути апаратуру, а також зрозуміти, як правильно притримувати електрод, щоб шов виходив тонкий, але якісний і акуратний.
Отже, керівництво до дії виглядає наступним чином:

- В першу чергу необхідно подбати про свою безпеку. Так як робота буде проходити з розпеченим металом, є ризик його розбризкування. Тому в обов'язковому порядку варто підготувати комплект робочої одяг, куди будуть входити захисні рукавички (але ні в якому разі не гумові), спеціальний захисний шолом, який має щиток зі склом для видимості, і груба верхній одяг (комбінезон та куртка або просто куртка). І обов'язково закрите взуття.
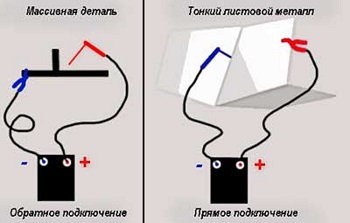
- Далі необхідно налаштувати інструмент. Для цього ток встановлюється на необхідні значення, які повинні відповідати робочим електродів. Оптимальним розміром в даному випадку буде 2-5 мм. Струм регулюється з розрахунком товщини метала і розміру деталі. Новачкам зручно користуватися інвертором ще й тому, що сучасні моделі мають позначення на своєму корпусі, які підкажуть силу енергії, яка використовується під час тієї чи іншої товщині. Щоб уникнути залипання електрода, слід інструмент підносити до майбутнього стику поступово. Також потрібно клему маси підключити до робочої поверхні.
- Сварка дротом починається з розпалювання дуги. Сам електрод повинен мати похиле положення (45 °) по відношенню до робочої поверхні. Щоб елемент активізувався, їм кілька разів необхідно доторкнутися до металу. Оптимальна відстань між деталями дорівнює розміру електрода.
- Такі дії допоможуть створити зварювальний шов. Але варто знати, що в процесі зварювання утворюється окалина. Це розплавлений метал, який можна усунути за допомогою молотка або іншого аналогічного важкого предмета.
Нічого складного в зварюванні інвертором немає, тому навчитися такому процесу може кожен.
Повернутися до списку
Контроль дуги: особливості

Звичайно, сама робота досить проста: то підводите електрод до поверхні, то відводьте. Але справа в тому, що якість шва багато в чому залежить від уміння оператора контролювати проміжок між електродом і поверхнею. Залежно від цього показника можуть виникати і свої проблеми:
- якщо зазор буде маленьким, то зварювальне місце стане виділятися опуклістю, особливо нашарування буде видно з боків;
- коли зазор має більшу відстань, метал не буде проварюють належним чином, а сама дуга постійно буде пропадати.
І перший, і другий випадок істотно позначаються на якості зварюваної деталі, крім того, зовнішній вигляд такого стику буде залишати бажати кращого.
При дотриманні правильного проміжку вертикальний шов або горизонтальний матиме однорідність зчеплення. До того ж новачкам слід знати, що в зварюванні є таке поняття, як зварювальний ванна.
Для здійснення електричного зварювання застосовується один з трьох видів джерел електроживлення:
- зварювальний;
- зварювальний;
Їх порівняльні характеристики ми розглядали в статті. Рекомендуємо почати знайомство з темою зварювальних інверторів, прочитавши цю статтю.
З цієї статті ви дізнаєтеся, що найзручнішим і продуктивним є інвертор. Для ілюстрації цього висновку, ми наводимо опис популярного серед не тільки початківців, але і досвідчених зварювальників.
Переваги зварювального інвертора
Перевагами зварювального інвертора є:
- незначну вагу. Загальна маса стандартного зварювального інвертора в повній комплектації дорівнює, приблизно, 6 ... 7 кг. Це дозволяє брати з собою зварювальний апарат, практично, всюди;
- невеликий розмір;
- можливість плавного регулювання зварювального струму;
- швидкодія;
- висока продуктивність.
зі статті «Як якісно і дешево здійснити ремонт зварювального інвертора» ви дізналися, що комфортна експлуатація зварювального апарату забезпечується його високою складністю. Там же дається короткий опис зварювального інвертора. Тому, ми не будемо повторюватися і наведемо, лише, ілюстрацію його компонування.
Техніка безпеки
Цю статтю будуть читати не тільки майстри-зварювальники, а й початківці любителі цього захоплюючого технологічного процесу. Тому, почнемо з розповіді (для майстрів - це необхідна нагадування) про необхідність дотримання правил «Техніки безпеки» (далі - ТБ).
Правильніше, напевно, говорити «техніка без небезпеки», тобто, як уникнути ці самі «небезпеки» при спілкуванні з зварювальної технікою. А небезпек при виконанні зварювальних робіт безліч:
- можна обпектися бризками розплавленого металу;
- в атмосферу при зварюванні виділяються різні токсичні речовини;
- є ризик ураження електричним струмом;
Заходи по ТБ до початку робіт
До початку зварювання потрібно приділити належну увагу:
- підготовці захисної екіпіровки. Зварювальник повинен бути одягнений в спеціальний одяг, яка захистить його від крапель розплавленого металу і непередбачених контактів з навколишніми предметами;
- обладнанню робочого місця. З робочого місця слід прибрати все зайве, тобто не відноситься до виконуваної операції. саме робоче місце повинно мати достатнє для виконання роботи освітлення;
- перевірці справності всієї зварювальної техніки. Необхідно перевірити справність зварювального інвертора і навантажувальних автоматів на розподільному щиті електроживлення, стан електричної ізоляції на всіх проводах, стан підключення до захисного заземлення та струмопровідних поверхонь (перетин проводів і їх цілісність, якість електричних контактів і т. П.).
На нашому сайті приділено багато уваги одному з найважливіших компонентів екіпіровки зварника - захисним зварювальним маскам:
- звичайним з постійно затемненим склом ;
Зварювальна маска зі світлофільтром «Хамелеон» «FOXWELD Lord».
- з автоматично самозатемняющееся світлофільтром «Хамелеон» ;;
Пропонуємо Вам ознайомитися з наявним матеріалом. Необхідну вам зварювальну маску на сайті можна дуже просто знайти, використовуючи опцію «Пошук по сайту» на зазначених посиланнях.
ТБ при виконанні зварювання
Великою перевагою сучасних інверторів є їх безпеку. Всі компоненти і проводка розміщені в герметичному пластмасовому коробі. Таке конструктивне рішення істотно скорочує ризик ураження електричним струмом. Однак не можна забувати, що зварювальний інвертор, як будь-який інший електроприлад, є потенційно небезпечним апаратом.
У комплекті будь-якого інвертора є «Інструкція по експлуатації». Її потрібно уважно вивчити і неухильно виконувати. У цій «Інструкції по експлуатації» гранично зрозумілою мовою, щоб навіть у новачка не виникло ніяких питань, викладені «Правила ТБ» при виконанні зварювальних робіт. Крім того, даються рекомендації по поведінці в форс-мажорних ситуаціях. В кінці керівництва, зазвичай, дається короткий опис першої медичної допомоги при різних ушкодженнях і травмах. Що б ці описи з надання першої допомоги ні в нагоді, при виконанні зварювальних робіт необхідно виконувати ряд нескладних, але дуже важливих правил:
- категорично забороняється проводити зварювальні роботи під дощем. Зварювальний апарат завжди (а при роботі - особливо ретельно) повинен бути захищений від можливого намокання;
- електротехнічне обладнання повинно бути в справному стані;
- зварювальні роботи можна проводити виключно при наявності зварювальної маски (щитка) і спеціальної роби з рукавичками. Ця екіпіровка захищає рогівки очей від опіків, голову - від травм і не залишає незакритих ділянок шкіри. Одяг повинен бути з товстого брезенту або аналогічного матеріалу. Зварювальний маска повинна мати відповідний типу зварювання світлофільтр;
- робоче місце повинні бути обладнані первинними засобами пожежогасіння:
- вуглекислотний вогнегасник;
- брезентове ковдру і т. д.
Як вибрати зварювальні електроди
Для зварювання металу використовуються плавкі електроди. Діаметр електрода і силу зварювального струму вибираємо відповідно до таблиці, яка є в «Керівництві по експлуатації». в залежності від зварювальних матеріалів або універсальну (наприклад,).
Досвідчені зварювальники знають, які електроди і в яких випадках слід використовувати. Новачкам рекомендуємо на початку роботи застосовувати електроди, що випускаються у формі твердих стрижнів і мають спеціальне плавящееся покриття. З ними можна швидше навчитися варити метал інвертором і створювати рівні чіткі лінії зварювальних швів. Зокрема, новачкам порекомендуємо використовувати електроди діаметром Ø 3 мм. Більш товсті електроди вимагають зварювального обладнання більш високої потужності і певного досвіду. Зварювання тонколистового металу краще здійснювати, застосовуючи електроди діаметром Ø 2 мм. Без відсутності досвіду не рекомендується використовувати старі електроди, запозичені у кого-небудь із знайомих. Справа в тому, що залежалися електроди, дуже ймовірно, виявляться відвологлих і від них не буде ніякого толку (їх потрібно вміти прожарювати).
Перші кроки або з чого почати
Перед включенням зварювального інвертора в електромережу слід обов'язково уточнити її (цієї самої електромережі) технічні можливості, тобто, чи зможе вона забезпечити необхідну для апарату електричну потужність. Це дозволить вам запобігти перегріву електропроводки, коротке замикання і пожежа.
При плануванні роботи обов'язково зверніть увагу на такий електричний параметр зварювального інвертора, як граничний час роботи на повній потужності. У «Керівництві по експлуатації» цей параметр позначається як «Тривалість включення» (далі - «ПВ») і вказується в процентах. Як це розуміти? Робочий час ділитися на проміжки (традиційно, кожен проміжок дорівнює 10 хвилинам. Якщо він відрізняється від цього значення, то вказується в «Керівництві по експлуатації»). Наприклад, в «Керівництві» зазначено, що ПВ для зварювального апарату дорівнює 70%. Це означає, що 70% запланованого часового проміжку інвертор зможе працювати з повним навантаженням, решта ж 30% - йому потрібно залишити на відпочинок (технологічна перерва). Іншими словами, на максимальному зварювальному струмі 7 хвилин варимо і 3 хвилини остигаємо. Якщо зварювання проводиться не на граничному зварювальному струмі, то час зварювання може бути збільшено (значення вказані в таблицях або у вигляді графіків. Режим можливий, аж, до зварювання без технологічних перерв). Порушення цієї вимоги призведе до перегріву і виходу з ладу зварювального інвертора.
Перші кроки в инверторной зварюванні слід починати на плоскій поверхні. Рекомендуємо освоювати процес зварювання в наступній послідовності:
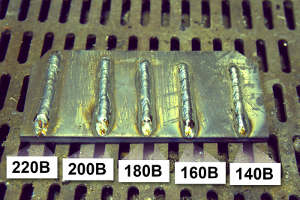
- вчимося правильно вибирати зварювальний струм. При цьому слід мати на увазі, що:
- недостатній зварювальний струм не дозволить підтримувати постійну і достатню дугу;
- надмірний струм викличе прожиг металу;
- вчимося вести електрод по заготівлі. Зварювальний стрижень тримайте під кутом 70 ... 75 ° до поверхні і на відстані 3 ... 5 мм від зварюваного металу. Намагайтеся, щоб це відстань зберігалося по всій довжині шва, так як в противному випадку він буде мати дефекти;
Запам'ятовуємо і виконуємо правило: зварюються поверхні обов'язково очищаються від корозії та інших всіляких забруднень.
Для навчання зварюванні готуємо непотрібні вироби і різні металеві відходи, на яких будемо освоювати правила розплавлення металу. Переходимо до створення зварювального валика.
Невелике відео, де дилетант-самоучка ділиться досвідом з новачками:
зварювальний валик
Щоб створити валики, дотримуйтеся такої послідовності дій:
- вставте зварювальний електрод в утримувач інвертора;
- зробіть підпал зварювальної дуги, Чиркнув кінцем стрижня по металу (ніби сірником). Допускається кілька разів торкнутися заготовки постукивающими рухами;
- після появи електричної дуги витримуйте постійну відстань між оброблюваних металом і електродом: воно не повинно виходити за межі 3 ... 5 мм. Не забувайте про те, що якість шва безпосередньо залежить від уміння підтримувати яку постійним. Якщо відстань буде змінюватися, то ви отримаєте неякісний шов;
- стрижень намагайтеся тримати, як сказано вище, під кутом 70 ... 75 ° до поверхні заготовки. Кращим вважається ухил в 70 °;
- електрод пробуйте нахиляти назад і вперед - виберіть, як вам зручніше. Згодом ви зможете підібрати такий ухил, який буде найкращим і зручним саме для вас.
На цьому етапі вам необхідно навчитися вибирати таку силу струму, щоб забезпечувалося стабільне горіння зварювальної дуги. Приділіть цьому достатньо часу і підберіть відповідні значення.
Покрокова інструкція по виконанню зварювання
Процес зварювання виконується в наступній послідовності:
Після успішного підпалу, електрод необхідно, не поспішаючи, вести уздовж стику зварюваних металів. Головне, щоб все було зроблено акуратно. При зварюванні окремих виробів, цілком можливо, вам буде необхідно здійснювати зворотно-поступальні рухи. Згодом, отримавши необхідний досвід, ви зможете здійснювати рухи електродом по траєкторіях, зазначеним на малюнку.
Зваріть невелику ділянку, вимкніть інвертор і оціните виконану роботу. Видаліть зварювальний шлак за допомогою металевої щітки або молотка. Якщо все вас влаштовує, то на цьому завершите роботу.
У підсумку, створений ваш перший зварювальний шов. Навряд чи перші з них будуть ідеальними. Щоб отримувати шви високої якості, потрібен великий досвід. З плином часу ви освоїте цю цікаву роботу і зможете виконувати ідеальні зварювальні шви між різними металами і в будь-яких просторових положеннях.
Дізнатися більше:
Яку допомогу в зварюванні надають вбудовані автоматичні системи
Успішної і плідної роботи з сучасними инверторами сприяють вбудовані в них автоматичні системи, Що створюють додаткові опції. До них відносяться:

Експлуатація інвертора з такими опціями дозволить істотно полегшити роботу, як професійного зварника, Так і згладити типові помилки новачка. Це дозволяє створювати наближені до ідеалу зварювальні шви.
На закінчення, пропонуємо вашій увазі навчальний відеоролик. Бажаємо успіхів!
Багато матеріалів з навчання зварюванні в розділі: ««.
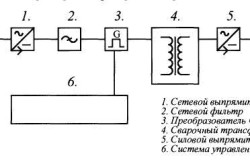
Перш ніж відповісти на питання про те, як варити инверторной зварюванням, необхідно дізнатися, що ж таке зварювальний інвертор. Зварювальний інвертором складається з:
- системи управління,
- перетворювача частоти,
- трансформатора з високою частотою,
- силового випрямляча,
- мережевого фільтра,
- мережевого випрямляча.
Як правило розміри апарата дозволяють носити його на плечі і працювати протягом тривалого часу. Якісний шов, який гарантує міцне з'єднання металу, виходить завдяки постійності і високій частоті струму. Частота струму в останніх поколіннях інверторів досягає 60-85 кГц. Ще однією незаперечною перевагою зварювального інвертора є економія енергії. Це обумовлено прагненням відповідати міжнародним європейським стандартам, які встановлюють жорсткі рамки споживання енергії.
Додаткове обладнання, без якого не можна працювати - це власники, маска (краще брати ту, яка кріпитися на голові, залишаючи тим самим вільні руки) і електроди, які бувають трьох видів (вибір залежить від виду стали, з якої доведеться працювати):
- вуглецеві,
- леговані,
- високолеговані.
Вибір зварювального апарату
Якщо людина має певні навички в зварювальному справі, то для нього не буде складним навчитися правильно і якісно варити метал. При нульових знаннях зварювального справи, найкраще звернутися в спеціальний навчальний заклад, пройти курси, викладачі який обов'язково навчать вас варити зварювальним інвертором.
Перш за все, для того, щоб варити, використовуючи інверторну зварювання, потрібно вибрати апарат. Сучасний ринок пропонує великий вибір моделей різних цінових категорій. Щоб підібрати підходящу саме вам модель, потрібно знати деякі особливості. Перш за все, зверніть увагу на діапазон регулювання зварювального струму. При зварюванні металу на дачі і будинки значення цього показника варіюється в межах 160-200 А.
відео за вибором зварювального інвертора
Ще однією важливою характеристикою є тривалість включення - цей час роботи інвертора, яке зазвичай вказується у відсотках. Якщо ця характеристика дорівнює 40%, то час роботи буде становити 40%, а відпочинку 60%. На практиці при перевищенні часу роботи, інвертор автоматично відключиться. Це відноситься тільки до роботи на максимальному струмі. При зварюванні металу в побуті використовується менший струм, до того ж постійні зупинки роботи (зміна електродів, місця роботи, інші зупинки) дозволяють апарату охолонути.
Ще два показники, на які необхідно звернути увагу - це споживана потужність і напруга холостого ходу. Споживана потужність повинна становити 16-25 А, а напруга холостого ходу 50-90 А.
Крім цих основних показників слід звернути увагу на волого і пилозахисні властивості інструменту, на його термін служби і умови експлуатації. Краще заздалегідь з'ясувати, як проводиться гарантійний ремонт, пост гарантійне обслуговування. Це допоможе уникнути неприємних моментів в подальшому.
Вибираємо електроди для інвертора
Вибір електродів для інвертора має величезне значення, оскільки багато в чому від цього залежить якість роботи апарату. При роботі з низько- і середньовуглецевих сталями, а також деякими видами низьколегованих сталей необхідно вибрати вуглецеві електроди. При роботі з легованими сталями потрібно використовувати леговані, а для наплавлення і роботі з особливими видами сталей - високолеговані.
На вибір також впливає вид робіт. Якщо зварювання буде проводитися без критичних навантажень (щось приварити на дачі, будинки), то можна застосовувати електроди виду МР-3, АНО. При складних роботах краще використовувати такий вид як ОУНІ. Також на вибір цього елемента зварювальних робіт впливає його діаметр і марка. В цьому випадку правильний вибір - запорука успішної роботи.
Вчимося варити зварюванням
Перш ніж приступити до зварювання металу, потрібно спробувати її на чомусь непотрібному. Перед початком процесу необхідно заправити електрод в спеціальний утримувач, а затиски прикріпити до деталі. Потім потрібно встановити струм відповідної частоти і приступити до зварювання. Встановіть електрод під кутом в 65 о до деталі. При зварюванні металу зазор між електродом і деталлю повинен становити 3-5 мм. Після того, як шов охолоне, постукайте по ньому молотком, щоб обсипався шлак. Шов готовий!
Після освоєння базової техніки потрібно вивчити 3 види швів:
- горизонтальний,
- вертикальний,
- стельовий.
відео посібник для початківців навчання зварюванні
Якщо необхідні навички зварювання металу у вас присутні, але ви хочете поглибити свої знання, навчитися виробляти роботи з використанням зварювального інвертора, вам йдуть просто знайти навчальне відео по темі, яке відповість на всі ваші запитання.
Інверторна зварювання, що з'явилася порівняно недавно, значно полегшила виконання зварювальних робіт простотою і легкістю застосування. Зварювання інверторним апаратом, мають невеликі габарити, легка вага і нескладну систему управління, можуть виконувати як досвідчені зварники, так і новачки.
Принцип роботи інвертора
Технологія зварювання інвертором помітно відрізняється від роботи звичайного трансформаторного обладнання для дугового зварювання. В останньому випадку процес підвищення сили струму в зварювальної дузі полягає в перетворенні електрорушійної сили струму в обмотках. Функціональна схема инверторной апаратури базується на зовсім іншому принципі.
Джерело живлення інвертора - домашня електромережу змінного струму, з частотою 50 Гц. Змінний струм перетвориться в постійний випрямляє схемою апарату, далі спеціальний фільтр остаточно згладжує його показники. Основним електричним вузлом пристрою, за допомогою якого виконується зворотне перетворення постійного струму в змінний зі збільшенням частоти до величезних показників (50-60 кГц), є інвертор.
Важливо знати! На перший погляд схема подвійного перетворення здається занадто громіздкою і незрозумілою. Але її перевага полягає в тому, що для зниження показника напруги струму високої частоти в даному випадку буде потрібно трансформатор, що володіє невеликими розмірами і вагою.
Наприклад: для инверторной зварювання при силі струму 160А потрібно трансформатор, що володіє масою близько 0,250 кг, в той час як для пристроїв старого зразка застосовується трансформатор масою близько 18 кг. Отриманий в процесі перетворення струм високої частоти знижується до 60-90 В (в побутовому обладнанні), сила струму при цьому володіє мінімальним показником в 120-200 А якого досить для зварювання.
переваги інвертора
Невеликі габарити і маса роблять апарат дуже зручним для застосування в домашніх умовах. Але обладнання володіє і іншими достоїнствами, що відрізняють його від техніки старого зразка.
- Електроди для инверторной зварювання можуть бути як для постійного, так і для змінного струму. Це суттєва перевага, особливо коли необхідно виконати з'єднання чавунних конструкцій або деталей з кольорових металів і сплавів.
- Інверторна зварювання має можливість регулювати силу струму в досить великому діапазоні. Це робить доступним виконання аргонодугового зварювання інвертором за допомогою неплавких вольфрамових електродів.
- Інверторна зварювання своїми руками - процес менш трудомісткий і складний, ніж зварювання апаратами старого типу, завдяки схемі управління, що дозволяє виконувати велику кількість функцій, спрямованих на полегшення зварювання. Наприклад: полегшений розпал зварювальної дуги, запобігання залипання електрода при зміні режиму роботи і інші.
недоліки
Незважаючи на велику кількість переваг, використання инверторной апаратури має низку негативних моментів.
- Висока вартість - це основний недолік устаткування, що впливає на вибір покупця. Інвертор в кілька разів дорожче звичайного обладнання. Тому при одиничному користуванні його краще брати в оренду, або звертатися за допомогою до фахівців.
- Апарат має підвищену чутливість до пилу, як і всі інші електронні пристрої на основі напівпровідникових елементів. Експлуатація обладнання неможлива без періодичного чищення, яку в сезон необхідно виробляти до 4 разів.
- Деякі моделі пристроїв не можна використовувати для зварювання в умовах негативних температур через підвищену чутливість до холоду.
- Сварка інвертором для початківців може здатися незручною через коротке зварювального кабелю, Довжина якого за встановленими нормами не повинна перевищувати 2,5 метра.
При виборі інвертора необхідно визначитися з його призначенням. Існують професійні та побутові моделі, які мають низку відмінностей.
Відмінності побутових і професійних інверторів
Побутові пристрої повинні мати час для охолодження через кожні 15-20 хвилин зварювання. При цьому тривалість охолодження в два рази перевищує час роботи. професійна модель може функціонувати протягом 8-9 годин, а промислове обладнання налаштоване на цілодобову роботу.
Купуючи побутової агрегат необхідно уточнювати показник напруги в мережі. Стабільні параметри і постійна величина, відповідна нормі, дозволяє купувати обладнання, яке розраховане на зварювальний струм 160 А. При низькій напрузі, краще купувати модель з показником 200 А, інакше постраждає якість зварного шва.
Особливості инверторной зварювання
Основна перевага апаратури полягає в тому, що їй може працювати навіть недосвідчений зварювальник, тому що інвертор, на відміну від зварювальних трансформаторів, більш легкий і зручний в роботі. Але все ж попередньо слід ознайомитися з тим, як правильно варити инверторной зварюванням.
Пряма залежність між вхідним і вхідною напругою, існуюча в трансформаторному обладнанні, при істотних перепадах сприяє виникненню складнощів під час розпалу дуги, які полягають в прилипании електрода до з'єднувальних елементів. Пристрій инверторного апарату виключає подібну залежність, що полегшує процес запалювання дуги. 
При зварюванні трансформаторними апаратами, які нездатні утримувати постійну силу струму, існує можливість виникнення ситуацій, при яких метал не проваривается або навпаки прожигается. Сварка інвертором не має такої вади, володіючи постійною величиною зварювального струму.
Якість зварного шва, при роботі звичайним зварювальним устаткуванням, залежить від підтримки горіння зварювальної дуги. Чи не кожен початківець зварювальник зможе забезпечити подібний параметр. Інверторна апаратура не вимагає ретельного контролю цієї функції через сталості зварювального струму, який забезпечує високу якість зварювального шва навіть при невеликих змінах дуги.
Вертикальний шов набагато швидше і якісніше виходить при зварюванні інвертором, ніж трансформаторних пристроєм. Обумовлено це винятком постійного прилипання електрода до з'єднувальних деталей, що полегшує виконання зварювання прихватками.
Перевагою инверторной зварювання є більш просте і якісне виконання роботи.
напівавтоматичне обладнання
Існує кілька видів инверторной техніки. Одним з них є інвертор-напівавтомат, призначений для роботи в середовищі захисних газів. 
Зварений шов виконується за допомогою присадочного дроту, яка подається автоматично в зону горіння дуги. Напівавтомати також володіють невеликими габаритами і вагою, застосовуються на виробництвах і в побуті для з'єднання деталей з різних металів і сплавів. Конструкція складається з зварювального інвертора і апарату, який подає дріт.
TIG- зварювання
Аргонодуговая зварювання є різновидом інверторних пристроїв. Схема інвертора - стандартна: перетворення напруги високої частоти, що забезпечує стабільність дуги. Це дозволяє виконувати з'єднання різних металів. 
Вибір режиму, постійного або змінного струму, в сучасних установках безпосередньо залежить від характеристик зварювальних металів. Аргон захищає зварювальне з'єднання від впливу повітря. TIG - зварювання інвертором застосовується для з'єднання конструкцій їх алюмінію, нержавіючої сталі, титану та інших металів і сплавів.
Сучасний ринок пропонує обладнання, яке підтримує всі перераховані вище технології. Універсальні зварювальні інвертори можуть стати незамінними пристроями для приватних автосервісів і майстерень.
Необхідність у створенні надійного з'єднання різного роду металевих виробів періодично виникає практично в будь-якому господарстві. У більшості таких ситуацій кращим рішенням є зварювання. Новачкам, як показує практика, простіше за все. Такий апарат дозволяє отримувати набагато надійніші з'єднання, якщо порівнювати з результатами найближчих попередників, особливо при відсутності належного досвіду і навичок. Варити різний метал інвертором нескладно, потрібно лише повністю вивчити інструкцію і в усьому слідувати отриманим рекомендаціям.
Підготовка до роботи з інвертором: основи якісного зварювання
У більшості випадків господарі віддають перевагу саме зварювати метал, тому що зварювання дозволяє отримувати найміцніші зварні шви при необхідності забезпечення нероз'ємного з'єднання деталей. Під впливом апарату матеріали зазнають пластичну деформацію. Частинки електрода і заготовок з'єднуються, в результаті чого створюється надміцна межмолекулярная зв'язок.
Розроблено безліч сучасних і функціональних технологій. Наприклад, метал можна варити з використанням електронного та лазерного випромінювання, вироби з'єднують газовим полум'ям і варять ультразвуком. Найбільш широко використовується джерелом енергії є електрична дуга.
її створюють зварювальні апарати або інвертори. Саме з такого агрегату найкраще починати пізнавати майстерність створення надійних і довговічних зварних з'єднань.
Зварника без досвіду не можна вважати майстром своєї справи. Всі навички людина освоює при виконанні різних практичних задач. Тому новачкові потрібно в першу чергу запастися терпінням і виділити достатньо часу на тренувальні роботи.
Пам'ятайте про те, що робота з інвертором є потенційно небезпечною. При необережності можна обпектися бризками розплавленого металу. Крім цього виділяються різні токсичні речовини, та й ризик ураження електрострумом ніхто не відміняв. Випромінювання може привести до опіку рогівки очей. Саме тому перед роботою з інвертором потрібно приділити належну увагу техніці безпеки, підготовці захисної екіпіровки, робочого місця і обладнання.
Перевагами зварювального інвертора є його легка вага, компактний розмір, можливість плавного регулювання струму, швидкодія і висока продуктивність. Досвідчені зварювальники рекомендують новачкам починати освоювати майстерність саме з цього апарату. На ринку представлено безліч недорогих моделей, які не вдарять по вашому бюджету і не займуть багато місця в домашній майстерні.
Які електроди найкраще використовувати
Традиційно для зварювання металу застосовуються плавляться електроди. Через них до шву підводиться струм. Однією з головних складових такої роботи є порошковий дріт. Вона поступово подається в зону плавлення. У безлічі навчальних курсів можна зустріти рекомендації по початку роботи із застосуванням електродів, які випускаються в форматі твердих стрижнів і мають спеціальне плавящееся покриття. З такими електродами ви зможете швидше навчитися варити метал інвертором і створювати рівні чіткі лінії.
Новачкам найкраще починати вчитися варити метал з використанням електродів-стрижнів на 3 мм в діаметрі. Більш товсті електроди вимагають зварювального устаткування більш високої потужності. Сварка тонколистового металу здійснюється із застосуванням електродів на 2 мм. Вкрай не рекомендується використовувати старі електроди, запозичені у кого-небудь із знайомих. Краще купувати їх безпосередньо перед початком зварювальних робіт. Залежалися електроди з великою часткою ймовірності виявляться відвологлих, так що ніякого толку від них не буде.
Техніка безпеки при роботі з інвертором
Серед переваг сучасних інверторів потрібно додатково зазначити їх безпеку. Всі дроти заховані в герметичному пластмасовому коробі. Таке рішення істотно скорочує ризик ураження електрострумом, так що навіть новачок зможе почати вчитися варити метал без жодних проблем і труднощів. Однак зварювальний інвертор, як і будь-які інші електроприлади, є потенційно небезпечним механізмом. При роботі з ним треба виконувати ряд правил. Головні з них:
- Категорично забороняється варити під дощем і при негативних температурах повітря.
- При роботі повинні бути створені всі умови для захисту зварювального агрегату від намокання.
У комплекті з будь-яким інвертором повинна йти інструкція по використанню. Обов'язково переконайтеся в її наявності. У такому керівництві ви знайдете поради з поведінки в різноманітних ситуаціях. В кінці керівництва зазвичай наводяться корисні рекомендації зварнику, дається короткий опис першої допомоги при різних ушкодженнях і травмах, обов'язково даються витяги з техніки безпеки. Всі поради пишуться гранично зрозумілою мовою, щоб навіть у новачка не виникло ніяких складнощів.
Зазвичай в комплекті з інвертором йде захисна маска і рукавички. Загальна вага стандартного зварювального інвертора в повній комплектації складає приблизно 6-7 кг. Це дозволяє брати апарат з собою практично скрізь.
Метал можна варити виключно при наявності захисного щитка і маски зварника. Ці пристосування захищають рогівки очей від опіків.
Безпосередньо опіки можна отримати від яскравого випромінювання. Розпечені металеві бризки здатні обпекти незакриті ділянки шкіри, тому їх бути теж не повинно.
Для захисту шкіри рук використовуються замшеві або брезентові рукавиці. Вироби з бавовняної тканини і трикотажу не підходять. Халат і штани або комбінезон повинні бути виготовлені з щільної тканини. Кращий варіант - товстий щільний брезент.
Поруч з робочим місцем поставте відро з водою. Підготуйте старе щільне ковдру. Все це допоможе вам загасити випадкове загоряння в разі його виникнення. Практикуватися найкраще на вулиці, але можна і в приміщенні. Потрібно лише прибрати від робочого місця все займисті предмети.
Перші кроки в освоєнні инверторной зварювання
Перш ніж приступати до освоєння, потренуйтеся на плоскій поверхні. Спочатку вам треба розібратися, як вести електрод по заготівлі. Стрижень слід тримати під кутом в 70-75 ° до поверхні. Дугу тримайте на відстані 3-5 мм від металу. Важливо, щоб це відстань зберігалося по всій довжині шва, інакше він буде мати дефекти.

Також вам необхідно знати, як правильно виставити струм. При роботі з електродом діаметром 3 мм вистачить струму 80 А. Якщо струм буде занадто низьким, вам не вдасться підтримувати постійну і достатню дугу. Надмірний струм призведе до проплавлению металу.
Якщо струму буде недостатньо, ви не зможете підтримувати стабільну дугу. При занадто потужному потоці струму метал пропалив. Оптимальне значення визначається тільки досвідченим шляхом.
Приділіть цьому достатній час і знайдіть відповідне значення.
Покрокова інструкція зі зварювання поверхонь
Коли ви навчитеся робити валики, встановлювати струм і підтримувати дугу, можете переходити до наступного етапу навчання варіння металу. Зазвичай все виконується в перевіреної безліччю зварників послідовності. Дотримуйтеся наступного робочого порядку:

Процес зварювання вимагає ізоляції всіх токоподводящих проводів від зварювальної дуги.
- Візьміть електрод, підготуйте його до роботи і встановіть в утримувач першого проводу.
- Закріпіть зажим іншого проводу на метал в тому місці, де в майбутньому буде виконуватися зварювання.
- Запаліть дугу. Ця операція була описана. Легенько постукайте електродом або чіркну їм по металу.
- Електрод необхідно вести уздовж стику. Поспіх ні до чого. Головне, щоб все було зроблено максимально акуратно. На відміну від розглянутої раніше технології створення валиків, при якій електрод прямував по прямій, при зварюванні окремих виробів вам потрібно буде робити руху зворотно-поступального характеру.
- Обробіть невелику ділянку і оціните виконану роботу. При необхідності видаліть шлак за допомогою металевої щітки або молотка.
- Якщо якість вас влаштовує, завершіть роботу.
В результаті ви отримаєте зварювальний шов. Навряд чи він відразу буде ідеальним. Щоб отримувати шви високої якості, потрібен досвід і тренування. Згодом ви освоїте цю роботу і зможете робити все на кращому рівні.
Таким чином, ви можете як користуватися послугами сторонніх фахівців, сплачуючи їм досить великі гроші, так і навчитися все робити своїми руками. Витративши деякий час і сили на навчання, ви будете менше залежати від інших людей. Згодом ви освоїте цю професію і зможете створювати кутові шви, стельові з'єднання та інші складні речі. Дотримуйтеся інструкції, і у вас все вийде. Успішного навчання і роботи!




