Визначення непровар. Дефекти зварних з'єднань. Класифікація. Причини утворення. Причини появи тріщин
В силу різних причин зварні з'єднання можуть мати дефекти, що впливають на їх міцність. Всі види дефектів швів поділяють на три групи:
- зовнішні, до основних з яких відносяться: тріщини, підрізи, напливи, кратери;
- внутрішні, серед яких найчастіше зустрічаються: пористість, непровари і сторонні включення;
- наскрізні - тріщини, пропали.
Причинами виникнення дефектів можуть бути різні обставини: низька якість металу, що зварюється, несправне або неякісне обладнання, невірний вибір зварювальних матеріалів, порушення технології зварювання або неправильний вибір режиму, недостатня кваліфікація зварника.
Зовнішні зварні дефекти
Таким чином, деякі ремонтні роботи можуть бути зроблені без необхідності без обґрунтованих технічних критеріїв, які підтримують їх. Отже, в техніці замість дефекту використовується термін розрив або недосконалість. Значення розриву в звареному шві слід розглядати в контексті придатності для зварювання або зварювання; ця придатність є балансом між якістю, надійністю і економічністю процесу зварювання. Існують стандарти і коди прийняття, які використовуються, коли розриви були чітко розташовані, ідентифіковані, виміряні, визначені і поставлені під сумнів структурної значимості.
Основні дефекти зварювання, їх характеристика, причини виникнення та способи виправлення
тріщини. Це найбільш небезпечні дефекти зварювання, здатні привести до практично миттєвого руйнування зварених конструкцій з самими трагічними наслідками. Тріщини розрізняються за розмірами (мікро- і макротріщини) і часу виникнення (в процесі зварювання або після неї).
Розрив вважається прийнятним, коли він не жертвує надійністю зварного або зварного вузла. Такі елементи, як сірка, свинець і селен в основному металі і зовнішні забруднювачі, такі як масло, жир, фарба, іржа і вологість в області, що підлягає зварюванню, можуть збільшити пористість шнура. Більшість часу не видно, і вони в достатку можуть послабити зварене з'єднання. Пори можуть мати різні форми і розміри з сужениями або розкладаннями. Розподіл пористості в звареному шві може бути вирівняно, згруповано або рівномірно розподілено.
Малюнок - Пори і порожнини в зварних швах. Факторами, які слід враховувати для мінімізації пористості, є: видалення іржі, фарби, жиру, масла, вологи з поверхні, яка підлягає зварюванню. Контроль довжини електричної дуги. 418. Це майже завжди видно, тому що, коли поглиблення виникають між поверхнями шнура і базовим металом.
Найчастіше причиною утворення тріщин є недотримання технології зварювання (наприклад, неправильне розташування швів, що приводить до виникнення концентрації напруги), невірний вибір зварювальних матеріалів, різке охолодження конструкції. Сприяє їх виникнення також підвищений вміст в шві вуглецю і різних домішок - кремнію, нікелю, сірки, водню, фосфору.
Малюнок - Відсутність проникнення. Ці дефекти виникають, коли тепло, що поглинається металом, прилеглим до зварного шва, є недостатнім, що призводить до неповного злиття на поверхні металевого недорогоцінного металу вкладу або між послідовними проходами. Відсутність плавлення звичайно подовжується в напрямку зварювання з гострими або закругленими краями в залежності від умов формування.
Це горло, розташоване на краю зварного шва, Яке відбувається, коли обложений метал не повністю заповнює отвір на поверхні стику, утворюючи гладке з'єднання по краях шнура. Підрізи іноді настирливі, тому що вони викликають підвищення напружень, які можуть створювати проблеми при впливі, втоми і низькотемпературному обслуговуванні. Щоб звести до мінімуму виникнення підрізів, необхідно: зменшити струм, швидкість подачі і діаметр електрода, який контролює розмір розплавленого металу.
Виправлення тріщини полягає в розсвердлюванні її початку і кінця, з метою виключення подальшого поширення, видаленні шва (вирубання або вирізання) і заварюванні.
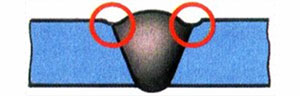
підрізи. Підрізи - це поглиблення (канавки) в місці переходу "основний метал-зварений шов". Підрізи зустрічаються досить часто. Їх негативний вплив виражається в зменшенні перетину шва і виникненні вогнища концентрації напруги. І те й інше послаблює шов. Підрізи виникають через підвищену величини зварювального струму. Найчастіше цей дефект утворюється в горизонтальних швах. Усувають його наплавленням тонкого шва по лінії підрізу.
Підтримуйте постійну швидкість вперед, уникаючи надмірних коливань. Змініть кут електрода так, щоб сила дуги утримувала метал в кутах. 419. Цей розрив зменшує площу поперечного перерізу зварного шва нижче розрахункового значення, тому він є точкою більшої слабкості і потенційно збільшує напруги, що є початком можливої \u200b\u200bвідмови. Щоб мінімізувати провисання, необхідно зменшити напругу, швидкість подачі і отвір в корені.
Цей дефект викликає виїмку, яка може привести до початку тріщини. Щоб мінімізувати переповнення, необхідно виконати наступні кроки: використовувати високу швидкість ходу і високу інтенсивність струму; зменшити кількість доданого вихідного металу; і змініть кут електрода так, щоб сила дуги не заливати розплавлений метал на нерозплавлений ділянки основного металу.

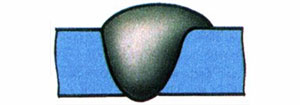
напливи. Напливи виникають, коли розплавлений метал натекает на основний, але не утворює з ним гомогенного з'єднання. Дефект шва виникає з різних причин - при недостатньому прогріві основного металу внаслідок малого струму, через наявність окалини на зварюваних кромках, що перешкоджає сплаву, зайвої кількості присадочного матеріалу. Усуваються напливи зрізанням з перевіркою наявності непровару в цьому місці.
Щоб запобігти цьому розрив, ток і ширина отвору в корені необхідно зменшити, а швидкість подачі повинна бути збільшена. Малюнок - надмірне проникнення. Вони виробляють гарячі вогнища на основному металі, але оскільки їх розмір малий і зазвичай не викликає тріщин, вони не впливають на міцність шнура, але створюють небажаний аспект. Однак їх слід видаляти, коли зовнішній вигляд шнура є вимога в зварному з'єднанні. Щоб контролювати розливи, ви повинні: Опустити ток або переконатися, що він відповідає рекомендаціям за типом і розміром використовуваного електрода.

пропали. Пропал називають дефекти зварювання, які проявляються в наскрізному проплавлення і витіканні рідкого металу через наскрізний отвір у шві. При цьому зазвичай з іншого боку утворюється НАТЕК. Пропали виникають через надмірно високого зварювального струму, недостатньою швидкості переміщення електрода, великого зазору між кромками металу, занадто малої товщини підкладки або її нещільного прилягання до основного металу. Виправляють дефект зачисткою і подальшої заваркою.
Переконайтеся, що полярність правильна відповідно до використовуваним електродом. Зменшіть довжину лука. Змініть кут електрода. Зверніть увагу на удари або дугові шуми. Переконайтеся, що електрод чи не вологі. Деякі тріщини можуть спостерігатися, а інші ні. Всі тріщини небезпечні, оскільки вони можуть привести до повної відмови зварного шва. Щоб уникнути розтріскування можуть бути дотримані наступні рекомендації: Використовуйте низьковольтні електроди. Використовуйте попередній нагрів для дуже товстої товщини і дуже жорстких суглобів.
Зменшіть проникнення, використовуючи малі струми і електроди меншого діаметру. Вони є найнебезпечнішими розривами в зварюванні, тому що вони значно зменшують опір одного і того ж. У більшості випадків це явище пов'язане з наявністю лінійних включень в листах або прокатних профілях, так що їх розвиток зумовлений головним чином ступенем очищення стали.
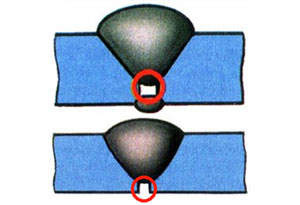
непровар. Непровари - це локальні несплавлення наплавленого металу з основним, або шарів шва між собою. До цього дефекту відносять і незаповнення перетину шва. Непровари істотно знижують міцність шва і можуть стати причиною руйнування конструкції.
Ці зусилля можуть бути створені зовнішніми навантаженнями або високими залишковими напруженнями. Наслідки цього ефекту призводять до втрати механічних властивостей. 421. «Пухирі» або «ореоли». низькими водневими електродами і зменшують звужуються обмеження. є формою розтріскування шляхом водневої крихкості, викликаного присутністю водню, накопиченого в цих місцях. які зустрічаються навколо пористості або включення шлаку в звареному шві. Хороша конструкція з'єднання. Вони утворюються головним чином в феритних сталях, зварених висоководні електродами.
Дефект виникає через занижений зварювального струму, неправильної підготовки крайок, надмірно високій швидкості зварювання, наявності на крайках деталей, що зварюються сторонніх речовин (окалини, іржі, шлаку) і забруднень. При виправленні потрібно вирізати зону непровару і заварити її.
Фактори, які допомагають запобігти цьому: високі попередні нагрівання. У металі зварного шва можуть виникати три різних типи тріщин. Міцний матеріал несе більший стрес, ніж крихкий матеріал. Розтріскування металу зварного шва частіше зустрічається в першому проході, ніж в проходах заповнення. Після охолодження зварного з'єднання. Коли виникає проблема розтріскування першого металевого шару зварного шва. Здатність резервуара залишатися неушкодженою в системі напружень, яка покладається при застосуванні зварного шва, залежить від складу і структури металу шва.
кратери. Це дефекти у вигляді поглиблення, що виникає в результаті обриву зварювальної дуги. Кратери знижують міцність шва через зменшення його перетину. У них можуть знаходитися усадочні пухкості, що сприяють утворенню тріщин. Кратери належить вирізати до основного металу і заварити.
Класифікація дефектів зварних швів
Три основних типи зварних тріщин. так як осідають послідовні шари. тим самим збільшуючи кількість зварювального металу. для збільшення товщини бака. Нерозплавлений площа в корені зварного шва може привести до утворення тріщин без помітної деформації. якщо ця область схильна розтягуючому напрузі. розтріскування зварних з'єднань відбувається через наявність локалізованих багатоспрямованих сил. виробляє частково розплавлений корінь, який полегшує ініціювання тріщини, яка може прогресувати по всій товщині зварного шва. зазвичай спостерігається невелика деформація заготовки.

свищі. Норицями називають дефекти швів у вигляді порожнини. Як і кратери, вони зменшують міцність шва і сприяють розвитку тріщин. Спосіб виправлення звичайний - вирізка дефектного місця і заварка.
Змініть роботу електрода або електричні умови. Після завершення роботи програми. за винятком того, що вони тверднуть в більшій мірі при заданій швидкості охолодження. 425. є металургійними дефектами, створюваними термічним циклом зварювання. а також через тріщини через послідовні шари. Однак. і зазвичай вони обмежені центром того ж самого. Твердість і здатність деформуватися без руйнування залежать від групи сплавів, до яких відноситься сталь. У попередніх параграфах вивчалися дефекти, що виникають в наплавленого металу зварного шва. особливо коли вони зустрічаються в кратері, який утворюється в кінці нитки. теплопровідність основного металу. і майже завжди пов'язане з матеріалами гарту. ферит і мартенсит поводяться подібно сталям із середнім вмістом вуглецю і низькими сплавами.
сторонні включення. Включення можуть складатися з різних речовин - шлаку, вольфраму, оксидів металів та ін. Шлакові включення утворюються тоді, коли шлак не встигає спливти на поверхню металу і залишається всередині нього. Це відбувається при неправильному режимі зварювання (завищеній швидкості, наприклад), поганий зачистці зварюється або попереднього шару при багатошаровому зварюванні.
При заданій швидкості охолодження. У наступних параграфах описані дефекти, які можуть виникнути в основному металі заготовок. Поздовжні тріщини зустрічаються переважно всередині металу шва. низьколегованісталі для будівництва. і в деяких випадках виходять за межі шнура. Аустенітні нержавіючі стали. нарешті, досягти поверхні. Остаточний прохід тріщини до поверхні зварного шва може відбуватися під час охолодження зварного шва. змінює всі налаштування зварювального апарату. і іноді можуть спостерігатися дрібні тріщини.
Вольфрамові включення виникають при зварюванні вольфрамовим електродом, Окисні - через погану розчинність оксидів і надмірно швидкого охолодження.
Всі види включень зменшують перетин шва і утворюють осередок концентрації напруги, знижуючи тим самим міцність з'єднання. Дефект усувають вирізкою і заварюванням.
Цей режим залежить від декількох фізичних факторів: температури. Поперечні тріщини перпендикулярні осі шнура. Тріщини кратера зазвичай мають зоряну форму. в декількох місцях. має тенденцію виступати до наступного верхнього рівня. Всякий раз, коли операція зварювання переривається. які починаються з тріщини, утвореної в першому обложеному шарі. а потім до іншого. Цей тип тріщини частіше зустрічається у суглобів, які мають високу ступінь обмеження. із зіркою. і тільки просувайтеся до краю кратера. і режиму охолодження, мотивованого на підвищені температури, Що виникають при застосуванні зварного шва. і деякі можуть вести себе як низьковуглецевий сталь. внесок тепла в одиницю часу в даній ділянці зварного шва і температури середовища. і є одними з основних причин розтріскування. низьковуглецеві стали значно поліпшуються, ніж середньовуглецеві стали. мають широкі відмінності в їх характеристиках затвердіння.
пористість. Пористість - це порожнини, заповнені газами. Вони виникають через інтенсивне газоутворення всередині металу, при якому газові бульбашки залишаються в металі після його затвердіння. Розміри пір можуть бути мікроскопічними або досягати декількох міліметрів. Нерідко виникає ціле скупчення пір в поєднанні зі свищами і раковинами.
Якщо тріщина утворюється в першому шарі і не видаляється або повністю не розплавляється при нанесенні наступного шару. можуть служити відправними точками для поздовжніх тріщин у звареному шві. Цей тип розтріскування зазвичай має поздовжній характер. ні ферити. Коли кратер утворюється в інших місцях. Єдиний спосіб виправити цю ситуацію - це будь-яка комбінація наповнювача і основного металу. товщина. в металеву пластину. як правило, зварюють тріщини при поновленні зварювання. і відбувається в зоні, схильній до нагрівання металу, звареного. це не завжди так.


Виникненню пір сприяє наявність забруднень і сторонніх речовин на поверхні зварюваного металу, високий вміст вуглецю в присадний матеріал і основному металі, занадто висока швидкість зварювання, через яку гази не встигають вийти назовні, підвищена вологість електродів. Як і інші дефекти, пористість сніжет міцність зварного шва. Зону з нею необхідно вирізати до основного металу і заварити.
Тріщини: різновиди, причини їх утворення
Ті, які просуваються від кореня корду філе і проходять через основний метал. Тріщини можуть також утворюватися на кромці зварного шва. Для філе шнурів. 426. Вони можуть бути зведені до мінімуму при використанні відповідного попереднього нагрівання. Кореневі тріщини. і тому їх можна порівняти зі збільшенням товщини в звичайній стали. Тріщини наконечника. між кінцем шва і відкритим краєм пластини відносно мало. і призводять до відмінностей в механічні властивості. є прикладами тих, які тверднуть, швидко охолоджуючи їх.
Перегрів і перевитрата металу. Перевитрата і перегрів виникають через надмірно великого зварювального струму або малій швидкості зварювання. При перегрів розміри зерен металу в шві і біля шовної зони збільшуються, в результаті чого знижуються міцнісні характеристики зварного з'єднання, головним чином - ударна в'язкість. Перегрів усувається термічною обробкою вироби.
Перевитрата являє собою більш небезпечний дефект, ніж перегрів. Перепалена метал стає крихким через наявність окислених зерен, що володіють малим взаємним зчепленням. Причини перевитрат ті ж самі, що і перегріву, а крім цього ще й недостатній захист розплавленого металу від азоту і кисню повітря. Перепалена метал необхідно повністю вирізати і заварити це місце заново.
При використанні змісту даного сайту, потрібно ставити активні посилання на цей сайт, видимі користувачами і пошуковими роботами.
МЕТОДИЧНА РОЗРОБКА УРОКУ за професією «СВАРЩИК»
викладач спецдіціплін
ДЕФЕКТИ зварних з'єднань І ПРИЧИНИ ЇХ ВИНИКНЕННЯ
цілі заняття
Вивчивши даний навчальний елемент, ви будете знати:
Основні дефекти зварних з'єднань;
Причини виникнення дефектів в зварних з'єднаннях.
Супутні навчальні елементи і посібники
- «Типи зварних з'єднань».
- «Види зварних швів».
Загальні відомості
Даний навчальний елемент охоплює основні дефекти зварних з'єднань і причини, що викликають їх появу в процесі ручної дугового зварювання (Зварювання покритими металевими електродами).
Навчальний елемент містить використовувані в науці, техніці і виробництві терміни та визначення основних понять в галузі зварювання металів, які застосовуються в документації всіх видів науково-технічної, навчальної та довідкової літератури.
Основні поняття
До дефектів зварних з'єднань відносяться різні відхилення від встановлених норм і технічних вимог до розмірів, формою і властивостями зварних з'єднань, які зменшують міцність і експлуатаційну надійність і можуть привести до руйнування зварного з'єднання і всієї конструкції.
В процесі виготовлення зварного з'єднання в металі шва і біля шовної зони можуть бути отримані зварювальні дефекти.
За характером залягання дефекти в зварних з'єднаннях діляться на зовнішні і внутрішні.
зовнішні дефекти - це дефекти, виявлені при зовнішньому огляді і вимірювальному контролі зварного з'єднання.
Зовнішні дефекти:
Невідповідність геометричних розмірів зварного шва (надлишкове або недостатнє посилення, нерівномірність ширини і (або) висоти шва);
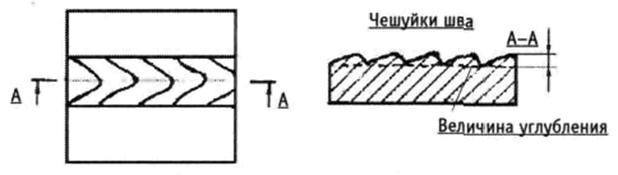
Нерівномірне груба чешуйчатость;
Западання між валиками;
Бризки металу;
пропали;
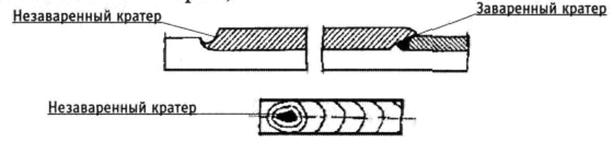
Незаплавлених кратери;
Підрізи основного металу;
Пори (поодинокі, скупчення, ланцюжки);
Шлакові включення (поодинокі, скупчення, ланцюжки);
тріщини;
Непровари кореня шва;
проплавлення;
Увігнутість кореня шва.
внутрішні дефекти - це дефекти, виявлені при використанні неруйнівних методів контролю таких, як радіографічний контроль, ультразвуковий контроль.
Внутрішні дефекти;
Непровари між зварюються крайками;
Непровари в корені шва;
Внутрішні тріщини;
Пори і шлакові включення (поодинокі, скупчення, ланцюжки), що не виходять на поверхню.
Основні дефекти зварних швів і причини їх виникнення
Тріщина зварного з'єднання - дефект зварного з'єднання у вигляді розриву металу в звареному шві і (або) прилеглих до нього зонах.
До тріщин зварного з'єднання відносяться:
- поздовжня тріщина - тріщина, орієнтована уздовж осі зварного шва;
- поперечна тріщині - тріщина, орієнтована поперек осі зварного шва.
http://pandia.ru/text/78/161/images/image003_21.gif "realsize \u003d" 231x123 "width \u003d" 231 "height \u003d" 123 "align \u003d" left hspace \u003d "\u003e
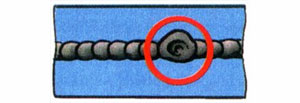
- кратерне тріщина - тріщина (поздовжня, поперечна, розгалужена) в кратері валика (шару) зварного шва.
Причини появи тріщин:
Порушення розробленої технології зварювання;
Невідповідність застосовуваних зварювальних матеріалів;
Схильність зварюється до загартування;
Високі швидкості охолодження зварного з'єднання;
Сварка вироби при низькій температурі.
Причина появи кратера тріщини
виправлення: вирізка, вишліфовка до повного видалення дефекту з наступною заваркою.
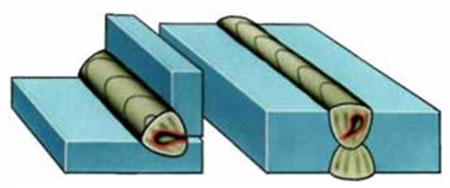
свищі
http://pandia.ru/text/78/161/images/image005_12.gif "align \u003d" left "width \u003d" 227 "height \u003d" 260 "\u003e пори
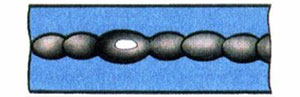
Пора в звареному шві - дефект зварного шва у вигляді порожнини округлої форми, заповненої газом.
Ланцюжок пір в зварному шві - група пір в зварному шві, розташованих в лінію.
Скупчення пір в зварному шві -група близько розташованих пір.
Причини появи пір:
Сварка зволоженими (непросушених) покритими електродами;
Погана підготовка кромок під зварювання (наявність іржі, масла, фарби і ін. Забруднень);
Завищення швидкості зварювання.
Скупчення пір - неприпустимий дефект.
виправлення: для плоских елементів- вишліфовка, механічна стругання або фрезерування, повітряно-дугова стругання (ВДС) вугільними електродами з наступною заваркою.
для трубних елементів - вибірка дефектів на токарному верстаті з подальшою заваркою.
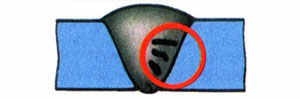
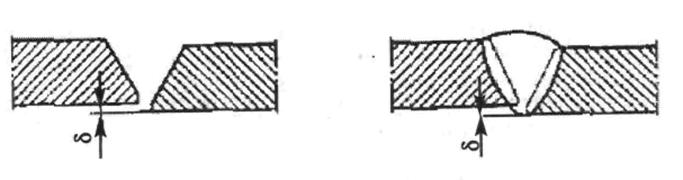
Непровар крайок і несплавлення між крайками і валиками або між валиками зварного з'єднання. непровар - дефект у вигляді несплавлення в зварному з'єднанні внаслідок неповного розплавлення кромок або поверхонь раніше виконаних валиків зварного шва.
причини непровару зварюються між собою кромок:
Занижений зазор між зварюються крайками;
Підвищений притуплення кромок;
Малий кут скосу кромок;
Завищення швидкості зварювання;
Зсув електрода з осі стику;
Недостатня сила зварювального струму;
Нерівномірне величина притуплення крайок по довжині стику;
Нові валики (або шари) виконуються по шару попереднього металу з невидаленого зварювальним шлаком при багатошаровому зварюванні;
Недостатньо точний напрям електрода щодо попереднього валика (або шару) при багатошаровому зварюванні;
Блукання зварювальної дуги (магнітне дуття).
виправлення: при невеликих обсягах робіт - вишліфовка, при великих обсягах робіт - механічна стругання, фрезерування на верстаті або повітряно-дугового сторожкою, виплавка газовим різанням з подальшою заваркою.
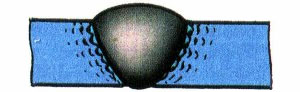
Прожогом
Пропал зварного шва - дефект у вигляді наскрізного отвору в звареному шві, що утворився в результаті витікання частини металу зварювальної ванни.
Причини прожога:
Завищений зварювальний струм;
Мале притуплення крайок, що зварюються;
Нерівномірний зазор по довжині між зварювальних кромок;
Мала швидкість зварювання;
Нерівномірне величина притуплення крайок по довжині стику.
виправлення: зашліфовкі з двох сторін з подальшою заваркою.
шлакові включення
Шлакові включення зварного шва - дефект у вигляді вкраплення шлаку в звареному шві.

Причини появи шлакових включень:
Завищення швидкості зварювання;
Погана підготовка кромок під зварювання;
Погано відбита шлаковая кірка попереднього (нижнього) шару,
Велика довжина зварювальної дуги.
Скупчення шлакових включень - неприпустимий дефект.
виправлення: для плоских елементів - вишліфовка (окремо стоїть і скупчення шлаку) механічна і повітряно-дугове стругання (ВДС) (ланцюжки шлаку) з подальшою заваркою.
для трубних елементів - вишліфовка (окремий або скупчення шлаку), вибірка на токарному верстаті (ланцюжки шлаку) з подальшою заваркою.
Бризки електродного металу
бризки металу - дефект у вигляді крапель на поверхні зварного з'єднання.
Причини появи бризок металу:
Завищений зварювальний струм;
Велика довжина зварювальної дуги;
Магнітне дуття;
Неякісно виготовлений електрод (ексцентричність покриття).
виправлення: зрубати зубилом і молотком, з подальшою зашліфовкі місць видалення.
поверхневе окислення
поверхневе окислення зварного з'єднання - дефект у вигляді окалини або плівки окислів на поверхні зварного з'єднання.
Причини появи окисної плівки:
Погана захист металу від повітря;
Передчасне видалення шару шлакової кірки з зварного шва;
Перегрів металу.
виправлення: якщо немає особливих вимог до окисної плівці на кресленні, допускається не видаляти. В іншому випадку - зачистка вручну металевою щіткою або за допомогою шліфувальної машини.
підріз
Підріз зони сплаву - дефект у вигляді поглиблення по лінії сплавлення зварного шва з основним металом
Підрізи зони сплаву: як правило - двосторонній при зварюванні стикового шва, і односторонній на вертикальній площині при зварюванні кутового шва.
Причини появи підрізу:
Низька кваліфікація зварника (неправильні поперечні руху кінцем електрода);
Зсув електрода в сторону вертикальної стінки при зварюванні кутового шва (підріз вертикальної стінки);
Завищення зварювальної дуги;
Завищена швидкість зварювання;
Ексцентричність покриття електрода.
виправлення: расшліфовкой (згладжування) підрізів або їх підварювання.
Дефекти формування зварного шва
До дефектів формування зварного шва відносяться:
- наплив в зварному з'єднанні - дефект у вигляді натекания металу шва на поверхню основного металу або раніше виконаного валика без сплаву з ним;
- поглиблення між валиками - це поздовжня западина між двома сусідніми валиками шва;
-груба чешуйчатость - поперечні або округлі поглиблення на поверхні валика, що утворилися внаслідок нерівномірності затвердіння металу зварювальної ванни;
-кратер - дефект у вигляді порожнини або западини, що утворився при усадки розплавленого металу при затвердінні, розташовується в місцях різкого обриву дуги або закінчення зварювання;
- перевищення посилення зварного шва - надлишок наплавленого металу на лицьовій стороні (сторонах) стикового шва;
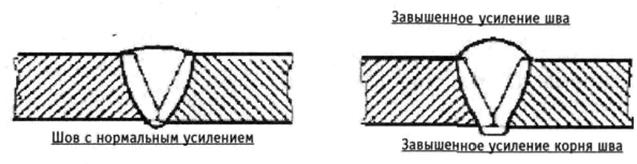
- перевищення опуклості зварного шва - надлишок наплавленого металу на лицьовій стороні кутового шва;
-  місцеве перевищення проплавления зварного шва - місцевий надлишковий проплав (з внутрішньої сторони одностороннього шва);
місцеве перевищення проплавления зварного шва - місцевий надлишковий проплав (з внутрішньої сторони одностороннього шва);
- протік зварного шва - стікання металу внаслідок дії сили тяжіння;
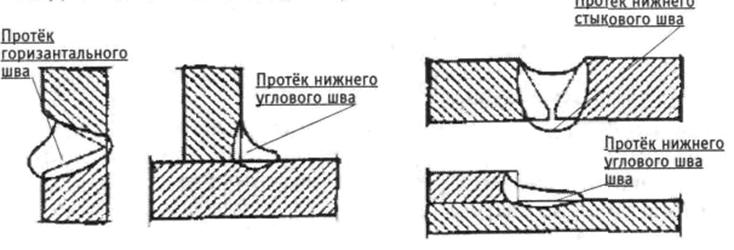
http://pandia.ru/text/78/161/images/image020_5.gif "align \u003d" left "width \u003d" 288 "height \u003d" 136 "\u003e
- нерівномірна ширина шва - надмірне коливання ширини шва
-  нерівномірна висота шва - надмірна нерівність зовнішньої поверхні шва;
нерівномірна висота шва - надмірна нерівність зовнішньої поверхні шва;
- погане відновлення шва - місцева нерівність поверхні в місці відновлення зварювання.
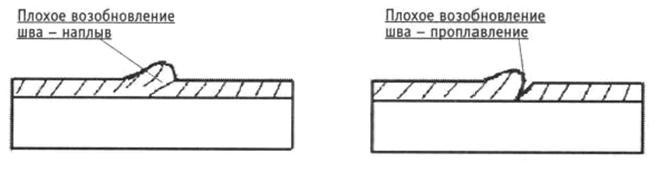
Причини появи дефектів формування зварного шва: Такі дефекти формування зварного шва, як неплавное сполучення зварних швів і зварного шва з основним металом, нерівномірність висоти (катета) і ширини шва, напливи, нерівномірна чешуйчатость виходять при:
Неправильному виборі режиму зварювання;
В результаті низької кваліфікації зварника;
Через низьку якість складання вузла.
Причини появи незасвідченою кратера:
Низька кваліфікація зварника;
Різкий обрив зварювальної дуги.
Категорія дефекту: Наплив (натікання), перевищення посилення зварного шва, місцеве перевищення проплавления, асиметрія кутового шва, нерівномірна ширина і висота шва, погане відновлення шва, поглиблення між валиками, груба чешуйчатость - допускаються при виконанні вимог нормативно-технічної документації на даний виріб.
виправлення: підшліфовка.
Поглиблення і грубу чушуйчатость шліфувати (згладити) і (або) підварити.
виправлення: шліфувати і підварити.
виправлення: підварити.
 усадочна раковина
усадочна раковина
Усадочна раковина зварного шва: дефект у вигляді порожнини або западини, утворений при усадки металу шва в умовах відсутності харчування рідким металом.
Причини появи усадочноюраковини: місцеве засмічення металу зварювальної ванни легкоплавкими речовинами на основі сірки, фосфору та ін.
виправлення: підшліфовка.
Увігнутість кореня шва

Увігнутість кореня шва - дефект у вигляді поглиблення на поверхні зворотної сторони зварного одностороннього шва.
Причини появи увігнутості кореня шва:
Завищений зазор між зварюються крайками;
Недостатня величина зварювального струму;
Завищена швидкість зварювання.
виправлення: підшліфовка і підварювання.
зміщення кромок
Зсув зварених крайок (d) - неправильне положення зварених кромок один щодо одного.
Причини появи зміщення кромок:
Неправильна (неякісна) складання деталей під зварювання;
Неякісна прихватка;
Недостатня кількість прихваток;
-  нерівномірний розподіл прихваток.
нерівномірний розподіл прихваток.
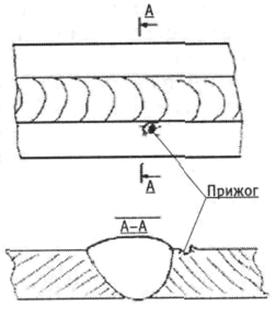
Випадкове оплавлення основного металу в результаті запалювання дуги або гасіння (пріжогов) - дефект у вигляді пошкодження поверхні основного металу, що примикає до зварного шва; виникає в результаті випадкового або навмисного порушення дуги поза оброблення сполуки.
Причина появи пріжогов:
Низька кваліфікація зварника.
виправлення: зачистка місць прижоги до «здорового» металу
Контрольні питання
Кожне питання має один або кілька правильних відповідей. Виберіть правильну відповідь.
1. Що називається тріщиною?
а) Дефект зварного з'єднання у вигляді розриву металу в зварному шві і (або) прилеглих до німу зонах.
б) Дефект у вигляді внутрішньої порожнини.
в) Дефект у вигляді поглиблення по лінії сплавлення зварного шва з основним металом.
2. Що називається часом?
а) Дефект у вигляді порожнини або западини, утвореної при усадки металу шва.
б) Дефект, що має відгалуження в різних напрямках.
в) Дефект зварного шва у вигляді порожнини округлої форми, заповненої газом.
3. Що називається непроваром крайок?
а) Дефект, орієнтований вздовж зварного шва у вигляді розриву.
в) Дефект у вигляді скупчення шлаку в звареному шві.
4. Що називається прожогом?
а) Дефект у вигляді воронкоподібного поглиблення в звареному шві.
б) Дефект у вигляді порожнини або западини в звареному шві.
в) Дефект у вигляді наскрізного отвору в звареному шві, що утворився в результаті витікання частини металу зварювальної ванни.
5. Що таке шлакове включення?
а) Дефект зварного шва у вигляді порожнини округлої форми, заповненої газом.
б) Дефект у вигляді шлаку в звареному шві.
в) Дефект у вигляді поглиблення по лінії сплавлення шва з основним металом.
6. Що називається подрезом?
а) Дефект у вигляді поглиблення по лінії сплавлення зварного шва з основним металом.
б) Дефект у вигляді несплавлення в зварному з'єднанні, внаслідок неповного розплавлення кромок.
в) Дефект у вигляді поглиблення на поверхні зворотної сторони зварного одностороннього шва.
7. Що таке кратер?
а) Дефект у вигляді воронкоподібного поглиблення в середині зварного шва.
б) Дефект у вигляді поглиблення по лінії сплавлення зварного шва з основним металом.
в) Дефект у вигляді порожнини або западини, що утворився при усадки розплавленого металу при затвердінні в кінці зварного шва.
8. Що називається пріжогов?
а) Дефект у вигляді окалини або плівки окислів на поверхні зварного з'єднання.
б) Дефект у вигляді затверділих крапель на поверхні зварного. з'єднання.
в) Дефект у вигляді місцевого пошкодження поверхні основного металу, що виникло в результаті випадкового або навмисного порушення дуги поза оброблення сполуки.
9. Які причини появи пір?
а) Добре прожарені електроди.
б) Вологі електроди.
в) Наявність іржі або масла на зварювальних крайках.
10. Які причини появи бризок електродного металу?
а) Велика довжина зварювальної дуги.
б) Велика ширина зварного шва.
в) Магнітне дуття.




