Прилад коригування пробігу. Сварка проводів в розподільній коробці своїми руками.
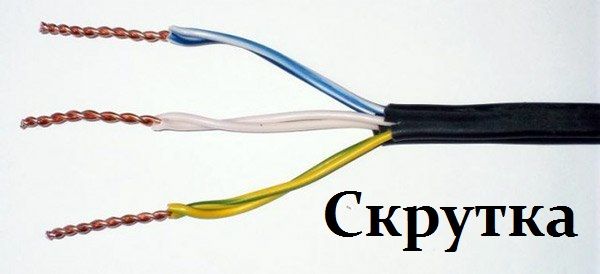
якісні з'єднання мідних проводів в електропроводці - запорука безпеки і гарантія довгого терміну служби.
Для з'єднань використовують скручування, пайку або зварювання. Зварювальне з'єднання вигідно відрізняється від інших по надійності. А сам процес зварювання проводів можливий при використанні спеціального апарату.
Електричні мідні кабелі складаються з декількох жив, кожна з яких скручується окремо. При ремонтах роботу доводиться проводити прямо в розподільних коробках, що доставляє певні незручності. Щоб кожну скрутку запаяти по довжині паяльником (точкового з'єднання буде недостатньо) на висоті, доведеться затратити багато часу і сил. Зварюванням досить з'єднати дроти тільки в кінці скручування. А компактні апарати, які використовуються при роботі, полегшують процес.
Сварка міді ускладнюється тим, що вона стає крихкою вже при 300 ° C, а плавиться при 1080 ° C. Тому, крім теоретичних знань, необхідно мати досвід роботи. Для тих, хто вперше зіткнувся з необхідністю зварювання контактів в розподільній коробці, рекомендується попрактикуватися на дослідних зразках.
Скручування мідних проводів можна заварити звичайним або за допомогою саморобного пристрою на основі понижувального трансформатора. Електрики користуються вузькоспеціалізованим апаратом, призначеним спеціально для зварювання скруток. Порядок роботи не залежить від обраного пристрою і виглядає наступним чином:
- Звільнити від ізоляції провід на відстань близько 100 мм.
- Зробити скручування потрібних жив. Довжина кожної повинна бути близько 50 мм.
- Приєднати поруч зі скручуванням масу.
- Підвести електрод до проводів до освіти дуги. Контакт - 1-2 сек. Скручування зварена.
- Наступну скрутку варити після охолодження попередньої.
- Залишилося провести ізоляцію кожної скрутки за допомогою термозбіжних трубок або ізоляційної стрічки.
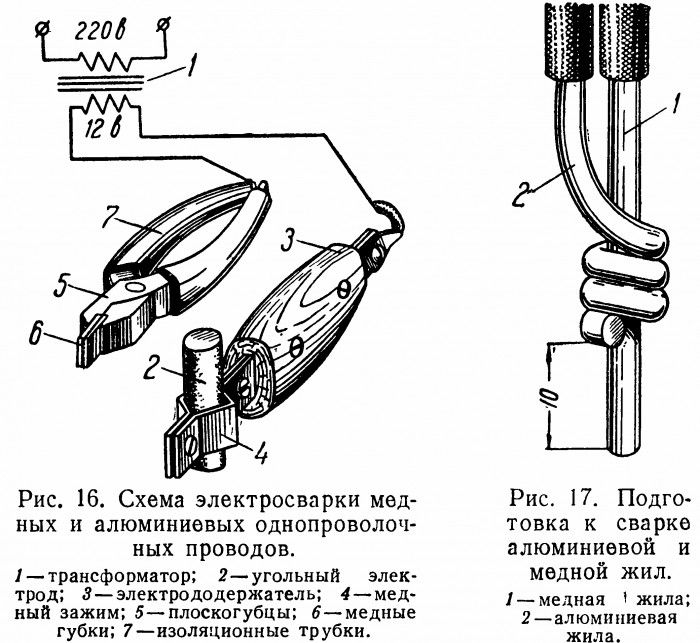
 Сила струму, яка необхідна для зварювання проводів, зазвичай становить 30-90 ампер і повністю залежить від кількості жив в скрутці і їх перетину, а також від фактичного напруги мережі живлення. Апарат для зварювання повинен володіти функцією регулювання струму. Робота ведеться при напрузі 12 або 36 вольт. Як електрод при зварюванні проводів ідеальним рішенням буде вибір вугільних з вмістом міді.
Сила струму, яка необхідна для зварювання проводів, зазвичай становить 30-90 ампер і повністю залежить від кількості жив в скрутці і їх перетину, а також від фактичного напруги мережі живлення. Апарат для зварювання повинен володіти функцією регулювання струму. Робота ведеться при напрузі 12 або 36 вольт. Як електрод при зварюванні проводів ідеальним рішенням буде вибір вугільних з вмістом міді.
Не забудьте знеструмити зварюються дроти!
Короткий огляд пристроїв
Спеціалізовані пристрої ТС 700 виробництва Призма використовуються виключно для зварювання скруток міді і алюмінію (У другому випадку з застосуванням флюсу). Вони відрізняються простотою і зручністю використання. Дуже компактні розміри пристрою і невелику вагу, а також простота самого процесу зварювання - саме те, що необхідно для настільки кропіткої роботи. Прилад дає на виході напруга 12 В, а споживана потужність при роботі - від 1 до 1,5 кВт (залежно від модифікації). Випускається спрощена модель для побутових потреб ТС 700-1, для електриків ТС 700-2 і для великих виробництв ТС 700-3. Комплектуються двома силовими кабелями, один з яких забезпечений пассатижами для затиску скручування, а другий - власником електродів. Є переносна сумка з ременем для носіння на плечі. Побутова модель зварює скручування до 16 мм в діаметрі, дві інші - до 24 мм. Ціна першої - 7600 рублів, другий 8950 і третьої 9300.
Міні «ДОН» - апарат цифровий інверторний з живленням від мережі 220 В. Невеликі розміри, зручний функціонал. Оснащений пристроєм для блокування при стрибків напруги, цифровий індикатор показує поточна напруга в мережі, що полегшує підбір діаметра електрода для зварювання. Є функція захисту від залипання і регулювання струму. При необхідності виробник може поставити модель, пристосовану для роботи в небезпечних умовах. Ціна пристрою 8000 рублів.
Апарати мікрошов-160ПНЦ і мікрошов-180ПНЦ аналогічні по виконуваних функцій і за вартістю.
Апарат ТС700 і розповідь про нього в відео
інверторні апарати
 Мідні скручування можна зварювати за допомогою універсальних. Найкраще вибирати компактні моделі з невеликою вагою. Розглянемо деякі моделі.
Мідні скручування можна зварювати за допомогою універсальних. Найкраще вибирати компактні моделі з невеликою вагою. Розглянемо деякі моделі.
РЕСАНТА САИ-160 апарат російського виробництва. Працює від мережі 220 В, може регулювати струм в діапазоні від 10 до 160 ампер і видавати дугу з напругою 26 В. Вага апарату 4, 5 кг. Ціна 6300 рублів.
QUATTRO ELEMENTI A 160 Nano 643-255 - італійська марка. На російському ринку продаються апарати, виготовлені в Китаї. Компактні за розмірами, вага 4,9 кг. Чудово підходить для побутових потреб. Працює від мережі 220 В. Ціна 5950 рублів.
PFTRIOTMax Welder DC-200 C інверторний апарат, що відрізняється низьким рівнем шуму і точністю роботи. Родина бренду США, в продажу на російському ринку моделі, виготовлені в Китаї. Вага 4, 5 кг, є переносний ремінь, що робить апарат мобільним. Діапазон струму 10-200 ампер, харчування від мережі 220 В. При зварюванні використовують електроди до 5 мм в діаметрі. Ціна апарату від 7600 до 9600 рублів.
Зварювальний інвертор FUBAG IQ 160 від німецьких виробників. Малогабаритний, вага 6,9 кг. Працює від мережі з напругою 150-240 В. Регулювання струму від 10 до 160 ампер. В комплекті 2 мідних кабелю - з власником електродів і з затискачем для заземлення. Ціна порядку 7000 руб.
СВАРОГ ARC 160 Easy Z213 H - російський апарат в міцному металевому корпусі з безступінчатим регулюванням сили струму. Підключення кабелів здійснюється через спеціальні роз'єми, що дуже зручно. Діапазон струму 10-160 А, живлення від мережі 220 В. Вага - 4 кг. Ціна апарату 9000 рублів.
Як вибрати апарат
 У будь-якій справі, головним орієнтиром для вибору приладу, є мета придбання, Ціна і функціональні можливості. Для побутових цілей купувати спеціалізований пристрій для зварювання мідних або навряд чи доцільно. Краще такий прилад взяти в оренду на час. Але якщо вам доводиться часто займатися зварюванням проводів, то звичайно, спеціальний апарат просто необхідний.
У будь-якій справі, головним орієнтиром для вибору приладу, є мета придбання, Ціна і функціональні можливості. Для побутових цілей купувати спеціалізований пристрій для зварювання мідних або навряд чи доцільно. Краще такий прилад взяти в оренду на час. Але якщо вам доводиться часто займатися зварюванням проводів, то звичайно, спеціальний апарат просто необхідний.
Для будинку вигідніше придбання універсального инверторного апарату. За допомогою якого ви зумієте виконати будь-яку необхідну зварювання - коло їх можливостей надзвичайно великий. Інше питання в тому. що зварювання скруток зажадає від вас певних знань, але це можна виправити.
При підборі варильного інвертора, зверніть увагу на потужність і джерело живлення. Зайве потужний апарат - розкіш. Для будинку цілком підійде модель з потужністю 4-5 кВт.
З бажаних функцій, які суттєво полегшують процес зварювання, бажано наявність «Гарячого старту», Захисту від залипання і нечутливість до перепадів напруги мережі живлення. Сила струму до 160 А дозволяє варити метал товщиною до 5 мм, цього зазвичай цілком вистачає для побутових цілей.
Для недосвідчених зварників інверторні моделі - кращий вибір. Вони прості у використанні, що дозволить новачкові швидко освоїти ази зварювального ремесла.
з недоліків зварювальних інверторів можна відзначити високу вартість і створення перешкод в мережі.
Чи можна зробити пристрій для зварювання з підручних матеріалів?
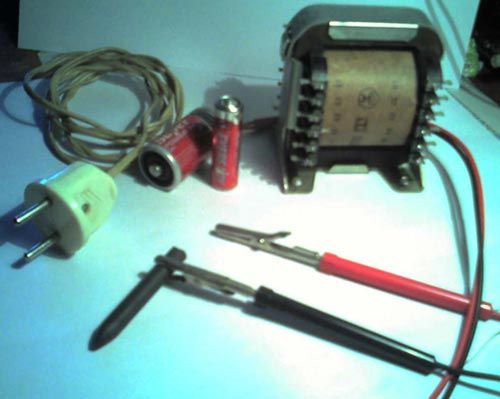
У господарстві мастерового господаря завжди знайдеться старенький невикористаний трансформатор, на основі якого можна зробити домашній зварювальний апарат для мідних проводів. Схема пристрою нескладна, з монтажем впорається будь-який новачок. Для виготовлення будуть потрібні:
- трансформатор;
- Матеріал для кожуха або готова коробка;
- Кабель електричний;
- Пасатижі для затиску скручування;
- Тримач електрода;
- Вугільний електрод, який може бути виготовлений з сердечника круглої батарейки великого розміру або великоформатної вугільної щітки.
- автомати
Саморобний апарат і розповідь про нього в відео нижче
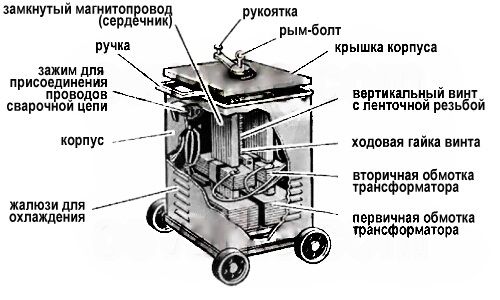
Займатися виготовленням саморобних апаратів допустимо тільки в разі, коли ви добре знайомі з поняттями роботи електротехнічних пристроїв. докладних опис саморобних конструкцій маса, нижче наведені фотографії деяких з них. Трансформатори можна використовувати від старих телевізорів, від мікрохвильової печі, і інші. Достатня потужність трансформатора для виготовлення сварочніка лежить в межах 200 450 ват.
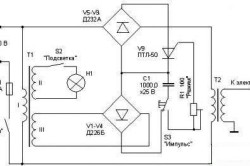
Принципова схема зборки представлена на малюнку:
Домашній прилад хороший тим, що не вимагає значних вкладень коштів, а функцій його вистачає на вирішення побутових завдань зі зварювання.
Дотримуйтесь правил безпеки при роботі з електричними приладами! Так, ні в якому разі, не вмикайте трансформатор від мікрохвильової печі для перевірки в мережу! Напруга на оригінальній вторинної обмотці доходить до 2000 В! Тільки після її видалення можливе використання такого трансформатора для наших цілей, а вторинну обмотку доведеться зробити самостійно.
Ще один саморобний апарат і розповідь про нього
Параметри зварювальних робіт з міддю
Вибір сили струму конкретно до діаметру скручування, кількості проводів в ній і їх перетину має першорядне значення для якісного результату. Кращі значення підбираються дослідним шляхом і головну роль грають в цьому професійні навички. Для приблизної орієнтування за значеннями нижче наведена таблиця рекомендованих параметрів.
Заварювання в вакуумі
Існує спосіб зварювання міді за допомогою електронних променів в умовах вакууму. Для роботи потрібно спеціальний апарат і вакуумна камера. Цей метод можна застосовувати тільки в умовах обладнаних виробничих майстернях або лабораторіях.
Суть методу електронно-променевого зварювання в вакуумі полягає в проплавления міді спрямованим променем конусної форми, що забезпечує високу точність роботи.
що дає променеве зварювання в вакуумі:
- Провід піддаються нагріванню меншою температурою, що позитивно впливає на їх збереженість. Вони не пожолобляться від такого нагрівання.
- Спрямований характер нагріву дозволяє розподілити потрібну температуру на поверхні шва і по його глибині, що підвищує якість зварювання.
- Вакуумному середовищі виключає насичення міді газами, тому з'єднання має пластичні властивості.
Сварка ведеться безперервно, Є можливість працювати з паузами. Методи підбираються оператором в залежності від поставленого завдання.
Зварювальні апарати винайдені давно і мають безліч варіантів. При цьому, вчені продовжують роботу по модернізації і видів апаратів і способів зварювання. Для конкретного завдання зі зварювання скруток міді можна застосувати практично будь-який відомий апарат - відмінність буде в зручності використання. Кращий результат з отримання якісного з'єднання досягти з найменшими витратами можливо із застосуванням спеціалізованого обладнання для цих робіт.
З дозволених правил влаштування електроустановок (ПУЕ) найбільш надійним способом є точкове зварювання торця скручування.
Пару слів про зварювальні апарати
Перевагою даного способу є злиття металу провідників, що виключає перехідний опір площі контакту, яке неминуче виникає при інших варіантах. зварене з'єднання не вимагає періодичного обслуговування, огляду та ремонту, і є найбільш довговічним.
Недоліком електрозварювання проводів є обов'язкова наявність зварювального апарату і спеціальних електродів. До того ж, електрик, щоб використовувати апарат для зварювання проводів, повинен володіти необхідною кваліфікацією і навичками.
Існують зварювальні трансформатори, апарати, станції і верстати, що здійснюють безліч видів зварювання металів. На виробництві широко застосовується дугове, точкова, плазмова, торсіонна, електронно-променева, ультразвукове зварювання, І інші, а також їх комбінації.

Апарат для зварювання проводів
З огляду на простоти використовуваних апаратів, серед електромонтажників набула найбільшого поширення дугова точкове електрозварювання скруток за допомогою вугільних і графітових електродів.

вугільні електроди
Незалежно від зварювальних металів ключовими параметрами для дугового електрозварювання є:
- зварювальний струм електричної дуги, вимірюваний в Амперах;
- напруга, необхідне для утворення дуги, що визначене в Вольтах;
- тип струму (змінний чи постійний).
Універсальні зварювальні агрегати мають регулювання вихідної напруги і струму, вони можуть застосовуватися для зварювання практично будь-яких металів, за умови використання спеціальних електродів і засобів захисту розплавленого металу від окислення.
Універсальний зварювальний агрегат
На практиці зварювання різних проводів, пластин, шинопроводів і інших струмопровідних елементів за допомогою універсального обладнання може здійснюватися тільки стаціонарно, на робочому місці поблизу громіздкого апарату. Такий електромонтаж зручний при складанні електрощитів та іншого електрообладнання, але абсолютно неприйнятний, наприклад, якщо потрібно зварювання мідних проводів в розподільній коробці або вступному щиті квартири.

Через те що для зварювання мідних або алюмінієвих проводів, використовуваних в електропроводці, застосовується менший зварювальний струм, ніж для зварювання сталевих конструкцій, то зварювальні апарати, застосовувані електриками, мають менші габарити і вага, що дозволяє досягати необхідної мобільності під час виконання електромонтажних робіт.

Апарат для зварювання проводів
Принцип роботи апарату
Існують спеціально розроблені компактні, легкі, переносні апарати для електрозварювання в електротехнічних цілях. Для зварювання мідних проводів використовується постійний струм прямої полярності.

Інструменти для зварювання
Це означає, що на тримач електрода підключається «плюс», а на заземлення, який зварювальники називають «масою» подається мінус. Іноді деякі типи електродів, покритих міддю, вимагають зворотної полярності. Залежно від поперечного перерізу і кількості проводів змінюється зварювальний струм.
Як відбувається зварювання
Необхідне значення сили струму виставляється за допомогою регулятора. Залежно від типу апарату, регулюється його вихідна напруга, або обмежується струм дуги.
Регулятор для зміни струму
Дуже часто, коли говорять «зварювальні трансформатори», то мають на увазі пристрої, обладнані регулюванням сили струму з постійним вихідним напругою. Дане визначення є неточним, оскільки понижуючий трансформатор, який використовується в зварювальних апаратах, лише знижує напругу.
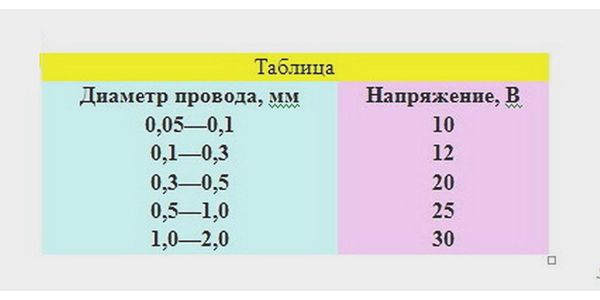
Таблиця вибору напруги для зварювання в залежності від перетину дроту
Випрямлення струму здійснюється доданими мостом і фільтром пульсацій, а регулювання додатковими компонентами.
Таблиця вибору струму для зварювання в залежності від перетину дроту і їх кількості
Майстри електрозварювання, завдяки багатому досвіду, використовуючи один лише трансформатор, можуть зварювати дроти навіть змінним струмом без регулювання, витримуючи потрібний час утримання дуги, яке визначається експериментально.
Трансформатори для зварювання проводів
Але зварювання змінним струмом дає найгірший результат, і потрібна чимала майстерність, щоб якість з'єднання не постраждало. Тому для новачків необхідний нормальний зварювальний апарат, щоб засвоїти ази електротехнічної зварювання, які будуть описані нижче.
Як правильно зробити і зварити скрутку
На відміну від монтажу залізних конструкцій, де переважає дугове зварювання безперервним швом, зварювання електричних провідників здійснюється після їх скручування.
Тому зварювальний агрегат електротехніка має інше поширена назва: "апарат для зварювання скруток». В обов'язковому порядку потрібно зачистити кабель від зовнішньої ізоляції на довжину 7-10 см., Тому для застосування зварювання виступаючі з розподільної коробки кінці кабелів потрібно залишати довшими, ніж при інших видах з'єднань.
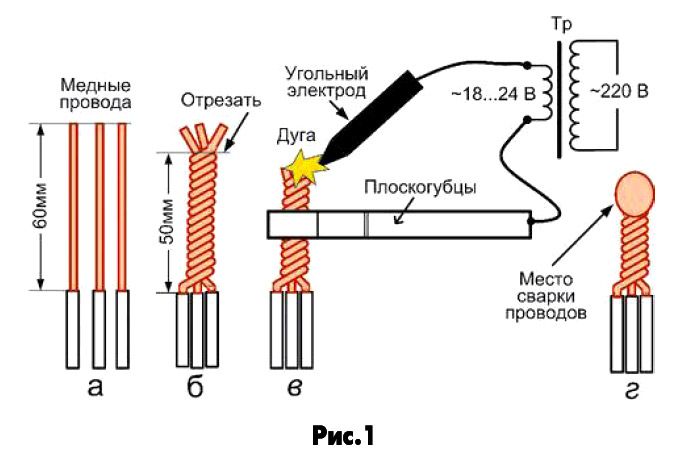
Провід зачищають на довжину 7 см, і з'єднують відповідно до схеми у вигляді скруток, які в підсумку будуть мати довжину близько п'яти сантиметрів.
Така відносно довга оголена частина провідників потрібна, щоб ізоляція плавляться при нагріванні металу під час електрозварювання. Кінець скручування обрізають кусачками, щоб вийшла рівна поверхня торця.
рівна скручування
Перш ніж приступити до зварювання, потрібно розглянути держатель електродів і затиск для заземлюючого проводу (маси). Тримач підключається за допомогою гнучкого багатожильного дроти до плюсової клеми апарату.

Затиск (маса) і електрод
Використовуючи саморобні зварювальні трансформатори, необхідно підбирати поперечний переріз проводу якомога більшою, при цьому довжина повинна бути оптимальною, щоб можна було дістати до розподільної коробки.
Саморобний зварювальний апарат
Конструкція держателя може бути довільною, головне, щоб затискати електрод надійно тримався. Для підключення маси використовують підпружинений затиск, в народі званий «крокодилом», або плоскогубці, з підключеним до них заземлюючим проводом.

Тримач (зажим)

електрод
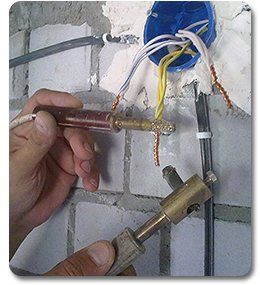
Лівою рукою затискають масовий провід на скручування оголених провідників трохи нижче торця. Тримаючи держатель в правій руці, кінцем електрода торкаються до торця скручування на одну дві секунди.

Необхідно надіти захисну маску або хоча б окуляри. Хоч і під час електрозварювання проводів бризок практично не утворюється, після множинне вироблених точкових з'єднань, через ультрафіолетового випромінювання особа помітно почервоніє від засмаги.

Робота зі зварювальним апаратом
Сам момент зварювання дуже короткий. Але, щоб зробити зварювальне з'єднання хорошої якості потрібно добре потренуватися. Найпоширеніша проблема новачків - це прилипання електрода до зварюваного металу.
Щоб «спіймати» дугу, необхідно виробити рух, при якому торець електрода під час перпендикулярного торкання трохи йде в бік, як би чиркаючи по скрутці. Час утримання дуги залежить від струму і діаметра зварювальних проводів.
![]()
Фокусуючи погляд на торці скручування необхідно вловити момент, коли метал розігріється до червоного світіння і утворюється характерний кулька розплавленої міді. Свідченням доброї зварювання буде округла поверхня кульки і райдужні переливи на поверхні мідних провідників.

Скручування після зварювання
Потрібно дати охолонути самого місця точкової зварювання і скручування, яка помітно прогрівається, завдяки хорошій теплопровідності міді, через що не слід занадто довго тримати дугу, інакше ізоляція почне плавитися, про що буде свідчити характерний запах.

Після повного охолодження заварену скрутку ізолюють за допомогою термоусадочної трубки або ізоляційної стрічки.

термозбіжна трубка
Сварка алюмінієвих проводів
Подібним чином здійснювалася точкове зварювання алюмінієвих проводів із застосуванням спеціальних флюсів. Оскільки, згідно з ПУЕ, в побутової електропроводці заборонено застосовувати алюмінієві дроти, перетином менше 16 мм², то даний тип зварювання для початківців зварників-електротехніків зустрічатися практично не буде.

Оскільки професійні компактні зварювальні апарати з інвертором (імпульсним) є занадто дорогими, при наявності непотрібного заліза (муздрамтеатру старого трансформатора) можна спробувати самостійно виготовити трансформатор для електрозварювання.
Як застосовується апарат для зварювання скруток? Скручування проводів складається з міді, а мідні дроти дуже часто поширені в електриці. Це з'єднання можна провести трьома способами, такими як опресовування, сжим і зварювання. Найякіснішим способи професіонали вважають зварювання. Але, щоб займатися, треба знати, що температура плавлення повинна бути десь 1080 градусів за Цельсієм. Менше температуру не рекомендується використовувати, так як мідь зламається. Так що при роботі агрегату для даного виду пайки треба мати певні навички в роботі.
Прилад для зварювання проводів повинен мати напругу від 12 до 36 В. Найкращим варіантом є такий, щоб апарат мав функцію регулювання сили струму. Сам процес пайки скруток становить кілька секунд, в цей момент утворюється крапля для надійного міцного з'єднання. Щоб домогтися максимального ефекту під час роботи, необхідно врахувати перетин і кількість жил в дроті.
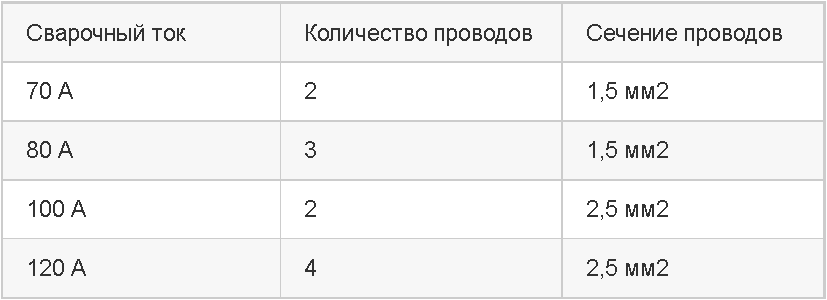
Для з'єднання застосовують зварювальні електроди, І сила струму при подачі на прилад буде залежати від перетину і кількості проводів. Так що давайте розглянемо деякі приклади подачі зварювального струму, а саме:

- Якщо перетин дроту 1,5 мм 2, а кількість мідних проводів два, вам необхідно застосовувати струм з потужністю 70 А.
- Якщо перетин 1,5 мм 2, а кількість мідних проводів три, вам необхідно використовувати струм з потужністю 80 А.
- Якщо перетин 2,5 мм 2, а кількість мідних дротів два, вам необхідно використовувати струм потужністю 100 А.
- Якщо перетин 2,5 мм 2, а кількість мідних дротів чотири, вам необхідно використовувати струм з потужністю 120 А.
Давайте розглянемо, де можна застосовувати апарат для зварювання скруток. Даний вид роботи створюється для того, щоб дроти міцно проводили через себе електричний струм. Такими об'єктами є електричні щити і шафи, розподільні коробки, трансформатори. Сварка скруток необхідна під час виконання ремонтних робіт, на виробництві і в побуті.
Як відбувається зварювальний процес?
Сам процес складається з декількох основних етапів, які необхідно знати кожному, хто збирається займатися цим нехитрим справою. Зварювальні етапи під час з'єднання скруток:

Матеріали для виготовлення для скруток.
- Необхідно взяти кухонний ніж або спеціальний будівельний, а потім акуратненько підрізати оболонку проводу і зняти потрібні вам сантиметри.
- Для створення скруток беремо кілька жив і скручуємо довжиною близько трьох сантиметрів.
- На місце, де необхідно запаяти, потрібно надіти затиск і підключити масу зварювального апарату.
- Необхідно виставити силу струму на зварювальному апараті і дочекатися, коли електрод нагріється до потрібної температури.
Сам процес зварювання забере у вас буквально пару секунд. В цей маленький проміжок часу повинен утворитися маленький куля міді. Якщо перетримати встановлений час, то кінці дроту просто розплавляться і стануть дуже ламкими. Після того як закінчиться процес роботи, вам необхідно буде ізолювати голі дроти, а потім вже підключати напруга.
На промислових підприємствах застосовують великі переносні зварювальні агрегати, до яких підключений багатожильний силовий кабель, а напруга подається з дуже великою силою. Але для домашнього побуту вам підійде апарат на електронно-комп'ютерної плати. Додатково використовується маленька головка на сам апарат і регулювання напруги параметрів і сили струму. Буває так, що зайвих коштів немає для придбання зварювального апарату. Ось тоді приходить думка про створення такого агрегату своїми руками. Але тільки необхідно пам'ятати, що згідно з державними стандартами 22917-78 потрібно застосовувати зварювальну дугу.
Повернутися до списку
Зварювальний апарат для зварювання скруток своїми руками
Матеріали і інструменти:
- трансформатор;
- затискачі;
- вугільний електрод;
- алюмінієвий кабель;
- регулювання напруги.
Якщо вам не по кишені чи ні зайвих коштів для придбання даного виду пристрою для домашнього використання, його можна виготовити своїми руками.
Цей прилад можна зробити на основі трансформатора потужністю 450 Вт, додатково буде потрібно кілька підручних матеріалів.
Трансформатор можна використовувати будь-який, але тільки щоб у нього була первинна мідна обмотка товщиною 2х75 мм і вторинна обмотка на 6 мм з алюмінієвим силовим кабелем. І додатково візьміть вугільний електрод.
Пам'ятайте, що в апараті змінний електричний струм становить від 30 до 40 А. Але максимальна точка напруги становить 15,5 Вт. Для того щоб зробити ручку, яка буде виконувати функцію утримувача електрода, ви можете використовувати два затиску по типу «крокодил».
А для провідника ви можете використовувати вугільний електрод, який зроблений з щітки тролейбусного контакту.
Найголовніша перевага в тому, що прилад дуже акуратний в експлуатації і прослужить вам не один рік. Тільки не забувайте заряджати акумулятор і обов'язково стежте за станом контактів. Ваш саморобний апарат впорається з будь-яким видом робіт. Звичайно, саморобний агрегат не такий масивний, як той, який використовують на виробництві. Він дуже компактний, і його легко можна зберігати в домашніх умовах.
Можна, звичайно, піти в магазин і витратити чималу суму для придбання зварювального апарату, але навіщо? Адже зроблений своїми руками вам обійдеться дешевше, і буде чим похвалитися перед друзями. Так що дерзайте і спробуйте здивувати не тільки себе, але і своїх друзів новим пристосуванням, зробленим своїми руками. Адже так приємно виконувати домашні роботи і усвідомлювати, що ви це зробили самі!

Сварка скруток мідних проводів
Чи важлива зварювання проводів?
Скручування є дуже поширеним видів з'єднання мідних проводів і досить надійним. Сварка сильно покращує якість скрутки, підвищуючи її надійність і довговічність. Відгуки електриків-професіоналів і тести електролабораторій говорять про те, що зварювання скручування - це гарантовано відмінний контакт проводу, не схильний до окислення і не вимагає ревізій распаячних коробок з підтяжкою контактів. У сучасному електромонтажі з використанням дорогих комплектуючих електропроводки це дуже важливо. Адже електрика - це і наука про контактах.Сначала розглянемо варіанти електроапаратів для зварювання скруток.
Різновиди зварювальних апаратів
Виділяються три основні групи зварювальних апаратів, якими користуються електрики (і не тільки) для з'єднання проводів в сучасному електромонтажі:
• вузькопрофільні зварювальні апарати для зварювання скруток мідних проводів, такі як ТС-700 і його аналоги вітчизняного та імпортного виробництва;
• інверторні зварювальні апарати загального призначення;
• зварювальні апарати власного виробництва з понижуючих трансформаторів.

Опис цих типів зварювальних апаратів, їх особливості
Зварювальні апарати для зварювання спайки мідних електропроводів.
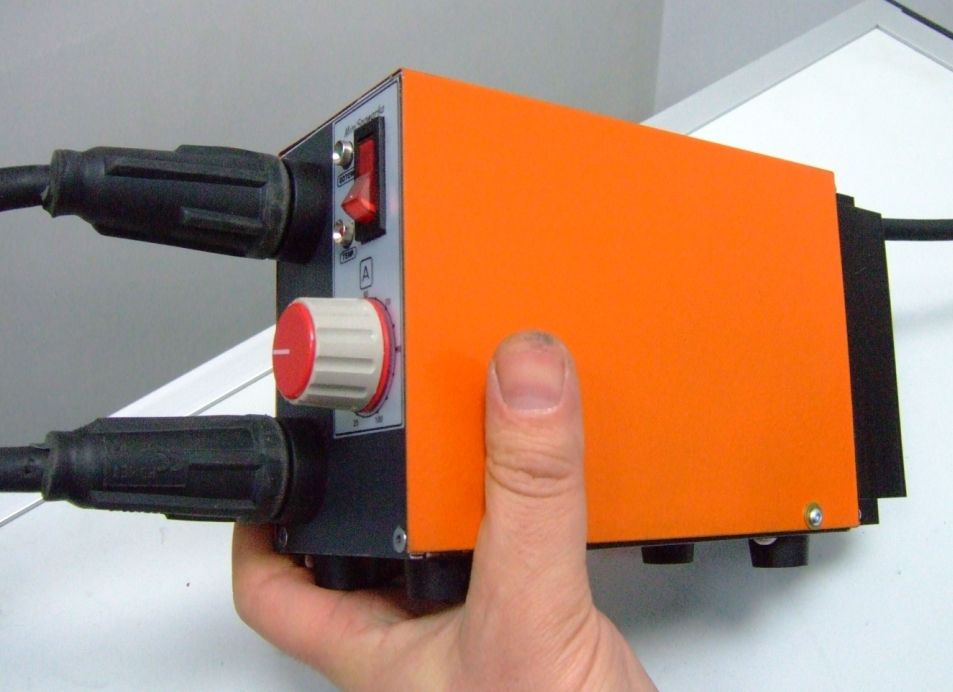
Зварювальні апарати заводського виготовлення для електрозварювання мідних скруток пристосовані тільки для електромонтажу проводів. Працювати зі скрутками ними дуже просто. Корпус апарату компактний, з ременем для перенесення. Кнопка включення / виключення, провід живлення, провід маси з затиском або фіксатором і провід держателя для електрода. Для них використовуються спеціальні вугільні електроди для зварювання мідних проводів. Такими апаратами можна зварювати як жорсткі, так і багатожильні мідні дроти.

Це звичайні інверторні зварювальні апарати, але ними можна зварювати і мідні скручування. Такі апарати теж зручні в перенесенні. Для з'єднання проводу маси апарату зі скручуванням краще використовувати будь-якої затиск. Так само, досвідченим шляхом треба підібрати оптимальне значення зварювального струму (від 60 до 110 А). Електроди використовуються медноугольние. Зварювальний струм краще постійний.

Саморобні зварювальні апарати проводів
Це апарати зроблені електриками-умільцями з різного роду понижуючих трансформаторів. У загальних рисах - це трансформатори потужністю від 300 Вт до 800 Вт, з напругою на вторинній обмотці від 9 В до 36 В. Провід на масу і утримувач роблять з декількох проводів, щоб було від 15 кв. мм. Електроди в цьому випадку, найчастіше - це вугільні стрижні батарейок.

Як зварюються скручування проводів?
1. Потрібно видалити ізоляцію з проводів на 50-60 мм, зробити скрутку.
2. ПЛАСКОГУБЦІ або зажимами з'єднати скрутку з масою.
3. Електродом за 1 сек. ошпарити кінець скручування до кульки на кінці.
4. Остудити і ізолювати скрутку.
Хто може зварювати мідні скручування проводів?
Теоретично - хто завгодно, лише було розуміння електрики й електромонтажу. І все-таки, робити зварювання скручування мідних проводів краще професіоналові-електрику. Звернути увагу потрібно на те, щоб не спалити ізоляцію проводів, щоб скручування була коротенькою, а крапля зварювання, по можливості, без раковин.
Головний елемент для зварювання проводів - зварювальний апарат. Його можна купити готовим в магазині або зробити самому. Розглянемо обидва варіанти.
інвертор
Електронний зварювальний апарат заводського виготовлення. Його пряме призначення - зварювання металів. Він, без переробки, може бути використаний для зварювання проводів. Для цього в якості електрода треба використовувати графітові електроди.
На ринку представлена велика кількість інверторів за прийнятною ціною, малих розмірів і масою близько 3 кг, що дуже важливо для електриків, так як їм часто доводиться зварювати дроти під стелею, перебуваючи на високих сходах.
Принцип роботи інверторів наступний: спочатку ~ 220 В випрямляється, потім перетворюється в змінну напругу частотою 30 ... 100 кГц, далі подається на високочастотний трансформатор і після нього випрямляється до напруги близько 60 В, тобто зварювання здійснюється постійним струмом, При цьому "плюс" підключається до скрутці. Струм зварювання у них регулюється у великих межах, звичайно, від 20 А до 100 ... 250 А (в залежності від моделі). Для зварювання проводів регулятор струму зварювання інвертора необхідно встановити на ток 30 ... 60 А (підбирають експериментально).
Переваги інверторів: можливість регулювання струму в великих межах і зварювання скручування будь-яких діаметрів; малу вагу; прийнятна ціна. Електрики, зварюють ними скручування, швидко навчаються і задоволені якістю зварювання. Але інвертори також мають і мінуси - складність їх схеми і складність ремонту, необхідність берегти їх від підвищеної вологи, різких перепадів температур і злодіїв.
Як самому зробити зварювальний апарат для проводів
Трансформатор для такого апарату краще використовувати вже готовий, заводського виготовлення, або використовувати трансформатор з готової первинної обмоткою, а вторинну перемотати самому. Такі варіанти ми тут і розглянемо.
Фахівці стверджують, що в ідеалі трансформатор для зварювання проводів повинен мати потужність від 500 до 1000 Вт, перетин сердечника 25 мм 2, первинну обмотку -220 В, яка повинна бути намотана мідним (бажано з термостійкої ізоляцією) проводом ПЕВТ діаметром 1,5 ... 2 мм, вторинну обмотку з міді, перетином 15 ... 20 мм 2 і напругою (-18 ... 24) В.
Необхідно відзначити, що сварка буде працювати і при вихідних напругах (-12 ...- 24) В. Але -36 В забагато для такої зварювання. Якщо ви будете варити скрутку проводів великою напругою, скажімо, -36 В або -40 В, то скручування буде перегріватися, а мідь плавитися і розлітатися.
Тому фахівці рекомендують знизити напругу і збільшити струм зварювальної дуги. Для цього необхідно перемотати його вторинну обмотку, розділивши її рівно на 2 частини. Намотування, в такому випадку, рекомендується проводити в два дроти одночасно, а після з'єднати їх паралельно. Оптимальним струмом зварювання слід вважати такий струм, при якому електрод НЕ залипає, а дуга горить стійко. Якщо при зварюванні електрод прилипає до скрутці, то це ознака слабкого струму зварювальної дуги і недостатню потужність трансформатора.
Є й інший варіант вирішення проблеми - використовувати стандартні трансформатори з вихідним напругою -36 В. Можна збільшити довжину зварювальних проводів до трьох метрів. При зварюванні на цих проводах буде падіння напруги, і до скрутці додасться більш низьку напругу, близьке до оптимального. Але тут є "підводний камінь": трансформатор через слабкої потужності може не видати необхідний для зварювання струм.
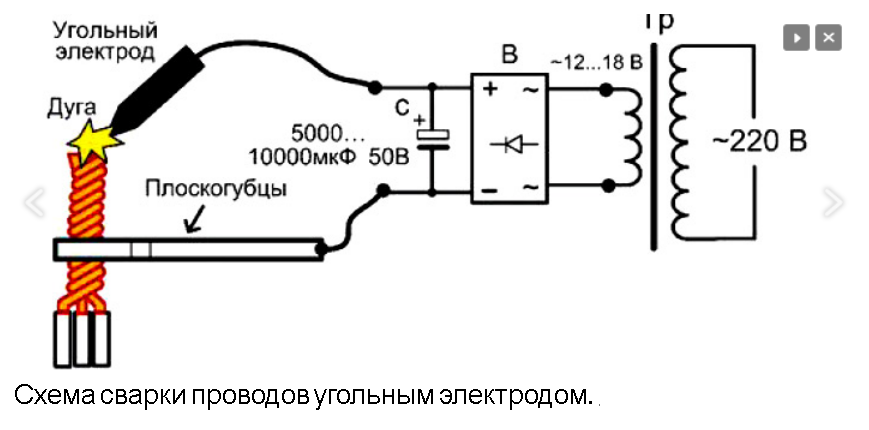
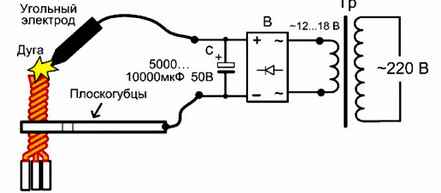
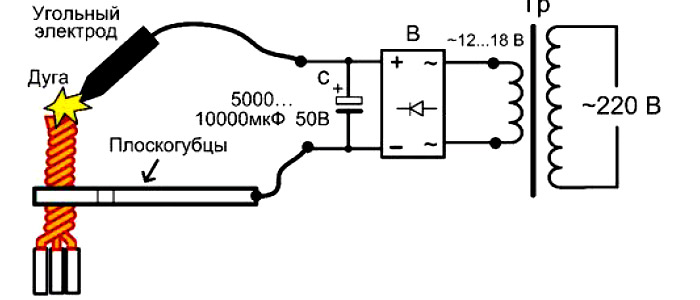
Є ще один варіант вирішення проблеми малої потужності зварювального трансформатора - встановити силовий мостовий випрямляч з конденсатором. Випрямний міст з допустимим струмом 90 ... 100 А встановлюють на радіаторі, а необхідну ємність електролітичного конденсатора 5000 ... 10000 мкФ можна набрати паралельним з'єднанням конденсаторів меншої ємності. "Плюс" прикладають до вугільного електрода. У цій схемі за рахунок заряду конденсатора легко запалюється дуга, яка триває 2 ... 3 с.
Відомо, що зварювальні трансформатори малої потужності при зварюванні сильно перегріваються, аж до появи диму. Щоб зменшити нагрівання, необхідно подавати на нього електроживлення тільки на час зварювання, охолоджувати вентилятором і робити перерви між зварюванням проводів.
Якщо ви вирішили самостійно намотати обмотки зварювального трансформатора, особливо його вторинну обмотку, то роботу слід проводити не поспішаючи, притискаючи виток до витка, що дуже важливо, так як при великих зварювальних токах витки від потужних змінних магнітних полів вібрують, їх ізоляція стирається, що може призвести до короткого замикання. Саме з цієї причини рекомендується вторинну обмотку запивати електроізоляційним лаком, щоб, завмерши, він перешкоджав вібрації.
Якщо у вас немає потрібного перетину мідного дроту, обмотку можна мотати в 2 або 3 дроти паралельно. А під час намотування алюмінієвим дротом, його перетин необхідно збільшити в 1,5-1,7 рази. Багатожильні мідні дроти для вторинної обмотки можна купити в магазинах електротоварів.
Так як обмотки трансформатора знаходяться в нагрітому стані, то застосовувати для намотування дроту з поліхлорвінілової ізоляцією не можна (розплавитися), можна застосувати дроти в гумовій або гумовотканинної ізоляції. Первинна обмотка готового зварювального трансформатора повинна бути захищена запобіжником на 10 А.
Розглянемо можливі варіанти самостійного виготовлення зварювальних трансформаторів.
Варіант 1. З трансформатора з тороїдальним стрічковим осердям
При однакових характеристиках трансформатори з тороїдальним сердечником виграють у Ш-образних трансформаторів за габаритами і вагою в 1,5 рази, крім того, вони мають вище ККД. Для електриків, часто працюють під стелею, мала вага зварювального апарату має вирішальне значення.
Слід зауважити, що намотування тороїдальних трансформаторів пов'язана з труднощами: необхідно виготовити спеціальний човник, на який намотують дріт, а після цього човником намотують трансформатор. Тому я б рекомендував замовити виготовлення "тороида" на електротехнічному заводі, де їх якісно мотають на спеціальних верстатах. Їх фахівці допоможуть вам розрахувати перетин сердечника, кількість витків і діаметр мідного дроту, ви тільки робите замовлення.
Якщо ви вирішили самі виготовити свій апарат на "тороіде", то в якості межобмоточной і зовнішньої ізоляції можна застосувати фторопластову плівку ПЕТФ товщиною 0,01 ... 0,02 мм, лакоткань ЛШСС товщиною 0,06 ... 0,012 мм. Кількість шарів зовнішньої ізоляції 2-3 шари, після чого намотують первинну обмотку і запивають лаком, далі знову намотують 2-3 шари ізоляції, намотують вторинну обмотку мідним багатожильним проводом перетином в ідеалі 15 мм 2. Після вторинну обмотку заливають лаком і ізолюють лакотканиною або ізоляційною стрічкою на тканинній обмотці.
Варіант 2. З лабораторного автотрансформатора ЛАТР-1,25
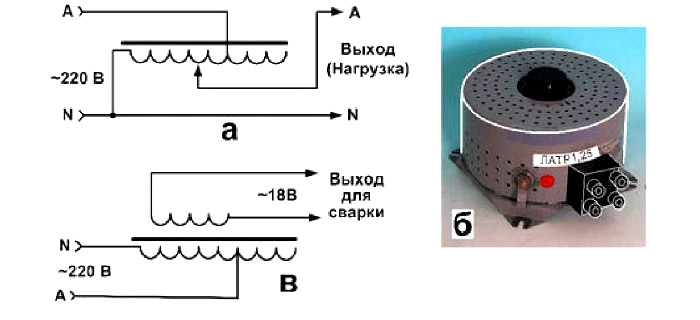
Його пряме призначення - плавне ручне регулювання напруги змінного струму в межах 0 ... 260 В. Єдина обмотка ЛАТР-1,25 (рис.7) намотана на тороїдальним осерді. Випускаються ЛАТР різної потужності, для їх переробки в трансформатор для зварювання проводів підійде ЛАТР з мінімальною потужністю 1,25 кВт, його маса 6 кг. Схема ЛАТР-1,25 показана на ріс.а, а його зовнішній вигляд - на ріс.б.
Для переробки автотрансформатора в зварювальний трансформатор для проводів, необхідно прибрати повзунок, який регулює напругу, і поверх первинної обмотки намотати вторинну обмотку. Для цього необхідно заізолювати первинну обмотку в 2-3 шари лакотканиною або, в крайньому випадку, бавовняної ізоляційною стрічкою. Далі намотують вторинну обмотку, в ідеалі, перетином 15 мм 2 і заливають лаком.
Кількість витків вторинної обмотки підбирають експериментально, наприклад: попередньо намотують 10 витків дроту (можна тонкого) в ізоляції і вимірюють на них напруга, далі обчислюють кількість витків на 1 В. Напруга вторинної обмотки має бути -18 В, можна і ~ 24 В. Роблять відвід на ~ 18 В.
Тут може виникнути питання "Де взяти дроти такого перетину, якщо є, скажімо, ПЕВ перетином 3 мм 2 (діаметром 2 мм)?". В такому випадку можна намотати паралельно 3-4 обмотки цього проводу, а після включити їх паралельно. Схема ЛАТР-1,25, переробленого в зварювальний трансформатор для зварювання проводів, показана на ріс.в.
Варіант 3. З силових трансформаторів мікрохвильових печей
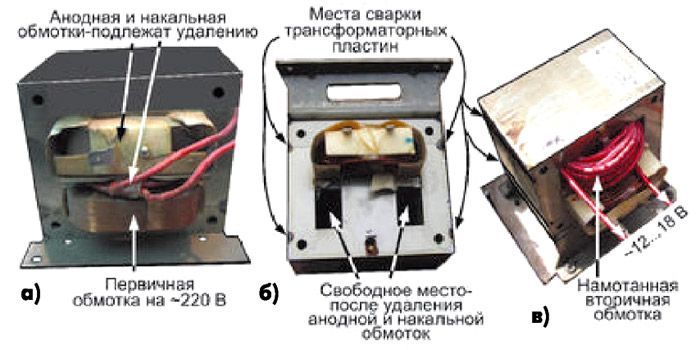
Потужність таких трансформаторів 0,7 ... 0,9 кВт, що цілком підходить для виготовлення зварювального трансформатора для проводів. Сердечник трансформатора в них Ш-подібний. На ньому намотані три обмотки: первинна на ~ 220 В і дві вторинних - накальная (кілька витків товстого дроту) і анодна на 2000 В.
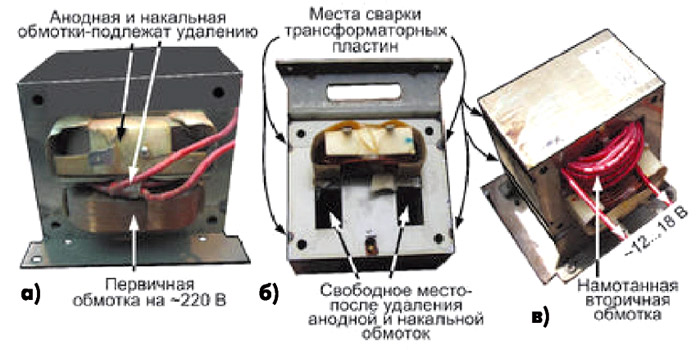
Силові трансформатори від мікрохвильових печей мають особливість. Пластини їх сердечника проварені (ріс.8,6), і розібрати їх, щоб дістатися до котушки обмотки, неможливо. Тому для їх переробки під зварювання проводів необхідно видалити (зрізати) обидві вторинні обмотки - і накальную, і анодний. Накальную обмотку видалити легко, а ось анодного необхідно зрізати ножівкою або болгаркою, причому з двох сторін (ріс.8,6).
Щоб не пошкодити первинну обмотку, необхідно між обмотками прокласти пластину. Після обрізки вторинної обмотки, її залишки вибивають дерев'яним стрижнем і молотком. Розмір вікна, звільненого від вторинної обмотки, у різних трансформаторів може відрізнятися, в залежності від моделі СВЧ печі, і зазвичай лежить в межах від 14 ... 18 мм в ширину і 28 ... 35 мм у висоту.
Намотування вторинної обмотки доведеться проводити через вікна в трансформаторному залозі (ріс.8,6), але попередньо необхідно визначити, скільки витків доводиться на 1 В, а після розрахувати їх кількість на ~ 18 В. Для цього будь-яким тонким проводом намотують 10 витків , далі вимірюють на них напруга і обчислюють співвідношення витків / вольт. Зазвичай воно знаходиться в межах 0,8 ... 1,2 В / виток.
Намотування вторинної обмотки необхідно виконати мідним дротом з максимально можливим перерізом для даного вікна трансформатора, наприклад 10 мм 2, або хоча б 8 мм 2. Знаючи довжину одного витка і їх кількість, обчислюють довжину проводу, відрізають необхідну довжину і виробляють намотування. Намотування проводу у вікні сердечника представляє певні труднощі, так як розмір вікна невеликої та в нього необхідно вкласти товстий провід. Намотування краще проводити вдвох.
На малюнку показаний один з варіантів вже намотанного трансформатора. Струм "холостого ходу" у трансформаторів від мікрохвильових печей становить 2 ... 3,5 А, і вже через 30 хв роботи на " холостому ході"Трансформатор нагрівається до 60 ... 70 ° С. У трансформаторах мікрохвильових печей пластини зварені між собою (ріс.8,6), для того щоб трансформатора не гудів.




