Як навчитися правильно варити електродугової зварюванням. Як навчитися варити зварюванням
Це невеличкий майстер-клас по ручного дугового зварювання. У статті ми постаралися приділити увагу найпоширенішим проблем і питань, з якими стикається початківець зварювальник.
Подумуючи про придбання зварювального апарату «для дому, для дачі», багато обивателі відмовляються від цієї затії, оскільки сумніваються в тому, що зможуть самостійно опанувати премудрості зварки. Всі знають, що висококваліфіковані зварники - це творці, окрема каста майстрових. Тим часом реальність така, що побутове будівельне застосування зварювання в переважній більшості випадків не вимагає особливої якості шва, а зварні з'єднання, по суті, просто замінюють розбірні болтові / гвинтові збірки. При цьому, звичайно, починаючому майстрові не варто братися за зварювання, припустимо, водопровідної труби або навантаженої ферми перекриття, бо наслідки можуть бути дуже неприємними.
Кращий спосіб навчитися варити - це записатися на відповідні курси. Також корисно просто деякий час попрацювати з досвідченим майстром, щоб наочно, в режимі реального часу спостерігати за його діями, помучити питаннями і перейняти основні технічні прийоми. Але навіть це не обов'язково, базової теоретичної підготовки може бути досить, щоб вийти на вулицю і самому почати вчитися. Особливо, якщо, вибираючи джерело зварювального струму, ви віддали перевагу інверторів, які на даний момент найбільш практичні і дуже багато прощають новачкові. Питання вибору зварювального устаткування ми вже розглядали в статті «Як вибрати зварювальний інвертор. Поради професіонала » . Далі ми поведемо розмову про найпоширенішому типі зварювання - ручній (ММА), призначеної для з'єднання деталей з вуглецевої конструкційної сталі із застосуванням штучних покритих електродів.

Підготовка до зварювання
Чим потрібно укомплектувати
екіпірування
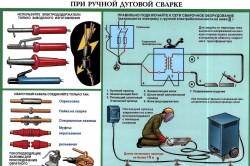
Зварювання є досить шкідливим для людини процесом, тому майстер повинен подбати про свій захист. Почати потрібно з одягу. У продажу є вогнестійкі костюми зварника, а також різні накидки, фартухи і т. П. Окремо захищаються руки, для цих цілей будуть потрібні спеціальні краги, рукавиці або рукавички. Не варто забувати про взуття, яка повинна бути високою, щоб накриватися брюками, і термостійкої, щоб витримувати попадання гарячих іскор. Найголовніше - захист зору. Для цього розроблені так звані світлофільтри, які, будучи встановленими на масці, здатні уберегти очі від шкідливих випромінювань, але дозволяють чітко бачити зварювальну ванну. Вони мають номери і розділяються по затіненості. Затененность світлофільтрів вибирається відповідно до умов роботи (інтенсивність дуги). Багато майстрів дуже полюбили маски зі світлофільтрами типу «хамелеон». Дещо з екіпіровки, зазвичай це маска або рукавички, виробники апарату можуть включати в комплектацію, але далеко не завжди ці девайси нормальної якості.

Високовольтні дроти
Крім самого зварювального апарату (джерела зварювального струму), необхідно мати дроти для передачі харчування на Електродотримачі і затиск маси (клема заземлення). Це спеціальні мідні провідники великого перерізу, розраховані на певну силу струму - чим більше струм, тим крупніше дроти, і тим на більш високий струм вони розраховані. В побутових умовах, Де використовуються порівняно малопотужні інвертори, цілком підійдуть провідники, розраховані на струм до 200 А, довжиною 2,5-4 метра. Як правило, ці дроти йдуть в комплекті, але іноді їх потрібно купувати окремо.

перенесення
Щоб підключити інвертор в мережу (крім надійної заземленої розетки на 25 А, живиться через якісний автомат) майже завжди потрібна перенесення. Перетин кожного її провідника не повинно бути менше 2,5 мм 2. Її довжина може доходити до півсотні метрів, але чим вона коротше, тим точніший ток буде отримано на виході. У будь-якому випадку подовжувач необхідно повністю розмотати з бобіни, щоб він не перегрівався.
допоміжний інструмент
Під час зварювальних робіт завжди пригождается УШМ ( «Болгарка»), краще і «велика» і «маленька». Як оснащення слід запастися як відрізними, так і шліфувальними абразивними дисками. Для зачистки деталей потрібна металева щітка. Для видалення шлаку потрібно молоток. Щоб надійно зафіксувати деталі, що зварюються між собою дуже зручно скористатися металевими струбцинами, через температурних шкідливих пластикові не підійдуть. Давайте відразу згадаємо і про риштованні, які начисто обіграють будь-яку драбину. Вони потрібні, щоб в повній мірі контролювати процес зварювання за місцем і послужать робочим місцем, якщо варити деталі «на столі».

електроди
Класифікація електродів для зварювання ММА дуже велика. Більшість завдань ми зможемо вирішити за допомогою таких популярних марок, як АНО, ОЗС, МP, які добре підходять для зварювання постійним струмом інвертора. Що стосується діаметру стержня, то наш розмір - це «двійка» і дещо рідше - «трійка». Слід розуміти одне золоте правило: діаметр електрода вибирається по товщині металу деталей, що зварюються, а вже від діаметра електрода вибирається зварювальний струм. Це основний, базовий критерій, хоча враховується також хімічний склад металу, форма кромок, тип з'єднання деталей, положення зварювального шва в просторі.

Орієнтовно, для металу товщиною від 1,5 до 3 мм потрібно взяти електрод діаметром 2-2,5 мм. Трійкою варять метал до 5 мм по товщині - і це буде наш межа, більш масивні деталі нам будуть непідвладними, так як електрод просто не прогріє метал деталей. Електроди в 4 мм для будинків мережа не потягне (сила струму близька 200 А, а навантаження наближається до 5 кВт - вимкнеться автомат), та й рідко бувають потрібні його можливості. Про те, яку силу струму виставити, читайте нижче.
Як підготувати деталі
Обробка шва
Зону стикування двох деталей, де буде формуватися зварювальний шов, Слід очистити від забруднень і вологи, також з крайок потрібно за допомогою металевої щітки видалити іржу, залишки лакофарбових складів (метал по парі сантиметрів від стику зачищається до блиску). Якщо товщина деталей перевищує 3 мм, то з кромок рекомендується знімати фаску, що дозволяє домогтися гарного проварювання металевого масиву.
орієнтування деталей
Найпростіше виконувати ручне дугове зварювання, якщо зварювальний шов розташовується на горизонтальній поверхні (зварювання «у нижньому положенні»). При такому способі найбільш зручно виконувати контроль зварювальною ванною. Сила тяжіння діє на розплав зверху вниз, не зрушуючи його, вона допомагає присадного металу електрода переноситися в створюваний користувачем шов. Саме тому, якщо є можливість, новачкові краще варити на столі, а вже потім укрупнені деталі збирати «на місці».

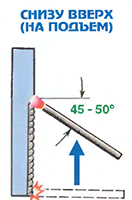
Вертикальне положення складніше, але зустрічається часто, при цьому способі орієнтування варити доводиться або вертикально, або горизонтально на вертикальній площині. У першому випадку шов найчастіше ведуть знизу вгору, але для тонкого металу краще рухатися зверху вниз - так він менше прогрівається і менше небезпека запису. А особливість другого типу зварювання (горизонтально на вертикальній поверхні) полягає в тому, що зварювальну ванну «протягують» перпендикулярно силі тяжіння, тому, щоб метал не випливав, кількість розплаву (розмір зварювальної ванни) має бути мінімальним, дугу витримують максимально короткою.

Стельова зварювання зі зрозумілих причин найскладніша і малопродуктивна, непрофесіоналові краще за неї не братися.
Потрібно також відзначити, що при зварюванні деталі можуть різними способами розташовуватися один щодо одного. Від цього виділяють кілька типів зварювання: встик, внахлест, кутова, тавровим. Сварка встик виконується «майже прямим» електродом, в інших трьох типах електрод буде нахилений, так як проварити потрібно дві деталі, розташовані у взаємно перпендикулярних площинах. Є проблема: наприклад, якщо кутове з'єднання деталей розташувати на столі звичайним способом, то в перерізі ми бачимо літеру L, тобто нижня кромка буде через сили тяжіння більше потрапляти в зону зварювальної ванни. Саме тому є сенс розташувати деталі «у човник» (перетин у вигляді V), тоді обидві кромки добре проваряться.
Який струм виставити
Ми вже говорили, що зварювальний струм підбирається в залежності від товщини електрода. Для початку вам потрібно мати на увазі, що технічно обмежений тільки нижню межу струму. Наприклад, використовуючи двійку, щоб отримати хороший шов, потрібно поставити перемикач сили струму на 70-80 і більше ампер (чим вище, тим швидше згорить електрод). Для трійки підійде ток від 100 до 140 А, четвірка - 160 А. Для початку спробуйте ток трохи вище мінімального, а вже при необхідності піднімайте його значення. Є хороший спосіб зрозуміти, чи правильно ви вибрали силовий режим: звук зварювання повинен нагадувати потріскування, а не булькання або гудіння.

З якою полярністю підключити тримач електроду і масу
Інвертор працює від постійного струму, тому дозволяє підключити високовольтні дроти в два положення, на електрод або масу можна подати «плюс» чи «мінус». Якщо на електроді плюс (зворотна полярність), то він гріється сильніше, а якщо мінус (пряма полярність) - то деталь. Зворотній полярність використовується частіше, вона характерна для традиційної зварювання. Пряма полярність використовується для зварювання листового металу в високому темпі зі спеціальними електродами.
Робота зі зварювальної дугою
Виконавши всі підготовчі роботи, можете приступити до тренування. Розташуєтеся максимально зручно, краще сядьте, обіпріться на стіл, тримайте затискач електрода двома руками. Далі розглянемо основні рухи і прийоми на найпростішому - зварювання в нижньому положенні, деталі встик, електрод двійка, метал листовий (або пластини), кромки прямі без фасок, шов прямолінійний одношаровий. Пункти підуть приблизно по порядку виконання робіт, але деякі дії здійснюються одночасно. Кожен пункт не обов'язково означає дію, це - важливий момент, на який слід звернути увагу.
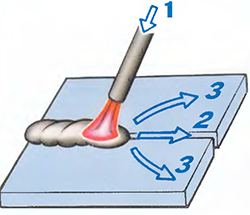
1. Підпал. Щоб з'явилася (запалився) дуга, слід виконати чиркала рух електродом по деталі, ніби сірником. Чиркати потрібно у напрямку шва, щоб заготовка не була зіпсована. Сам електрод необхідно злегка нахилити щодо вертикалі (приблизно на 30 градусів).

2. Контроль дуги, формування зварювальної ванни. Як тільки дуга розгорілася - підводимо її до початку шва і чекаємо розплавлення металу. Спочатку під електродом протягом 2-3 секунд з'являється червона пляма, це горить флюс. Потім можна спостерігати появу жовто-оранжевого плями, на якому видніється брижі - це розплавився метал.
3. Положення електроду при формуванні зварювальної ванни. Електрод розташовується майже вертикально, злегка нахилений в бік напрямку шва (на 25-40 градусів). Між електродом і деталями потрібно витримати відстань близько 3 міліметрів, зазвичай для цього обмазкой стосуються метала зварюються заготовок.

4. Формування шва, управління зварювальної ванній. Отже, ознакою появи зварювальної ванни є виникнення помаранчевого плями з подрагивающей поверхнею. З початку підпалу дуги ванна (розплав металу) з'являється через 2-3 секунди, і ми повинні перемістити електрод на один-два міліметри у напрямку нашого шва. Потім знову чекаємо появи оранжевого плями, тепер на це буде йти менше секунди. Так поступово, міліметр за міліметром, і рухаємося.
5. Положення, тип руху електрода при формуванні шва.
По-перше, потрібно завжди тримати коректний нахил. Якщо занадто сильно нахиляти електрод, то дуга буде своїм потоком відштовхувати зварювальну ванну тому, роблячи шов високим, ускладнюючи прогрів металу. Більш вертикальний електрод тисне дугою на ванну, распластивая її. Таким чином, нахилом електрода можна маніпулювати висотою шва, більш коректним вважається шов, який по висоті виходить врівень зі зварюються поверхнями. Однак слід врахувати, що при істотно нахиленому електроді простіше візуально контролювати стан зварювальної ванни.

Друге, не забуваємо витримувати дугового проміжок. Справа в тому, що електрод витрачається, і його потрібно постійно опускати, як кажуть: «вмочати» в зварювальну ванну. Якщо електрод не наближатися максимально близько, то не буде металу для формування шва, а великий зазор зробить дугу нестабільною. Занадто відверті торкання електродом деталей викличуть коротке замикання, і на инверторе спрацює захист. Візьміть за орієнтир висоту, коли при нахиленому електроді ви торкаєтеся деталей тільки обмазкой електрода.
Третє, тип руху електрода новачкові краще вибрати прямолінійний, в крайньому випадку - з невеликими круговими (навколо ванни) і одночасно поступальною ходою. Формуємо так звані «лусочки», які перекривають один одного десь наполовину. Кращий шов - з дрібної чешуйчатостью. До слова, всякі там зигзаги і вісімки будете освоювати потім, вони потрібні для роботи з товстим металом.

Четверте, швидкість переміщення. Від недотримання цього параметра часто виникають основні дефекти зварювання - непровари або пропалювання. Числових рішень привести неможливо. Слідкуйте за станом (кольором) зони під електродом, рухайтеся плавно, не перетримуйте. Зупиняйтеся і розглядайте готові частини шва. Чим тонше електрод, тим менше він прогріває метал, і тим повільніше його ведуть. Очевидно, що при граничних ситуаціях (коли деталі можна зварити і трійкою, і двійкою) новачкові краще використовувати більш тонкий електрод і повільніше його вести. У міру підвищення кваліфікації - збільшуйте струм і застосовуйте більш товстий електрод.
6. Контроль зварювальної ванни здійснюється візуально. Дивіться на ванну і на шов позаду, а не саму дугу. Досліджуйте свій шов, щоб він був однакової товщини і ширини (оптимальна ширина - від 0,8 до 1,5 діаметра електрода) з мінімумом дефектів (ГОСТ 30242-97). У побутових умовах багато дефекти зварювання без проблем усуваються додатковим підварювання, але тільки після охолодження шва і очищення його від шлаків. Для початківця, мабуть, все ж краще працювати з істотно нахиленим електродом, щоб краще бачити зварювальну ванну. Зауважимо, що не варто спочатку намагатися проварити шов однією дугою, зупиніться і розгляньте геометрію (перетин) одержуваного шва: чешуйка / горбок - добре; кулька на ніжці - мала сила струму; прожиг і кратери - висока сила струму, повільне ведення електрода по заданій траєкторії.
7. Як закінчити зварювання. В кінці шва не прибирають електрод відразу, а зробіть невелике коло на місці, вносячи метал, інакше в точці відриву дуги залишиться кратер. Відрив електрода зробіть легким чірканьем. Після зварювання шлак, коли він охолов і почорнів, за допомогою молотка і жорсткої щітки видаляється зі шва. При коректної зварюванні він відскакує великими пластівцями, а в металі шва включень шлаку немає.

Ця стаття, звичайно, не може претендувати на всеосяжне керівництво, але на деякі поширені запитання від зварників новачків ми постаралися відповісти. Хотілося б також сказати, що перш ніж починати навчання, ретельно ознайомтеся з рекомендаціями виробника вашого зварювального апарату і електродів, а також уважно вивчіть правила техніки безпеки при проведенні зварювальних робіт . І все у вас вийде.
Антон Турищев, рмнт.ру
Дуже часто в побуті виникає необхідність застосувати зварювання, особливо в приватному будинку. Якщо роботи багато, то можна скористатися послугами зварника, але якщо це пара маленьких виробів, то краще вдатися до допомоги инверторного зварювального апарату.
Чому інвертор? Насправді, це один з найбільш простих, доступних і зручних типів зварювання. Сварка інвертором для початківців виникають в тему зварних з'єднань, допоможе розібрати основи, витративши трохи грошей, не набивши при цьому багато шишок.
Переваги инверторной зварювання
Щоб було простіше, давайте розглянемо переваги цього виду зварювання:
- доступність (це майже побутовий прилад, кожен магазин зварювального обладнання надає широкий вибір інверторів);
- дешевизна (деякі зварювання коштують дешевше, ніж ви заплатите за послуги зварника);
- невелика вага, мобільність (важать апарати 3 - 10 кг і можуть легко переноситься з місця на місце);
- універсальність (таким апаратом можна зварювати, практично, будь-який метал);
- економічність (ККД інвертора близько 90%, а значить, рахунки за електрику НЕ будуть величезними);
- низькі вимоги до напруги (електродом 3 мм можна проводити зварювальні роботи на малих токах при 180 - 170 В в мережі)
- легкість в навчанні (після прочитання даного матеріалу, у вас вже буде достатній багаж знань, щоб самому братися до зварних робіт).
Перш, ніж розбиратися як почати варити инверторной зварюванням, Потрібно провести попередню підготовку. Вона складається з ряду вимог техніки безпеки, а це одяг, правильно ськомпонованноє робоче місце, Індивідуальні засоби захисту і так далі.
З іншого боку це використання відповідних електродів, а також правильна. Без цих знань отримати рівний, якісний шов досить важко, але ще складніше забезпечити собі безпеку.
Засоби захисту
Почнемо ми з того, як навчитися варити безпечно або як захистити себе під час зварювання металу інвертором. Нам знадобляться:
- Рукавички з товстої тканини (не гумові).
- Зварювальна маска. Для кожного зварювального струму повинно бути свій фільтр на масці, інакше ви будете ловити «зайчиків» або будуть. Також можна купити - це спеціальна маска для зварника, яка самостійно підлаштовується під інтенсивність дуги. Для хамелеона є одне зауваження - при низьких температурах швидкість реакції знижується.
- Одяг, яка не світиться від іскор. Вимоги до штанів, верху і взуття універсальні - вони повинні витримувати попадання окалин і не горіти при цьому.

Підготовка робочого місця
Наступний крок - створення зручного робочого майданчика, щоб навчитися варити зварювальним інвертором. Досвідчені зварювальники воліють використовувати спеціальний зварений столик, для новачків підійде будь-який металевий стіл, щоб зручно розташувати і при необхідності зафіксувати деталі, що зварюються.
Звичайно, має бути організовано достатнє освітлення. Так, як вчасно роботи з інвертором можуть виникати іскри і великі окалини, то стіл і простір навколо нього повинно бути очищено від горючих і легкозаймистих рідин і матеріалів. Сам зварювальник повинен стояти на поверхні, що захищає від можливого ураження струмом, наприклад дерев'яному настилі.
Як вибрати електрод
Щоб підібрати електрод при зварюванні інвертором для початківців, ми повинні знати: тип металу і його товщину. Більш досвідчені зварники враховують ще і положення для зварювання, глибину провару і інші нюанси, але нам буде достатньо всього двох пунктів. Для кожного типу металу існує тип електрода, випускаються вони, під конкретний склад металу.
Нержавіючий сплав, чавун або звичайна сталь не можуть варитися однією маркою. Товщина електрода підбирається виходячи з товщини металу і необхідної глибини провару. Для новачків радимо брати сталеві деталі і варити їх електродами, наприклад ОК-46 або УОНІІ 13/55, діаметром 3 -4 мм.

електроди УОНІІ
Схема підключення інвертора, полярність
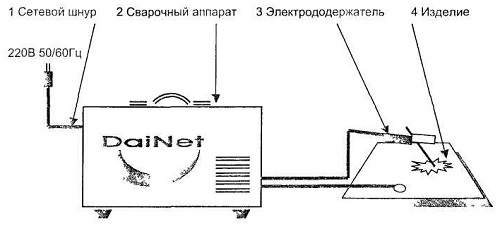
Загальна схема виглядає приблизно так - розетка зварювальний інвертор, кабель маси і кабель з електродом. Тут нас більше цікавить підключення проводу зварювального інвертора. За допомогою зарядного пристрою йдуть два кабелі перший - маса, має на кінці прищіпку або кліпсу, другий кабель - виконаний у вигляді ручки з затискачем для електрода.
Кабель маси ми чіпляємо безпосередньо на зварювану деталь або на зварювальний столик, який контактує з виробом. У провід з затискачем вставляємо і притягуємо електрод.
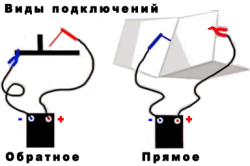
Існує два варіанти підключення: пряма полярність (маса +, рукоять -) і зворотна полярність (маса -, рукоять +). При прямій полярності кількість тепла, що впливає на метал знижується, проварена виходить більш глибоким. Пряме підключення зварювального інвертора дозволяє варити товстий метал.
Зворотній полярність при зварюванні інвертором концентрує тепло на виробі і дозволяє класти більш широкий шов, але з меншим проваром. При такому підключенні варять тонкий метал, який легко пропалити.
Підключення зварювального інвертора до мережі
підготовка металу
Зварюються деталі потрібно ретельно підготувати. Для цього кромки зачищаються спеціальною щіткою, знімаючи шар окису. Після грубої очистки додатково поводять знежирення спеціальними засобами.
Правильно розташуйте зварюються деталі. Залежно від їх положення, розрізняють не тільки типи з'єднань, але і схему руху електрода, напруга, прямий або зворотний нахил. Розрізняють такі сполуки:
- стикові;
- кутові;
- таврові;
- торцеві;
- нахлесточного.
На цьому попередня підготовка закінчена. Залишилося не вирішеним питання про силу струму. Для початку варто вибирати цей параметр, згідно із зазначеними виробником електродів значенням. Їх можна знайти на коробці. Не варто виставляти значення вище, максимального, інакше метал буде марнувати, але також у такий спосіб можна різати метал. Якщо виставити занадто низьку силу струму, то дуга запалюватися не буде і електрод почне залипати.
Зварюванням можна не тільки з'єднувати, а й розрізати деталі. Навчившись користуватися інвертором для зварювання можна розібратися з тим - «Як різати метал?» Досить збільшити силу струму і можна відрізати арматуру або куточки. Також варто відзначити, що ні про яке рівному зрізі мови не йде.

Вибір сили струму при зварюванні електродом
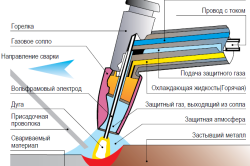
Як працювати зварювальним інвертором
Сварка інвертором для початківців відбувається тоді, коли утворилася між металом і електродом дуга починає плавити стрижень електрода, а також частина металу. У створеному ванні метали змішуються і формують шов. Захистити від окислення і розбризкування розплавленого металу у ванні, допомагає шар спеціального покриття, нанесеного на електрод.
розпал дуги
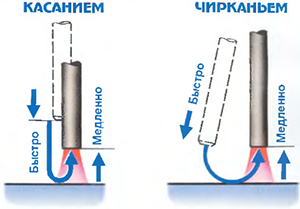
Для цього застосовується один з двох способів:
- чирканья;
- постукування.
Чиркаючи (як сірником) електродом, до місця початку зварювання ми провокуємо запуск дуги. Якщо точно, то ми торкаємося електродом металу, потім ведемо його торкаючись поверхні і плавно піднімаємо електрод на встановлене відстань. При цьому, якщо розпалювання не відбулося, на металі можуть залишатися частини розплавленого електрода. Тому чиркати потрібно безпосередньо в місці з'єднання або поблизу нього.
Практично так само розпалюється електрод постукуванням. Відмінність полягає в тому, що ми не ведемо його по поверхні металу, а просто торкаємося краєм зварювального кабелю, Місця початку зварного шва і відводимо електрод.
Способи запалювання дуги
Як пересувати електродом під час зварювання
Всі процеси, описані раніше, не уявляли ніякої складності для новачка, але тепер переходимо до більш складним завданням. Перша складність, з якою стикається початківець зварювальник - схема пересування електрода, для формування рівного шва.
Якщо ви запалили дугу, а потім просто рівно ведете електрод уздовж місця з'єднання, то ймовірність отримати хороший проварена і рівний шов - мінімальна. виняток становлять тонкі метали, Для яких застосовується такий спосіб зварювання.
Три стовпи, що утримують красивий шов це:
- кут нахилу електрода;
- схема поздовжніх і поперечних переміщень;
- швидкість руху електрода.
Як навчитися зварювати метал рівно
Почнемо по порядку, з кута нахилу. Оптимальним, для зварювання вперед і назад, вважається кут від 30 до 40 градусів. Для важкодоступних місць, можна використовувати роботу під прямим кутом (90 °) кутом.
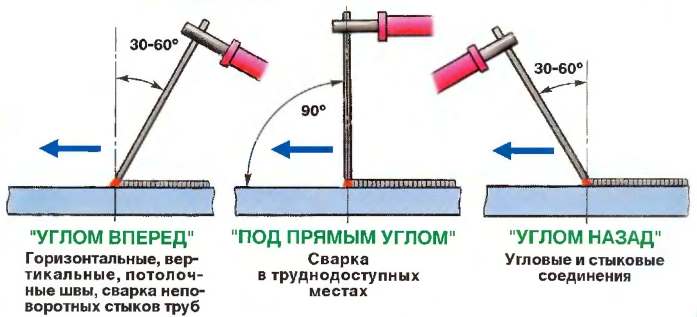
Кут нахилу електрода при зварюванні
Як ми вже говорили, шов кладеться не лінійна рухом, а комбінованими поздовжніми і поперечними. Існують спеціальні візерунки, за допомогою яких можна тренуватися рухати електродом. Почати можна з простих завитків в обидві сторони, потім практикувати більш мудрі і незграбні схеми. Кожен зварювальник самостійно підбирає для себе зручну схему. Ви можете тренувати руку в домашніх умовах і без зварювання, малюючи схеми на папері.
Способи виконання зварювальних швів
Швидкість частково тренується при малюванні схем. Кожна лінія, повинна бути чітко виведена, тому всі рухи відбуваються плавно і помірно. Згодом, дивлячись на стан ванночки, ви зможете регулювати свою швидкість.
Чим швидше рухається електрод, тим менше виходить проварена. Якщо вести його повільно, то може статися перегрів металу і його прожиг.
Контроль дугового проміжку
Останній, але не менш важливе пункт - відстань від електрода, до металу або дугового проміжок. Малий проміжок, до 2-х мм призводить до того, що утворюється коротка дуга. Вона не може достатньо прогріти місце з'єднання, тому проварена виходить неглибокий і частина розплавленого електрода сильно виступає над поверхнею.
Великий проміжок, більше 3-х міліметрів призводить до того, що дуга виходить сильно великий. Велика дуга нестабільна, постійно змінює напрямок плавлення. Також при такій великій відстані плавильна ванна не повністю покривається захисним шаром, а значить збільшується розбризкування.
Щоб добре варити інвертором потрібен правильно підібраний проміжок. Оптимальний дугового проміжок для початківця зварника 2-3 мм. При такій відстані дуга досить прогріває метал, щоб отримати глибокий і широкий проварена, плюс повноцінно працює захисний шар.
Залежно від моделі інвертора і наявності в ньому різних функцій, що полегшують зварювання витримувати відстань між електродом і металом часом не потрібно. Досить буде вести електрод по поверхні металу.
Корисним доповненням до описаного вище буде перегляд наступного відео:
- Не нехтуйте засобами захисту, особливо захистом очей. Навіть побіжний погляд на зварювання може викликати опіки сітківки, а більш тривалу дію неминуче викличе погіршення або навіть втрату зору.
- При перших спробах зварити різні сполуки у вас буде виходити багато помилок. Перед тим, як приступати до чистових робіт, радимо кілька днів потренуватися в різних видах з'єднань.
- Почати працювати зі зварюванням, може навіть дитина, але рівне і надійне зварене з'єднання - результат тренувань і ретельного підходу до справи.
- Не забувайте оббивати шлак, після зварювання інакше ви стимулюєте корозійні процеси.
- Не знаєте, чому прилипає електрод? Зверніть увагу на налаштування сили струму, а також на сухість електродів.
- Електроди для інвертора потрібно поранити в сухому приміщенні. Сирі електроди можна просушити в духовці.
- Перед включенням / виключенням перевіряйте положення дроти інакше можна викликати коротке замикання.
- Інструкція по експлуатації зварювального інвертора містить відомості про робочому циклі. Це оптимальна тривалість безперервної роботи механізму, після якої працює апарат почне перегріватися. Робочий цикл потрібно чергувати з перервами.
Сподіваємося, що даний матеріал повністю відповів на ваші запитання і ви без зусиль зможете підключити зварювальний інвертор, для вас стала доступна техніка зварювання інвертором. Використовуючи цей посібник, поступово ви почнете покращувати свої навички, зможете без проблем зварювати метал інвертором.
Після невеликої практики можна самостійно замінити паркан, зварити арку під виноград і ряд інших зварних робіт.
Перед тим, як пробувати вчитися варити, необхідно ознайомитися з комплектуючими частинами інвертора, а також відвідати кілька практичних занять (можна подивитися, як правильно варити зварюванням відео). Зварювальний інвертор складається з наступних деталей:
перетворювач частоти; система управління; мережевий фільтр і випрямляч; високочастотний трансформатор; силовий випрямляч.
Як правило, габарити зварювального інвертора невеликі, це дозволяє носити його навіть на плечі протягом усього робочого дня.
Як навчитися варити зварюванням інвертором, може дізнатися кожен охочий. Для цього необхідно використовувати зварювальні електроди, які бувають трьох основних видів:
- високолеговані;
- вуглецеві;
- леговані.
Завдяки правильному використанню можна отримати досить якісний шов. Частота струму в сварках інверторного типу при цьому не повинна перевищувати 60-85 кГц.
Зварювальний інвертор дуже економний, що є дуже великим плюсом для апарату. І розміри обладнання, і його економічність обумовлені європейськими стандартами, створюють досить жорсткі рамки споживання енергії.
Щоб знати, як правильно варити зварюванням (відео), необхідно хоча б припускати, яке додатково обладнання може знадобитися: (вибирати необхідно зручну маску, яка буде зручно кріпитися на голові), власники, захисні рукавиці та костюм.

Який зварювальний апарат вибрати для проведення зварювальних робіт?
Щоб варити инверторной зварюванням, перш за все, необхідно вибрати сам апарат для зварювання. На сучасному ринку дуже багато різних моделей зварювальних апаратів, як і багато відеоматеріалів в розділі як працювати зі зварюванням відео.
Щоб підібрати найбільш підходящий агрегат, потрібно ознайомитися з особливостями кожної моделі. В першу чергу при виборі інвертора звертають увагу на діапазон регулювання зварювального струму. Наприклад, для зварювальних робіт на дачі відмінно піде апарат з показником в межах 160-200 А.
Як варити зварюванням «відео по інверторів» напевно містить інформацію і про такий показник, як ПВ - тривалість виключення інвертора. Даний показник завжди вказується в технічні характеристики зварювального апарату (в%). Наприклад, якщо ПВ дорівнює 40%, то час роботи відповідно становитиме 60%.
Можна й самому, тільки перед тим, як зробити зварювання своїми руками, доведеться дуже багато інформації простудіювати.
напруга холостого ходу і споживана потужність - два показника, які також грають важливу роль при виборі. Напруга має становити 50-90 А, а споживання потужності не повинна перевищувати 16-25 А.
Також розділ «як працювати зі зварюванням відео» містить інформацію про пило- та вологозахищений властивості корпусу пристрою.

Вибір електродів для зварювального інвертора
Матеріал «як правильно варити зварюванням відео» обов'язково також містить інформацію про те, які електроди потрібно купувати для роботи зі зварюванням інверторного типу.
Вибір електродів в першу чергу залежить від того, з якими матеріалами буде вестися робота (низько-, середньовуглецеву сталями, низьколегованими, нержавіючими). Наприклад, для наплавлення і роботи зі СПЕЦСТАЛЬ використовуються електроди високолеговані, для зварювання легованих сталей - леговані електроди.
Вибір електродів також залежить від виду робіт. Наприклад, на дачі, де зварювання виробляється в основному без критичних навантажень, можна використовувати електроди класу МР-3 або АНО. Якщо проводяться більш складні зварювальні роботи, краще застосовувати електроди класу ОУНІ. Крім того, необхідно також враховувати діаметр і марку електродів.
Ази зварювання для початківців
Перед тим, як приступити до зварювання відповідальних деталей, необхідно спробувати зварити щось непотрібне. Навіть, якщо зварювальник взагалі не має досвіду, на таких виробах, він зможе сам зрозуміти, як навчитися варити зварюванням.
Потрібно заправити електрод в спеціальний утримувач, затискачі зафіксувати на зварюваної деталі.
Електрод потрібно ставити під кутом 65 о до виробу і намагатися при зварюванні завжди дотримуватися невелику відстань між електродом і деталлю. Після прокладки шва по ньому рекомендується постукати молотком, щоб повністю осипався весь шлак.
Як правильно варити зварюванням відео містить інформацію, де розрізняють три основних види швів:
- вертикальний;
- горизонтальний;
- стельовий.

Для успішної роботи необхідно дотримуватися також кілька правил:
- необхідно навчитися правильно утримувати зварювальний електрод;
- отримати зварювальну дугу можна двома способами: підйомом або черкания;
- отримання дуги супроводжується завдяки підводу другого проводу (маси), який відходить від інвертора і приєднується до зварюваної деталі;
- оптимальна відстань від електрода до деталі - 2-6 мм;
- якщо плавно і рівномірно вести по всій довжині місця з'єднання, то канава, яка утворюється при впливі дуги на металеву поверхню, буде заповнюватися розплавленим металом (як варити зварюванням відео містить докладний матеріал).
Зварювальне обладнання Ресанта, як і будь-яка інша, схильне виходу з ладу в силу різних причин. Залежно від типу зварювального пристрою, різниться набір поширених поломок ....
Зварювальні роботи стають простіше і точніше, завдяки використанню магнітних куточків, тому даний елемент рекомендований багатьма фахівцями в галузі зварювання. Якщо застосовувати магнітні куточки для зварювання, ...
Сучасні зварювальні апарати, інвертори, представляють невеликий пристрій, доступне до перенесення і полегшує зварювання (в порівнянні з колишніми трансформаторами). Навчитися варити інвертором значно простіше, ніж трансформаторних пристроєм.Тому зварювання більше не є прерогативою професіоналів, стала популярним заняттям, доступним до оволодіння і застосування на власній ділянці. Розглянемо, як навчитися зварювати метал з використанням інвертора.
Пристрій і принцип роботи інверторного зварювального апарату.
Пристрій зварювального інвертора: як виникає дуга?
Інвертор представляє собою металевий ящик невеликих розмірів (до 0,5 метра), вагою до 10 кг. Головне завдання зварювального апарату - виробляти струм заданих параметрів. Для цього інвертор перетворює струм з мережі (змінний 220 Вольт) в зварювальний. Зварювальний струм більшості побутових апаратів є постійним.
Пряме і зворотне підключення струму.
Кожен інвертор має дві клеми: катод (позначається «-») і анод (позначається «+»). В одну клему вставляють електрод, а друга з'єднується зі зварюваних металом. Після подачі електричного струму утворюється загальна електрична ланцюг. При невеликому розриві ланцюга (з відстанню в кілька міліметрів) в місці розриву відбувається миттєва іонізація повітря і виникає зварювальний дуга.
Основне виділення тепла відбувається в дузі. Температура її горіння становить 5000-7000 ºC. Це вище за температуру плавлення всіх використовуваних металів. При горінні дуги кромки металів і електрод розплавляються і перемішуються. Шлаки - більш легкий матеріал, він спливає на поверхню і захищає основний метал від окислення і насичення азотом. Після застигання утворюється зварний шов.
Полярність струму і параметри зварювання - що це таке?

Зварювальний струм може рухатися від катода до анода і, навпаки, від анода до катода. Так утворюється різна полярність струму. При русі струму від катода - пряма полярність. При зворотному русі (від анода) - зворотна. Для чого потрібна пряма і зворотна полярність?
Використання різної полярності пов'язано з тим, що більш висока температура буде на тій клеми, до якої надходить електричний струм. Якщо струм прямої полярності, більш висока температура утворюється на аноді (тобто на зварюваної поверхні). Це найбільш поширений вид зварювання, з ним працюють більшість початківців зварників. Якщо струм зворотної полярності, більш висока температура утворюється на катоді (до нього підключений електрод). Таке потрібно при роботі з тонколистовим металом і тих марок сталі, які не можна перегрівати (наприклад, високолегованих).
Діаметр електрода вибирається в залежності від товщини зварювальних деталей. Розмір електрода і сила електричного струму знаходяться в пропорційній залежності один від одного: чим товще електрод, тим сильніше струм. Для орієнтовних розрахунків беруть, що сила струму дорівнює діаметру, помноженому на 3,5. Тобто для електрода 3 мм сила струму складе: 3 * 3,5 = 105 А.
Оскільки на силу струму також впливає розташування шва (горизонтальне, вертикальне або стельове), матеріал електрода, то починаючому зварнику простіше користуватися таблицею відповідності сили струму діаметру електрода і вибору діаметра по товщині зварюваних елементів (рис. 1 і 2 відповідно). Далі можна варити метал інвертором.
Переваги інвертора перед трансформатором
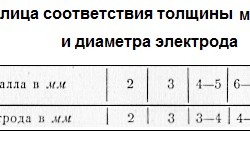
Малюнок 1. Таблиця відповідності товщини металу і діаметра електрода.
При навчанні простіше опанувати мистецтво зварювання за допомогою інвертора. Зварювати метал інвертором легше, тому що пристрій забезпечує постійний струм зварювання (незалежно від коливань напруги в мережі). Внаслідок цього дуга горить стійко, метал розбризкується незначно. Величина зварювального струму регулюється плавно.
Варити зварювальним інвертором зручно для початківців завдяки наявності додаткових функцій. Наприклад, в инвертор може бути запроектований «Гарячий старт» (Hot-Start), він збільшує зварювальний струм на початку роботи (чим полегшує розпал дуги). Інша функція «Сильна дуга» (Arc-Force) включається в роботу, коли зварювальник занадто близько наближає електрод до металу. В такому випадку інвертор автоматично збільшує струм, прискорює плавлення і не допускає залипання.
У разі залипання включається функція «Анти-залипнув» (Anti-Sticking). Вона знижує струм і дає можливість відірвати електрод від металу і продовжити зварювання. При роботі інвертора витрачається відносно невелика кількість електрики. Наприклад, для зварювання електродом діаметром 3 мм необхідний струм напругою 4 кВт (що відповідає роботі двох електрочайників). Економія електрики окупає відносно дорогу ціну інвертора.
Заходи безпеки при зварюванні
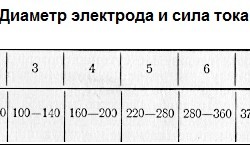
Малюнок 2. Діаметр електрода і сила струму.
Перед початком робіт простір в радіусі кількох метрів звільняється від дерев'яних та інших легкозаймистих предметів. Це важливо для початківця зварника. Зварювальний електрод або його уламок мають велику температуру, вони здатні підпалити опинилися поруч дошки, ящики, паперове сміття. Обов'язково надаватися одяг, що закриває все тіло (довгі штани, кофта з довгими рукавами). Це також важливо для початківця, оскільки в процесі розбризкування краплі металу можуть потрапити на відкриту шкіру рук або ніг. Обов'язково одягається на обличчя захисна маска з темним склом (світлофільтром). Для сонячного світла це скло непроникно. Горіння дуги через світлофільтр буде видно.
Спостерігати за дугою без захисного скла небезпечно, можна отримати опік очей. Слабка ступінь опіку (один-два рази подивився на дугу) призводить до утворення світлих плям перед очима ( «нахапався зайчиків»). При середньому ступені опіку очі болять і сверблять (виникає відчуття піску в очах). Сильна ступінь опіку призводить до часткової або повної втрати зору.
Як розпалити дугу?
Правила техніки безпеки при зварюванні.
Для зварювання металевих поверхонь необхідно навчитися запалювати дугу і підтримувати її. Спочатку необхідно підключити клеми інвертора. Ми будемо працювати з струмом прямої полярності, тому в клему катода ( «-») вставляємо електрод. Для простоти роботи візьмемо електрод діаметром 3 мм. Сварка товщим електродом складніше, призводить до коливань довжини дуги і нестабільного горіння, вимагає більшого професіоналізму. Виставляємо струм 100 А (для електрода 3 мм і горизонтального розташування поверхонь, що зварюються). Беремо в руки ручку клеми з електродом, включаємо інвертор (подаємо ток) і одягаємо захисний екран.
Сварка без захисного екрану заборонена щоб уникнути втрати зору.
Відчуття деякого незручності не варто здоров'я очного апарату. Перед розпалюванням дуги кінець електрода обстукують про метал, щоб видалити обмазку з його краю. Це полегшує розпал. Існують і застосовують два види розпалювання:
- Чирканья. Треба піднести електрод до поверхні металу і чиркнути їм (дія схожа на запалювання сірника). Так розпалюють новий електрод.
- Дотик. Електрод підносять до металу і злегка стосуються його поверхні, після чого відразу відводять на відстань кількох міліметрів. Так розпалюють електрод, коли зварювання перервалася (сталося залипання або зварювальник занадто видалив стрижень від поверхні металу).
Процес зварювання: як підтримати дугу?
Важливо дотримуватися невелике (3-5 мм) відстань між металом і електродом. Це відстань називають довжиною дуги. При його збільшенні дуга перестає горіти.
Довжина дуги орієнтовно дорівнює діаметру електрода. Тобто для стійкого горіння і рівного зварного шва при електроді 3 мм необхідно утримувати відстань 3-5 мм від поверхонь, що зварюються.
Якщо електрод занадто наблизився до поверхні металу, відбувається коротке замикання: електрод прилипає до металу. Щоб відірвати електрод від зварюється поверхні, треба нахилити його в іншу сторону або вимкнути інвертор. При припиненні подачі електрики електрод відлипає.
Кут нахилу електрода може бути різним. Початківцю зварнику краще дотримуватися близько 70º від поверхні металу (тобто з невеликим відхиленням від вертикального положення).
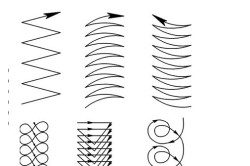
Малюнок 3. Траєкторії руху електрода при дугового зварювання.
Для того щоб варити якісно, необхідно навчитися візуально (крізь щиток світлофільтру) оцінювати розмір зварної ванни. Ширина червоної калюжки в світофільтрі повинна перевищувати товщину (діаметр) електрода в 2 рази.
На розмір ванни впливає швидкість переміщення електрода. Якщо він переміщається занадто повільно, утворюється занадто багато розплавленого металу і широка зварна ванна, яка перешкоджає взаємодії дуги зі зварюваної основою, утворюючи непровари. Якщо дугу переміщати занадто швидко, виникне недостатнє розплавлення кромок і, як наслідок, також непровар.
Перші кроки в зварюванні
Перші зварювальні операції варто пробувати виконувати на будь-який непотрібної металевої поверхні. Після розпалювання дуги треба вести електрод над металом, намагаючись отримати рівний зварений слід. Коли стало стабільно виходити запалювати дугу, можна приступити до зварювання поверхонь. Їх розташовують встик один до одного, отримують дугу і проводять електродом уздовж лінії з'єднання. При цьому рухи повинні бути не прямолінійними (уздовж шва), а коливальними (то вправо, то вліво). Типовий малюнок руху електрода при зварюванні наведено на рис. 3.
Після охолодження шар шлаку зовні збивають молотком і оцінюють якість з'єднання візуально. Хороший зварений шов повинен бути однакової товщини, без видимих пустот і щілин.
Після вправ протягом одного-двох годин у більшості початківців зварників стабільно виходить розпалювати дугу і підтримувати її горіння. Можна виконати прості з'єднання металевих поверхонь. Коли навчишся працювати зварювальним інвертором, зможеш виконати самостійно різноманітні роботи на присадибній ділянці.
Отже, якщо Ви новачок в зварюванні і завдяки ТД «Дока» щойно придбали відмінний зварювальний апарат інверторного типу та чудову маску «хамелеон», тоді це стаття для Вас.
Перш ніж приступати до виконання зварювальних робіт, хотілося б поговорити про правила безпеки при роботі з зварювальним устаткуванням. Не варто ігнорувати даний момент. Настійно рекомендуємо вивчити ПУЕ (Правила експлуатації електроустановок) глава 7.6 «Електрозварювальні установки». Будьте впевнені, що з цього документа Ви почерпнете багато корисної інформації не тільки про правила безпеки при поводженні зі зварювальним устаткуванням, а й про електробезпеки всього Вашого заміського будинку, дачі.
Далі Вам безперечно знадобиться якісні рукавички зварника (Краги) і одяг з негорючого матеріалу. Багато хто намагається варити в господарських (садових) рукавичках і іноді навіть в одязі без рукавів. Повірте - опіки від бризок зварювання дуже болючі і заживають дуже довго. Також обов'язково застібається на всі ґудзики і одягайте якісне взуття. Особливо пам'ятні випадки були з потрапляння розпеченого металу і шлаку за комір і в чоботи з заправленими в них штанами. Крики, танці, чудеса спритності початківців зварників.

 Намагайтеся уникати по можливості використання довгих перенесень, так як це веде до суттєвих втрат потужності зварювальних апаратів. Якщо ви все ж використовуєте таку перенесення, розмотуйте кабель з котушки до кінця.
Намагайтеся уникати по можливості використання довгих перенесень, так як це веде до суттєвих втрат потужності зварювальних апаратів. Якщо ви все ж використовуєте таку перенесення, розмотуйте кабель з котушки до кінця.
Електроди обов'язково повинні бути просушені, при необхідності прожарити. Вам як новачкові і так можливо буде непросто розпалювати зварювальну дугу, робити це непрожарений електродами в рази важче. Режими (температура і час) прокалкі вказуються на упаковці електродів. У нашому магазині знайдеться все для зварювання , Тому якщо Ви вирішите купити піч або пенал для розжарювання електродів то ми будемо раді Вам допомогти у виборі.

Маска «хамелеон» повинна бути налаштована під конкретний вид роботи і величину зварювального струму. Обов'язково уважно прочитайте паспорт або інструкцію з експлуатації до зварювальної масці. Не починайте зварювання, не переконавшись у тому, що світлофільтр справний. Деякі забувають перевести його з положення Grind (зачистка) - отримують пристойного «зайця».
 Зварювальний струм повинен бути підібраний відповідно до типу виконуваного зварювального з'єднання, не забувайте що в нижньому положенні він завжди вище на 20-30% ніж в стельовому і на 10-20% ніж у вертикальному. Орієнтовна сила струму вказується на коробці з електродами.
Зварювальний струм повинен бути підібраний відповідно до типу виконуваного зварювального з'єднання, не забувайте що в нижньому положенні він завжди вище на 20-30% ніж в стельовому і на 10-20% ніж у вертикальному. Орієнтовна сила струму вказується на коробці з електродами.
Для новачків бажано починати варити з рутилу типу МР3-С.
Не варто відразу намагатися варити виріб: бак для лазні, або ставити паркан і т.д., не дивлячись на те, що це взагалі-то не дуже й важко. Пам'ятайте, що головною зброєю солдата-новобранця є лопата, а початківця зварника - кутова шліфувальна машинка, вона ж «болгарка». Тому для того, щоб звести використання головного знаряддя до мінімуму в подальшому, починати потрібно з накладення (наплавлення) пробних валиків, щоб «відчути зварювання».

Бажано для перших тренувань знайти товсту пластину металу достатнього розміру. Зачистіть болгаркою до металевого блиску поверхню металу і накладіть пробний валик в нижньому положенні кутом вперед без вагань електрода зліва направо якщо ви правша і справа наліво якщо лівша.
Експериментуйте з величиною зварювального струму і маніпуляціями електродом.
 Далі наплавляти валики, виробляючи коливальні поперечні руху. Зазвичай геометрія маніпуляцій електродом є варіанти, представлені на малюнку нижче. Валик повинен виходити рівним з рівномірними лусочками. Загальне правило у професіоналів: зварювальний струм повинен бути максимально можливим для якісного провару і зовнішнього вигляду.
Далі наплавляти валики, виробляючи коливальні поперечні руху. Зазвичай геометрія маніпуляцій електродом є варіанти, представлені на малюнку нижче. Валик повинен виходити рівним з рівномірними лусочками. Загальне правило у професіоналів: зварювальний струм повинен бути максимально можливим для якісного провару і зовнішнього вигляду.
Намагайтеся тримати коротку дугу, тобто електрод повинен бути постійно в 2-3 мм від зварювальної ванни, для цього його потрібно поступово плавно подавати в зону зварювання, виходячи з швидкості і величини струму. Це теж треба відчути.
Клему заземлення або «масу» намагайтеся кріпити як можна ближче до місця зварювання. Електрод затискає в держаку щільно. Слідкуйте за тим, щоб недогарок був не менше 10 см, не варто далі палити електрод.
Спостерігайте за зварювальної ванній. Навчіться відрізняти метал від шлаку. шлак через зварювальну маску, Виглядає як темні плями на сонці.

 Після закінчення зварювання акуратно обстукаєте спеціальним молоточком шлак. Підкреслюю акуратно, не варто довбати з усієї дурі, випадків потрапляння не остигнув шлаку на відкриті ділянки шкіри і в очі предостатньо, причому, як правило, страждають саме новачки. Якщо у Вас маска "хамелеон" тоді бажано її взагалі не піднімати при даній операції.
Після закінчення зварювання акуратно обстукаєте спеціальним молоточком шлак. Підкреслюю акуратно, не варто довбати з усієї дурі, випадків потрапляння не остигнув шлаку на відкриті ділянки шкіри і в очі предостатньо, причому, як правило, страждають саме новачки. Якщо у Вас маска "хамелеон" тоді бажано її взагалі не піднімати при даній операції.
Запалюйте зварювальний електрод або легким постукуванням, або «Чирка» як сірник.
Якщо електрод прилип і після того як ви його відірвали, чи не запалюється, то необхідно потихеньку обламати обмазку руками, так як в таких випадках зазвичай згорає стрижень електрода. Якщо ви будете стукати електродом, що є сили, то навпаки обмазка відлетить більше, ніж треба і залишиться голий стрижень, і знову ймовірність залипання збільшиться в геометричній прогресії.
Також рекомендуємо поекспериментувати з крутилкой Arc Force (форсаж дуги) на зварювальному апараті . Вона призначена для регулювання «жорсткості дуги». «М'яка дуга» забезпечує мале розбризкування при дрібнокрапельне перенесення, а «жорстка» дозволяє отримати глибоке проплавлення зварного шва. Також регулювання Arc Force багато зварювальники «в темі» використовують для запобігання залипання електрода. Зазвичай в таких випадках при початку зварювання викручують її на повну, а після розпалу дуги повертають в необхідне положення.
Наступний етап курсу молодого бійця - вертикальні валики.
Прихоплює пластину, наприклад до забірному стовпа, і пробуємо покласти вертикальний шов. Напрямок зварювання від низу до верху. Якщо електроди рутилові, то зварювання виробляється в «відрив», інакше зварювальний ванна «потече».
В принципі якщо Ви успішно виконали наплавку в вертикальному положенні, то можна потихеньку приступати до «заборостроении». Для початківців любителів цього буде достатньо, а решті навчитеся «в бою».
Але для особливо допитливих можна попрактикуватися в горизонтальних і стельових положеннях.
Звичайно, мало у кого відразу вийде добре наплавить валик в стельовому положенні, проте це дасть Вам поживу для роздумів як формується зварний шов, як себе веде метал при зварюванні і т.д.
Для успішного «заборостроении» необхідно не тільки володіння зварюванням, але правильної підгонкою, підготовкою під зварювання.
Врахуйте що при зварюванні метал завжди «стискається», також його веде в ту сторону, з якої ви варите. Враховуйте повідці і стягування при зварюванні, так як це може сильно позначитися на розмірах Ваших конструкцій. Рекомендуємо по можливості збирати конструкцію на прихватках, застосовувати спеціальні пристосування (струбцини і т.д.), далі після цього як слід ще раз перевірити розміри і геометрію, а обварювати «намертво» конструкцію в самому кінці. Якщо шов довгий, то настійно раджу варити його від центру до кінців короткими швами «в розбіг», в шаховому порядку, якщо шов двосторонній. Принцип «сім разів відміряй, один відріж» - в разі зварювальних робіт актуальний як ніколи. Це допоможе уникнути проблем описаних вище.
Якщо щось не виходить, не впадайте у відчай - обов'язково вийде пізніше. Сварка любить терплячих і наполегливих, вчить бути такими. У будь-якому випадку, ТД «ДОКА» бажає Вам удачі!





