Kislorod propan kesgichi bilan metall chiqib ketish. Gaz kislorod bilan plazma chiqib ketish o'rtasidagi farq nima?
Gazni kesish, shuningdek, odatda kislorod yoki kislorod deb ataladigan, ularni maxsus bo'lakchadan taqdim etilgan kislorod oqimiga ta'sir qiladigan metall blanklarni kesish jarayoni.
1 Avtojenli chiqib ketish texnikasi va uning asosiy pozitsiyalari
Ushbu turdagi metallni qayta ishlash juda faol ishlaydi. Bugungi kunda bu temir va metall mahsulotlarini kesish uchun mashhur uslubdir. Uning mohiyati davolovchi hududdagi moddalar gaz va kislorod aralashmasi orqali tutashish haroratiga (yonib) keltirilsa, unda toza kislorod oqimi paydo bo'ladi.
Ushbu harakatlar metallning yonishini va operatsiya vaqtida hosil bo'ladigan oksidlarning kesish zonasidan chiqarilishiga olib keladi.
Ishlov berish qismining sirtini yoqish paytida kislota miqdori kamayishi aniqlandi va natijada quyi metal qatlamlari isitiladi. Shuning uchun, yonish jarayoni tafsilotni to'liq chuqurlik bilan qamrab oladi, bir ko'rinishdagi teshik hosil bo'ladi. Uning yordamida, chiqib ketish vositasining funktsiyasini bajaradigan kislorodli reaktiv ish qismini butunlay zabt etadi va tashqariga chiqadi. Kislorodni kesish moslamasini ma'lum bir tezlikda harakatga keltirib, aniq bir qism hosil bo'ladi.
Aslida, tasvirlangan jarayon bir necha asosiy bosqichlarni o'z ichiga oladi. Dastlab metall isitiladi, keyin u kislorod yordamida yondiriladi va oxirgi bosqichda erigan holatda bo'lgan kesma bo'shliqdan cüruf chiqariladi. Kislorodda temir yoqilganda nisbatan ozgina issiqlik chiqarilsa, isitish alovini sönmemektir. Bu metallni qayta ishlash sohasida katta issiqlik yo'qotishlarini qoplash imkonini beradi.

Yong'in söndüğünde, metall igna juda tez soğutulur, yonish reaktsiyasi sönümlenir va chiqib ketish jarayoni bekor qilinadi. Kislorodni kesish, shakli murakkab bo'lgan mahsulotlarni kesib olish, shuningdek, metall qismlarini 200 santimetrgacha qalinligi bilan kesish imkonini beradi. Barcha qotishmalar va po'latlarning avtojenik kesilmasligi mumkinligini unutmang. Bu ma'lum muhim shartlarga javob beradigan metallar uchun ishlatiladi. Ular bundan keyin muhokama qilinadi.
2 kislorodni kesish uchun shartlar
Metallni gaz bilan kesish faqat uning erish nuqtasi ateşleme haroratga nisbatan yuqori bo'lsa muvaffaqiyatli bo'ladi. Kam miqdordagi uglerodli tarkibga ega qotishmalar bu holatga to'liq mos keladi. Ular 1500 daraja haroratda eriydi va 1300 daraja olovda yonadilar. O'rta va gaz bilan ishlov berishga nisbatan ancha murakkabroqdir, chunki ulardagi uglerod miqdori erish nuqtasining pasayishiga va olov haroratining oshishiga olib keladi.

Bundan tashqari, metall kompozitsiyalarining issiqlik o'tkazuvchanligi juda yuqori bo'lmasligi kerak. Ushbu shart bajarilmasa, qizdirilgan shlakli va issiqlik olovining kesish zonasidan faol qo'rg'oshin aniqlanadi, bu esa operatsiyadagi beqarorlikka olib keladi. Bu deyarli har qanday vaqtda kesilishi mumkin. Issiqlik o'tkazuvchanlik indikatori moddasida ko'zda tutilgan operatsiyani bajarish uchun "zarur" faqat temir texnik qotishmasi va temir uchun po'lat uchungina qayd etiladi. Aksariyat hollarda boshqa metallarning avtogenli kesilishi mumkin emas.

Bundan tashqari, boshqa chiqib ketish shartlari bajarilishi kerak:
- Metan kislorod jeti yonayotganida, issiqlik miqdori operatsiya doimo bajarilishi kerak. Shuni esda tutish kerakki, issiqlikning atigi 30 foizi mash'al alangasining ishidan hosil bo'ladi, qolgan 70 foizi metall yonishi paytida chiqariladi.
- Metallning eritish harorati metall oksidlari eriy boshlayotgan haroratdan yuqori bo'lishi kerak. Ushbu talab bajarilmasa, kesish jarayoni kislorod oqimining yuqori sifatli refrakter oksidi zarbalariga sabab bo'lmagani sababli to'xtatiladi. Shu nuqtai nazardan, alyuminiy uchun (uning oksidi 2050 daraja issiqda eritiladi) va yuqori xromli tarkibiy qismlarga (oksidlanish eritmasi taxminan 2000 darajaga teng) ega bo'lgan buyumlar uchun avtogenli kesish tavsiya etilmaydi. Biroq, bir chiqish yo'li bor. Alyuminiy va yuqori xromli qotishmalar maxsus tanlangan kompozitsion oqimlardan foydalanib kesilishi mumkin.
- Chiqib ketish jarayonida paydo bo'ladigan shlaklarning oqishi, ishlash joyidan shlakni oddiy shamollashni ta'minlaydigan yuqori mahsuldorlikka ega bo'lishi kerak.
3 kislorodning turlari va qisqacha tavsifi
Gaz uskunasidan foydalangan holda chiqib ketish qo'lda va mashina, sirt va bo'linish bo'lishi mumkin. Metall qismning yuza qismini kesish, dumaloq shaklga ega bo'laklarning shakllanishi bilan birgalikda va chiqib ketish jarayonida yuzaga chiqib ketish kesiklari paydo bo'ladi.
Qo'lda ishlashni ajratish odatda hurdalarning qayta ishlashiga, profillangan pardozlash va plitalarga ajratiladi. Ushbu kesish tabiiy gazdan foydalanish, butan va propan aralashmasi, jarayonning yonuvchan tarkibiy qismi sifatida asetilenni o'z ichiga oladi. Odatda asetilen ishlatiladi, chunki u qayta ishlangan mahsulotni tez isitish imkonini beradi.

Qo'l bilan kesish, shuningdek quvurli mahsulotlarning keyingi uchlari ostidan kesish uchun quvurlarni kesish uchun teshiklari va joylarni kesish uchun ishlatiladi. Va barcha joylardagi choyshab va quvurlar, va zarblar kesiladi. Bunday holda, jarayonning sifati operatsiyani amalga oshiruvchi mutaxassisning malakasi va uning mashinada ishlash tajribasi bilan katta ta'sir ko'rsatadi.
Qo'lda tekis bo'laklarning kesish samaradorligini oshirish uchun, mahsulotni ko'rsatmalar va oldindan belgilanadigan belgilar bo'yicha bajarish tavsiya etiladi. Bunga qo'shimcha ravishda, siz qo'shimcha qurilmalardan (burchakka, hidoyat chiziqlaridan, ishlov berish teshiklari va troynozalari uchun maxsus kompaslardan) foydalanishingiz kerak bo'ladi.

- ishchi va to'sar yuzasi orasidagi masofani aniq belgilab qo'ying;
- to'sarni iloji boricha tekisroq harakatlantiring;
- kislorod oqimini boshlash vaqti.
Yuzaki chiqib ketish (har ikkala mashina va qo'l) ma'lum bir qalinlikdagi metall qatlam kislorodining chiqishi bilan ifodalanadi. Dağıtıcıdan bo'lgan farq, chiqib ketish mashinasining sirt ishlashiga va metall yuzasiga ko'ra, ma'lum bir burchak ostida tezlik bilan harakat qilishidir.
4 Avtogen metallni qayta ishlash xususiyatlari
Gazni qazib olish texnologiyasi metall buyumning sirtini axloqsizlik, korroziya, shkala va bo'yoq qoplamalaridan yuqori sifatli tozalashga muhtojdir. Plitalarni qo'l bilan ajratganda, kesish maydonini 3-5 santimetrdan oshmaydigan (mash'al olovidan foydalaning), keyin esa bu maydonni tozalash uchun metall cho'tka bilan foydalanish tavsiya etiladi.
Mashinani kesish, qoida tariqasida, po'latdan yasalgan pashshalarni maxsus qismlarga tozalash yoki kimyoviy usullar bilan tozalash. Bundan tashqari, tsilindrni ustidagi metall burchaklarni tekislang.

Kesish rejimining asosiy xususiyatlari quyidagilarni o'z ichiga oladi:
- kislorod bosimi;
- olov kuchi;
- operatsiya tezligi.
Amaliyotning sifati va ishlashi ushbu ko'rsatkichlarga bog'liq. Kislorod püskürtmesinin bosimi, ishlatiladigan gazning pokligiga, chiqib ketish aletindeki nozulun shakliga va kesilgan mahsulot qalinlığına bog'liq. Bosim standart me'yorlardan oshib ketganda, sirt sifati va protsedura tezligi yomonlashadi, bu tabiiy ravishda kislorod iste'molining ortishiga olib keladi.
Yong'in kuchi qotishma holatiga bog'liq (zarb yoki oddiy lizing), tarkibi va metall qalinligi. Mashinaning kesilishi eng kam olovda bajariladi, lekin qo'lda quvvat uchun 1,5-2 marta oshirilishi kerak. Yana bir muhim jihat - qalinligi 40 santimetrdan ortiq bo'lgan mahsulotni qayta ishlashda siz karbonlashadigan olovni ishlatishingiz kerak (bu erda "qo'shimcha" asetilen bor). Boshqa hollarda standart quvvat qo'llaniladi.

Metall qismning oksidlanish stavkalari va chiqib ketish jarayoni mos bo'lishi kerak. Haddan tashqari chiqib ketish tezligi uchqun bilan birga keladi, bu metallning kesib o'tolmasligi bilan bog'liq.
Zamonaviy gaz brülörleri, ko'p gazli gaz ta'minoti tizimi, gaz kislorodli chiqib ketish tizimlari Messer ishlab chiqarishda etakchidan kesilgan bug '- bularning barchasi bizga mukammal natija berishi va uni kafolat bilan ta'minlaydi. Ishlab chiqarish bazasini jihozlash - zamonaviy, avtomatlashtirilgan uskunalar - qalinligi 100 mm dan kam bo'lgan metalllarni gaz bilan kesish imkonini beradi, qalinligi diametridan kichik diametrli teshiklarni ochish imkoniyatini ochadi.
Gazni qazib olish narxi
Metalllarni gaz bilan to'ldirish uchun narxlar * QQS bilan ko'rsatilgan. * Sadoqat dasturi amal qiladi: Buyurtma miqdori bo'yicha chegirmalar ishlarning umumiy narxining 3 dan 40 foizigacha o'zgarib turadi. Jadvalda bazaviy stavkalar ko'rsatilgan. Ularning asosiy parametrlari quyidagicha: gazning qalinligi, ichki konturlarning murakkabligi, konfiguratsiya va mahsulotlar soni, boshqa nuanslar.| Plitalar qalinligi, mm | Qora po'lat, rub. | Zanglamas po'lat, rub / pm . |
| 2–3 | 21 | 35 |
| 3–5 | 36 | 45 |
| 5–8 | 56 | 80 |
| 8–10 | 65 | 100 |
| 10–14 | 85 | 130 |
| 16 | 115 | 165 |
| 20 | 140 | 210 |
| 25 | 175 | 260 |
| 30 | 210 | 320 |
| 36 | 250 | 400 |
| 40 | 285 | 460 |
| 50 | 350 | 590 |
| 60 | 420 | 670 |
| 70 | 490 | 810 |
| 80 | 550 | 950 |
| 100 | 690 | - |
| 200 | shartnoma | - |
Eslatmalar
* Zımbalama qiymati eng oddiy formuladan foydalanib aniqlanadi - 1.1 koeffitsienti qo'llaniladi: agar qalinligi 10 mm bo'lsa, unda bitta tuynukni yumshatish narxi 11 rubl bo'ladi.
** Buyurtmachining metallini qayta ishlash qiymati, asosiy stavkalardan boshlab, 1.25 faktor bilan hisoblab chiqiladi.
Gazni qazib olishning afzalliklari
Gazni kesish afzalliklari to'plami bilan tavsiflanadi, jumladan:
- Qalinligi yuqori bo'lgan metalllarni (200 mm gacha) qayta ishlash imkoniyati.
- Oddiylik parvarishlash jarayon va minimal talablar.
- To'g'ridan-to'g'ri chiqib ketish va konturning mavjudligi.
- Operatsion xarajatlar nuqtai nazaridan samarador bo'lib, ishlab chiqarish xarajatlarida va moliyaviy xarajatlar nuqtai nazaridan aks ettiriladi.
- Kesilgan qirralarning qo'shimcha ishloviga ehtiyoj yo'q.
- Nozik kesish.
- Qayta ishlangan sirtda begona o'tlar yo'qligi.
Gazni kesish printsipi
Gazni kesish - vaqt sinovidan o'tgan, taxminiy, ishonchli natija beradigan usul. Ishlov berish jarayonida olovni olov haroratiga yetkazmaguncha (olovda tasvirlangan: metalldagi olovning "izlari" xarakterli yorqin gilos rangga ega bo'lganga qadar) mash'ala diametrli chiziq ustida joylashgan ko'krak uchlari orqali olov (asetilen + kislorod) bilan isitiladi. Kerakli haroratga etib bo'lgandan so'ng, kislorodning markaziy ko'krak qismi orqali temir bilan qotishma bilan reaksiyaga kiradigan bosimli jet orqali etkazib berila boshlaydi. Kislorod po'latni kislorod oqimi bilan kesib tanlangan eritilgan oksidi oksidlaydi.
Temir oksidlanish - bu yuqori darajada ekzotermik jarayon. Uni ushlab turish uchun faqatgina kislorodni etkazib berish kerak. Metallni eritib olish jarayonida gazni qayta ishlash ancha tezroq amalga oshiriladi, ammo jarayonning tamoyillari faqat temir o'z ichiga olgan eritmalar uchun (po'lat, zanglamaydigan po'lat, quyma temir) to'g'ri keladi.
Gazli tsilindrni, burnerni, bosim regulyatorlarini, mikserli shlangni o'z ichiga olgan gazni kesish uchun eng oddiy qurilma mavjud. Ular o'z qo'llari bilan metallga ishlov berish uchun ishlatiladi, ammo bu usul faqat engil ishni talab qilmaydigan qo'pol ish uchun javob beradi, masalan, hurda metallga kesilgan katta hajmli struktura kerak bo'lsa. Boshqa hollarda, choksiz emas, balki chuqur natijaga erishish uchun CNC uskunasidan foydalaning, bu faqat ish qismini tekis chiziq bilan kesibgina qolmasdan, shuningdek murakkablikning turli darajalari haqida batafsil tafsilotlarni yaratishga imkon beradi.

Agar siz metalni qayta ishlash va kesish bilan mashg'ul bo'lsangiz yoki bu ishni qilmoqchi bo'lsangiz, ushbu maqola sizga to'g'ri yo'nalishni tanlashi mumkin. Ikkita metallni kesib olishni o'ylab ko'ring - bu an'anaviy "gaz to'sar" yoki avtojenni qo'llashdir plazma chiqib ketish yoki "plazmoreza".
Gazni kesish
So'nggi paytgacha gazni kesish deyarli metallni kesishning asosiy usuli edi. Buning uchun nima kerak? To'g'ridan-to'g'ri gaz brülörü, şanzıman, yuqori bosimli Shlangi, propan va kislorod tsilindrni. Ishning boshida metallni tayyorlashda majburiy bo'lgan. Kirni tozalang, har qanday axloqsizlik, zang bo'lishi kerak.
Amaliyot printsipi quyidagicha: gaz to'sarni ishlatish, birinchi navbatda olov gaz aralashmasi Propan va kislorod, avvalo sirtni isitish uchun, ko'proq propan oqimini berish uchun moslashtiriladi. Agar jarayonni diqqat bilan kuzatib tursangiz, metallning tayyorligi ho'l yoki hatto ho'l bo'lib qolishi bilan tushuniladi, shuning uchun chiqib ketish uchun zarur bo'lgan harorat kerak. Metall to'liq isitilganda, kislorod oqimi muammosiz qo'shiladi.
Chig'anoq 10/1 - 10 kislorod va 1 ta propan propanining nisbati asosida amalga oshirilishi mumkin. Kesish tezligi sifatiga sezilarli ta'sir qiladi va uchqunlar oqimini nazorat qilish mumkin: uchqun oldida uchqun - tezlik past va shuning uchun ular ortda qoladi - bu shoshqaloqligingni anglatadi. Kesilgan tikuvning sifati, albatta, kerakli narsalarni qoldiradi - bu erda oksidlar, nodulalar va choklar bo'ladi.
Vaqtni sinovdan o'tkazgan gaz yordamida siz qalinligi 1 dan 300 mm gacha bo'lgan turli qismli qismlarni kesishingiz mumkin. Bugungi kunda mavjud qo'shimcha uskunalar gazni kesish uchun 2 metrgacha po'latni kesishingiz mumkin.
Bunga qo'shimcha ravishda - po'latni kesishning bu usuli ko'p xarajat talab qilmaydi va, albatta, pul uchun, gaz pardasi juda arzon.
Plazmorezy
Keling, plazma haqida gapiraylik. Plazmorzni ishingizda ko'rish, agar siz biznesingizning muxlisi bo'lsangiz, tinchlik va uyquni yo'qotasiz va siz ushbu uskunani sotib olishni xohlaysiz.
Plazma to'sarlarning ishlashi havo plazmasi yoyini ishlatishga asoslangan to'g'ridan-to'g'ri oqim to'g'ridan-to'g'ri harakat. Kesish metall plazma energiyasidan foydalangan holda amalga oshiriladi. Ateşleme tugmasi basıldığında, manba va apparat ichidagi oqim beriladi va shu vaqtning o'zida bir kamon hosil bo'ladi va allaqachon bosimli havo o'tadi, ionlar bilan to'yingan va ko'krak orqali juda yuqori tezlikda chivin.
Faqat o'ylayman - plazma tezligi tovush tezligidan ikki barobar, harorat haqida gapirmaslik kerak, bu metalning eritmagani kabi emas, balki bug'lanadi. Bu energiyaning kuchi! Plazma yordamida chiqib ketish juda yuqori aniqlikka ega va siz faqatgina kesish sifatiga qoyil qolishingiz mumkin. Tarozi shakllangan bo'lsa, ular butunlay ahamiyatsiz bo'ladi va ularni kesilgan yuzadan osongina olib tashlash mumkin.
Ushbu jihoz yordamida siz turli turdagi qotishmalar, xususan, alyuminiy, titanium, mis, quyma temir, po'latni kesishingiz mumkin. Ommaviy ishlab chiqarish uchun plazma chiqib ketish shunchaki ajralmas.
Biroq, quvonishga shoshilmang, balki kamchiliklarni o'ylab ko'ring. Ularning hammasi, hatto eng yaxshisi ham bor.
Birinchisi, bu uskunaning murakkabligi va, albatta, mos keladigan xarajat, yaxshi eski to'sarlardan farqli o'laroq.
Ikkinchidan, plazma to'sar po'latdan 50 mm dan ortiq qalinligi va alyuminiyda 120 mm (bu eng yuqori ko'rsatkich) sindirishga imkon bermaydi.
Va yana bir kamchilikka o'xshab, kesilgan ipning konusning o'zi - rangli metallarga 20 darajaga yetishi mumkin. Bir gaz to'sar bo'lsa, odatda titanium bilan po'lat yoki qotishmalardan boshqa hech narsa kesilmaydi.
Menga aytmoqchimanki, bu ikki metalni qayta ishlash metodi raqib emas. Ulardan har biri uchun tegishli ariza mavjud. Bugungi kunda autogen har qanday kesish uchun ishlatiladi metall tuzilmalar, demontaj qilishda, bu oddiy o'zgarishsizdir. Agar ishni juda tez bajaradigan bo'lsak va uning sifati shunchaki mukammal bo'lsa, plazmorz, uning qo'pol ishlashi zarur. Mexanik muhandislik, metall quvurlarni kesish, oddiygina mavjud bo'lmaydi plazma o'rnatish.
Ma'muriyat Maqolaning umumiy bahosi: Posted on: 2016.12.18
Kislorodni kesish
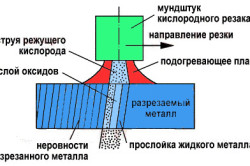
Kislorod yoki gazni kesish (ilgari avtojenli kesish deb ataladi) kislorod pufagining ta'sirida metalni kesish jarayonini nazarda tutadi, unda atnasha haroratiga oldindan isitilgan metall yondiriladi; metallning yonishi oldindan rejalashtirilgan samolyotga o'tadi.
Bu jarayon uchun metall isitiladi gaz brülörü kislorod ichidagi tutashuv haroratining boshlanishida va kislorod oqimining qizdirilgan sirtiga yo'naltiriladi. Isitgichning yuqori metall qatlami yonadi; bu qatlam yonishi paytida chiqarilgan issiqlik keyingi qavatni ham isitadi, bu ham yonadi; kislorod jeti hosil bo'lgan oksidlarni tashib yuboradi va yonish jarayoni asosiy qatlamlarga tarqaladi. Shunday qilib, asta-sekin kislorod oqimi ta'sirida ma'lum bir yo'nalishda metall yonib ketadi va uning bir qismi kesilishi mumkin. Hozirgi kunda gazni kesish yordamida 2000 mm va undan ortiq qalinlikdagi po'lat qismlarini kesish mumkin. Gazni kesishdan foydalanib, murakkab shakli bo'lgan qismlarni ham kesib qo'yishingiz mumkin.
Metallga mos keladigan talablar olov kesilgan. Faqat olov harorati o'z erish nuqtasidan past bo'lgan metallar, kislorod kesilmesine ta'sir qilishi mumkin; Bundan tashqari, gazni kesish ehtimoli uchun metal oksidlarining erish nuqtasi metallning o'zi erish nuqtasiga nisbatan past bo'lishi kerak.
Misol uchun, engil po'latdan erish nuqtasi taxminan 1500 °, ateşleme harorati taxminan 1350 °; shuning uchun bunday po'lat gazni kesish kerak. Yana bir misol: temirning erish nuqtasi taxminan 1200 °, otash harorati taxminan 1350 °; Cho'zilgan temir gaz usulida kesilmaydi, lekin faqat isitish joyida erigan bo'ladi.
Metallning issiqlik o'tkazuvchanligi qanchalik past bo'lsa, unda gaz bilan kesiladi. yondirilganda metall ko'proq issiqlik chiqarilsa, u gaz bilan kesilishi mumkin. Misol uchun, yonish vaqtida temir qo'shni metall qatlamlarini isitish va oksidlarni eritib olish uchun deyarli etarli bo'lgan issiqlik miqdori chiqaradi va masalan, nikelni kesganda, tashqaridan katta miqdorda issiqlik talab qilinadi.
Gazni kesish vaqtidagi metall isitgich, kislorodli reaktivdan tashqari, isitish alovini ham ta'minlovchi kesgichdan olinadi.
Kesuvchilar. Pichoqlar yoki kesish mash'alani - bu metallning kislorodni kesish uchun ishlatiladigan mash'ala. Shakl. 354 va ketma-ket og'ziga ega bo'lgan kesuvchi bosh qurilmasi ko'rsatilgan va FIG. 354, b - konsentrik og'zaki qismlari bilan.
To'sarni ketma-ket og'zaki qismi bilan almashtirganda, isitish moslamasi kesilgan tomon oldiga boradi. Kontsentrlangan og'ziga ega bo'lgan pichoqlar har tomonlama harakatlanishi mumkin, lekin dastlabki turlardan ko'ra kattaroq qisqartirish mumkin.
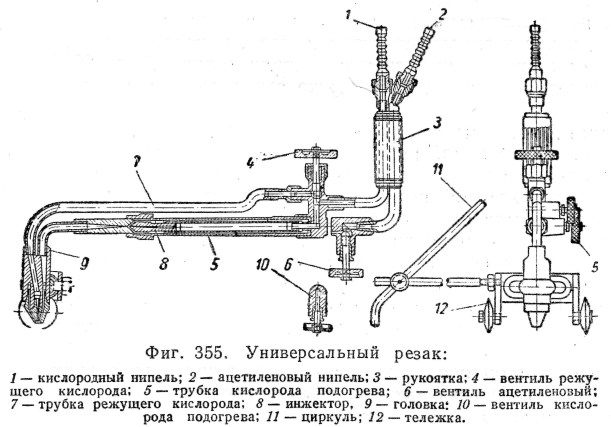
Shakl. 355-gacha qalinligi 5 dan 300 mm gacha bo'lgan metallni kesishda ishlatiladigan universal to'sar qurilmasi; Surat sarlavhalari chizmalarni to'liq tushuntiradi. Trolley ishlov berish paytida pichoqni harakatlantirish uchun ishlatiladi; to'sarni ushlab turish zaruratini bartaraf qiladi va kesilgan metalning yuzasi va og'zidagi bir xil masofani saqlashga imkon beradi. Aylana atrofida kesish uchun aravaga qo'yilgan sirkulyator ishlatiladi.
Yoqilg'i. Gazni kesishda siz yuqorida qayd etilgan yonuvchan gazlarni, shuningdek benzin, benzin, kerosin juftligini qo'llashingiz mumkin.
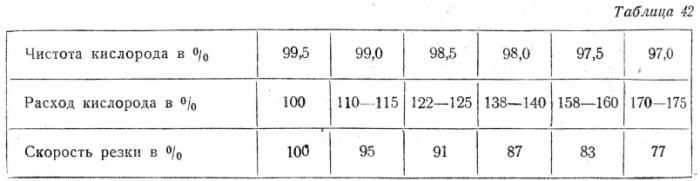
Kislorod. Gazni tozalashda ishlatiladigan kislorodni tozalovchi qancha kam bo'lsa, unda kesish jarayoni tezroq bo'ladi. Yorliqda. Shakl 42 kislorodning tozaligining iste'mol va kesish tezligiga ta'siri haqidagi ma'lumotlarni ko'rsatadi.
Kesish tekisligiga ulashgan qatlamlardagi metallning xususiyatlariga gazning chiqib ketishining ta'siri. Gazni kesish kesma tekislikning yonida metallning xususiyatlariga sezilarli ta'sir ko'rsatmaydi: tortishish quvvati (3-8% gacha) va nisbatan uzayishda (5-10% gacha) biroz pasayish mavjud, gazni kesish ta'sir zonasi chuqurligi faqat 1-1 5 mm. Biroq qaychi bilan kesishganda ta'sir zonasining chuqurligi 3-4 mm ga etadi; metallni egallagan.
Gazni kesish uchun kesilgan sirtdagi metallning kimyoviy tarkibida engil o'zgarish kuzatilishi mumkin: silikonning engil tiniqligi va masalan, asetilen bilan kesish holatlarida, uglerod miqdori oshishi, bu esa kesilgan yuzadagi qattiqlikni oshiradi. Shuning uchun eng yaxshi natija vodorodni yonilg'i sifatida ishlatishdan iborat. Shunday qilib, gazni kesish metallarning xususiyatlariga deyarli sezilmaydigan ta'sir ko'rsatmaydi.
Gazni qazish jarayoni
Kesishning boshlanishi, to'sarlarning xizmat ko'rsatish imkoniyatlarini tekshiring; kesib olinadigan metallning qalinligi bilan bog'liq holda, og'iz bo'shliqlarining tegishli o'lchamlari kesuvchi boshga vidalanadi va kislorod bosimi o'rnatiladi (reduktor bilan). Shundan so'ng, asetilen qopqog'ini oching, oching kislorod valfi olovni isitish, yonuvchan aralashmani yoqish va olovni tartibga solish. Yong'in o'rnatilganda, burner og'zining o'qi kesilishi kerak bo'lgan metall yuzasiga perpendikulyar bo'lishini ta'minlaydi va chiqib ketish trubkasi uchidan bu sirtga 3-6 mm oralig'ida bo'ladi. Metall sirt olov haroratiga qiziydi, kislorod chiqib ketadi va to'sar bir tekis harakatlanadi. To'sarlarning harakat tezligi kesilgan metallning qalinligi bilan belgilanadi.
Kesish sifati mash'alning harakatlanishi va harakat tezligini to'g'ri tanlashiga bog'liq. Mashq juda sekin harakatlanayotganda, kesish juda keng bo'lib, juda tez harakatlanayotganda, metall yetarlicha qizib ketmaydi va kesish doimiy emas.
1 soniya davomida kislorod iste'moli. m chiqib ketish uzunligi taxminan ampirik formula bilan aniqlanishi mumkin
![]()
bu erda Q 1 kislorod iste'moli hisoblanadi;
¼ - mm qalinligi mm;
va - mm kesilgan kengligi.
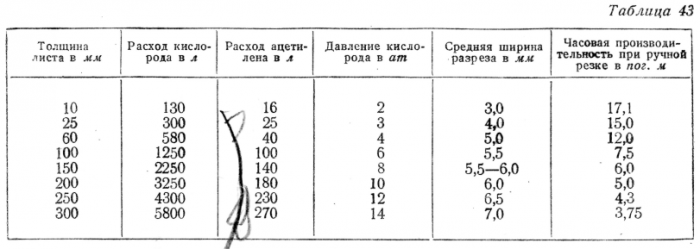
Yorliqda. Plastinaning qalinligi 1 pogga qarab, po'latdan gazni kesish jarayonini tavsiflovchi 43 ta ma'lumot joylashtirilgan. m uzunligi kesilgan. Jadvalda berilgan ma'lumotlar. 4-3 o'rtacha bo'lib, to'sarlarning dizayniga qarab farq qilishi mumkin.
Gazni kesish, shuningdek, qismlarni qalin choynaklar yoki blanklardan kesish jarayonini o'zgartirish uchun ham ishlatiladi.
Suv ostida kesish. Gazni kesish ham suv ostida ishlaganda ishlatiladi. Suv ostida qoladigan suv olovdan yonish mahsuloti yoki siqilgan havo yordamida chiqariladi. Siqilgan havo bosimi, shuningdek yonadigan gazga va kislorodga taqdim etilgan kislorodning bosimi suv ostida kesish sodir bo'lgan chuqurlik bilan ortadi. Suv ostida kesish EPRON sho'ng'in ishlarida keng qo'llaniladi. Suv ostida ishlov berish uchun yoqilg'i sifatida asosan vodorod (40 m gacha) va asetilen (kichik chuqurliklarda - odatda 15-20 m gacha) uchun ishlatiladi.
Mashinani kesish. Qo'l tugmachasida kesish sifati har doim bir xil va qoniqarli emas, chunki kesish mashinasining yuzasidan kesishish va uning masofasining barqarorligini saqlab qolish qiyin. Kamchiliklarga misol qo'lni kesish Kesilgan yuzaning qirralarini, uning chuqur ildizlarini eritishni ko'rsatib qo'yishingiz mumkin.
Gazni kesish jarayonini mexanizatsiyalash jarayoni kesmaning sifatini oshiradi va jarayonning samaradorligini oshiradi.
Yarim avtomatik va avtomatik gaz chiqib ketish mashinalari mavjud. Yarim avtomatik mashinalarda, to'sar harakati mexanizatsiyalanadi va harakat yo'nalishi qo'lda yoki shablon yordamida beriladi. Yarim avtomatik mashinalar payvandlashda, payvandlashda, payvandlash uchun payvand choklarini kesishda ishlatiladi.
Mashinalarda, to'sar harakatining yo'nalishi ham mexanizatsiyalashgan.
Gazni kesish orqali metall sirtini tozalash. Metall ob'ektni kesuvchi bilan yuzaki ishlov berish metallni gaz bilan to'ldirishdir. Ushbu turdagi muolajalar o'yib ishlov berish o'rniga ishlatiladi va ba'zi hollarda rejalashtirish, burilish (tangentan kesish) va burg'ulashning o'rnini bosishi mumkin.
Ushbu muolajadan so'ng gaz plyonkasi metall yuzasiga perpendikulyar emas, balki 25-30 ° burchak ostida yo'naltiriladi. Jarayonning o'zi, ish tarkibidagi metallning sirt qatlami kislorod muhitida yondirilishidan iborat. Ushbu maqsadlar uchun ishlatiladigan dastgohlar an'anaviy to'sarlardan biroz farq qiladi, xususan, kislorod kanalidagi teshikning kattalashtirilgan hajmiga ega; bu kislorod püskürtmesinin oqim tezligini kamaytirish bilan erishiladi.
Jarayonning samaradorligi, keyinchalik qayta ishlash uchun juda yaxshi qoniqarli sirt sifati bilan soatiga olib tashlangan 150 kg metallga etadi. Taxminan 450 litrni tashkil etadigan 1 kg metall uchun kislorod iste'moli.
Xulosa ko'chirib oling: Siz bizning serverdan fayllarni yuklab olishingiz mumkin emas.
- Metall kesilgan gaz turlari
- Usulning afzalliklari va kamchiliklari
Metallni qayta ishlashning eng keng tarqalgan usullaridan biri propan va kislorodli metallni kesish hisoblanadi. Juda qimmat, qimmat mashinalari sotib olishni talab qilmaydigan, yarim himoyachi sharoitida ishlash uchun foydalanish mumkin.
Metallni gaz bilan kesish - bu kislorod propan bilan aralashtirilganda (boshqa yonuvchan gazlar mos keladigan, masalan, asetilen) va bu metallning yoqilishiga olib keladigan haroratni kesish uchun sirtni isitadi. Keyin kislorod chiqib ketish jeti beriladi va qizdirilgan sirt bilan aloqa qilganda yonadi. Shunday qilib, ajratish sodir bo'ladi.
Ushbu usulni ishlatish, ishlov berilgan metallga qo'yiladigan talablar bilan cheklanadi.
Metall eritma nuqtasidan pastroq yonish haroratiga ega bo'lishi kerak. Agar bu qoida amal qilmasa, eritilgan, ammo yonmayotgan metall chiqib ketgan kavitadan qattiq ajratiladi.
Oddiy kislorodni kesib tashlaganida, chiqib ketgan kavitada hosil bo'lgan oksidlar metallning o'ziga o'xshagan parametrlaridan past erish nuqtasiga ega bo'lishi kerak. Bundan tashqari, ularni ajratilgan bo'shliqdan olib tashlashni osonlashtirish kerak.
Oksidlarning hosil bo'lishining yuqori issiqlik ta'siri, chunki eng katta issiqlikni kesganda metall oksidlanishidan hosil bo'ladi. Bu chiqib ketish zonasiga ulangan metall uchastkalarni isitish va jarayonning uzluksizligini ta'minlash uchun zarur.
Metallning past issiqlik o'tkazuvchanligi. Ushbu indeksning yuqori qiymatlarida issiqlik tezda kesish maydonidan chiqib ketadi va yonish haroratini isitish qiyinchiliklari mavjud.
Ushbu parametrlar uchun batafsil qiymatlar ma'lumotnomalarda ko'rsatilishi mumkin. Odatda, ular esselarga kiritilgan.
Shu asosda kislorod-propanli va metallli payvandlash past karbonli va kam yengil temir va titanium qotishmalari. Faqatgina 1% dan ortiq uglerod o'z ichiga olgan dastgohlar, faqat maxsus chang oqsillari qo'shilganda bu tarzda kesilishi mumkin. Ular kislorodni kesish bilan birga chiqib ketish maydoniga aylantiriladi. Kuyganida, oqi yo'qolgan issiqlikni chiqaradi, shuningdek, oksidlanishini va oksidlari bilan ishlaydigan oksidlarni hosil qiladi va ularni olib tashlashni osonlashtiradi. Alyuminiy kukunini, silika qumini va boshqalarni qo'llash orqali oqimdagi qo'shimchalar sifatida.
Yuqori harorat va past erish nuqtasi tufayli gazni ishlov berish quyma temirni ishlov berish uchun mos emas. Yuqori qotishma çeliklar va alyuminiy gazni kesish vaqtida chidamli oksidlar va shlaklar hosil qiladi. Misning past issiqlik qiymati bor.
Erni tayyorlash va kesish
Avvalo, zang va boshqa ifloslantiruvchi moddalar metall yuzadan olinadi. Dazmol yoki qatlamni gazni kesib o'tuvchi gazning chiqishiga erkinlik berish uchun shunday joyga qo'yish kerak.
Kesish jarayonining boshida metall yuza, kesish maydonchasida metall yonish haroratiga (1200-1350 ° S) kislorod va yonuvchan gaz aralashmasi bilan qizdiriladi. Keyin chiqib ketish kislorodi ta'minlanadi, bu qizib ketgan yuzaga tegib, metallni kesadi. Bu jarayonda kislorodni uzluksiz etkazib berishni ta'minlash juda muhim, shuning uchun olov o'chmaydi, aks holda sirtni qayta isitish kerak bo'ladi.
Kesishning mahsuldorligi va sifati yuqori, ishlatilgan kislorodning tozaligi ulushi shunchalik ko'p. Kislorod oqimi metallga tushganda, ozuqa tezligi va kuchi tushadi va uning egri paydo bo'ladi. Buni tuzatish uchun oqimni burab qo'ying.
Bundan tashqari, chiqib ketish oqimining tagida kengayib, konusning shakli mavjud. Bu plastinka metallni qayta ishlashda va quyqalar hosil bo'lishida kesilgan kenglikning o'sishiga olib keladi. Buning oldini olish uchun metallni qalinligi bilan mutanosib quvvatni oshirish kerak, lekin u juda ko'p emas, chunki u yuqori kislorod iste'moli va yuqori qirqishdagi o'lchamning paydo bo'lishiga olib keladi.
Asosiy chiqib ketish parametrlari kislorod bosimi va kesish tezligi.
Kislorod bosimi kesmaning sifatiga katta ta'sir ko'rsatadi. Bosim juda yuqori bo'lsa, chiqib ketish sifati yomonlashadi va oqim ham oshadi. Yuqori bosimning etarli emasligi metallning butun qalinligini kesishga imkon bermaydi va oksidlarni olib tashlashni qiyinlashtiradi.
Ishning samaradorligi kesish tezligiga bog'liq. U metall xususiyatlariga qarab tanlanadi. Ushbu parametr uchqunlar va shlaklarning qanday tarqalishi bilan nazorat qilinadi. Tezlik to'g'ri tanlangan bo'lsa, uchqunlar pastga qarab 85-90 ° burchak ostida yo'naltiriladi. Agar uchqunlar uchqunlari chiqib ketish harakati oldida bo'lsa, unda tezlik kamroq zarur. Tezlashayotgan tezlik tezlikni uchqun ketishini to'xtatib turadi va ish qismini kesish imkonini bermaydi.
Uglerod kuyishi natijasida CO oksidi hosil bo'ladi, u temir bilan reaksiyaga kirganda, u kesilgan yuzadagi uglerod tarkibini oshiradi va metalldagi qattiqlashadigan tuzilmalar paydo bo'lishiga olib keladi. Chegaralar bir-biridan isitilmaydi, bu kuchlanishning paydo bo'lishiga olib keladi va biroz qisqartiradi, buning natijasida deformatsiyalar va yoriqlar paydo bo'lishi paydo bo'ladi.
Ushbu jarayonning oldini olish uchun, gazni payvandlash kesilgan sirtni mexanik ravishda oldindan tozalash bilan
Mundarija jadvaliga qaytish
Metall kesilgan gaz turlari

Gaz bilan metall chiqib ketish bo'linish, sirt va shokga bo'linadi.
Bo'linishni kesish. Metan propan va kislorod bilan kesilganda, u gazlar aralashmasi bilan qizdirilganda va yonib ketganda butunlay ajralib chiqadi, natijada olingan oksidlar kislorodni kesib tashlaydi. U formatli metall va metall-rolllarni ishlab chiqarish, blankalarni ishlab chiqarishda foydalanadi.
Erni kesish. Agar zarurat bo'lsa metallning bir qismini olib tashlash uchun, masalan, truba yaratish, sirt qusurlarini yo'q qilish va boshqalarni ishlatish uchun ishlatiladi.
Metallni teshik qilish uchun kislorod naychasi bilan zarba berish qo'llaniladi. Qalin devorli past karbonli po'lat quvurlar metall olov haroratiga qiziydi, keyin kislorod manbai yoqiladi. To'plamning qizdirilgan ishchi uchi bilan aloqa qilganda, u tutuşturur, keyin trubaning metall ichiga basılır va bir teshik paydo bo'ladi. Agar katta kalinlikta tuynukni yoqish zarur bo'lsa, ishlov beradigan qismni shlaklarni olib tashlashni osonlashtiradigan tarzda tuzatish zarur deb hisoblanadi.
Metallni gaz bilan kesish qo'lda, avtomatik va yarim avtomatik usulda amalga oshirilishi mumkin.
Qo'l bilan gazni payvandlash va metallni kesish xuddi shu uskunadan ishni bajarish uchun foydalanishni talab qiladi, biroq ayni paytda kislorod-propan payvandlash keng qo'llanilishichunki kislorod bilan aralashtirilganda, boshqa gaz, asetilen, payvandlash alangasining eng yuqori haroratini beradi. Brülör bir to'sar bilan o'zgartirilgan, gaz, suyuq bir shaklda bo'lgan silindirlerden olingan. Ushbu usul qoida tariqasida kichik korxonalarda yoki xususiy sektorda qo'llaniladi va kichik gaz sarfini o'z ichiga oladi.




