Electrozii la care se referă denumirea produsului. Tipuri de electrozi. Un grup de electrozi, cu ajutorul căruia efectuează sudarea la rece și suprafața produselor din fontă.
CLASIFICAREA ELECTRODULUI
|
EXEMPLE DE MARCAJ:
IDENTIFICAREA DISPOZIȚIILOR SPAȚIALE PENTRU ELECTRODELE DIFERITE Cu electrozi acoperiți cu acidAlte materiale solide utilizate sunt obținute prin reacții chimice, cum ar fi aliaje sau alți compuși sintetici complexe. Factor important este dimensiunea particulei materialului solid. Structura fizică a ingredientelor de acoperire poate fi clasificată ca fiind cristalină, fibroasă sau amorfă. Materiale cristaline utilizate în mod obișnuit, cum ar fi rutilul, cuarțul și mica. Rutilul este o manifestare naturală a mineralelor cu dioxid de titan și este utilizat pe scară largă în depunerea de electrozi.
|
MARCAREA ELECTRODELOR SUDATE
EXEMPLE DE MARCAJ:
Materialele fibroase, cum ar fi celuloza, și materialele amorfe, cum ar fi dioxidul de siliciu și alți compuși organici, sunt, de asemenea, ingrediente comune ale acoperirilor. Clasificarea ingredientelor de acoperire. Materialele de acoperire pot fi împărțite în șase grupuri principale: elementele de aliere - elementele de aliere, cum ar fi molibdenul, cromul, nichelul, manganul și altele, conferă proprietăților mecanice metalului de sudură. Lianții solubili, cum ar fi silicații de sodiu și potasiu, sunt utilizați în acoperirea electrozilor ca lianți.
Tipuri de electrozi pentru sudare
Funcțiile lianților includ masa plastică a materialului de acoperire, care poate fi extrudat și uscat într-un cuptor. Suprafața finală după trecerea în cuptor trebuie să fie dură, astfel încât să susțină craterul și să fie suficient de puternică încât să nu se rupă, să se spargă sau să se spargă. Lianții sunt de asemenea utilizați pentru a face acoperirea neinflamabilă și pentru a preveni descompunerea prematură. Generarea gazelor - materialele obișnuite de formare a gazului sunt carbohidrații, hidrații și carbonații. Exemple de astfel de substanțe sunt carbonatul de celuloză, calciu și magneziu și apele combinate chimic în argilă și mica.
IDENTIFICAREA DISPOZIȚIILOR SPAȚIALE PENTRU ELECTRODELE DIFERITE
Tipul de electrozi
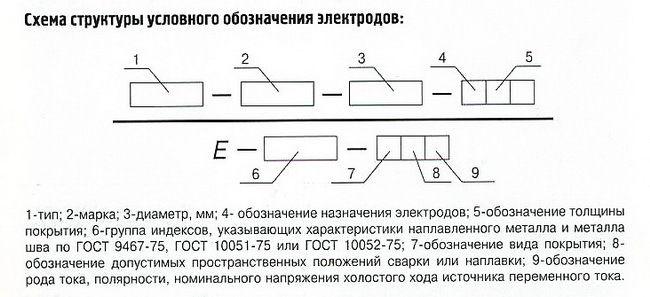
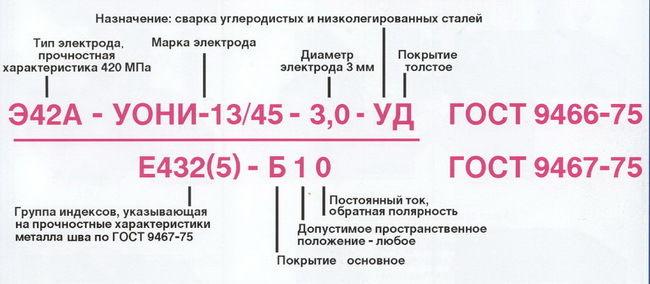
Pentru sudarea carbonului și a oțelurilor slab aliate, precum și a celor aliate cu rezistență sporită și ridicată, marcajul constă în:
Aceste materiale emit dioxid de carbon, monoxid de carbon și vapori de apă la temperaturi ridicate de sudură în arc. Acest lucru este valabil mai ales atunci când sudați cu curent alternativ. Materialele de turnare sunt compuși de titan, potasiu și calciu. Forme și zgură - aceste ingrediente sunt utilizate în principal pentru a îngroșa zgura și cum ar fi vâscozitatea, tensiunea superficială și punctul de topire. și magneți - materiale de acest tip. Plastifianții - acoperirile sunt adesea granulate și, pentru extruziunea lor cu succes, este necesar să se adauge materiale de lubrifiere și plastifiere, astfel încât stratul să curgă ușor sub presiune.
index E
cifrele care urmează indicelui, indicând valoarea rezistenței la tracțiune în kgf / mm 2;
index Aindicând faptul că metalul de sudură a îmbunătățit proprietățile de ductilitate și duritate.
Pentru sudarea otelurilor rezistente la căldură, de oțeluri aliate și pentru acoperirea suprafețelor, simbolul constă în:
Cele mai utilizate pe scară largă sunt carbonații de calciu și sodiu. Hidrogenul poate cauza probleme la sudarea oțelurilor cu rezistență ridicată. Clasa Compoziție Funcție Protecție celuloză 35% gaz rutil 15% din stabilizator cu arc de zgură. Deoxidarea fierului - mangan 5% deoxidant - talc din aliaj de fier 15% silicat de sodiu care formează zgură 25% liant - agent de flux de fluid 5% carbonat de calciu 30% agent gazos - fluidizator de fluorit 20% formator de zgură - agent de flux feromangan 5% deoxidant - .
Silicat de potasiu 15% liant - stabilizator arc pudra de oțel 30% umezeală precipitator 0, 1%. Acoperirea cu ruteniu are următoarele caracteristici: consum general; Acoperirea are până la 50% rutil; pătrunderea medie; zgura rapid instalata, usor de demontabil; Metalul de sudură poate avea un nivel ridicat de hidrogen; necesită uscarea la o temperatură relativ scăzută, astfel încât metalul de sudură să nu prezinte porozități grosiere.
numerele care urmează indicelui, indicând conținutul mediu de carbon în sute de procente;
litere și numere care determină conținutul elementelor chimice în procente. Ordinea inscripționării elementelor chimice este determinată de scăderea conținutului mediu al elementelor corespunzătoare din metalul de sudură. Cu un conținut mediu al elementului chimic principal mai mic de 1,5%, nu este indicat numărul din spatele denumirii cu litera a elementului chimic. Cu un conținut mediu de siliciu în metalul de sudură de până la 0,8% și mangan până la 1,0%, literele C și D nu sunt scoase.
O acoperire foarte înaltă oferă următoarele caracteristici: adăugarea de pulbere de fier; crește rata de depunere; Poate include sau nu include; Crește fluxul de zgură din cauza formării de oxid de fier; îmbunătățește stabilitatea arcului și reduce penetrarea, în special la intensitatea curentului ridicat, care poate reduce la minimum apariția mușcăturilor; Posibilitatea lipirii sub acțiunea gravitației; Reduce rezistența metalului sudat.
Electrozii non-consumabili și marcarea acestora
Electrozii foarte performanți au rate mari de depunere, ceea ce înseamnă sudarea prin gravitație la șantierele navale folosind dispozitivul prezentat în figură. Funcții de acoperire: Sudarea de protecție metalică - cea mai importantă funcție de acoperire este de a proteja metal de sudură din oxigen și azot din aer atunci când este transmis printr-un arc, precum și într-o stare lichidă. Protecția este necesară pentru a asigura integritatea metalului. cusătură de sudură, absența bulelor de gaz și are suficientă rezistență și ductilitate.
index E- electrod pentru manual arc de sudură și suprafață;
 Denumirea metalului
Denumirea metalului
Pentru sudarea carbonului și a oțelurilor slab aliate, cu o rezistență la rupere la rupere până la 490 MPa (50 kgf / mm 2), sunt utilizate 7 tipuri de electrozi: E38, E42, E46, E50, E42A, E46A, E50A. Pentru sudarea carbonului și a oțeluri slab aliate cu o rezistență la rupere la rupere de la 490 MPa (50 kgf / mm2) la 588 MPa (60 kgf / mm2), se folosesc 2 tipuri de electrozi: E55, E60. Pentru sudarea oțelurilor aliate a crescut și rezistență ridicată, cu rezistență la rupere de peste 588 MPa (60 kgf / mm2) se utilizează 5 tipuri de electrozi: E70, E85, E100, E125, E150.
Sudarea oțelurilor rezistente la căldură - electrozii folosiți
La temperaturi ridicate, arcurile de azot și oxigen se combină ușor cu fierul și formează nitrurile de fier și oxizii de fier, care, dacă sunt prezenți în metalul de sudură peste anumite valori minime, vor cauza fragilitate și porozitate. Azotul este cel mai relevant, deoarece este dificil de controlat acțiunea acestuia după ce a intrat în butelia de sudare. Oxigenul poate fi îndepărtat folosind agenți de dezoxidare adecvați. Pentru a evita poluarea atmosferică, fluxul de metal topit trebuie să fie protejat de gaze care deplasează atmosfera înconjurătoare de la arc și de lipit de metal topit.
Pentru sudarea oțelurilor rezistente la căldură - 9 tipuri: E-09M, E-09MH, E-09H1M, E-05H2M, E-09H2M1, E-09H1MF, E-10H1MNBF, E-10H3M1BF, E10H5MF. Pentru sudarea oțelurilor din aliaj de înaltă calitate cu proprietăți speciale - 49 tipuri: E-12X13, E-06X13N, E-10X17T, E-12H11NMF, E-12H11NVMF etc. 10G3, E-12G4, E-15G5, E-16G2HM, E-30G2HM etc.
Electrod de marcă
Acest lucru se realizează prin utilizarea materialelor de acoperire care generează gaze și care se descompun în timpul sudării și creează o atmosferă protectoare. Arc stabilizarea este un arc stabilizat care se deschide ușor, arde fără probleme chiar și la curenții mici și poate fi menținut uniform folosind un arc lung sau scurt. Adaosul elementelor de aliere la metalul de sudură - diferite elemente, cum ar fi crom, nichel, molibden, vanadiu și cupru, pot fi adăugate la metalul de sudură prin încorporarea lor în compoziția de acoperire.
Adesea este necesar să se adauge elemente de aliere la acoperire pentru a echilibra pierderea așteptată a acestor elemente de bază în timpul sudării datorită volatilizării și reacțiilor chimice. Electrozii din oțel dulce necesită o cantitate mică de carbon, mangan și siliciu în depozitul de sudură, ceea ce duce la formarea sudurilor întregi cu nivelul necesar de rezistență. O parte din carbon și mangan provine din tijă, dar trebuie suplimentată cu aliaje de feromangan și, în unele cazuri, cu adăugarea de aliaje de ferosiliciu în acoperiș.
Fiecare tip de electrod poate corespunde uneia sau mai multor branduri.
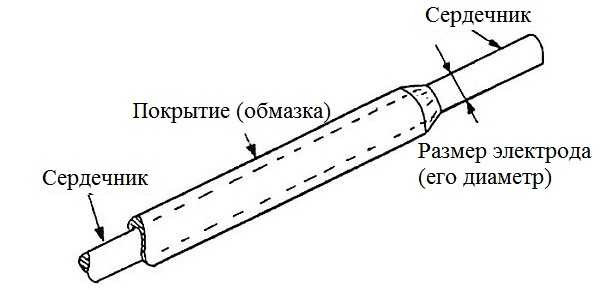
Diametrul electrodului
Diametrul electrodului (mm) corespunde diametrului tijei metalice.
Direcția arcului electric - direcția fluxului arc electric se obține cu un crater care se formează la vârful electrodelor. Utilizarea lianților adecvați asigură o acoperire constantă care va susține craterul și va asigura o penetrare suplimentară și o direcționare mai bună a arcului electric. Funcția de zgură ca flux - funcția de zgură este de a asigura o protecție suplimentară împotriva poluării atmosferice, ca purificator și pentru a absorbi impuritățile aduse la suprafață și capturat de zgură și pentru a reduce viteza de răcire a metalului topit pentru a ieși din gaze.
Alocarea electrozi
Pentru sudarea carbonului și a oțelurilor slab aliate cu o rezistență la tracțiune de până la 588 MPa (60 kgf / mm 2) - marcat cu litera în;
Pentru sudarea oțelurilor structurale aliate cu o rezistență la tracțiune mai mare de 588 MPa (60 kgf / mm 2) - marcat cu litera L;
Semne de clasificare a electrozilor
Zgura controlează de asemenea conturul, uniformitatea și aspectul general al sudurii. Acest lucru este deosebit de important în cusăturile de colț. Caracteristicile poziției de sudare sunt adăugarea anumitor ingrediente la acoperire, în principal compușii de titan care fac posibilă sudarea. Caracteristicile zgurii - în principal tensiunea superficială și temperatura de solidificare - determină puternic capacitatea electrodului de a fi utilizat la sudarea din poziție. Monitorizarea integrității metalului de sudură - porozitatea sau gazele prinse în metalul de sudură poate, de regulă, să fie controlată de compoziția de acoperire.
Pentru sudarea oțelurilor rezistente la căldură - marcate cu o literă T;
Pentru sudarea oțelurilor din aliaj de înaltă calitate cu proprietăți speciale - marcate cu litera ;
Pentru acoperirea straturilor de suprafață cu proprietăți speciale - marcate cu o literă H.
Grosimea stratului de acoperire
Acesta este echilibrul anumitor ingrediente în stratul de acoperire, care are un efect vizibil în prezența gazelor blocate în metalul de sudură. Echilibrul corect al acestor ingrediente este esențial pentru integritatea care poate fi obținută pentru metalul de sudură. Feromanganul este probabil cel mai frecvent ingredient utilizat pentru a obține o formulă echilibrată. Proprietățile mecanice specifice ale proprietăților mecanice ale metalului de sudură pot fi incorporate în metalul de sudură prin acoperire.
Valorile ridicate de duritate la temperaturi scăzute, ductilitate ridicată și o creștere a proprietăților de curgere și a rezistenței mecanice pot fi obținute prin adăugarea elementelor de aliere la acoperire. Izolarea miezului din oțel - acoperișul acționează ca un izolator, astfel încât țeava să nu provoace scurtcircuitarea în timpul sudării muchiilor profunde sau a găurilor înguste; Învelișul protejează, de asemenea, operatorul când se schimbă electrozii.
În funcție de raportul dintre diametrul acoperirii electrodului Dla diametrul tijei metalice d, electrozii sunt împărțiți în următoarele grupuri:
cu o acoperire subțire (D / d≤1,2) - marcat cu o literă M;
cu o acoperire medie (1.2
cu o acoperire groasă (1,45
cu acoperire foarte groasă (D / d\u003e 1,8) - D.
Acest articol a fost conceput pentru a observa relativ sudarea cu un electrod acoperit cu trei tipuri diferite: rutilă, celuloză și alcalină. Scopul acestei lucrări este de a compara tipurile de electrozi pentru proiectarea spatterului de sudură, generarea de gaz, ruperea zgurii și aspectul vizual al sudurii.
Cuvinte cheie: Electrod, Rutiko, Basic, Celuloză. Ca efect economic, sudarea este un instrument foarte important pentru un inginer în încercarea de a reduce costurile de producție și de fabricație. Multe produse de pe piață nu au putut fi fabricate fără utilizarea metodelor de sudare, cum ar fi automobilele, echipamentele industriale, elementele structurale, produsele centralelor nucleare, centralele hidroelectrice etc.
Desemnarea unui electrod acoperit topit
scrisoare E- desemnarea interna a unui electrod acoperit cu topire.
Un grup de indicatori indicând caracteristicile metalului de sudură sau a metalelor de sudură
Sudarea electrod poros este definit ca un proces de sudare manuală cu arc de metal, în care compusul metalic cu căldura de arc electric plasat între electrod acoperit și metalul de bază în îmbinarea sudată. Metalul electrodului se îmbină cu metalul de bază și se transmite printr-un arc electric. Zgura este formată din acoperirea electrodului și impuritățile metalului de bază și servește ca o acoperire pentru acoperirea sudurii, protejându-l de poluarea atmosferică și ajută la controlul răcirii.
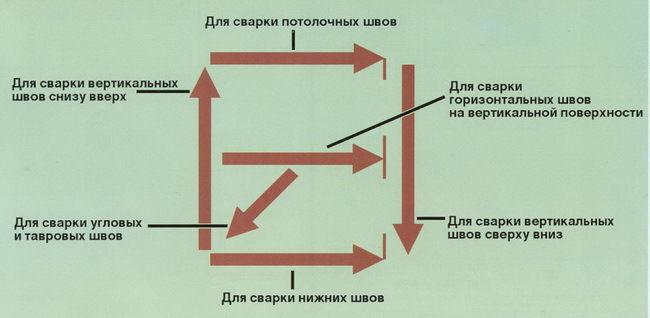
Ilustrația de mai jos. 1 reprezintă toate pozițiile. 2 este o poziție orizontală și orizontală. 4 înseamnă poziție orizontală, orizontală, verticală. Când cifra precedentă este 1, când cifra precedentă este 2. Procesele de fabricare: sudarea și turnarea.
Pentru electrozi utilizați pentru sudarea carbonului și a oțelurilor slab aliate, cu o rezistență la tracțiune de până la 588 MPa (60 kgf / mm2).
http://elektrod-3g.ru
Pentru prima dată, un electrod de sudură a apărut în 1902. De atunci, s-au schimbat multe au apărut noi tipuri și mărci. Electrodul de sudare este cel mai comun material. Fiecare marcă de electrod are proprietățile proprii. . Trebuie să vă amintiți întotdeauna că pentru fiecare tip de material trebuie să alegeți un electrod special.
În analiză s-au folosit electrozi. Fiecare dintre cabluri a fost examinată în timp ce se observa geometria și aspectul general al cordoanelor. În procesul cu un electrod celulozic, s-a observat mai mult gaz decât în procesul anterior. Cu toate acestea, acest proces are o penetrare mai mare în metalul de bază, ceea ce duce la supraîncălzirea foii.
- Acest proces a provocat multe sprinklere, chiar mai mult decât procesul precedent.
- Sa observat că formarea zgurii este absentă.
- Aspectul sudurii era foarte slab și, aparent, de calitate slabă.
Cele mai populare branduri de electrozi destinate oțelului carbon și oțelului slab aliat sunt: UONI-13 / NZh / 12h13. Electrozii de acest tip sunt destinați sudării oțelurilor rezistente la coroziune. Acest model este creat de toate regulile. GOST 9466-75. Sudarea cu un astfel de electrod are loc pe un curent direct.
SSSI 13/55. Un astfel de electrod de sudare este utilizat pentru a suda atat otelul slab aliat cat si otelul carbon. Respectă GOST 9466-75,GOST 9467-75,TU 1272002010558589 . Procesul de sudare are loc atât cu alternanță, cât și cu curent direct de polaritate inversă.
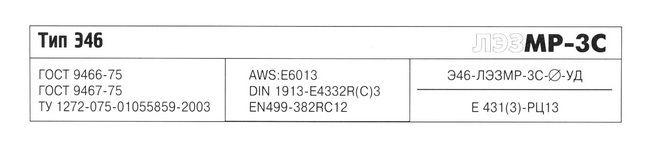
MR-3C .Electrodul de sudare al acestui brand este destinat sudării produselor din oțel carbon și oțel slab aliat.. Sudarea se realizează utilizând curent direct și alternativ.
MP-3T. Acest electrod este destinat pentru sudarea produselor din carbon, din oțel slab aliat. Sudarea poate fi efectuată atât cu curent cât și cu curent alternativ. Polaritatea DC este inversată. Dar pentru astfel de electrozi există o nuanță, conținutul de carbon nu trebuie să fie mai mic de 0,25%, iar rezistența temporară la rupere nu trebuie să depășească 490 MPa. Astfel de electrozi corespund GOST 9466-75, GOST 9467-75.
Ozs-12. Astfel de electrozi sunt, de asemenea, proiectați pentru oțel carbon și oțel slab aliat. Rezistențele temporare de rezistență sunt de 490 MPa. Electrozi de sudare a cărbunelui : VDK VDP IC. Cele mai populare branduri non-consumabile de electrozi de tungsten care corespund GOST 23949-80: EVC EVI EVI-1 EVI-2 EVT-15 Există, de asemenea, electrozi speciali pentru sudarea cuprului și a aliajelor de cupru: OZB-2M OZB-3 ANT / OZM2 Komsomol membru 100ANC / OZM3 Pentru sudarea unui material, cum ar fi nichelul și aliajele sale, utilizați electrozi: OZL-32, B-56U. Dacă intenționați să lucrați cu materiale precum aluminiu și aliajele sale, atunci ar trebui să alegeți electrozi: OZANA-1, OZA-1, OZA-2, OZANA-2.
Electrozii au un rol important în procesul de sudare. De regulă, sudarea cu ajutorul electrozilor va fi mai fiabilă, mai durabilă, mai rapidă și mai economică.
Nu este un secret că, în timpul sudării metalului, este efectuată mișcarea electrozilor. Aceste mișcări sunt adesea numite oscilante. Există multe abordări tehnologice pentru sudarea metalelor. electrodîn timpul procesului de sudare, indiferent de metoda utilizată, mișcarea în trei direcții diferite.
Prima mișcarenumita translație, în care mișcarea merge de-a lungul axei electrodului. În funcție de viteză topire, mișcarea de translație menține o lungime constantă. arc, care nu trebuie să depășească 0,5-1,2 diametru a electrodului. Lungimea arcului depinde de semne de electrodși condițiile de sudare. Formarea cusăturii se deteriorează cu o scădere a lungimii arcului și, de asemenea, cu probabilitatea unui scurtcircuit (scurt abreviat). Creșterea arcului este motivul pentru creșterea spatterului metalului electrodului și reducerea calității sudurii în formă și a proprietăților sale (mecanice).
A doua mișcare este deplasarea electrodului de-a lungul axei pentru a forma o cusătura. Diametrul electrodului, rezistența curentului ( dCsau variabil), iar viteza de topire a electrodului determină viteza electrodului. În absența deplasărilor transversale ale electrodului, cusătura este îngustă (filament), a cărei lățime este de aproximativ 1,5 ori diametrul electrodului utilizat. Această cusătura este utilizată la sudare subțirefoi de metal.
Ultima mișcare este deplasarea electrodului pentru a regla lățimea sudurii și adâncimea de topire a metalului. Aceste mișcări oscilante implică o înaltă calificare a sudorului și a aptitudinilor sale, determinate de caracteristicile materialului sudat, poziției și mărimii cusăturii. Lățimea sudurii, atunci când se utilizează mișcări oscilante transversale, variază de 1,5-5 ori diametrul electrodului utilizat.
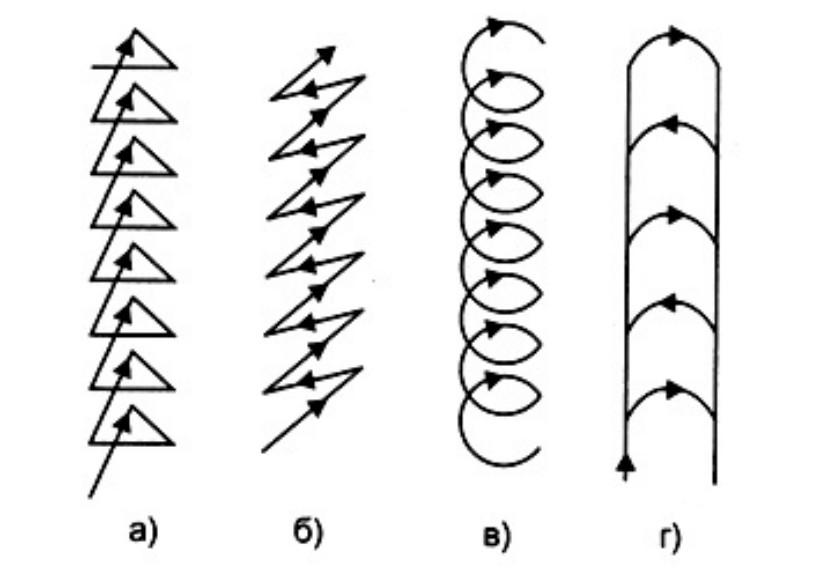
Mișcarea competentă și corectă din punct de vedere tehnic a electrodului este principala sarcină și condiție pentru obținerea sudurii de înaltă calitate la efectuarea sudării. Ceea ce este important este o anumită metodă de a efectua mișcări oscilatorii ale electrodului, precum și raționalitatea mișcării sale. Există mai multe modalități comune de a efectua o sudură de înaltă calitate.utilizate în toate situațiile cu care sudor efectuează mișcări în timpul sudării. Acestea sunt mișcările "pomul de Crăciun" (a), unghiul (b), "mișcarea într-o spirală" (c), "mișcarea printr-o luna crescentă" (d). Fig.1
Când sudați o sudură verticală a colțurilor, este foarte convenabil să arătați toate metodele. mișcări de oscilație ale electroduluiÎn plus, este o operație foarte frecvent utilizată în sudarea produselor laminate. În acest caz, omitem toate problemele legate de tăierea marginilor și pregătirea suprafețelor înainte de sudare.
Cu ajutorul mișcărilor oscilante ale electrodului de către o semilună sau într-o spirală, raftul este inițial sudat la margini cu un electrod, iar după porțiuni mici fără spații și spărturi, metalul este sudat, se recomandă efectuarea continuă a sudării. Sudarea ulterioară a metalului se realizează treptat prin deplasarea electrodului deasupra, lăsând în urmă, cusătura de sudură finisată. O altă mișcare oscilantă schemă în timpul sudării - unghi asigură mișcarea oscilatorie a electrodului folosind deplasarea variabilă în sus și în jos, fără discontinuități în margine de metal naplavlivayut cu o mișcare uniformă a electrodului în sus.
Metoda " pom de Crăciun"Caracterizat de electrod în sus și apoi dreapta, apoi traseul scurt în jos spre stânga. Este de dorit ca picura de metal să fie întărită în fiecare etapă separată de sudare între muchii. După aceea, electrodul dispărut este mutat în sus spre stânga și coborât din nou de la punctul de ridicare, dar acum în jos spre dreapta. Astfel de mișcări treptate, cu porțiuni individuale continue, și realizate cusătura de sudură.
Electrozii pentru sudarea carbonului și a oțelurilor slab aliate sunt, de asemenea, caracterizați de nivelul de sudare și de proprietățile tehnologice, inclusiv posibilitate de sudare în toate pozițiile, o sudură de ieșire nativ curent de proces, o tendință de formare a porilor, iar în unele cazuri - conținutul de hidrogen din metalul sudat îmbinărilor sudate și înclinație spre formarea de fisuri. Caracteristicile enumerate care trebuie luate în considerare la alegerea unui anumit brand de electrod sunt în mare măsură determinate de tipul de acoperire.
Acoperirea poate fi:
rutil,
Principalul
celuloză,
Mixt.
Electrozii cu acoperiri acide.
Baza acestui tip de acoperire sunt oxizii de fier, mangan și siliciu. Metalul de sudură, realizat cu electrozi acoperiți cu acizi, are o tendință crescută la fisuri fierbinți. În funcție de proprietățile mecanice ale metalului de sudură și îmbinării sudate, electrozii sunt de tip E38 și E42.
Acidul acoperit cu electrozi nu este predispus la formarea de pori la sudarea metalului, acoperit cu scală sau rugina, precum și atunci când arcul este extins. Sudarea poate fi efectuată cu curent direct sau alternativ.
Electrozi acoperiti cu electrolii.
Baza acoperire a acestor electrozi este concentratul de rutil (dioxid de titan natural). Metalul cusăturii, realizat prin electrozi cu o acoperire rutilă, corespunde unui oțel calm sau semi-liniștit. Rezistența metalului de sudură împotriva fisurării în electrozi acoperiți cu rutil este mai mare decât în cazul electrozilor acoperiți cu acid. În funcție de proprietățile mecanice ale metalului de sudură și a îmbinării sudate, majoritatea mărcilor de electrozi de rutil aparțin tipului de electrozi E42 și E46.
electrozi rutil au o serie de avantaje în comparație cu alte tipuri de electrozi, și anume, asigura un arc stabil și puternic ardere sudare cu curent alternativ, pierderi de metal stropilor scăzut, separabiiitatea ușor crustelor de zgură, formând excelent. Electrozii nu sunt foarte sensibili la formarea porilor la schimbarea lungimii arcului, la sudarea metalelor ude și ruginite și la suprafața oxidată.
Electrozii din grupul în cauză includ, de asemenea, electrozi cu un strat de ilmenit, care ocupă o poziție intermediară între electrozii cu acoperiri acide și rutile. Compoziția acoperirii acestor electrozi ca component principal include concentratul de ilmenit (un compus natural de dioxid de titan și fier).
Electrozii cu acoperirea principală.
Baza acestui tip de acoperire este carbonatul și fluorura. Metalul depus de electrozi cu acoperirea principală, prin compoziția chimică corespunde cu oțelul este liniștit. Datorită conținutului redus de gaze, incluziuni nemetalice și impurități dăunătoare sudat metalic format prin acești electrozi, caracterizate prin niveluri ridicate de ductilitate și rezistență la temperaturi normale și scăzute, și de asemenea are o rezistență mai mare împotriva fisurare la cald. În conformitate cu proprietățile mecanice ale metalului de sudură și a îmbinărilor sudate, electrozii cu învelișul principal se referă la electrozi de tipul E42A, E46A, E50A, E55 și E60.
Cu toate acestea, caracteristicile tehnologice ale electrozilor cu acoperirea principală sunt inferioare celorlalte tipuri de electrozi. Ele sunt foarte sensibile la formarea porilor în prezența scării, ruginei și uleiului pe marginile pieselor care trebuie sudate, precum și atunci când stratul de acoperire este umezit și arcul este extins. Sudarea, de regulă, se realizează cu curent direct de polaritate inversă. Înainte de sudare, electrozii trebuie să fie calcinați la temperaturi ridicate (250-420 0 С).
Electrozi cu înveliș de celuloză.
Acoperirea de acest tip conține o cantitate mare (până la 50%) a componentelor organice, de regulă, celuloză. Metalul depus electrozi de celuloză, compoziția chimică corespunde unui oțel semi-liniștit sau calm. În același timp, conține o cantitate crescută de hidrogen. În conformitate cu proprietățile mecanice ale metalului de sudură și a îmbinărilor sudate, electrozii cu strat de celuloză corespund la electrozi E42, E46 și E50. Celulele de celuloză se caracterizează prin formarea unei coroane inverse uniforme a cusăturii în cazul sudării pe o singură parte a greutății, posibilitatea sudării cusăturilor verticale într-o manieră de sus în jos.
Toți electrozii descrisi mai sus, destinați sudării oțelurilor carbonate și aliate cu un conținut redus de orice tip, trebuie să îndeplinească cerințele GOST 9466-75 și GOST 9467-75, precum și cerințele privind condițiile tehnice pentru electrozi.
Specificațiile pot conține cerințe suplimentare care sunt necesare pentru o gestionare mai eficientă a proceselor și / sau pentru obținerea îmbinărilor sudate cu caracteristici speciale și a fiabilității operaționale sporite.
Când lucrați cu sudură manuală cu arc, lucrați constant cu electrozii. Acest element al procesului de sudare nu este la fel de simplu precum pare și are clasificarea extensivă. În prezent, este posibilă alegerea produselor pentru orice necesitate, pe baza metalelor sudate, a tipului de echipament, a proprietăților necesare ale sudării și a diverselor parametri auxiliari. Mai jos veți afla despre clasificarea electrozilor acoperiți și denumirea acestora.
Electrozii aplicabili pentru sudarea manuală prin arc sunt împărțiți în topire și non-topire. Tijele de sudare sunt realizate din fontă, oțel, cupru sau alt metal, în funcție de material. Ele joacă rolul unui anod sau al unui catod și, de asemenea, funcționează ca un material aditiv. Sunt acoperite sau descoperite.
Acoperirea în tijele de topire îndeplinește multe funcții de la menținerea arcului la formarea unui nor de gaz care împiedică oxidarea sudurii.
Electrozii non-consumabili pentru sudare sunt realizați din diferite materiale refractare - grafit, tungsten sau cărbune. Acestea servesc la aprinderea și menținerea arcului, iar umplerea cusăturii cu aditivi se face folosind alimentarea manuală a materialului fuzibil. 
Care este electrodul de topire
Electrozii de topire pentru sudarea manuală în arc constau dintr-o tijă interioară și un strat exterior. Conform cerințelor Gosstandart, se folosesc diferite oțeluri pentru a crea electrozi consumabili de sudare: carbonici, cu un număr mare sau mic de impurități, cupru, aluminiu, nichel și alte aliaje colorate. Compoziția tijei se datorează faptului că materialul este sudat, deoarece ambele metale trebuie să se potrivească împreună. Excepția este fonta, care poate fi sudată atât cu electrozi de oțel, cât și cu cupru și fier.
Ca și miezul, stratul exterior este făcut cu privire la metalul sudat, motiv pentru care compoziția acestuia poate varia într-o oarecare măsură. Dar, în ciuda acestui fapt, acesta efectuează în mod invariabil următoarele funcții:
- contribuie la păstrarea arcului;
- produce zgură în jurul piscinei de sudură, topind componentele minerale ale stratului de acoperire;
- produce un gaz de protecție care apare ca urmare a arderii componentelor organice ale stratului de acoperire.
- efectuează deoxidarea sau alierea metalului.
Clasificarea electrozilor acoperiti
Având în vedere lista lungă de variații variate de acoperire, aliaj și alți parametri ai electrozilor acoperiți, pentru o căutare mai convenabilă a tipurilor de tije dorite, acestea au primit o clasificare extinsă. Tipurile de electrozi de sudură sunt împărțite pe baza unor astfel de semne:
Destinație:
- aliaje cu o mică proporție de impurități și aliaje de carbon;
- material cu un număr mare de ligaturi;
- aliaje cu rezistență sporită și proprietăți unice;
- electrozii de suprafață cu proprietăți unice.
Tip - valoarea cusăturii finale, caracterizată prin rezistență la tracțiune, efect mecanic temporar sau punct.
Electrozi de sudură marca - o valoare unică atribuită de producător pentru clasificarea internă a produselor. Acesta este motivul pentru care marcarea electrozilor de sudare cu aceiași parametri, dar de la diferiți producători, poate fi diferită.
Grosimea stratului exterior - pe baza rapoartelor de grosime, la dimensiunea barei centrale clasifică stratul exterior în - subțire, grosime medie, groasă și foarte groasă.
Tip curent - electrozi de curent continuu, curent alternativ cu racord direct sau invers.
Compoziția de acoperire - există o separare pe electrodul de sudură cu un strat acid, bazic, celulozic, rutil, cu o concentrație crescută de fier, depunere constând din diferite straturi.
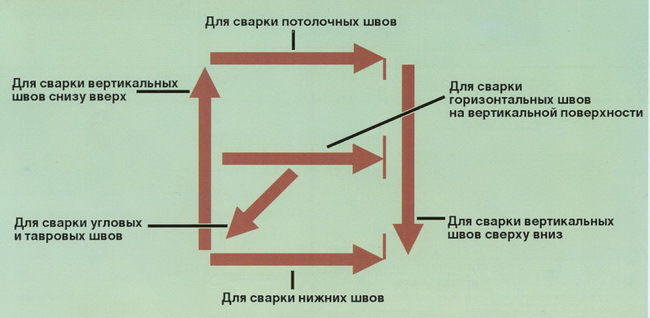
Conform pozițiilor permise, tijele sunt împărțite în articole admisibile pentru muncă în:
· Orice prevederi;
· Totul, dar vertical, în jos;
· Partea inferioară și verticală în sus;
· Mai mic.
Prin calitate sau prin condiția cusăturii, după lucrul cu tijele, electrozii sunt împărțiți în trei grupe. Produsele de calitate superioară aparțin primului grup.
Grosimea - un parametru care indică diametrul bazei de oțel, poate fi cuprins între 1,6 și 12 mm.
Marcarea electrozilor de sudură și interpretarea lor
Pentru a afla ce electrozii sunt prezentate înainte de a examina etichetarea lor. Fiecare pachet conține informații despre 9 caracteristici de bază în conformitate cu GOST 9466-75.
![]()
- tipuri electrozi pentru sudare.
Oțelurile cu rezistență ridicată, cu o proporție mare de carbon, procente mari sau mici de ligaturi, sunt gătite cu electrozi cu o etichetă care începe cu simbolul E - un electrod, apoi există cifre care indică sarcini maxime admise sub tensiune (kgf_mm2) și la sfârșit există un indice A cusătură la sarcini din plastic și șoc. De exemplu: E 42, E 50, E46 A, E 60 și așa mai departe.
Oțeluri rezistente la căldură și aliate: simbolul E, numere după o linie, indicând cărbunele, urmate de litere și cifre - indicând un element chimic specific (A - azot, M-molibden, F - vanadiu etc.) . Componentele chimice sunt aranjate în ordinea descrescătoare a cantității lor în produs. De exemplu: e-09M; E-10HZM1BF; E-30G2HM și așa mai departe. - timbre electrozi de sudare
Timbre - parametrul este individual și depinde exclusiv de producător. - diametru
Grosimea părții interioare a electrodului acoperit variază de la 1,6 la 12 mm, în viața de zi cu zi este cel mai adesea folosită grosimea de 3-5 mm. - numire
Conceput pentru lucrul cu oțeluri de carbon și cu un număr mic de impurități, precum și o rezistență de până la 60 kgf / m2, electrozii sunt marcați cu litera U;
Oțelurile structurale aliate cu o rezistență la tracțiune de peste 60kgs / m2 sunt sudate cu produse marcate cu - L;
Produsele pentru oțeluri cu conductivitate termică scăzută sunt marcate cu litera - T;
Metalele cu o mare proporție de impurități și proprietăți unice pot fi sudate cu produse marcate - B;
Straturile de acoperire cu caracteristici unice sunt produse cu produse marcate - N. - Grosimea stratului
O valoare care indică raportul grosimii stratului de acoperire cu miezul interior. Dacă acest raport este mai mic decât 1,2, atunci produsul este etichetat cu simbolul M și denumit acoperit subțire; stratul intermediar în intervalul de la 1,2 la 1,45 este marcat cu simbolul C; cele groase - de la 1,45 la 1,8 sunt marcate cu simbolul D și în cele mai groase, cu un raport mai mare de 1,8, este marcat cu o notă G. - Principalele proprietăți ale cusăturii
Proprietățile exacte ale aliajelor pentru fiecare tip de aceste valori sunt proprii și indică rezistența, compoziția procentuală a impurităților, temperatura de lucru a sudurii și un număr de alți indicatori. Aceste valori pot fi găsite în tabelele corespunzătoare cu decodificare. - Tip de acoperire cu electrozi
A - acoperire cu acid.
B - fluorură de calciu.
C - celuloză.
R - rutil.
W - conținut ridicat de fier.
Există, de asemenea, tipuri diferite de acoperiri cu electrozi, care sunt marcate cu mai multe litere în funcție de compoziția lor. - Marcarea pozițiilor spațiale
1 - toate
2 - totul, cu excepția verticalului, îndreptat în jos;
3 - fund, plus vertical (de jos în sus);
4 - exclusiv mai mic. - Tipul curentului de sudare și conexiune
- Indexul 0 de electrozi pentru conectarea la curent continuu și invers;
- indicele 1,4, 7 - indică produsele pentru orice tip de tensiune și orice conexiune;
- indicatori - 2,5,8 - orice curent, dar conexiunea trebuie să fie directă;
- indici - 3,6,9 pentru orice curenți și conexiune inversă.
Sudori de electrozi
Mai jos sunt primii trei producători de electrozii sudați, în Rusia:
- SPE "Sudarea Eurasiei". Pentru mai mult de 70 de ani de istorie, compania a reușit să stăpânească întregul ciclu de producție a electrozilor și produce în prezent toate tipurile de electrozi - topirea, sudarea, pentru oțelurile aliate și multe altele.
- CJSC "Plant Electrod". Producătorul este renumit pentru produsele sale livrate celor mai mari fabrici de mașini de construcție din țară, compania fabricând, de asemenea, produse pentru consumatorul mediu. Scuatorii profesioniști notează confortul muncii și calitatea produselor acestei companii.
- LLC NPO Spetselektrod. Produsele acestei companii sunt mai mult de 50 de mărci diferite de bare de consum cu o grosime de până la 6 mm. Producția are și comenzi individuale.
Nu uitați de liderii mondiali, primele trei:
- Esab este o companie cu un secol de istorie și produse recunoscute ca fiind cele mai bune din lume. Acești electrozi suedezi sunt cunoscuți pe toate continentele ca fiind cele mai înalte calități.
- Kobe Steel este o companie japoneză care a câștigat popularitate datorită furnizării de produse companiilor petroliere.
- Klöckner & Co SE este o companie germană care produce oțel și consumabile pentru sudare. Electrozii pentru sudarea acestei companii sunt foarte populare și utilizate pe scară largă în Rusia.




