Électrodes auxquelles le nom du produit fait référence. Types d'électrodes. Un groupe d'électrodes à l'aide desquelles ils effectuent le soudage à froid et le surfaçage de produits en fonte.
CLASSIFICATION DES ÉLECTRODES
|
EXEMPLES DE MARQUAGE:
IDENTIFICATION DES DISPOSITIONS SPATIALES POUR DIFFÉRENTES ÉLECTRODES Électrodes enduites d'acideD'autres matériaux solides utilisés sont obtenus par des réactions chimiques, tels que des alliages ou d'autres composés synthétiques complexes. Facteur important est la taille des particules du matériau solide. La structure physique des ingrédients de revêtement peut être classée comme cristalline, fibreuse ou amorphe. Matériaux cristallins couramment utilisés tels que le rutile, le quartz et le mica. Le rutile est une manifestation naturelle du minerai de dioxyde de titane et est largement utilisé dans le dépôt d’électrodes.
|
MARQUAGE D'ELECTRODES SOUDEES
EXEMPLES DE MARQUAGE:
Les matériaux fibreux, tels que la cellulose, et les matériaux amorphes, tels que le dioxyde de silicium et d'autres composés organiques, sont également des ingrédients courants des revêtements. La classification des ingrédients de revêtement. Les matériaux de revêtement peuvent être divisés en six groupes principaux: les éléments d'alliage - les éléments d'alliage tels que le molybdène, le chrome, le nickel, le manganèse et d'autres, confèrent au métal de soudure des propriétés mécaniques. Les liants solubles, tels que les silicates de sodium et de potassium, sont utilisés dans le revêtement d'électrodes en tant que liants.
Types d'électrodes pour le soudage
Les liants comprennent notamment la masse plastique du matériau de revêtement, qui peut être extrudé et séché dans un four. Après son passage dans le four, le revêtement final doit être dur, de manière à supporter le cratère et à être suffisamment résistant pour ne pas se casser, se fendre ou se fendre. Les liants sont également utilisés pour rendre le revêtement ininflammable et empêcher une décomposition prématurée. Génération de gaz - les substances génératrices de gaz sont les glucides, les hydrates et les carbonates. Des exemples de ces substances sont les carbonates de cellulose, de calcium et de magnésium et les eaux chimiquement combinées trouvées dans l'argile et le mica.
IDENTIFICATION DES DISPOSITIONS SPATIALES POUR DIFFÉRENTES ÉLECTRODES
Type d'électrode
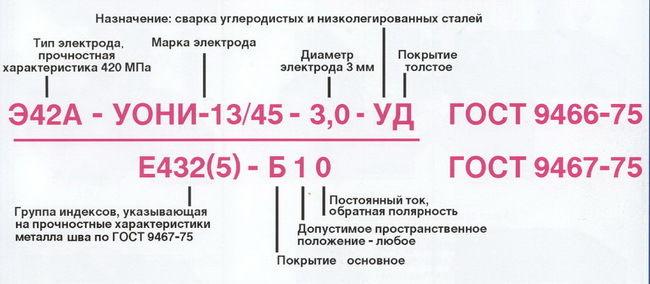
Pour le soudage des aciers au carbone et des aciers faiblement alliés, ainsi que des alliages à résistance augmentée et élevée, le marquage consiste en:
Ces matériaux émettent du dioxyde de carbone, du monoxyde de carbone et de la vapeur d'eau à des températures de soudage élevées. Cela est particulièrement vrai lors du soudage avec un courant alternatif. Les matériaux de moulage sont des composés de titane, de potassium et de calcium. Formes et scories - ces ingrédients sont principalement utilisés pour épaissir les scories, telles que la viscosité, la tension superficielle et le point de fusion. et magnétite - matériaux de ce type. Plastifiants - les revêtements sont souvent granulés et, afin de les extruder avec succès, il est nécessaire d'ajouter des matières lubrifiantes et plastifiantes afin que le revêtement coule légèrement sous pression.
index Euh
chiffres suivant l'index, indiquant la valeur de la résistance à la traction en kgf / mm 2;
index Unindiquant que le métal de soudure a des propriétés améliorées de ductilité et de ténacité.
Pour le soudage des aciers fortement alliés résistant à la chaleur et pour le surfaçage, le symbole représente:
Les plus utilisés sont les carbonates de calcium et de sodium. L'hydrogène peut causer des problèmes lors du soudage d'aciers à haute résistance. Classe Composition Fonction Protection contre la cellulose 35% de gaz rutile 15% provenant du stabilisant anti-arc-laitier. Fer-manganèse désoxydant à 5% - alliage ferreux talc 15% de formeur de laitier silicate de sodium 25% liant - agent de fondant fluide 5% de carbonate de calcium 30% agent gazeux - fluidifiant à la fluorite 20% de formeur de laitier - agent fondant ferro - manganèse 5% de désoxydant - alliage ferreux .
Silicate de potassium 15% liant - poudre d’acier stabilisateur d’arc 30% humidité du précipitateur 0, 1%. Le revêtement de ruthénium présente les caractéristiques suivantes: consommation d'usage général; Le revêtement contient jusqu'à 50% de rutile; pénétration moyenne; laitier rapidement installé, facilement amovible; Le métal fondu peut avoir un niveau élevé d'hydrogène; nécessite un séchage à une température relativement basse, de sorte que le métal fondu ne présente pas de porosités grossières.
les chiffres suivant l'indice, indiquant la teneur moyenne en carbone en centièmes de pour cent;
lettres et chiffres qui déterminent la teneur en éléments chimiques en pourcentage. L'ordre des lettres des éléments chimiques est déterminé par la diminution de la teneur moyenne en éléments correspondants dans le métal fondu. Lorsque la teneur moyenne en élément chimique principal est inférieure à 1,5%, le chiffre situé derrière la lettre indiquant le nom de l'élément chimique n'est pas indiqué. Avec une teneur moyenne en silicium dans le métal fondu allant jusqu'à 0,8% et du manganèse jusqu'à 1,0%, les lettres C et D ne sont pas écrites.
Un très haut revêtement donne les caractéristiques suivantes: ajout de poudre de fer; augmente le taux de dépôt; Peut inclure ou non inclure; Augmente le débit de laitier en raison de la formation d'oxyde de fer; améliore la stabilité de l'arc et réduit la pénétration, en particulier à forte intensité de courant, ce qui peut réduire les risques de piqûres; La possibilité de souder sous l'action de la gravité; Réduit la résistance du métal soudé.
Electrodes non consommables et leur marquage
Les électrodes à très hautes performances ont des taux de dépôt élevés, ce qui correspond au soudage par gravité dans les chantiers navals à l'aide du dispositif illustré sur la figure. Fonctions de revêtement: Soudure de protection des métaux - la fonction de revêtement la plus importante est de protéger métal de soudure de l'oxygène et de l'azote de l'air quand il est transmis par un arc, ainsi que dans un état liquide. La protection est nécessaire pour assurer l'intégrité du métal. joint de soudure, l’absence de bulles de gaz et une résistance et une ductilité suffisantes.
index Euh- électrode pour manuel soudage à l'arc et surfaçage;
 Désignation du métal
Désignation du métal
Pour le soudage des aciers au carbone et des aciers faiblement alliés ayant une résistance à la traction jusqu'à 490 MPa (50 kgf / mm 2), 7 types d'électrodes sont utilisés: E38, E42, E46, E50, E42A, E46A, E50A. Pour le soudage du carbone et aciers faiblement alliés avec une résistance à la traction à la rupture de 490 MPa (50 kgf / mm 2) à 588 MPa (60 kgf / mm 2), 2 types d'électrodes sont utilisés: E55, E60. 5 types d'électrodes sont utilisés pour le soudage d'aciers alliés à haute résistance et à haute résistance, ayant une résistance à la traction supérieure à 588 MPa (60 kgf / mm 2): E70, E85, E100, E125, E150.
Aciers résistant à la chaleur pour le soudage - électrodes usagées
À des températures élevées, les arcs d'azote et d'oxygène se combinent facilement au fer et forment des nitrures de fer et des oxydes de fer qui, s'ils sont présents dans le métal fondu à certaines valeurs minimales, causent des pertes de fraîcheur et de la porosité. L'azote est le plus pertinent, car il est difficile de contrôler son action après son entrée dans le carter de soudage. L'oxygène peut être éliminé à l'aide d'agents désoxydants appropriés. Pour éviter la pollution atmosphérique, le flux de métal en fusion doit être protégé par des gaz qui déplacent l'atmosphère environnante de l'arc et de la brasure en métal en fusion.
Pour le soudage des aciers résistant à la chaleur - 9 types: E-09M, E-09MH, E-09H1M, E-05H2M, E-09H2M1, E-09H1MF, E-10H1MNBF, E-10H3M1BF, E10H5MMF. Pour le soudage des aciers fortement alliés aux propriétés spéciales - 49 types: E-12X13, E-06X13N, E-10X17T, E-12H11NMF, E-12H11NVMF, etc. Pour le surfaçage de couches de surface avec propriétés spéciales - 44 types: E-10G2, E- 10G3, E-12G4, E-15G5, E-16G2HM, E-30G2HM, etc.
Électrode de marque
Ceci est réalisé grâce à l'utilisation de matériaux de revêtement qui génèrent des gaz et qui se décomposent pendant le soudage et créent une atmosphère protectrice. La stabilisation de l’arc est un arc stabilisé qui s’ouvre facilement, brûle sans à-coups, même à des courants faibles, et peut être maintenu de manière uniforme avec un arc long ou court. Ajout d'éléments d'alliage au métal fondu - divers éléments, tels que le chrome, le nickel, le molybdène, le vanadium et le cuivre, peuvent être ajoutés au métal fondu en les incorporant à la composition de revêtement.
Il est souvent nécessaire d'ajouter des éléments d'alliage au revêtement afin de compenser la perte attendue de ces éléments centraux lors du soudage en raison de la volatilisation et de réactions chimiques. Les électrodes en acier doux nécessitent une petite quantité de carbone, de manganèse et de silicium dans le dépôt de soudure, ce qui conduit à la formation de soudures complètes avec le niveau de résistance requis. Une partie du carbone et du manganèse provient de la tige, mais elle doit être complétée par des alliages de ferromanganèse et, dans certains cas, par l’ajout d’alliages de ferro-silicium dans le revêtement.
Chaque type d'électrode peut correspondre à une ou plusieurs marques.
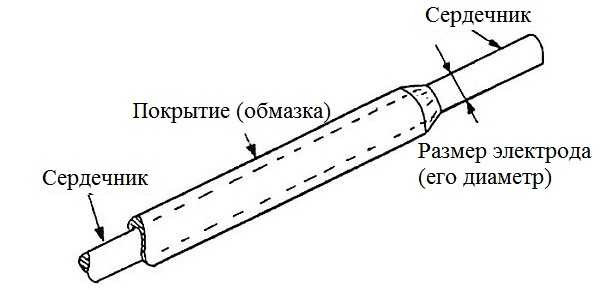
Diamètre de l'électrode
Le diamètre de l'électrode (mm) correspond au diamètre de la tige métallique.
La direction de l’arc électrique - la direction de l’écoulement de l’arc électrique est obtenue avec un cratère qui se forme à la pointe des électrodes. L'utilisation de liants appropriés fournit un revêtement constant qui soutiendra le cratère, fournira une pénétration supplémentaire et un meilleur ciblage de l'arc électrique. Les scories agissent comme un fondant - elles ont pour fonction de fournir une protection supplémentaire contre la pollution atmosphérique, d’épurer et d’absorber les impuretés apportées à la surface et capturées par les scories, ainsi que de réduire la vitesse de refroidissement du métal en fusion afin de permettre la sortie des gaz.
Affectation des électrodes
Pour le soudage des aciers au carbone et des aciers faiblement alliés ayant une résistance à la traction maximale de 588 MPa (60 kgf / mm 2) - marqué de la lettre Avoir;
Pour le soudage d'aciers de construction alliés d'une résistance à la traction supérieure à 588 MPa (60 kgf / mm 2) - marqué de la lettre L;
Signes de classification des électrodes
Le laitier contrôle également le contour, l'uniformité et l'apparence générale de la soudure. Ceci est particulièrement important dans les coutures d'angle. Les caractéristiques du poste de soudage sont l’ajout de certains ingrédients au revêtement, principalement des composés de titane qui permettent le soudage. Les caractéristiques du laitier - principalement la tension superficielle et la température de solidification - déterminent fortement l'aptitude de l'électrode à être utilisée lors du soudage à partir de la position. Contrôle de l'intégrité du métal soudé - la porosité ou les gaz emprisonnés dans le métal soudé peuvent, en règle générale, être contrôlés par la composition de revêtement.
Pour le soudage des aciers résistant à la chaleur - marqué d'une lettre T;
Pour le soudage des aciers fortement alliés avec des propriétés spéciales - désignés par la lettre Dans;
Pour le surfaçage de couches de surface aux propriétés spéciales - marqué d'une lettre H.
Ratio d'épaisseur de revêtement
Ceci représente le reste de certains ingrédients du revêtement, ce qui a un effet notable en présence de gaz piégés dans le métal soudé. Le bon équilibre de ces ingrédients est crucial pour l'intégrité que l'on peut obtenir pour le métal fondu. Le ferromanganèse est probablement l'ingrédient le plus couramment utilisé pour obtenir une formule bien équilibrée. Les propriétés mécaniques spécifiques des propriétés mécaniques du métal soudé peuvent être incorporées au métal soudé par revêtement.
En ajoutant des éléments d'alliage au revêtement, il est possible d'obtenir des valeurs de ténacité élevées à basses températures, une ductilité élevée et une augmentation des propriétés d'écoulement et de la résistance mécanique. Isolation du noyau en acier - le revêtement agit comme un isolant afin que la bande ne provoque pas de court-circuit lors du soudage de chanfreins profonds ou de trous étroits; Le revêtement protège également l'opérateur lorsque les électrodes changent.
En fonction du rapport du diamètre du revêtement de l'électrode Dau diamètre de la tige métallique d, les électrodes sont réparties dans les groupes suivants:
avec une fine couche (D / d≤1,2) - marquée d'une lettre M;
avec un revêtement moyen (1,2
avec un revêtement épais (1,45
avec revêtement très épais (D / d\u003e 1,8) - R.
Cet article a été conçu pour observer le soudage relatif avec une électrode recouverte de trois types différents: rutile, cellulose et alcaline. Le but de ce travail est de comparer les types d’électrodes pour la conception des projections de soudure, la génération de gaz, la rupture de laitier et l’aspect visuel de la soudure.
Mots-clés: Electrode, Rutiko, Basic, Cellulose. En tant qu'effet économique, le soudage est un outil très important pour un ingénieur qui tente de réduire les coûts de production et de fabrication. De nombreux produits sur le marché ne pourraient être fabriqués sans l'utilisation de méthodes de soudage telles que les automobiles, les équipements industriels, les éléments de structure, les produits de centrales nucléaires, les centrales hydroélectriques, etc.
Désignation d'une électrode enrobée fusible
Lettre E- désignation internationale d'une électrode revêtue en fusion.
Un groupe d'indices indiquant les caractéristiques du métal fondu ou du métal fondu
Le soudage par une électrode poreuse est défini comme un processus de soudage à l'arc manuel, où se produit l'assemblage de métaux avec de la chaleur provenant d'un arc électrique placé entre l'électrode revêtue et le métal de base dans un joint soudé. Le métal de l'électrode se confond avec le métal de base et est transmis par un arc électrique. Le laitier est formé à partir du revêtement de l'électrode et des impuretés du métal de base et sert de revêtement pour recouvrir la soudure, la protégeant de la pollution atmosphérique et permettant également de contrôler le refroidissement.
L'illustration ci-dessous. 1 désigne toutes les positions. 2 est une position horizontale et horizontale. 4 signifie position horizontale, horizontale et verticale. Lorsque le chiffre précédent est 1, lorsque le chiffre précédent est 2. Procédés de fabrication: soudage et coulée.
Pour les électrodes utilisées pour le soudage des aciers au carbone et des aciers faiblement alliés avec une résistance à la traction maximale de 588 MPa (60 kgf / mm 2).
http://elektrod-3g.ru
Pour la première fois, une électrode de soudage est apparue en 1902. Depuis lors, beaucoup de choses ont changé de nouveaux types et marques sont apparus. L'électrode de soudage est le matériau le plus commun. Chaque marque d'électrode a ses propres propriétés. . Vous devez toujours vous rappeler que pour chaque type de matériau, vous devez choisir une électrode spéciale.
Dans l'analyse utilisée électrodes. Chacune des cordes a été examinée en observant la géométrie et l'apparence générale des cordes. Dans le processus avec une électrode cellulosique, plus de gaz a été observé que dans le processus précédent. Cependant, ce processus a une plus grande pénétration dans le métal de base, ce qui conduit à une surchauffe de la feuille.
- Ce processus a causé beaucoup d'arroseurs, même plus que le processus précédent.
- Il a été noté que la formation de laitier est absente.
- L'apparence de la soudure était très médiocre et, apparemment, de mauvaise qualité.
Les marques d'électrodes les plus populaires destinées à l'acier au carbone et à l'acier faiblement allié sont: UONI-13 / NZh / 12h13. Les électrodes de cette marque sont destinées au soudage des aciers résistant à la corrosion. Ce modèle est créé par toutes les règles. GOST 9466-75. Le soudage avec une telle électrode a lieu sur un courant continu.
SSSI 13/55. Une telle électrode de soudage est utilisée pour souder à la fois de l'acier faiblement allié et de l'acier au carbone. Conforme GOST 9466-75,GOST 9467-75,TU 1272002010558589 . Le processus de soudage a lieu à la fois en alternance et en courant continu de polarité inversée.
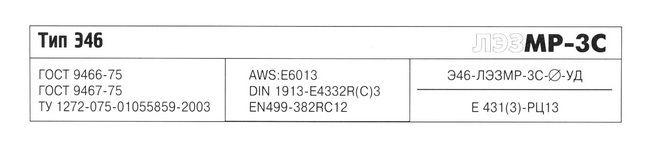
MP-3C .L'électrode de soudage de cette marque est conçue pour le soudage de produits en acier au carbone et en acier faiblement allié.. Le soudage est effectué en courant continu et alternatif.
MR-3T. Cette électrode est conçue pour le soudage de produits en acier au carbone et faiblement allié. Le soudage peut être effectué avec un courant continu ou alternatif. La polarité CC est inversée. Mais pour ces électrodes, il existe une nuance, la teneur en carbone ne doit pas être inférieure à 0,25% et la résistance temporaire à la rupture ne doit pas dépasser 490 MPa. Ces électrodes correspondent aux normes GOST 9466-75, GOST 9467-75.
OZS-12. Ces électrodes sont également conçues pour le carbone et les aciers faiblement alliés. La résistance temporaire est de 490 MPa. Electrodes de soudage au charbon : VDK VDP IC. Marques les plus populaires électrodes de tungstène non consommables qui correspondent à GOST 23949-80: EVC EVL EVI-1 EVI-2 EVT-15 Il existe également des électrodes spéciales pour le soudage du cuivre et des alliages de cuivre: OZB-2M OZB-3 ANTs / OZM2 Membre du Komsomol 100ANC / OZM3 Pour souder un matériau tel que le nickel et ses alliages, utilisez des électrodes: OZL-32, B-56U. Si vous allez travailler avec des matériaux tels que l'aluminium et ses alliages, choisissez des électrodes: OZANA-1, OZA-1, OZA-2, OZANA-2.
Les électrodes jouent un rôle important dans le processus de soudage. En règle générale, le soudage utilisant des électrodes sera plus fiable, plus durable, plus rapide et plus économique.
Ce n'est un secret pour personne que lors du soudage du métal, le mouvement des électrodes est effectué. Ces mouvements sont souvent appelés oscillatoires. Il existe de nombreuses approches technologiques pour souder le métal. Électrodependant le processus de soudage, quelle que soit la méthode utilisée, le mouvement dans le trois directions différentes.
Premier mouvementappelé translationnel, dans lequel le mouvement suit l'axe de l'électrode. En fonction de la vitesse fondant, le mouvement de translation maintient une longueur constante. les arcs, qui ne doit pas dépasser 0,5 à 1,2 diamètre de l’électrode. La longueur de l'arc dépend de marques d'électrodeset conditions de soudage. La formation de la couture se détériore avec une diminution de la longueur de l'arc, ainsi que de la probabilité d'un court-circuit (court-circuit abrégé). L'augmentation de l'arc est la raison de l'augmentation des projections de métal de l'électrode et de la réduction de la qualité de la soudure en forme et de ses propriétés (mécaniques).
Deuxième mouvement est le déplacement de l'électrode le long de l'axe pour former une couture. Diamètre de l’électrode, intensité du courant ( permanentou variable) et le taux de fusion de l'électrode détermine la vitesse de l'électrode. En l'absence de déplacements transversaux de l'électrode, le joint est étroit (filament), sa largeur est d'environ 1,5 fois le diamètre de l'électrode utilisée. Ce joint est utilisé lors du soudage mincetôles métalliques.
Dernier coup est le déplacement de l'électrode de part en part pour ajuster la largeur de la soudure et la profondeur de fusion du métal. Ces mouvements oscillatoires supposent une grande qualification du soudeur et de ses compétences, ainsi que des caractéristiques du matériau à souder, de la position et de la taille du joint. La largeur de la soudure, lors de l’utilisation de mouvements oscillatoires transversaux, varie entre 1,5 et 5 fois le diamètre de l’électrode utilisée.
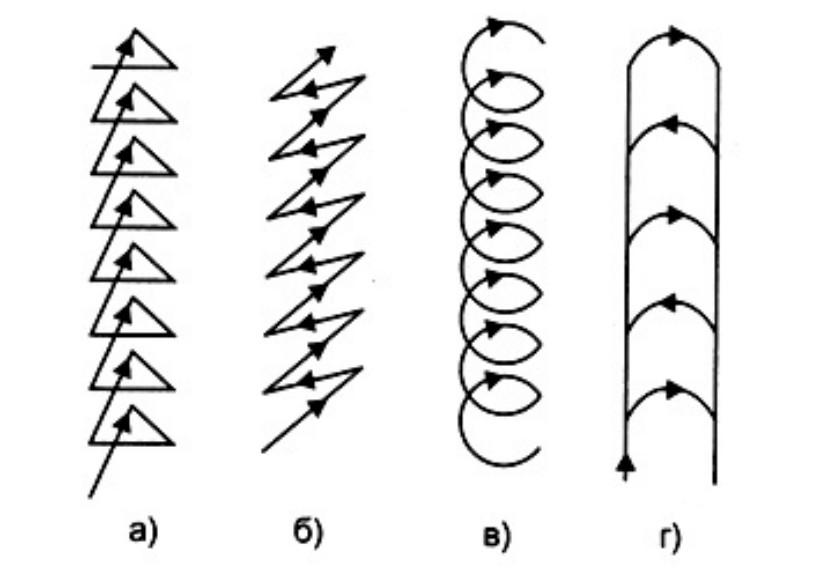
Le mouvement compétent et techniquement correct de l'électrode est la tâche et la condition principales pour obtenir une soudure de haute qualité lors du soudage. Ce qui est important, c’est une certaine méthode d’exécution des mouvements oscillatoires de l’électrode, ainsi que la rationalité de ses mouvements. Il existe plusieurs méthodes courantes pour réaliser une soudure de haute qualité.utilisé dans toutes les situations avec lesquelles le soudeur effectue des mouvements pendant le soudage. Ce sont des mouvements “arbre de Noël” (a), angle (b), “mouvement dans une spirale” (c), “mouvement par un croissant de lune” (d). Pic1
Lors du soudage d'une soudure d'angle vertical, il est plus pratique de montrer toutes les méthodes. mouvements d'oscillation de l'électrodeEn outre, il s'agit d'une opération très fréquemment utilisée dans le soudage de produits laminés. Dans ce cas, nous omettons tous les problèmes liés à la découpe des arêtes et à la préparation des surfaces avant le soudage.
Lors de l'utilisation de mouvements oscillatoires de l'électrode par un croissant ou une spirale, l'étagère est d'abord soudée aux bords avec une électrode, et après de petites portions sans espaces ni cassures, le métal est soudé, il est recommandé d'effectuer le soudage en continu. La soudure du métal est effectuée progressivement avec le déplacement de l'électrode au-dessus, laissant derrière elle le cordon de soudure fini. Un autre schéma du mouvement oscillatoire pendant le soudage est l'angle: il permet des mouvements oscillatoires de l'électrode en utilisant un déplacement alternatif vers le haut et le bas, sans interstices, le métal se déposant sur les bords avec un déplacement uniforme de l'électrode vers le haut.
Méthode " arbre de noel"Caractérisé par électrode et puis à droite, puis descendez la courte trajectoire vers la gauche. Il est souhaitable que la goutte de métal durcisse à chaque étape distincte du soudage entre les bords. Après, l'électrode disparue est déplacée vers le haut à gauche et à nouveau abaissée depuis le point de levage, mais maintenant vers la droite. Ces mouvements graduels avec des portions individuelles continues, et effectué couture.
Les électrodes pour le soudage des aciers au carbone et des aciers faiblement alliés sont également caractérisées par le niveau de leurs propriétés de soudage et technologiques, notamment: la possibilité de souder dans toutes les positions spatiales, le type de courant de soudage, la productivité du processus, la tendance à la formation de pores et, dans certains cas, la teneur en hydrogène du métal fondu et la tendance des soudures à la formation de fissures. Les caractéristiques énumérées qui doivent être prises en compte lors du choix d'une marque d'électrode particulière sont en grande partie déterminées par le type de revêtement.
La couverture peut être:
Rutilov,
Le principal
La cellulose,
Mixte.
Electrodes avec un revêtement acide.
Les oxydes de fer, de manganèse et de silicium constituent la base de ce type de revêtement. Le métal de soudure, composé d'électrodes à revêtement acide, présente une tendance accrue aux fissures chaudes. Selon les propriétés mécaniques du métal fondu et du joint soudé, les électrodes sont des types E38 et E42.
Les électrodes revêtues d’acide ne sont pas sujettes à la formation de pores lors du soudage de métaux, de tartre ou de rouille, ni lors de l’extension de l’arc. Le soudage peut être effectué avec du courant continu et alternatif.
Électrodes revêtues de rutile.
La base du revêtement de ces électrodes est un concentré de rutile (dioxyde de titane naturel). Le métal de la couture, constitué d'électrodes avec un revêtement de rutile, correspond à un acier calme ou semi-silencieux. La résistance du métal de soudure à la fissuration dans les électrodes à revêtement rutile est supérieure à celle des électrodes à revêtement acide. Selon les propriétés mécaniques du métal soudé et du joint soudé, la plupart des marques d'électrodes rutiles appartiennent au type d'électrodes E42 et E46.
Les électrodes rutiles présentent un certain nombre d'avantages par rapport aux autres types d'électrodes, à savoir, elles fournissent une combustion à l'arc stable et puissante lors du soudage à courant alternatif, de faibles pertes par éclaboussures de métal, une séparation aisée de la croûte de laitier, une excellente formation de soudure. Les électrodes sont peu sensibles à la formation de pores lors du changement de la longueur de l'arc, lors du soudage de métaux humides et rouillés et sur la surface oxydée.
Les électrodes du groupe en question comprennent également des électrodes avec un revêtement d'ilménite, qui occupent une position intermédiaire entre les électrodes avec des revêtements acide et rutile. La composition du revêtement de ces électrodes en tant que composant principal comprend un concentré d’ilménite (un composé naturel de dioxyde de titane et de fer).
Électrodes avec le revêtement principal.
La base de ce type de revêtement est constituée de carbonates et de fluorures. Le métal déposé par les électrodes avec le revêtement principal, par composition chimique correspond à l'acier est calme. En raison de la faible teneur en gaz, des inclusions non métalliques et des impuretés nocives, le métal d'apport fabriqué par ces électrodes se caractérise par une grande plasticité et une grande résistance aux chocs à des températures normales et basses ainsi qu'une grande résistance à la fissuration à chaud. Selon les propriétés mécaniques du métal fondu et des joints soudés, les électrodes avec le revêtement principal se rapportent à des électrodes du type E42A, E46A, E50A, E55 et E60.
Cependant, les caractéristiques technologiques des électrodes avec le revêtement principal sont inférieures à celles des autres types d'électrodes. Ils sont très sensibles à la formation de pores en présence de tartre, de rouille et d'huile sur les bords des pièces à souder, ainsi que lorsque le revêtement est mouillé et que l'arc est prolongé. Le soudage est généralement effectué avec un courant continu de polarité inverse. Avant le soudage, les électrodes doivent obligatoirement être calcinées à haute température (250-420 0 С).
Electrodes avec revêtement de cellulose.
Le revêtement de ce type contient une grande quantité (jusqu’à 50%) de composants organiques, généralement de la cellulose. Métal-électrodes de cellulose, la composition chimique correspond à un acier semi-calme ou calme. Dans le même temps, il contient une quantité accrue d'hydrogène. Selon les propriétés mécaniques du métal fondu et des joints soudés, les électrodes revêtues de cellulose correspondent aux électrodes E42, E46 et E50. Les électrodes en cellulose se caractérisent par la formation d'un cordon inversé uniforme du joint lors du soudage unilatéral sur poids, la possibilité de souder des joints verticaux de manière descendante.
Toutes les électrodes décrites ci-dessus, destinées au soudage des aciers au carbone et faiblement alliés, avec tout type de revêtement, doivent satisfaire aux exigences des normes GOST 9466-75 et GOST 9467-75, ainsi qu'aux exigences des conditions techniques pour les électrodes.
Les spécifications peuvent contenir des exigences supplémentaires nécessaires à une gestion plus efficace des processus et / ou à l'obtention de joints soudés présentant des caractéristiques spéciales et une fiabilité opérationnelle accrue.
Lorsque vous travaillez avec le soudage à l'arc manuel, vous travaillez constamment avec des électrodes. Cet élément du procédé de soudage n’est pas aussi simple qu’il le semble et a une classification exhaustive. Aujourd'hui, vous pouvez choisir des produits pour tous les besoins, en fonction des métaux à souder, du type d'équipement, des propriétés requises de la soudure et de divers paramètres auxiliaires. Vous apprendrez ci-dessous la classification des électrodes enrobées et leur désignation.
Les électrodes applicables au soudage à l'arc manuel sont divisées en fusion et non fusion. Les baguettes de soudage sont en fonte, acier, cuivre ou autre métal, selon le matériau. Ils jouent le rôle d'anode ou de cathode et jouent également le rôle de matériau additif. Il y a couvert ou découvert.
Le revêtement dans les barres de fusion remplit de nombreuses fonctions, du maintien de l'arc à la formation d'un nuage de gaz empêchant l'oxydation de la soudure.
Les électrodes non consommables pour le soudage sont constituées de divers matériaux réfractaires - graphite, tungstène ou charbon. Ils servent à allumer et à maintenir l'arc, et le remplissage du joint avec des additifs est effectué à l'aide de l'alimentation manuelle en matériau fusible. 
Quelle est l'électrode de fusion
Les électrodes de fusion pour le soudage à l'arc manuel sont constituées d'une tige interne et d'une couche externe. Selon les exigences de Gosstandart, différents aciers sont utilisés pour créer des électrodes consommables pour le soudage: carboné, avec un nombre important ou faible d'impuretés, du cuivre, de l'aluminium, du nickel et d'autres alliages colorés sont également utilisés. La composition de la tige est due au matériau à souder, car les deux métaux doivent s'emboîter. L'exception est la fonte, qui peut être soudée avec des électrodes en acier et en cuivre et en fer.
Comme la couche centrale, la couche externe est constituée du métal à souder, ce qui explique pourquoi sa composition peut varier quelque peu. Malgré cela, il remplit invariablement les fonctions suivantes:
- contribue à la rétention de l'arc;
- produit du laitier autour du bain de soudure en faisant fondre les composants minéraux du revêtement;
- produit un gaz protecteur qui apparaît à la suite de la combustion des composants organiques du revêtement.
- effectue la désoxydation ou l’alliage du métal.
Classification des électrodes enrobées
Étant donné la longue liste de diverses variantes de revêtement, d'alliage et d'autres paramètres d'électrodes enrobées, ils ont été classés de manière plus pratique pour rechercher le type de tige souhaité. Les types d'électrodes de soudage sont divisés en fonction de ces signes:
À destination:
- alliages avec une faible proportion d'impuretés et alliages de carbone;
- matériel avec un grand nombre de ligatures;
- alliages à résistance accrue et propriétés uniques;
- électrodes de surfaçage aux propriétés uniques.
Type - valeur de la couture finale, caractérisée par une résistance à la traction, un effet mécanique temporaire ou ponctuel.
Electrodes de soudage de marque - une valeur unique attribuée par le fabricant pour la classification interne des produits. C'est pourquoi le marquage d'électrodes de soudage avec les mêmes paramètres, mais provenant de fabricants différents, peut être différent.
L'épaisseur de la couche externe - sur la base de leurs rapports d'épaisseur, à la taille de la barre centrale classifie la couche externe en - mince, épaisseur moyenne, épaisse et très épaisse.
Type de courant - électrodes à courant continu, courant alternatif avec connexion directe ou inverse.
La composition de revêtement - il y a une séparation sur l'électrode de soudage avec une couche acide, basique, cellulose, rutile, à concentration accrue en fer, consistant en diverses couches.
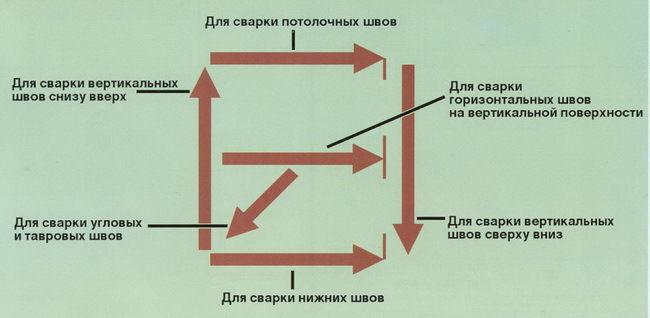
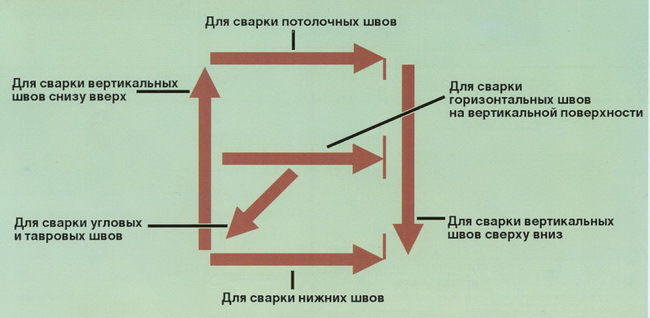
Selon les positions autorisées, les barres sont divisées en articles admissibles au travail dans:
· Toutes les provisions;
· Tous sauf la verticale, vers le bas;
· Bas et vertical vers le haut;
· Plus bas.
Par qualité ou par l'état de la couture, après avoir travaillé avec les tiges, les électrodes sont divisées en trois groupes. Les produits de meilleure qualité appartiennent au premier groupe.
Épaisseur - un paramètre indiquant le diamètre de la base en acier, peut être compris entre 1,6 et 12 mm.
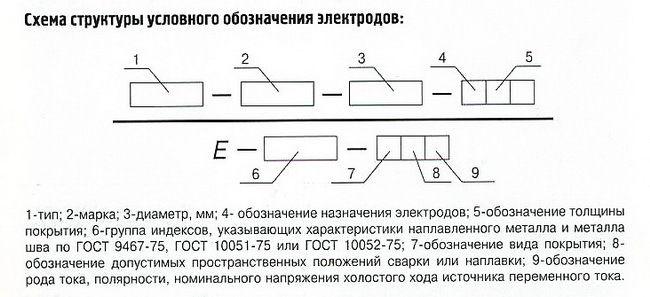
Marquage des électrodes de soudage et leur interprétation
Pour déterminer quelles électrodes sont présentées avant, vous devez examiner leur étiquetage. Chaque paquet contient des informations sur 9 caractéristiques de base selon GOST 9466-75.
![]()
- Types électrodes enrobées pour le soudage.
Les aciers à haute résistance, avec une grande proportion de carbone, des pourcentages élevés ou faibles de ligatures, sont cuits avec des électrodes portant une étiquette commençant par le symbole E - une électrode, puis des chiffres indiquant les charges maximales admissibles en traction (kgf_mm2), ainsi qu'un indice A - indiquant une stabilité accrue couture aux charges plastiques et aux chocs. Par exemple: E 42, E 50, E46 A, E 60, etc.
Aciers résistants à la chaleur et fortement alliés: le symbole E, les chiffres après un tiret, indiquant le carbone, suivis de lettres et de chiffres, indiquant un élément chimique spécifique (A - l'azote, le M-molybdène, le F-vanadium, etc.) et son nombre en centièmes . Les composants chimiques sont classés par ordre décroissant de leur quantité dans le produit. Par exemple: e-09M; E-10KhZM1BF; E-30G2HM et ainsi de suite. - Timbres électrodes de soudure
Tampons - le paramètre est individuel et dépend uniquement du fabricant. - Diamètre
L'épaisseur de la partie interne de l'électrode revêtue varie de 1,6 à 12 mm. Dans la vie courante, l'épaisseur de 3 à 5 mm est le plus souvent utilisée. - But
Conçues pour le travail sur les aciers au carbone et avec un faible nombre d'impuretés, ainsi que pour une résistance allant jusqu'à 60 kgf / m2, les électrodes sont marquées de la lettre U;
Les aciers de construction alliés ayant une résistance à la traction supérieure à 60 kg / m2 sont soudés avec des produits marqués - L;
Les produits pour les aciers à faible conductivité thermique sont marqués de la lettre - T;
Les métaux avec une grande proportion d'impuretés et des propriétés uniques peuvent être soudés avec des produits marqués - B;
Les couches de surfaçage aux caractéristiques uniques sont fabriquées avec des produits marqués - N. - Epaisseur du revêtement
Une valeur indiquant le rapport entre l'épaisseur du revêtement et le noyau interne. Si ce rapport est inférieur à 1,2, le produit est alors étiqueté avec le symbole M et désigné sous le nom de couche mince; la couche intermédiaire comprise entre 1,2 et 1,45 est marquée du symbole C; les plus épais - de 1,45 à 1,8 sont marqués du symbole D et enfin le plus épais, dont le rapport est supérieur à 1,8 est marqué d'un G. - Les principales propriétés de la couture
Les propriétés exactes des alliages, pour chaque type de ces valeurs, sont les leurs et indiquent la résistance, la composition en pourcentage des impuretés, la température de travail de la soudure et un certain nombre d'autres indicateurs. Ces valeurs peuvent être trouvées dans les tables correspondantes avec décodage. - Type de revêtement d'électrode
A - revêtement acide.
B - fluorure de calcium.
C - cellulose.
R - rutile.
W - teneur élevée en fer.
Il existe également des types mixtes de revêtements d'électrodes, qui portent plusieurs lettres en fonction de leur composition. - Marquage des positions spatiales
1 - tous
2 - tout sauf la verticale, dirigé vers le bas;
3 - bas, plus vertical (bas-haut);
4 - exclusivement inférieur. - Type de courant de soudage et la connexion
- électrodes d'indice 0 pour la connexion de courant continu et inverse;
- index 1,4, 7 - indique les produits pour tout type de tension et toute connexion;
- pointeurs - 2,5,8 - tout courant, mais la connexion doit être directe;
- indices - 3,6,9 pour tous les courants et connexion inverse.
Fabricants d'électrodes de soudage
Voici les trois principaux fabricants d'électrodes de soudage à revêtement en Russie:
- SPE "Soudage de l'Eurasie". En plus de 70 ans d’histoire, la société a maîtrisé l’ensemble du cycle de production des électrodes et produit actuellement tous les types d’électrodes - fusion, soudage, aciers alliés et bien d’autres.
- CJSC "Usine d'électrodes". Le fabricant est célèbre pour ses produits fournis aux plus grandes usines de construction de machines du pays. L'entreprise fabrique également des produits destinés au consommateur moyen. Les soudeurs professionnels notent la commodité du travail et la qualité des produits de cette société.
- LLC NPO Spetselektrod. Les produits de cette société sont plus de 50 marques différentes de cannes grand public d’une épaisseur allant jusqu’à 6 mm. La production prend également des commandes individuelles.
Ne pas oublier les leaders mondiaux, les trois premiers:
- Esab est une entreprise avec un siècle d’histoire et des produits reconnus comme les meilleurs au monde. Ces électrodes suédoises sont réputées sur la plus haute qualité sur tous les continents.
- Kobe Steel est une société japonaise qui a gagné en popularité grâce à la fourniture de leurs produits aux sociétés pétrolières.
- Klöckner & Co SE est une société allemande produisant de l'acier et des consommables pour le soudage. Les électrodes pour le soudage de cette société sont très populaires et largement utilisées en Russie.




