Характеристики на ултразвуково заваряване на метали. Ултразвукови заваръчни машини. Принципът на ултразвуково заваряване
(ultraschall-schweissen; ултразвуково заваряване) е заваряване под налягане при излагане на ултразвукови вибрации. Съединението се образува в резултат на съвместното действие на силите на натиск и високочестотните механични вибрации, което се съпровожда от относително тангенциално изместване на малката амплитуда на свързваните повърхности и нагряването на метала в зоната на заваряване. Силата действа перпендикулярно на повърхностите, които трябва да се съединят, а вибрациите предизвикват тяхното леко изместване с ултразвуковата честота. Когато това се случи, има малка пластична деформация на повърхностния метален слой в зоната на заваряване и образуването на млади повърхности и техните връзки. Продължителността на процеса се измерва в секунди и части от секунди. Ултразвуковото заваряване на метали се използва за производство на точкови и шевови съединения, както и за заваряване по контура. Схематична диаграма Ултразвуково заваряване е показано на фиг. 1.
Ултразвуковото заваряване има много предимства и много прецизен процес. Това позволява, на първо място, да се избегне използването на части и продукти на обединението, като например нитове и скоби. В допълнение, тази заваръчна технология не изисква никакво периферно нагряване на материала върху обикновено разтопяемата част. Използването на процес на екструдиране е по избор.
Защо да използваме ултразвуково заваряване
Пластмасови или пластмасови инжекционни заваряване не изисква топлина, за разлика от пламъчно заваряване, заваряване с горещ въздух или тигър. Нагряването се извършва само в точката на свързване и в контакт със сонотрода с материала, дължащ се на ултразвуковата машина. В допълнение, издръжливостта на частите, сглобени с тази технология за заваряване, е гарантирана. Това е най-добрият промишлен процес на заваряване за съединяване в средни и малки партиди, за разлика от запояването заваръчна машина или заваръчна машина.
Фиг. 1. Схематична схема на спот (I) и шев (б) ултразвуково заваряване: 1 - заварени части, 2 - еластичен вибрационен трансформатор, Р - сила на натиск, 3 - заваръчен връх (валяк), 4 - опора на махалото (опорна ролка), 5 - заварена точка (шев), w.z.k. - ултразвукови вибрации.
Заваръчният връх 3 (за заваряване на шев - валякът) определя площта и обема на източника на ултразвукови механични вибрации директно в зоната на заваряване. Тя трябва да предава вибрации, за да предизвика триене между повърхностите на частите, които трябва да се съединят, с минимални загуби между него и горната част. Величината на амплитудата на колебанията обикновено е в диапазона 10 ... 25 микрона.
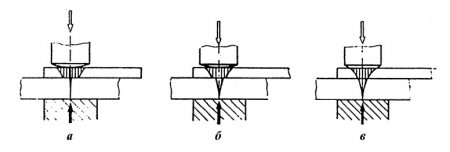
По този начин, процес на ултразвукова заваряване на метал възниква при условия на триене, причинени от микроскопичното относително възвратно движение на повърхностните участъци в зоната на компресия, което е съпроводено с отделяне на топлина. Разпространението на ултразвукови вибрации по време на заваряване е показано на фиг. 2.
Следователно не трябва да се страхуваме от риск от деградация, дължаща се на температура, тъй като материалите не трябва да се загряват за заваряване, но е възможно безразрушително изпитване. Следователно е възможно да се заварява пластмаса в структурата на електронните устройства. Това обяснява силния ентусиазъм за тази технология в индустриалната сфера, особено с появата на голямо количество оборудване на върха на технологията, която предлага възможност за рязане на ултразвуков звук.
Ултразвуково заваряване: заваряване в музика. Заваряването е средство за постоянна инсталация, предназначена да създава непрекъснатост в природата на събраните материали: в частност метали и пластмаси. Заваряването позволява непрекъсната инсталация чрез сливане на ръбовете на частите, които трябва да се съединят, и избягва доставката на части и продукти от съединението, като нитове, скоби, болтове.
Фиг. 2. Разпределение на U.K. при заваряване. и - началото на заваряване; б - заваръчен процес; в - края на процеса.
Проучванията показват, че при ултразвуково заваряване има два основни източника на топлина. Едната е в зоната на контакт на заваръчния връх (валяк) с частта, а втората е в зоната на детайлната връзка. Топлинното освобождаване на заваръчния връх се причинява от триенето му с детайла и води до пластично деформиране на външната повърхност на частта под върха. Отделянето на топлина между частите се дължи на действието на нормални натиск на натиск и напрежение на срязване, което води до външно и вътрешно триене в металите и пластична деформация в зоната на заваряване.
Вибрационният заваръчен накрайник в първия момент на заваряване развива интензивна топлина в зоната на контакта му с детайла. Ултразвуковите вибрации се предават със закъснение в зоната на заваряване (виж фиг. 2).
Силата на компресия предава ултразвукови вибрации към зоната на заваряване. Минималната му стойност, при която ставите започват да се образуват, зависи от заварените материали и тяхната дебелина, а оптималната стойност се увеличава с увеличаване на амплитудата на вибрациите.
С нарастването на контактното налягане началната скорост на нагряване се увеличава поради подобрената връзка между заваръчния връх и частите. Скоростта на нагряване на частите зависи също от формата и състоянието на повърхността на върха.
Температурата в зоната на заваряване зависи от твърдостта и термофизичните свойства на заваръчните материали, силата на осцилиращата система и параметрите на режима на заваряване. Отоплението в зоната на заваряване обикновено не надвишава 0.6 точки на топене. Под действието на триене, нагряване и пластична деформация, замърсяващите филми се разрушават и отстраняват от зоната на компресия, което прави възможно формирането на възли, разширяването им и формирането им заварена връзка, Установено е, че ултразвуковите вибрации допринасят за отстраняването на мастни филми поради развитието на кавитационни процеси в условията на действие в отделните микрообеми на редуващи се високи налягания и редки реакции. Следователно, ултразвуково заваряване може да се извърши дори при наличие на мастно замърсяване на повърхностите. Обичайно е да се обезмасляват повърхностите преди заваряване, тъй като това увеличава диаметъра на точките на заваряване. Ултразвуковите вибрации също намаляват повърхностното напрежение на металите, значително ускоряват образуването на активни центрове и определят повърхностите, процесите на дифузия и рекристализация. Следователно, образуването на кристална структура в зоната на заваряване протича доста бързо.
Ултразвуково заваряване може да се извърши с импулсно нагряване на мястото на заваряване от отделен източник на топлина, което позволява да се намали натискната сила, амплитудата и продължителността на работа на ултразвуковите вибрации и деформацията на метала. Този метод е предназначен за ултразвуково заваряване на микродетали. Заварените елементи са подложени на действието на ултразвукови вибрации и нагряване едновременно или в определена последователност.
Процесът е както следва. Първо, заваръчният инструмент се притиска надолу към детайла с малка сила, след което през него преминава електрически ток, за да се загрява и в същото време (или с известно забавяне или забавяне) се активират ултразвуковите вибрации. Методът позволява заваряване на материали с различни физикохимични свойства.
Има мнение, което е успешно ултразвуково заваряване Възможни са различни материали, при условие че разликата в атомните радиуси на съединяваните части е не повече от 15 ... 18%. Това условие съответства на общата представа за съществуването на твърди разтвори. С разлика в атомните радиуси в рамките на 19 ... 44%, заваряването на металите става по-сложно. Изследването на А. О. Росошински ни позволи да използваме ултразвуково заваряване надеждни фуги между материалите със значителни разлики в атомните радиуси и разликите във физикохимичните свойства, например, между керамиката и металите. Авторът обяснява образуването на съединения чрез определено движение на метала в зоната на заваряване. Деформацията на микропроцесиите под въздействието на вибрации и тяхната компресия водят до взаимно проникване и смесване на комбинирани материали, което гарантира качеството на заваряване.
При ултразвуково заваряване е възможно да се разграничат процесите на образуване на физически контакт, активиране на повърхности и взаимодействие на обема, въпреки кратката продължителност на процеса. Всички тези процеси протичат под действието на ултразвукови вибрации. Следователно, понякога съществува възможност за развитие на процеси на умора в зоната на завареното съединение под въздействието на дълготрайни вибрации и намаляване на якостта на фугите поради частичното разрушаване на настройващите възли.
Един от ефективните начини за заваряване на конструкции, направени от различни твърди материали, е методът на свързване под действието на ултразвукови вибрации. Тя ви позволява да заварявате не само хомогенни материали, но и отлични по състав сплави. Това се постига чрез подаване на механична вибрационна енергия към зоната на заваряване.
Обозначението за заваряване се използва, когато двете части са свързани по такъв начин, че непрекъснатостта на материала между двата елемента е такава, че на атомно ниво тези две части образуват само една. За тази цел ултразвуковото заваряване, което се прилага само за пластмаси и пластмасови полимери, изисква разреждане на материалите върху устните на заварените части.
Първо, заваряването изисква сливане на краищата на частите, които трябва да се съединят, преди да бъдат сглобени в единен кохерентен възел. Това сливане на материята се осигурява от излъчването на ултразвук, което възбужда молекулите в материала. Това молекулярно възбуждане създава вътрешно отопление, сравнимо с микровълните на семейна фурна. Съпоставимо със заваръчна устойчивост, използва се ултразвуково заваряване.
Ултразвуково заваряване на метали се извършва под действието на пръчковидна система от вибрации. Неговото оборудване включва ултразвуков концентратор, снабден със заваръчен връх и резонансен преобразувател. Заварените части се компресират със сила в зависимост от разновидностите на съединенията и техните дебелини. Този метод се използва в структурите на носещите конструкции на авиационното, автомобилното и някои други отрасли на промишленото производство. Той е от значение за метали, склонни към образуване на крехки съединения, както и при заваряване на тънкослойно покритие.
Материали, които могат да се заваряват студено
Електромагнитен или излъчващ преобразувател, който ще генерира ултразвук, сонотрод за предаване на ултразвук към частите, които трябва да бъдат заварени, преса за поддържане на заваръчните части под налягане. Ултразвукът може да се заварява само с пластмаси или полимер-пластмаса. Налягането и дължината на вълната на звука трябва да се изследват за всеки материал.
Ултразвуково заваръчно оборудване
Предимството на ултразвуковото заваряване е, че то не предизвиква периферно нагряване на материала в напълно разтопима и неелектропроводима част. Ултразвукова заваръчна машина е задължително цех, способен да обхване ултразвуков генератор, преса и анимация на сонотрода.
Ултразвуковото заваряване е уникален начин за създаване на фуги. Неговата основна отличителна черта Смята се, че е в състояние да комбинира материали с минимална устойчивост на електричество. Освен това, тя не изисква специална обработка на повърхностите на заготовките преди заваряване, не е необходимо да се почистват от лакове и филмови оксиди. Дори и при използване на ултразвук, е възможно да се свържат продукти с дебелини, които са стотици пъти по-големи от други методи на заваряване.
Принципът на работа на ултразвуковата машина за заваряване.
- Представяне и подравняване на заварени части.
- Спускането на сонотрода и увеличаването на налягането в две части.
- Кратко излъчване на ултразвуково нагряване на материала до температурата на топене.
- Поддържащо налягане при краткотрайно охлаждане.
- Освободете монтираните части.
Има много начини за заваряване на две части: заваряване с нагревателно острие, ултразвуково заваряване, ротационно заваряване, струговане, лазерен или високочестотен ток. Заварените части вибрират при високи честоти поради вибрационния инструмент.
Характеристики заваряване на полимери чрез ултразвук
Най-широката употреба в ултразвукова полимерна заварка. Неговите предимства включват невъзможността за прегряване на материалите, възможността за свързване на ръбовете на места с труден достъп и продукти с чужди покрития. Освен това, ултразвуковото заваряване допринася за обработката на материали с малък интервал по време на кристализацията.
Генерираните вибрации създават значителна топлина върху контактната повърхност на тези две части, което създава феномена на заваряване чрез термично заваряване. Говорим за ултразвук, тъй като използваните честоти превъзхождат способността за слуха на човешкото ухо: обикновено от 20 kHz до 70 kHz.
Амплитудите варират от 10 до 120 микрометра, в зависимост от вида на материала и формата на сглобяемите части. Разбира се, за този тип заваряване могат да се използват само горещи материали. Механичен ефект Термичен ефект. , Ултразвуковото генериране е описано от триплета Ланжевен.
Принципът на работа на оборудването за ултразвуково заваряване на полимерни филми е следният. Заварените листове се наслагват един върху друг и се притискат силно към опората. Захранващ инструмент с връзка към устройство за ултразвуково преобразуване им се подава с необходимата сила. Той се задейства с включването на генератора. От напрежението, действащо с ултразвуковата честота, полимерната еластичност нараства. Освен това, при заваряване на тънкослойно фолио, то се простира до целия обем на частта между опората и инструмента, а за продукти с голяма дебелина - само до областта на контакт на ръбовете, които трябва да бъдат заварени. За по-добро сцепление при свързването на големи детайли могат да се поставят неравности по ръбовете.
Поляризирана пиезоелектрична керамика, която се възбужда от синусоидално електрическо поле Ниски амплитудни и силови колебания. Получените амплитуди са малки и изчисляването на коефициента на усилване в материала с дължина на вълната се определя, както следва.
Можем да видим моделирането на усилията, показани срещу Настран. В зелено състояние: амплитудата на възбуждане В червено: получената амплитуда В черно: възела на вибрациите. В ултразвуковата верига, усилването напредва на нивото на вибриращата корема, а възлите имат нулеви амплитуди със силни ограничения.
В началото на ултразвуковата пластмасова заварка се получава физическо взаимодействие на повърхностите с активиране на полимерни молекули, дължащо се на счупване на химични връзки. Следващата стъпка е химическата реакция на заваръчните материали един към друг, които впоследствие преминават във взаимно проникване. щамове полимерни материали под действието на честотата, ултразвуците провокират нагряването им до температурата, необходима за кристалното топене или прехода на пластмасата в вискозно състояние. В същото време дифузният процес на отделните части на макромолекулата започва с смесването на вискозни състави на полимерите, които трябва да се съединят. Заваряемостта на материала се определя от размера на тези части, колкото по-големи са, толкова по-добро е качеството. заварен шев, Силата на полученото съединение се определя както от физико-механичните характеристики на заварените обекти, така и от възможностите на ултразвуковия заваръчен апарат.
Две техники за различни цели
Тази работа е основно адаптирана за термопластично заваряване на стационарна станция.
Промишлени ултразвукови приложения
- Работа под налягане: сонотрода се използва като горещ инструмент.
- Налягането осигурява механично захващане.
- Работа във въздушната междина: разликата се поддържа на полуамплитуда.
- Термичният ефект и механичният ефект са комбинирани.
- Тази работа е адаптирана за рязане и заваряване на тънки материали.
- Забележете липсата на контакт между сонотрода и наковалнята.
Създават се необходимите предпоставки за образуване на висококачествена заварка под действието на механиката на трептенията на ултразвуковия преобразувател. Така получената енергия на вибрациите формира напрежения на срязване и компресия (напрежение), които допринасят за излишъка на ограничаващата еластичност на полимерите. Когато се постигне, се образува пластична деформация в областта на контакта между присъединените пластмаси. Нейният резултат, както и ефектите от ултразвукови вибрации, е разширяването на областите на пряк контакт с едновременното отстраняване на газове, повърхностни оксиди, органични и течни филми от тях. Всичко това допринася за силата на образувания шев.
Изключително чиста заваряване Много бързо, без добавяне на заваряване Лесна инсталация и автоматизация Повторяемост: без почистване преди или след заваряване. Генератор: изпраща променлив ток, честотата на който съответства на честотата на вибрациите, необходима за заваряване. Конверторът, който се състои от пиезокерамика: преобразува променливия ток в механични вибрации. Специфика на пиезоелектричната керамика: при изпращане на електрическо напрежение керамиката се удължава или намалява в съответствие с полярността на напрежението. Усилвател: благодарение на тяхната механична резонансна честота, те позволяват механичната промяна на амплитудата на вибрациите на Sonotrode: това е последният елемент на веригата, който предава произведените вибрации и по този начин ви позволява да прехвърляте енергия. Ултразвуковото заваряване е най-бързият и най-икономичен метод, използван днес за свързване и свързване на пластмасови и цветни части.
Основни приложения на ултразвуковото заваряване
Използването на ултразвукови заваръчни апарати в промишленото производство позволява свързването на сравнително тънки листове, проводници и фолиа. Това е особено вярно при заваряване на материали. различен състав, Производството на полупроводникови елементи, микроелектронни елементи, фина механика, оптика, нагреватели за домакински уреди е невъзможно без използването на ултразвуково ултразвук. Също така, този метод е необходим за сливане на ръбовете на намотките от тънки медни, никелови и алуминиеви листове.
Важните предимства на ултразвуковото заваряване са способността за работа без лепило, свързващи елементи и разтворители, поради което е безопасно за околната среда и икономично приложение. Може да се използва за свързване на всички видове твърди, термопластични и изкуствени влакна. За тази цел се извършва ултразвуково заваряване с помощта на акустичен инструмент, който генерира високочестотни звукови вълни. Свързаните части осцилират, като по този начин се създава топлина чрез триене върху контактните повърхности, така че те се обединяват и позволяват свързването.
Уникалните възможности на ултразвуковата технология за заваряване насърчават свързването на сферографитните метали като злато, никел, мед, сребро, алуминий помежду си и по-малко пластични или твърди материали. Така металните елементи могат да бъдат заварени с керамични, стъклени и полупроводникови продукти. Ултразвуковото заваряване по отношение на огнеупорни метали като волфрам, цирконий и ниобий не е по-малко ценно. Този метод ви позволява да свържете две метални части през слой, който може да съдържа трети метал. Например, две стоманени продукти могат да бъдат заварени чрез алуминиев слой. Технологията за свързване на метали, покрити с различни оксиди, лакове или полимери, е широко разпространена при заваряване с ултразвукова тел.
Важни фактори в процеса на ултразвуково заваряване са: използваният материал, контактната повърхност, позиционирането на заваръчния шнур, конструкцията на фугата и ширината на заваряването, които трябва да се имат предвид при избора на конкретен инструмент. Тази процедура е разработена в областта на ултразвуковата заварка на метали, разработена през 50-те години на миналия век, и тъй като контролът на оборудването може да се извърши с помощта на компютър, този метод се използва и за пластмаси, където е станал стандарт за висококачествени и достъпни пластмасови съединения.

Най-често този вид заваряване се използва в скута с различен дизайн на компонентите. Операцията по заваряване се извършва непрекъснато или направено по затворени контури с шевове, с една или няколко точки. По-рядко, връзките се правят с помощта на Т-образен метод, например проводници и равнини. За това осбой формоване се подлага на края на жичната част на продукта. Възможно е също да се използва ултразвуков метод за едновременно заваряване на пакет от няколко части.
Ултразвуковото заваряване на цветни метали, като мед и алуминий, е доказана процедура в продължение на много години в индустрията. Процесът на заваряване се извършва много бързо, в зависимост от размера на заваръчните агрегати, за 1-3 секунди. В сравнение с други заваръчни процедури, свързващите елементи се нагряват по-малко, така че точката на топене не се достига. Има много предимства пред другите свързващи методи. Други материали в близост, като изолация на проводници, не са повредени. Освен това не се създават връзки в твърд материал.
Краткият период на пребиваване на материали при високи температури допринася за производството на висококачествени съединения за метали, способни да образуват интерметални съединения. Замърсени от външни включвания по време на заваряване, материалите могат да променят свойствата си. За разлика от други методи, високата химическа хомогенност на съединението чрез ултразвук дава на материала заварени добри хигиенни качества, които се използват широко при ултразвуково заваряване на тъкани.
Силата на заваряването е резултат от процеса на релаксация на първите два атомни слоя на заварените части. Видът на заваряване е подобен на спойката чрез дифузия. Приложения: приложенията в металната индустрия са много. Те произтичат от простото свързване на проводници и гуми, кабелни проводници и контакти в автомобилната и електротехническата промишленост, до специални приложения с емайлирани навиващи кабели, филми и тънки листове. Примери за тези приложения са описани подробно в съответните примери за приложение.
Ултразвуково заваряване на термопластични материали: този метод бързо се консолидира поради непрекъснатото развитие на търговията с пластмасови компоненти и простото и изключително чисто приложение на технологиите. Ултразвуковото заваряване осигурява надеждна и надеждна връзка на различни пластмасови материали, дори и при дълъг експлоатационен живот. Посетете нашата страница.

Но при всичките му заслуги ултразвуковото заваряване има някои трудности. Така че на практика е трудно да се контролира колебателната амплитуда - една от най-важните показатели този процес. Използвайки този вид заваряване, е необходимо да се вземе предвид вероятността от отпадане на умората на получената заварка и факта, че детайлите по време на работа могат да променят положението си един спрямо друг. На омекотените повърхности на частите могат да се спуснат инструменти. Има случаи на заваряване на материала на детайла към оборудването, което допринася за бързото му износване. Има някои трудности при ремонта на ултразвукови инсталации, тъй като те са част от неразглобяема конструкция, чиято конфигурация и размери са строго изчислени.
Тази технология също допринесе за създаването на продукти, замислени от постоянно събрание, т.е. съзнателно решение да се загуби възможността за бъдещо демонтиране и ремонт - за обикновени потребителски стоки. Друго важно приложение е производството на продукти за еднократна употреба за хигиенни цели, например в областта на медицината.
Ултразвуково заваряване: работа
Ултразвуковите вибрации с честоти от 20 до 40 kHz се генерират от ултразвуков генератор, който се захранва от нормален захранващ ток от 50 Hz. След това преобразувателят променя високочестотните вибрации, идващи от генератора в механично движение - сравнимо с ултра-бързо микробизнес.





